Изобретение относится к устройствам для обработки металлов давлением, и используется при получении металлических оболочек с переменной толщиной стенки по периметру с применением операций вытяжки и выдавливания.
Во многих отраслях машиностроения изготавливаются цилиндрические и коробчатые оболочки с переменной толщиной стенки не только по высоте, но и периметру. Например, известен способ вытяжки разнотолщинной сварной листовой заготовки и штамп для его осуществления по патенту РФ №2149728, МПК8 B21D 22/22, опуб. 27.05. 2000, бюл. №15, в котором вместо ступенчатого прижима и ступенчатых перетяжных ребер используют полиуретановую прокладку, которую располагают по всей поверхности прижима и поверхности перетяжных ребер, прокладка находится в контакте с втягиваемой разнотолщинной сварной листовой заготовкой со стороны ступеней заготовки, а тормозные перетяжные ребра размещают на зеркале прижима матрицы. Штамп предназначен только для заготовок переменной толщины из тонколистового металла и получения габаритной оболочки. Получить малогабаритные оболочки со значи тельным перепадом толщин по периметру в данном штампе нельзя.
Известно устройство, принятое за прототип, используемое в способе получения глубоких цилиндрических изделий из многогранных заготовок (Патент РФ №2135319, МПК8 B21D 22/20, B21D 51/10, опуб. 27.08.1999), в котором имеется ступенчатая матрица с двумя рабочими поясками и ступенчатый пуансон с уступом между ступенями шириной, равной толщине полуфабриката, полученного вытяжкой, при этом нижняя ступень пуансона и расстояние между рабочими поясками ступенчатой матрицы выполнены высотой, равной высоте полуфабриката. Недостатком устройства является возможность получения цилиндрической оболочки только с постоянной толщиной стенки по периметру из листовых заготовок постоянной толщины.
