Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на поверхности деталей.
Известен способ нанесения покрытий с использованием металлического порошка на внешнюю поверхность цилиндрических деталей, включающий загрузку порошка на поверхность детали, вращение детали и нагрев порошка плазменно-дуговой горелкой до его плавления с одновременным осевым перемещением горелки, при этом соосно с деталью осуществляется вращение горелки и ее радиальное перемещение (патент UA 5808, МПК С23С 26/00, 1994 год).
Недостатком способа является использование плазменного нагрева для оплавления, поскольку плазменная струя, обладая высокой температурой и значительной концентрацией энергии, весьма быстро нагревает поверхность покрытия при недостаточном прогреве поверхности детали и тем самым часто приводит к свертыванию оплавляемого покрытия. Кроме того, в результате высокой скорости истечения плазменной струи и значительного давления на напыляемую поверхность также может произойти нарушение слоя покрытия.
Известен способ нанесения металлических покрытий на наружную поверхность деталей, включающий загрузку шихты в форму, ее вращение и нагрев, при этом частоту вращения формы задают из условия равномерного распределения расплавленного металла по ее поверхности, после чего вводят внутрь формы деталь, а частоту вращения формы замедляют до величины, достаточной для заполнения расплавом зазора между формой и деталью, затем осуществляют выдержку до тех пор, пока деталь нагреется до необходимой температуры, после которой нагрев прекращают (патент RU 2193077, МПК С23С 24/10, 2002 год).
Однако недостатком способа является невозможность нанесения покрытия на торцевую или внутреннюю поверхность детали в силу особенностей технологического процесса.
Наиболее близким к предлагаемому техническому решению является способ нанесения покрытий на поверхность цилиндрических деталей путем переноса металла покрытия на детали при помощи цилиндрической щетки с металлическим проволочным ворсом, которая контактирует с элементом из материала покрытия, выполненным в виде установленного на оси с возможностью вращения ролика с узлом прижима его посредством пружины к периферии щетки. Для нанесения покрытия на поверхность детали приводят во вращение щетку, которая выступает в качестве контртела по отношению к обрабатываемой детали, и прижимают к ней с натягом посредством пружины ролик. В результате смещения щетки относительно геометрического центра ролика большая часть ширины ворса начинает вращать ролик в одном направлении, а меньшая (развивающая соответственно меньшее усилие) стремится повернуть ролик в противоположном направлении, но лишь притормаживает его, снижая линейную скорость его вращения. Несовпадение линейных скоростей вращения щетки ролика ведет к тому, что начинает проскальзывать относительно ролика ворс и той части ширины щетки, которая расположена по другую сторону от центра и вращает ролик. Проскальзывание вызывает нагрев материала покрытия, а нагретый таким образом материал легче налипает на кончики ворса щетки и в большем количестве за единицу времени переносится на поверхность детали (патент RU 2224821, МПК С23С 26/00, 27.02.2004)(прототип).
Однако недостатком способа является получение неравномерного по толщине покрытия с высокой степенью шероховатости, что обусловлено недостаточным нагревам материала покрытия, связанное с отсутствием внешнего нагрева, и неравномерностью проскальзывания щетки относительно обрабатываемой поверхности.
Таким образом, перед авторами стояла задача разработать способ нанесения металлического покрытия на поверхность детали, обеспечивающий получение равномерного по толщине покрытия, имеющего низкую шероховатость.
Поставленная задача решена в предлагаемом способе нанесения металлического покрытия на поверхность детали, включающем прижатие поверхности контртела к обрабатываемой поверхности с предварительным помещением порошкового материала покрытия между обрабатываемой поверхностью и контртелом и последующее вращение обрабатываемой детали относительно контртела, в котором контртело выполнено из твердого сплава на основе вольфрама, при этом материал покрытия необязательно содержит смазку, а контртело и обрабатываемую деталь с помещенным между ними порошковым материалом покрытия предварительно нагревают до температуры 150-350°С, после чего к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 20-21 кгс и осуществляют вращение обрабатываемой детали относительно контртела с частотой вращения 160-170 об/мин при температуре 150-350°С.
В настоящее время из патентной и научно-технической литературы не известен способе нанесения металлического покрытия на поверхность детали, в котором контртело выполнено из твердого сплава на основе вольфрама, а контртело и обрабатываемую деталь с помещенным между ними порошковым материалом покрытия предварительно нагревают до температуры 150-350°С, после чего к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 20-21 кгс о осуществляют вращение обрабатываемой детали относительно контртела с частотой вращения 160-170 об/мин при температуре 150-350°С.
Исследования, проведенные авторами, позволили выявить условия нанесения металлического покрытия, обеспечивающего получение покрытия одинаковой толщины по всей поверхности детали за счет создания равномерного давления на всю обрабатываемую поверхность при использовании контртела из твердого сплава и статической нагрузке, распределенной равномерно по всей обрабатываемой поверхности. Предварительный нагрев и нанесение покрытия с сохранением внешнего нагрева позволяют получить гладкую поверхность покрытия без признаков шероховатости (см. фиг. 2). При этом существенным является соблюдение диапазона рабочих параметров. Так, при температуре нагрева ниже 150°С, статической нагрузке менее 20 кг и скорости вращения менее 160 об/мин наблюдаются задиры, которые приводят к формированию покрытия неравномерной толщины с высокой шероховатостью поверхности или к полному отсутствию формирования покрытия. При температуре нагрева выше 350°С, статической нагрузке более 21 кг и скорости вращения более 170 об/мин наблюдается сильное окисление поверхности детали и выдавливание порошка под действием центробежной силы из пространства между контртелом и обрабатываемой деталью, что также приводит к формированию покрытия неравномерной толщины с высокой шероховатостью поверхности или к полному отсутствию формирования покрытия.
