Изобретение относится к области обработки металлов давлением и может быть использовано для получения труб из разнородных металлов прочно-плотно сваренных по всей их контактной поверхности, которые предназначены, например, для работы в условиях агрессивных жидкостей или газов.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления биметаллических труб, заключающийся в том, что трубчатые компоненты из разнородных металлов с подготовленными контактными поверхностями вставляют с зазором один в другой, вакуумируют, затем нагревают составную заготовку, после чего в нагретом состоянии деформируют [Король В. К., Гильденгорн М. С. Основы технологии производства многослойных металлов. - М.: Металлургия, 1970. - 209 - 212 с.].
Однако, известный способ не обеспечивает широкие технологические возможности применения и высокое качество биметаллических труб из-за неравномерной прочности сварки компонентов по длине труб, разрывов менее прочного компонента и низкой точности геометрических размеров. Это обусловлено возникновением значительных напряжений связанных с неравномерным течением металлов компонент, которое вызвано различным их сопротивлением деформации, имеющим место после нагрева составной заготовки.
Целью изобретения является расширение технологических возможностей применения разнородных металлов и повышение качества биметаллических труб путем обеспечения прочности сварки компонентов по всей длине трубы.
Указанная цель достигается тем, что согласно способу изготовления биметаллических труб вакуумирование кольцевого зазора между компонентами осуществляют с одновременным введением в зазор кольцевых токоизолирующих клиньев, а нагревают электроконтактным способом только компоненту с  сопротивлением деформации.
сопротивлением деформации.
Пример конкретного выполнения.
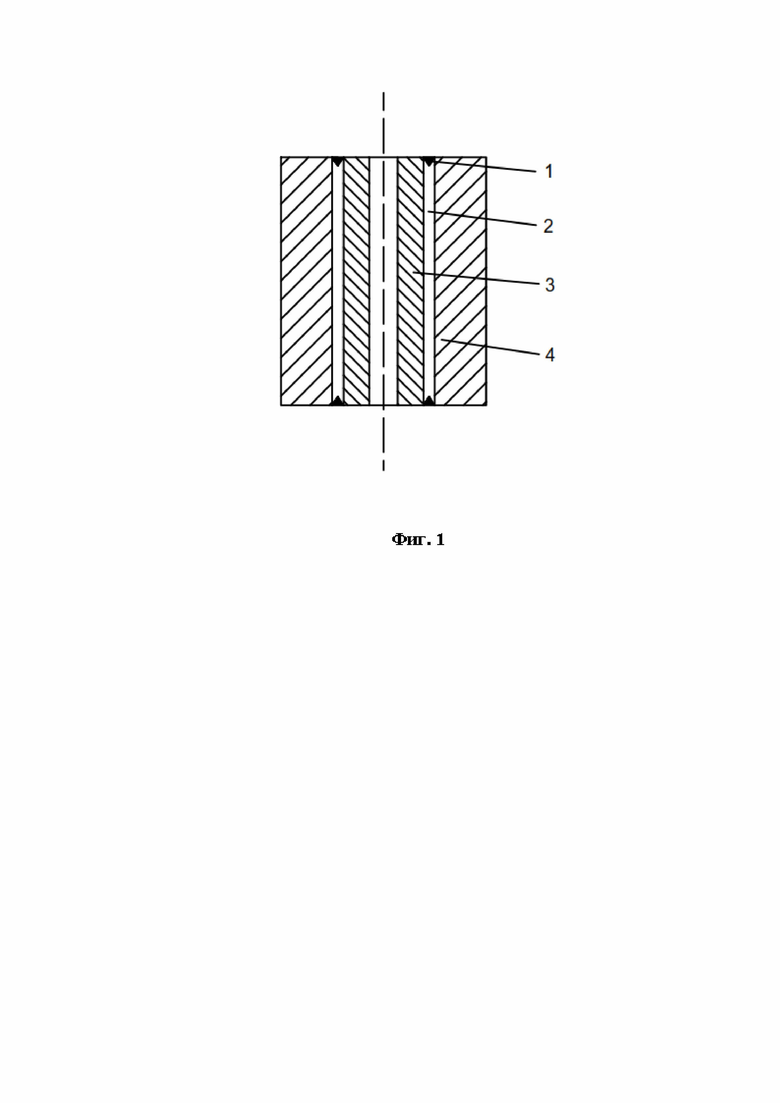
На фиг. 1 изображена составная заготовка с вакуумированным посредством кольцевых токоизолирующих клиньев (1) кольцевым зазором (2) между внутренней трубчатой компонентой (3) и внешней трубчатой компонентой (4).