Задачей изобретения является расширение технологических возможностей устройства для получения металлических оболочек со значительным диапазоном переменных толщин стенки по периметру.
Для решения поставленной задачи предлагается устройство для получения оболочек с переменной толщиной стенки по периметру, содержащее ступенчатую матрицу с двумя рабочими поясками, ступенчатый пуансон с уступом между ступенями шириной, равной толщине стенки полуфабриката, длина нижней ступени пуансона и расстояние между рабочими поясками ступенчатой матрицы равны высоте полуфабриката полученного вытяжкой, при этом на открытом горне ступенчатой матрицы, боковой внутренней поверхности верхнего рабочего пояска и полости ее верхней ступени, а также на нижней ступени пуансона выполнены углубления по форме и размерам утолщений заготовки и сопряженные между собой, а на боковой поверхности верхней ступени пуансона выполнены выступы сопряженные с углублениями ступенчатой матрицы, контур и размеры нижней ступени пуансона и нижнего рабочею пояска матрицы выполнены с наружными размерами готовой оболочки.
Изобретение поясняется чертежами.
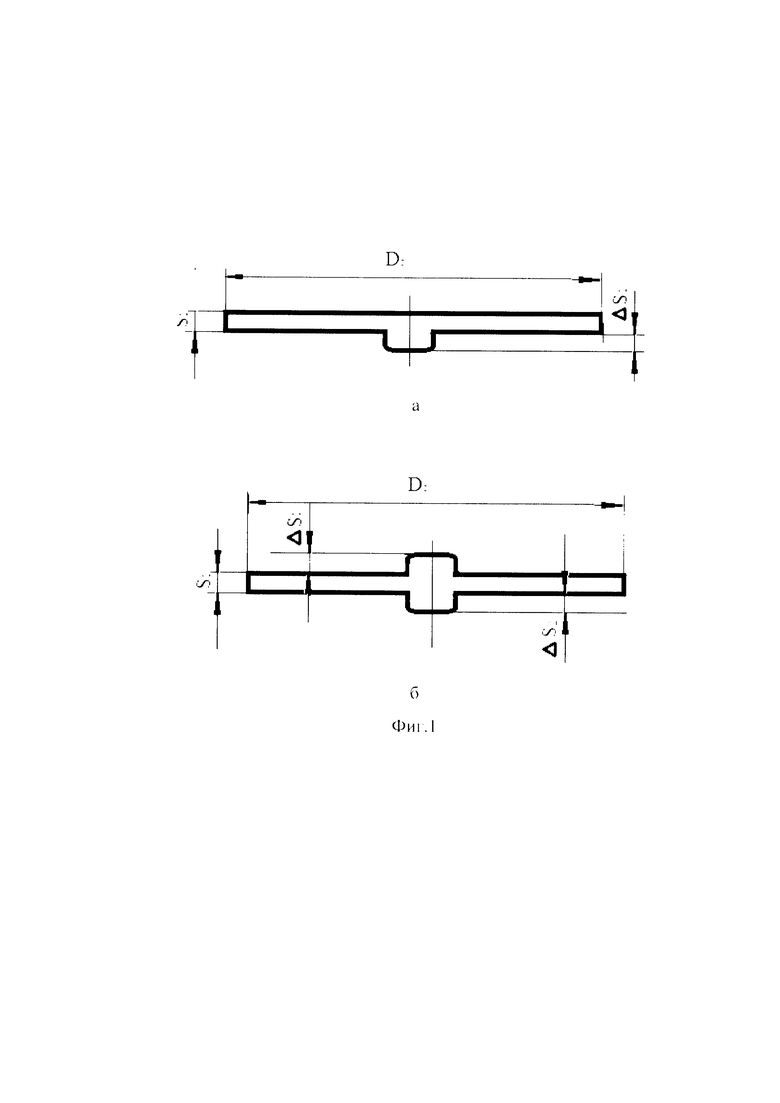
На фиг. 1 показаны разновидности заготовок, используемых для получения оболочек с переменной толщиной стенки по периметру.
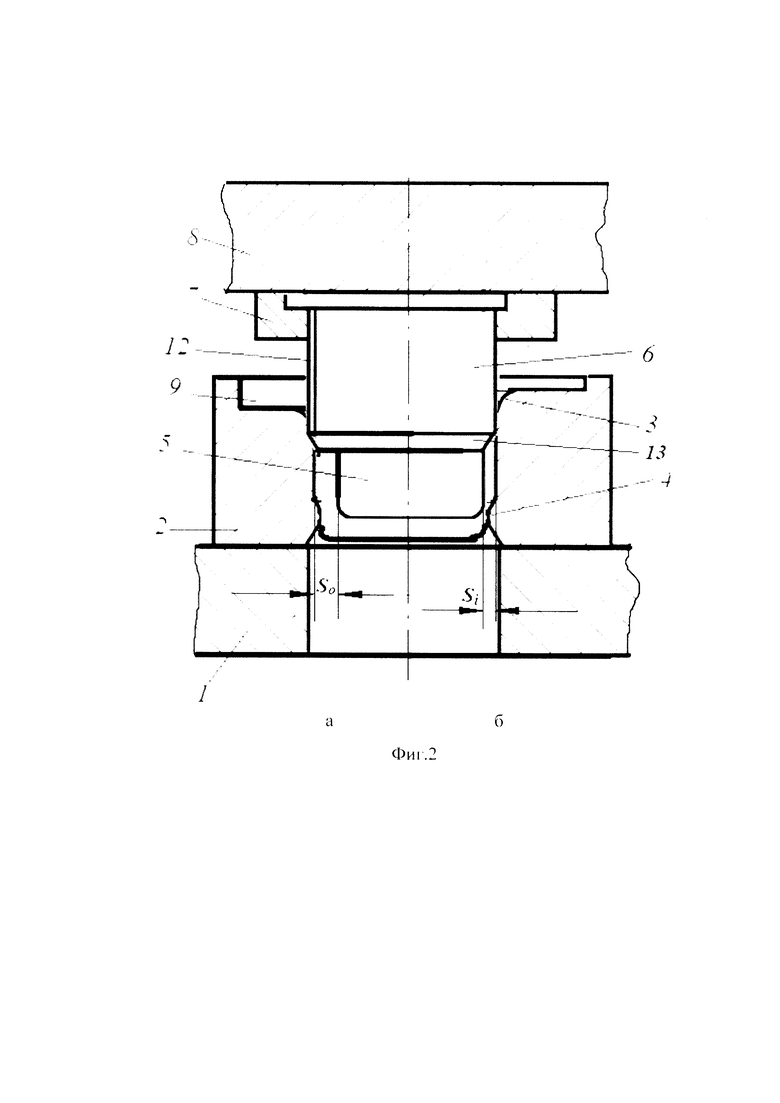
На фиг. 2 дан вид устройства в рабочем положении перед началом операции выдавливания.
