Изобретение относится к области материаловедения, обработке поверхности металлов и может быть использовано в медицине для повышения износостойкости и антикоррозионных свойств изделий из стали, например, медицинских имплантатов (насосы для механической поддержки работы сердца, кардиостимуляторы и т.д.).
В настоящее время для повышения износостойкости и антикоррозионных свойств изделий из стали используют нанесение тонких пленок и покрытий, в том числе нитрида титана TiN и алмазоподобного углерода DLC [1, 2], а также используют обработку поверхности концентрированными потоками энергии [3-7].
Известен способ высокоскоростного энергетического воздействия с помощью лазерного переплавления всей поверхности изделия [3] или лазерного переплавления лишь части поверхности [4], обеспечивающий защиту металлических изделий от коррозии.
Кроме этого, известно, что обеспечение перехода стали в пассивное состояние путем изменения состава и свойств поверхности является наиболее эффективным способом снижения коррозионных процессов. Известен способ [5], при котором поверхность подвергают расплавлению с помощью лазерного луча и в область расплава подается композиция порошков. В результате происходит образование поверхностных слоев толщиной 0,2-0,6 мм, обладающих повышенными эксплуатационными свойствами.
Известен способ [6] в котором производят послойное нанесение порошка на поверхность изделий с последующим лазерным облучением.
Наиболее близким к заявленному изобретению по совокупности существенных общих признаков выбран способ синтеза поверхностного Ti-Ta-Ni сплава с аморфной или аморфно-нанокристаллической структурой на подложке из никелида титана (TiNi) [7]. В котором, в качестве аморфообразующей пленки, осаждаемой с помощью одновременного магнетронного распыления мишеней из Ti и Та, используют пленку состава Тi60-70Та40-30 (ат.%), а последующее жидкофазное перемешивание компонентов пленки и подложки и высокоскоростную закалку расплавленного поверхностного слоя осуществляют с помощью широкоапертурного низкоэнергетического сильноточного электронного пучка (НСЭП) с параметрами: длительность импульса 2÷3 мкс, плотность энергии 1.5÷2.5 Дж/см2.
Отличием этого технического решения, взятого нами за прототип, является то, что технологический процесс проводился для изделий, выполненных из никелида титана, износостойкость и антикоррозионные свойства которого не исследовались.
Технологической проблемой предлагаемого изобретения является разработка способа повышения износостойкости и антикоррозионных свойств изделий из нержавеющей стали.
Техническим результатом предлагаемого изобретения является создание на изделии из нержавеющей стали марки AISI 316L (03Х17Н14М3) поверхностного сплава на основе Ti с нанесенным поверх кремний-углеродным (α-C:H:SiOx) покрытием, обладающим износостойкими и антикоррозионными свойствами.
Указанный технический результат достигается тем, что на изделии из нержавеющей стали марки AISI 316L (03Х17Н14М3) формирование поверхностного сплава Ti-нержавеющая сталь осуществляется в едином вакуумном цикле путем чередования операций напыления Ti пленки и последующего ее жидкофазного перемешивания с материалом изделия. Напыление титановых пленок осуществляется методом магнетронного распыления мишени из титана. Жидкофазное перемешивание осуществляется с помощью низкоэнергетического сильноточного электронного пучка с плотностью энергии электронов 2÷3 Дж/см2, длительностью импульса 2-3 мкс и количестве импульсов 3-5 раз. В едином вакуумном цикле осуществляют финишное нанесение на изделие антикоррозионного и износостойкого кремний-углеродного (α-C:H:SiOx) покрытия.
Кроме того, толщину напыленной титановой пленки доводят до (0,5÷2,5) мкм. Кроме того, толщину поверхностного сплава Ti-нержавеющая сталь доводят до (0,5÷5) мкм, количеством циклов напыление/облучение до четырех, в зависимости от толщины напыляемой пленки Ti.