Трубчатые компоненты - внутренняя (3) из сплава ВТ6с и внешняя (4) из сплава 1201, с предварительно подготовленными механическим способом и обезжиренными контактными поверхностями, собирали коаксиальной сборкой в составную заготовку внешним диаметром 98 мм и высотой 100 мм. При этом между внутренней трубчатой компонентой (3) и внешней трубчатой компонентой (4) оставлялся зазор шириной 2 мм. Вакуумирование зазора осуществляли с помощью кольцевых токоизолирующих клиньев (1), изготовленных из смеси порошка дисульфида молибдена с кремнийорганической смолой К-55 (ГОСТ 2082.3-81). Клинья (1) запрессовывали в зазор (2) между внутренней трубчатой компонентой (3) и внешней трубчатой (4) компонентой на сварочной диффузионной вакуумной установке А306-06, обеспечивающей глубину вакуума на уровне от 0,013 до 0,026 Па. Величину зазора (2) рассчитывали по формуле:
где:  - величина зазора, мм;
- величина зазора, мм;
Dном - диаметр внутренней трубчатой компоненты при 293 К, мм;
α1, α2 - температурные коэффициенты линейного расширения внутренней и внешней трубчатых компонент, К-1;
θ1, θ2 - температура нагрева внутренней и внешней трубчатых компонент, К.
Нагрев заготовок перед деформацией осуществляли на установке электроконтактного нагрева типа 2921 мощностью 500 кВт, причем, систему токоподвода подключали только к компоненте с сопротивлением деформации (3) из сплава ВТ6с. Нагрев компоненты (3) вели до температуры 973-1073 К в течение 480 сек, причем температура компоненты (4) не превысила 383-413 К через 12 сек после окончания нагрева (время транспортировки от нагревателя к прессу). Такой градиент температуры по сечению составной заготовки достигнут благодаря нагреву только компоненты (3) из сплава ВТ6с с сопротивлением деформации, поскольку передача тепла к компоненте (4) из сплава 1201 через вакуумированный зазор (2) происходит только излучением (коэффициент теплопроводности вакуума близок к нулю). Указанная последовательность операций позволяет расширить технологические возможности предлагаемого способа, т.к. впервые удалось обеспечить к началу процесса деформации соотношение между сопротивлениями деформации сплавов ВТ6с и 1201 на уровне 1,8÷2,1. Известные схемы изготовления биметаллических труб не позволяют достичь к началу процесса пластического формоизменения соотношения между сопротивлениями деформации сплавов ВТ6с и 1201 менее 3,7, что исключает возможность устойчивого совместного течения трубчатых компонент при деформации.
В результате деформации составной заготовки (гидропрессованием) изготовлены биметаллические трубы без нарушения сплошности с чистой и гладкой поверхностью и минимальной неравномерностью распределения слоев. Макроструктура на всех участках пресс-остатка однородная у обоих сплавов, размер макрозерна соответствует 2-4 баллам (ГОСТ 5639082). Результаты испытаний на растяжение и ударный изгиб при комнатной температуре показали высокую прочность соединения (σs = 430÷440 МПа, σ0,2 = 320÷340 МПа, δ = 8÷10 %, KCU = 0,0105÷0,018 кДж/м2), что соответствует свойствам сплава 1201.
Использование способа изготовления биметаллических труб позволяет обеспечить к началу процесса деформации соотношение между сопротивлениями деформации любых компонент составной заготовки на уровне не более 1,8÷2,1, что гарантирует устойчивое совместное течение трубчатых компонент при деформации и, таким образом, расширяет технологические возможности применения разнородных металлов и повышает качество биметаллических труб путем достижения прочности сварки компонентов по всей длине трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических труб из двухфазных (α+β)-титановых и деформируемых алюминиевых сплавов | 2022 |
|
RU2791931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ДЕТАЛЕЙ ТИПА ПЕРЕХОДНИКОВ | 1989 |
|
RU2016724C1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1990 |
|
RU2007239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ВАКУУМИРОВАНИЯ ЗАГОТОВКИ ДЛЯ СВАРКИ СОВМЕСТНЫМ ПРЕССОВАНИЕМ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2229366C1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2015 |
|
RU2599947C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
Изобретение может быть использовано для получения биметаллических труб из разнородных металлов, предназначенных, в частности, для работы в условиях агрессивных жидкостей или газов. Осуществляют коаксиальную сборку трубчатых компонентов в составную заготовку с вакуумированием кольцевого зазора между компонентами, нагрев заготовки и её деформацию. Вакуумирование кольцевого зазора между компонентами осуществляют с одновременным введением в зазор кольцевых токоизолирующих клиньев. Нагревают электроконтактным способом только компонент с  сопротивлением деформации Величину зазора между трубчатыми компонентами и время нагрева выбирают из условия получения перед деформацией составной заготовки градиента температур трубчатых компонентов, обеспечивающего соотношение между сопротивлениями их деформации на уровне 1,8-2,1. Использование способа позволяет обеспечить устойчивое совместное течение компонентов при деформации заготовки, повышение качества биметаллических труб путем достижения прочности сварки компонентов заготовки по всей длине трубы. 1 ил.