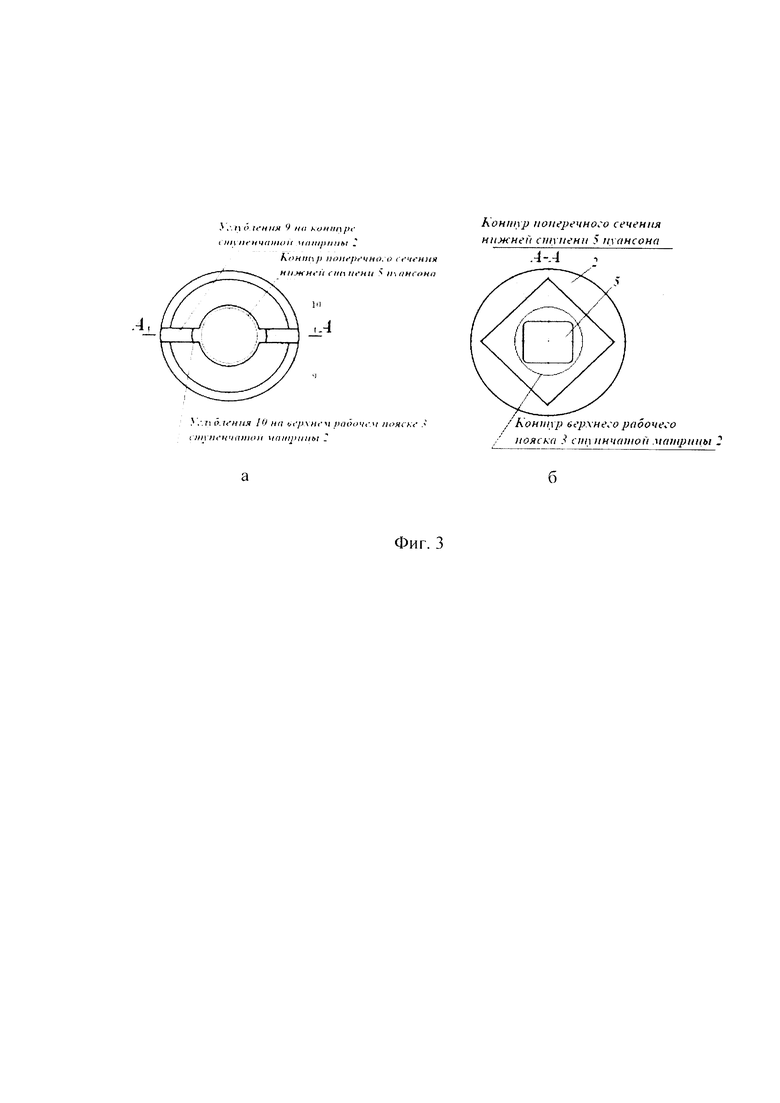
На фиг. 3, а приведен вид сверху на нижнюю часть устройства без заготовки с углублениями на матрице, а на (фиг. 3, б) с квадратной заготовкой ориентированной относительно контура поперечного сечения пуансона,
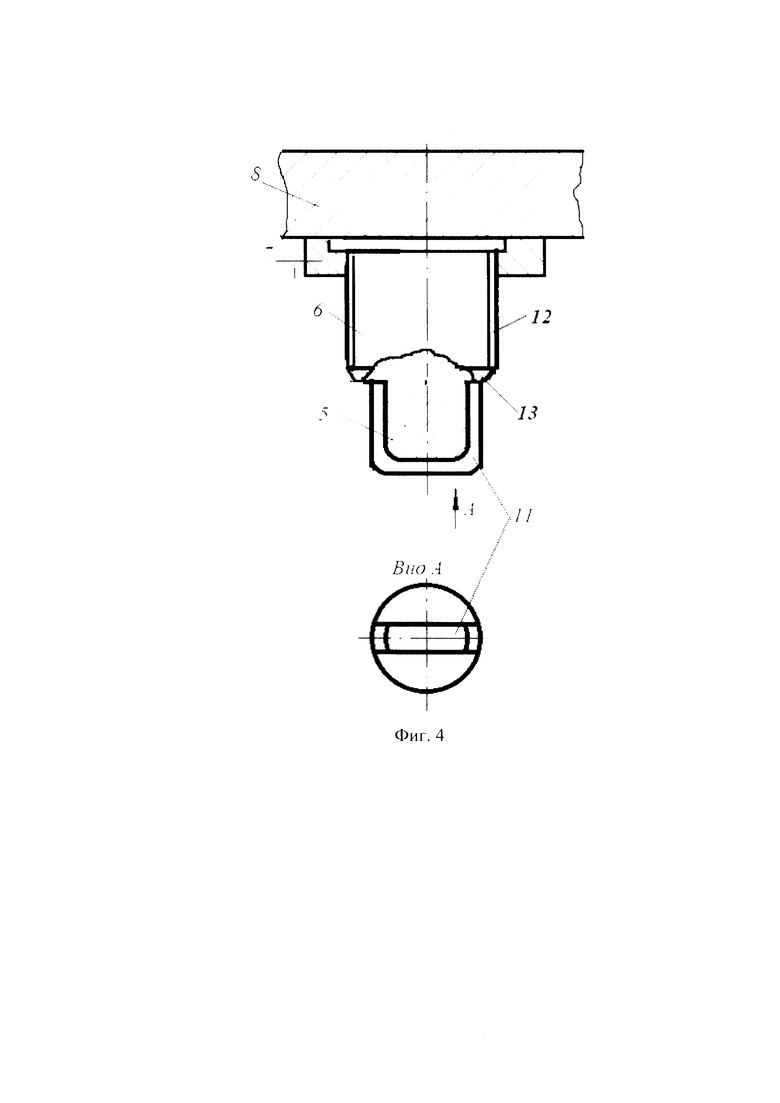
На фиг. 4 показана верхняя часть устройства с пуансоном, имеющим углубления на рабочей поверхности.
В устройство устанавливают разновидности разнотолщинных заготовок, показанных на фиг. 1. Устройство (фиг. 2) содержит нижнюю плиту 1, ступенчатую матрицу 2, имеющую верхний рабочий поясок 3 и нижний рабочий поясок 4, пуансон с нижней 5 и верхней 6 ступенями, по границам которых имеется уступ 13, пуансонодержатель 7, верхнюю плиту 8. Если в устройство устанавливают заготовку переменной толщины (фиг. 1, а), то используют ступенчатую матрицу 2, в которой для ориентации разнотолщинной заготовки но ступенчатой матрице 2 па ее открытом торце (зеркале) выполнены углубления 9 (фиг. 3, а), соответствующие форме и размерам утолщенного участка заготовки, и верхний рабочий поясок 3 ступенчатой матрицы 2 имеет такие же углубления 10, сопряженные с углублениями 9, контур поперечного сечения нижней ступени 5 пуансона выполнен, например, цилиндрической (фиг. 3, а) или нецилиндрической (фиг. 3, б) формы, а контур поперечного сечения верхней ступени 6 пуансона имеет выступы 12 (фиг. 2, а) по форме и размерам соответствующий углублениям 10 (фиг. 3, а). То есть контур поперечного сечения верхней ступени 6 пуансона соответствует контуру верхнего рабочего пояска 3 ступенчатой матрицы 2, а контур и размеры нижнего рабочего пояска 4 соответствуют наружным размерам готовой оболочки.
Если в устройство устанавливают заготовку переменной толщины (фиг. 1, б), то используют аналогичную ступенчатую матрицу 2 с углублениями 9 и 10 (фиг. 3, а) и пуансон, у которого на рабочем торце нижней ступени 5 выполнены углубления 11 (фиг. 4) по форме и размерам утолщенного участка заготовки (фиг. 1, б), сопряженные с углублениями на боковой поверхности нижней ступени 5 пуансона, например, цилиндрической или нецилиндрической формы, а контур поперечного сечения верхней 6 ступени пуансона имеет выступы 12 по форме и размерам соответствующие углублениям 10 в ступенчатой матрице 2.