Кроме того, изделие предварительно перед первым циклом напыление/облучение подвергают обработке низкоэнергетическим сильноточным электронным пучком с плотностью энергии 4÷5 Дж/см2 и количестве импульсов до 30.
Кроме того, в предлагаемом способе финишное кремний-углеродное (α-C:H:SiOx) покрытие наносят с использованием импульсного биполярного смещения подложки амплитудой отрицательного импульса от 100 В до 500 В, предпочтительно 300±50 В.
Способ реализуется в несколько стадий. В качестве модельного материала образца использовались пластины из нержавеющей стали марки AISI 316L (03Х17Н14М3) размером 20×20×2 мм3.
1. Производится предварительная очистка поверхности образцов в ультразвуковой ванне, наполненной сначала изопропиловым спиртом, затем ацетоном и дистиллированной водой в течение 10 минут в каждой жидкости. После этого образцы высушиваются.
2. Осуществляется загрузка образцов в вакуумную камеру установки «РИТМ-СП» [8], где в едином вакуумном цикле производится сначала предварительная обработка НСЭП с плотностью энергии 4÷5 Дж/см2 и количестве импульсов 30, с целью очистки и гомогенизации поверхности подложки. Затем нанесение пленки титана (толщиной 0,5-2,5 мкм) методом магнетронного распыления мишени титана (чистотой 99.95 вес.%) и последующее облучение поверхности с помощью НСЭП с плотностью энергии электронов 2÷3 Дж/см2, количестве импульсов 3-5 раз, длительности импульса 2-3 мкс. Общее количество циклов напыление/облучение зависит от требуемой толщины формируемого сплава и в нашем случае составляло до 4 раз (толщина поверхностного сплава 0,5÷5 мкм).
3. Финишное нанесение антикоррозионного и износостойкого кремний-углеродного (α-C:H:SiOx) покрытия производится в едином вакуумном цикле с процессом формирования поверхностного сплава на основе Ti. Нанесение (α-C:H:SiOx) покрытия производится плазмохимическим методом в смеси аргона и паров полифенилметилсилоксана (ПФМС-2/5Л) при давлении 0,1 Па и температуре подложек ~200°С. В этом случае ток разряда составляет 5±1 А, напряжение горения 140±10 В, а к подложкодержателю прикладывается импульсное биполярное напряжение смещения с амплитудой отрицательного импульса от 100 до 500 В, частотой следования импульсов 100 кГц и коэффициентом заполнения 60%. Уровень амплитуды отрицательного импульса напряжения смещения оказывает влияние на изменение механических и износостойких свойств за счет изменения содержания sp3 и sp2 гибридизированных атомов углерода. Оптимальной величиной амплитуды отрицательного импульса биполярного смещения с точки зрения максимальных механических и износостойких свойств является 300±50 В. Исследование коррозионной стойкости.
Коррозионные испытания проводились с использованием потенциостата-гальваностата Р-45Х (Electrochemical Instruments, Россия) при комнатной температуре 22±2°С в буферном растворе PBS (8 г NaCl, 0.2 г KС1, 1.44 г Na2HPO4, 0.24 г KН2РO4). Схема работы прибора основана на задействовании трех электродов: 1. Рабочий электрод - образец с покрытием (площадь рабочего участка 0.71 см2); 2. Хлорид-серебряный электрод (электрод сравнения); 3. Графитовый стержень - противоэлектрод. Потенциодинамические характеристики измерялись в диапазоне от -0.4 В до 2 В со скоростью сканирования 1 мВ/с. Плотность тока коррозии jcorr и сопротивление поляризации Rp определялись по методу Штерна-Гири [9]. Скорость коррозии оценивалась согласно стандарту ASTM, G102-89(2004) по формуле [10]:

здесь CR- скорость коррозии (мм/год), коэффициент K1=3.27 10-3 (мм⋅г⋅мкА-1⋅см-1⋅год-1), jcorr - плотность тока коррозии (мкА⋅см-2), ρ - плотность материала (г⋅см-3), и EW -эквивалентный вес, для стали AISI 316L (03Х17Н14М3) составляет 24,54 (рассчитанный для элементов свыше 1 масс. %).