сопротивлением деформации Величину зазора между трубчатыми компонентами и время нагрева выбирают из условия получения перед деформацией составной заготовки градиента температур трубчатых компонентов, обеспечивающего соотношение между сопротивлениями их деформации на уровне 1,8-2,1. Использование способа позволяет обеспечить устойчивое совместное течение компонентов при деформации заготовки, повышение качества биметаллических труб путем достижения прочности сварки компонентов заготовки по всей длине трубы. 1 ил.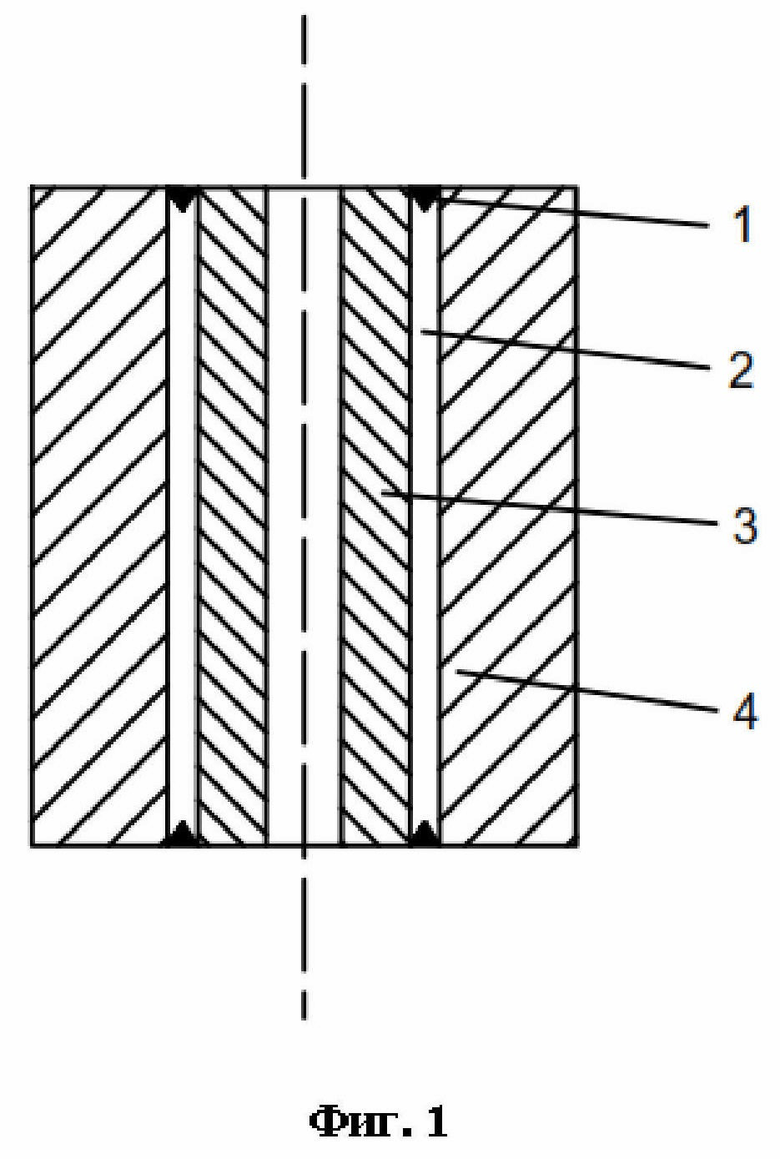
Способ изготовления биметаллических труб из разнородных сплавов, имеющих разное сопротивление деформации, включающий подготовку контактных поверхностей трубчатых компонентов, их коаксиальную сборку в составную заготовку с вакуумированием кольцевого зазора между компонентами, нагрев заготовки и ее деформацию, отличающийся тем, что вакуумирование кольцевого зазора между трубчатыми компонентами проводят с одновременным введением в зазор кольцевых токоизолирующих клиньев, а нагрев заготовки осуществляют электроконтактным способом с подключением токоподвода к трубчатому компоненту с большим сопротивлением деформации, при этом выбирают величину зазора между трубчатыми компонентами и время нагрева из условия получения перед деформацией составной заготовки градиента температур трубчатых компонентов, обеспечивающего соотношение между их сопротивлением деформации на уровне 1,8-2,1.
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 0 |
|
SU332997A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 0 |
|
SU198110A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1990 |
|
RU2007239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| WO 1998025712 A1, 18.06.1998. | |||