Устройство при использовании разнотолщинной заготовки (фиг .1, а) работает следующим образом (фиг. 2). Верхнюю часть устройства, состоящего из верхней плиты 8, на которой базируется ступенчатый пуансон с пуансонодержателем 7 закрепляют на ползуне (не показан) пресса, а нижнюю часть устройства, состоящего из нижней плиты 1, на которой базируется ступенчатая матрица 2 соосно закрепляют на столе (не показан) пресса. Заготовку (фиг. 1, а) укладывают на открытую торцевую поверхность ступенчатой матрицу 2 таким образом, чтобы утолщенный участок заготовки поместился в углубление 9 ступенчатой матрицы 2. Углубление 9 на торце ступенчатой матрицы 2 препятствует произвольному смещению заготовки относительно зеркала ступенчатой матрицы 2 в процессе ее деформирования ступенчатым пуансоном. Контур поперечного сечения нижней ступени 5 пуансона выполняют в соответствии с размерами и формой полости готовой детали, например, цилиндрическим (фиг. 3, а) или не цилиндрическим (фиг. 3, б), а контур верхнего рабочего пояска 3 и верхней полости ступенчатой матрицы 2 цилиндрической формы, но с углублениями 10 на боковой поверхности верхней полости. В процессе перемещения пуансона заготовка втягивается через верхний рабочий поясок 3 в верхнюю полость ступенчатой матрицы 2. Происходит вытяжка или комбинированная вытяжка с нецилиндрической по форме поперечным сечением (фиг. 3, б) или цилиндрической по форме поперечным сечением (фиг. 3, а) нижней ступенью 5 пуансона. При этом зазор между нижней ступенью 5 пуансона и верхним рабочим пояском 3 ступенчатой матрицы 2 неравномерен по периметру. В результате этого после вытяжки получают полуфабрикат с переменной толщиной стенки по периметру, толщина стенки которого изменяется от So (фиг. 2, а) до Si (фиг. 2, б). Наружная поверхность полуфабриката будет соответствовать форме и размерам верхнего рабочего пояска 3 ступенчатой матрицы 2, а форма полости соответствовать форме поперечного сечения нижней ступени 5 пуансона. Полуфабрикат будет иметь неровный (или корончатый) торец. По окончании вытяжки (фиг. 2) верхняя ступень 6 пуансона входит с малым зазором в полость верхнего рабочего пояска 3 ступенчатой матрицы 2, причем выступы 12, находящиеся на боковой поверхности верхней ступени 6 пуансона входят в углубления 10 на боковой внутренней поверхности верхней полости ступенчатой матрицы 2 и создают замкнутую полость, в которой располагают полуфабрикат. При дальнейшем перемещении ступенчатого пуансона сначала выполняется операция вытяжки с утонением и корончатый торец полуфабриката входит в контакт с уступом 13 пуансона. Происходит осадка и выравнивание неровного торна полуфабриката, а затем при дальнейшем перемещении ступенчатого пуансона, прямое выдавливание полуфабриката через отверстие, образованное нижним рабочим пояском 4 ступенчатой матрицы 2 и контуром поперечного сечения нижней ступени 5 пуансона. В результате получают оболочку с неравномерной толщиной стенки по периметру, имеющую небольшой раструб на открытом торце. В процессе прямого выдавливания возникают торцевой подпор и сжимающие напряжения в стенках полуфабриката, что препятствует разрушению материала, расширяет технологические возможности процесса формоизменения заготовки.
Преимуществом устройства является возможность формоизменения листовых заготовок переменной толщины многогранной формы. Например, при использовании квадратной заготовки (фиг. 3, б). Квадратную заготовку устанавливают в ступенчатой матрице 2 таким образом, чтобы угловыми участками она ориентировалась в направлении, совпадающим с направлением максимального зазора образованного между контурами верхнего рабочего пояска 3 ступенчатой матрицы 2 и контуром нецилиндрической формы поперечного сечения нижней ступени 5 пуансона (фиг. 3, б). В результате торцевого подпора при последующей осадке и прямого выдавливания корончатость исчезнет и получают готовую оболочку с ровным торцом.