Исследование механических свойств и износостойкости.
Механические свойства определялись с помощью наноиндентора Nanotest 600 (Micro Materials Ltd., GB) при нагрузке на индентор 20 мН. Исследование износостойкости проводилось с использованием трибометра Pin on Disc and Oscillating TRIBOtester (Tribotechnic, Франция) в геометрии шар-диск при нагрузке 3 Н, скорости перемещения 25 мм/с и дистанции 1000 м. В качестве контртела использовался шарик ВК-8 диаметром 6 мм.
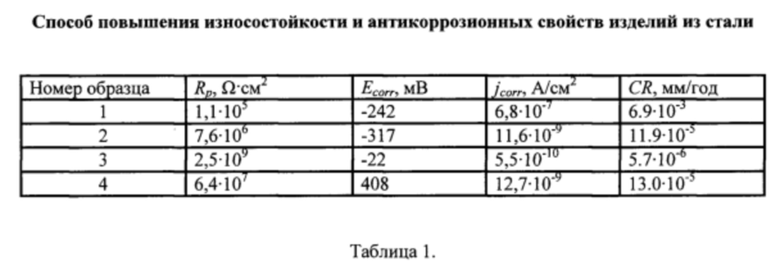
В таблице 1 представлены результаты коррозионных испытаний, полученных образцов в растворе PBS (Солевой раствор с фосфатным буфером, содержащий 8 г NaCl, 0,2 г KСl, 1,44 г Na2HPO4, 0,24 г KН2РО4) при комнатной температуре. Формирование поверхностного сплава титан-нержавеющая сталь AISI 316L с последующим нанесением (α-C:H:SiOx) пленки обеспечивает снижение плотности тока коррозии ji с 6,8⋅10-7 А/см2 (исходный образец стали №1) до 5,5⋅10-10 A/cмz (образец стали со сформированным поверхностным сплавом толщиной 1 мкм и нанесенной (α-C:H:SiOx) пленкой толщиной ~2 мкм, №3) и, соответственно, скорости коррозии CR с 6.9⋅10-3 (№1) до 5.7⋅10-6 мм/год (№3).
Образец №3 также имеет максимальное сопротивление поляризации Rp 2,5⋅109 Ом⋅см2 и одно из минимальных потенциалов коррозии Есоrr -22 мВ, что, согласно литературным данным, также характеризует антикоррозионные свойства. В случае формирования поверхностного сплава толщиной 0,5 мкм (№2) и 5 мкм (№4) при одинаковой толщине (α-C:H:SiOx) пленки толщиной ~2 мкм плотность тока коррозии ji и скорость коррозии CR повышается по сравнению с образцом №3. Таким образом, существует оптимальная толщина поверхностного сплава (~1 мкм) при которой достигаются наиболее низкие значения ji и CR. Несмотря на это все образцы, имеющие поверхностный сплав на основе Ti в совокупности с нанесенным α-C:H:SiOx покрытием демонстрируют антикоррозионные свойства.
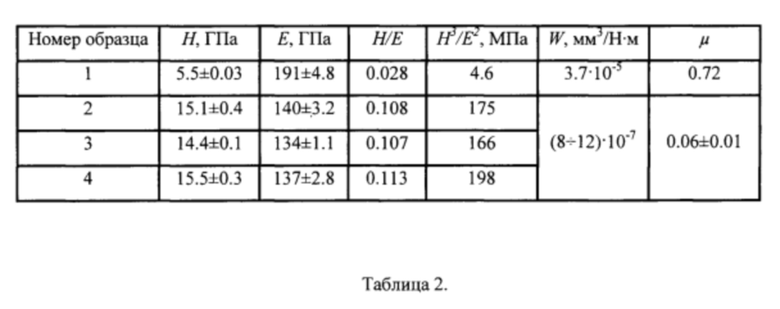
В таблице 2 представлены механические и износостойкие свойств а исследуемых образцов. Можно заметить, что после реализации предложенного способа, механические свойства поверхности изделия существенно повышаются, в частности, твердость Н повышается более чем в 2,5 раза, индекс пластичности Н/Е более чем в 3,8 раза, сопротивление пластической деформации Н3/Е2 более чем в 36 раз. При этом образцы приобретают высокую износостойкость, скорость износа W снижается с 3.7⋅10-5 до (8÷12) ⋅10-7 мм3/Н⋅м, а коэффициент трения μ с 0,72 до 0,06.
Таким образом, показано, что при реализации данного способа, заключающегося в создании поверхностного сплава титан-нержавеющая сталь AISI 316L с последующим нанесением (α-C:H:SiOx) покрытия, удается обеспечить высокие антикоррозионные, механические и износостойкие свойства изделий из стали, что важно для медицинских имплантатов, используемых в агрессивных средах.
Источники информации
1. М. Lepicka, М. Gradzka-Dahlke, D. Pieniak, K. Paserbiewicz, A. Niewczas / Effect of me-chanical properties of substrate and coating on wear performance of TiN- or DLC-coated 316LVM stainless steel // Wear. - 2017. - V. 382-383. - P. 62-70.
2. Ying Chen, Xueyuan Nie, Adrian Leyland, Jonathan Housden, Allan Matthew / Substrate and bonding layer effects on performance of DLC and TiN biomedical coatings in Hank's solution under cyclic impact-sliding loads // Surface & Coatings Technology. - 2013. - V. 237. - P. 219-229.
3. Колотыркин Я.М., Янов Л.А., Княжева B.M. Высокоэнергетические способы обработки поверхности для защиты металлов от коррозии // Коррозия и защита от коррозии. Итоги науки и техники. М.: ВНИТИ АН СССР, 1986. т.12. С.185-287.
4. RU 2061100 С1, 25.03.1994 г.
5. RU 2032512 С1, 29.07.1992 г.
6. RU 2443506 С2, 05.04.2010 г.
7. RU 2666950 С1, 30.10.2017 г.
8. А.Б. Марков, А.В. Миков, Т.Е. Озур, А.Г. Падей. Установка РИТМ-СП для формирования поверхностных сплавов. Приборы и техника эксперимента. 2011. №6. С. 122-126.
9. D. Batory, A. Jedrzejczak, W. Kaczorowski, L. Kolodziejczyk, B. Burnat, The effect of Si incorporation on the corrosion resistance of a-C:H:SiOx coatings. Diamond & Related Materials, 2016, 67, p. 1-7.
10. ASTM, G102-89(2004), Standard Practice for Calculation of Corrosion Rates and Related Information From Electrochemical Measurements, ASTM International, West Conshohocken, PA, 2004.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СПЛАВОВ | 1998 |
|
RU2125615C1 |
| Способ формирования интерметаллидных покрытий системы Ti-Al на поверхностях из алюминиевых сплавов | 2017 |
|
RU2705819C2 |
| Способ синтеза рентгеноконтрастного поверхностного Ti-Ta-Ni сплава с аморфной или аморфно-нанокристаллической структурой на подложке из TiNi сплава | 2017 |
|
RU2666950C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2462516C2 |
| Способ формирования на титановых сплавах приповерхностного упрочненного слоя | 2018 |
|
RU2705817C1 |
| Способ формирования антикоррозионного покрытия на изделиях из низкоуглеродистой стали | 2016 |
|
RU2649218C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ МОНОЛИТНОГО НИКЕЛИДА ТИТАНА | 2021 |
|
RU2785958C1 |
| КОМПОЗИЦИОННОЕ ФТОРПОЛИМЕРНОЕ ПОКРЫТИЕ НА СТАЛИ С МЕТАЛЛИЧЕСКИМ АДГЕЗИОННЫМ СЛОЕМ | 2023 |
|
RU2812667C1 |
| Способ нанесения тонких металлических покрытий | 2016 |
|
RU2712681C1 |
| Способ лазерной маркировки поверхности изделия из алюминия или его сплава с оксидным внешним слоем | 2015 |
|
RU2615381C1 |