При использовании разнотолщинной заготовки (фиг. 1, б), в устройстве используют описанную выше конструкцию ступенчатой матрицы 2 и ступенчатый пуансон, имеющий на торцевой и боковой поверхности нижней ступени 5 углубления 11 (фиг. 4), соответствующие выступам заготовки. При этом ступенчатый пуансон нижней ступенью 5 ориентирован углублениями соответственно направлению выступов заготовки. Такая ориентация обеспечивает получение требуемого полуфабриката и его дальнейшее формоизменение с получением оболочки с заданными формой и размерами утолщений стенки по периметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2800351C1 |
| Способ изготовления оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2816065C1 |
| Способ изготовления полых тонкостенных цилиндрических изделий из многогранных заготовок | 1990 |
|
SU1794589A1 |
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| Способ получения оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2818530C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении металлических оболочек с применением операций вытяжки и выдавливания. Устройство содержит ступенчатую матрицу с верхним и нижним рабочими поясками и ступенчатый пуансон. Длина нижней ступени пуансона и расстояние между поясками матрицы равны высоте полуфабриката, полученного вытяжкой. Матрица имеет углубления по форме и размерам утолщений заготовки, которые расположены на ее открытом торце, поверхности верхнего рабочего пояска и поверхности полостей верхней ступени. Верхняя ступень пуансона выполнена с выступами, соответствующими по форме и размерам углублениям матрицы. Нижний рабочий поясок матрицы выполнен с контуром и размерами, соответствующими наружному контуру и размерам оболочки. Нижняя ступень пуансона выполнена с контуром поперечного сечения, соответствующим по форме и размерам полости готовой оболочки, или с углублениями по форме и размерам утолщений заготовки. В результате обеспечивается расширение технологических возможностей устройства. 4 ил.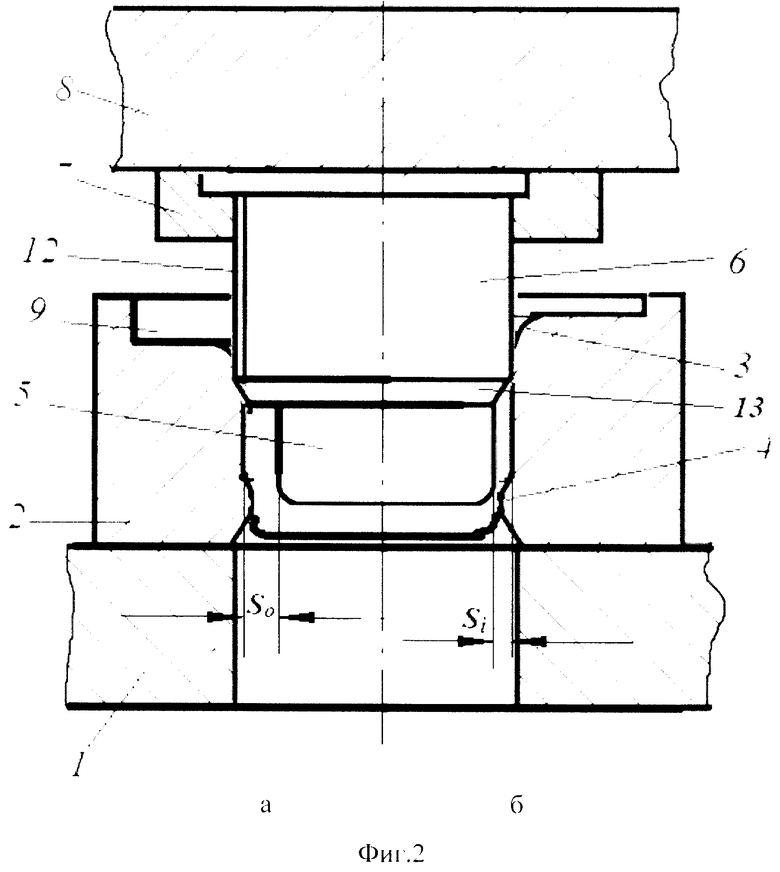
Устройство для получения оболочек с переменной толщиной стенки по периметру из заготовки с утолщениями, характеризующееся тем, что оно содержит ступенчатую матрицу с верхним и нижним рабочими поясками, ступенчатый пуансон с уступом между верхней и нижней ступенями шириной, равной толщине стенки полуфабриката, полученного в результате вытяжки заготовки, при этом длина нижней ступени пуансона и расстояние между верхним и нижним рабочими поясками ступенчатой матрицы равны высоте упомянутого полуфабриката, ступенчатая матрица выполнена с углублениями по форме и размерам утолщений заготовки, расположенными на ее открытом торце, поверхности верхнего рабочего пояска и поверхности полостей верхней ступени и сопряженными между собой, верхняя ступень пуансона выполнена с выступами, соответствующими по форме и размерам упомянутым углублениям матрицы, нижний рабочий поясок матрицы выполнен с контуром и размерами, соответствующими наружному контуру и размерам готовой оболочки, а нижняя ступень пуансона выполнена с контуром поперечного сечения, соответствующим по форме и размерам полости готовой оболочки, или с углублениями по форме и размерам утолщений заготовки.
| RU 2056198 C1, 20.03.1996 | |||
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |
| 0 |
|
SU80370A1 | |
| Устройство для передвижки конвейера струговой установки | 1983 |
|
SU1142630A1 |