Изобретение относится к области материаловедения, обработке поверхности металлов и может быть использовано в медицине для повышения износостойкости и антикоррозионных свойств изделий из стали, например, медицинских имплантатов. Способ получения износостойкого антикоррозионного покрытия на изделии из нержавеющей стали марки AISI 316L (03Х17Н14М3) включает создание на изделии поверхностного сплава на основе Ti в едином вакуумном цикле путем чередования операций напыления титановой пленки методом магнетронного распыления и последующего ее жидкофазного перемешивания с материалом изделия с помощью облучения низкоэнергетическим сильноточным электронным пучком (НСЭП) с длительностью импульса 2-3 мкс, количеством импульсов от 3 до 5 и с плотностью энергии электронов 2-3 Дж/см2. Затем на изделие наносят финишное кремний-углеродное (α-C:H:SiOx) покрытие. Обеспечивается покрытие, обладающее повышенной износостойкостью и коррозионной стойкостью, имеющее слой (α-C:H:SiOx), обладающий высокой биосовместимостью с биологической средой человека вследствие наличия кремния. 4 з.п. ф-лы, 2 табл.
1. Способ получения износостойкого антикоррозионного покрытия на изделии из нержавеющей стали марки AISI 316L (03Х17Н14М3), включающий создание на изделии поверхностного сплава на основе Ti в едином вакуумном цикле путем чередования операций напыления титановой пленки методом магнетронного распыления и последующего ее жидкофазного перемешивания с материалом изделия с помощью облучения низкоэнергетическим сильноточным электронным пучком (НСЭП), отличающийся тем, что облучение НСЭП проводят с длительностью импульса 2-3 мкс, количеством импульсов от 3 до 5 и с плотностью энергии электронов 2-3 Дж/см2, после которого на изделие наносят финишное кремний-углеродное (α-C:H:SiOx) покрытие.
2. Способ по п. 1, отличающийся тем, что толщину напыленной титановой пленки доводят до 0,5-2,5 мкм.
3. Способ по п. 1, отличающийся тем, что толщину поверхностного сплава Ti доводят до 0,5-5 мкм количеством циклов напыление/облучение до четырех.
4. Способ по п. 1, отличающийся тем, что изделие предварительно перед первым циклом напыление/облучение подвергают обработке НСЭП с плотностью энергии 4-5 Дж/см2 при числе импульсов до 30.
5. Способ по п. 1, отличающийся тем, что антикоррозионное износостойкое кремний-углеродное (α-C:H:SiOx) покрытие наносят при подаче на подложку импульсного биполярного напряжения смещения с амплитудой отрицательного импульса от 100 В до 500 В, предпочтительно 300±50 В.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА УСТРОЙСТВА И ИНСТРУМЕНТЫ ДЛЯ ОСТЕОСИНТЕЗА, ОРТОПЕДИЧЕСКИЕ ИМПЛАНТАТЫ ИЗ МЕТАЛЛА | 2018 |
|
RU2697855C1 |
| Способ синтеза рентгеноконтрастного поверхностного Ti-Ta-Ni сплава с аморфной или аморфно-нанокристаллической структурой на подложке из TiNi сплава | 2017 |
|
RU2666950C1 |
| АНТИМИКРОБНЫЕ МАТЕРИАЛЫ | 1994 |
|
RU2167526C2 |
| CN 101768724 A, 07.07.2010 | |||
| WO 2018081283 A1, 03.05.2018 | |||
| ЦИФРОВОЙ СИНТЕЗАТОР ЧАСТОТНО-МОДУЛИРОВАННЫХ СИГНАЛОВ | 2001 |
|
RU2204197C2 |