Предлагаемый способ может быть осуществлен следующим образом. Предварительно между обрабатываемой поверхностью и контртелом помещают металлический порошок покрытия путем его равномерного нанесения на поверхность контртела, при этом металлический порошок необязательно может содержать смазку, контртело и обрабатываемую деталь нагревают до температуры 150-350°С, после чего к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 20-21 кгс и осуществляют вращение обрабатываемой детали относительно контртела со скоростью 160-170 об/мин с поддержанием внешнего обогрева при температуре 150-350°С.
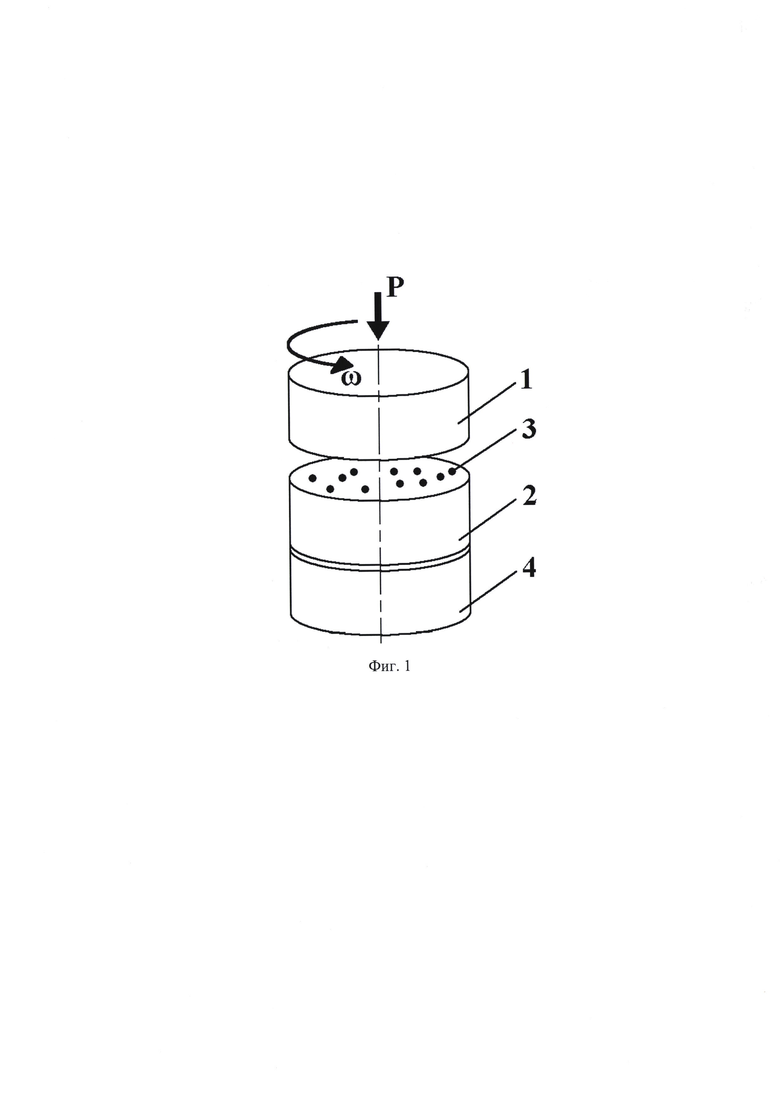
На фиг. 1 схематично изображена установка для осуществления предлагаемого способа. 1 - цилиндрическая деталь, 2 - контртело, 3 - порошковый сплав покрытия, 4 - нагревательный прибор.
На фиг. 2 фотография детали с покрытием, полученным предлагаемым способом.
Предлагаемый способ иллюстрируется следующими примерами конкретного исполнения.
Пример 1. Покрытие наносят на торцевую поверхность цилиндрической детали (1) из стали 45 диаметром 28 мм. Предварительно на торцевую поверхность контртела (2), выполненного из твердого сплава ВК8 вольфрамовой группы, содержащего 92% карбида вольфрама WC и 8% кобальта Со, равномерно наносят порошковый сплав (3) ПР-НХ17СР4 по ТУ 14-22-33-90 (состав: 70,9% Ni, 17,15% Сr, 3,82% Fe, 3,17% В, 3,9% Si, 1,0% С, 0,02% S, 0,03% O2, 0,01% Р) в количестве 4,8 г, содержащий 2 г (41,5 масс. % от массы порошка покрытия) жидкости кремнийорганической ПФМС-4 по ГОСТ 15866-70 в качестве смазки. Пару контртело-обрабатываемая деталь нагревают с использованием внешнего нагрева путем размещения нагревательного прибора (4) под основание контртела до температуры 150°С. Затем к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 20 кгс и осуществляют вращение обрабатываемой детали относительно контртела со скоростью 160 об/мин с поддержанием внешнего обогрева при температуре 150°С в течение 1 часа. Получают покрытие с равномерной толщиной, равной 25 мкм, и гладкой поверхностью (см. фиг. 2).
Пример 2. Пример 1. Покрытие наносят на торцевую поверхность цилиндрической детали (1) из стали 45 диаметром 28 мм. Предварительно на торцевую поверхность контртела (2), выполненного из твердого сплава ВК8 вольфрамовой группы, содержащего 92% карбида вольфрама WC и 8% кобальта Со, равномерно наносят порошковый сплав (3) ПР-НХ17СР4 по ТУ 14-22-33-90 (состав: 70,9% Ni, 17,15% Сr, 3,82% Fe, 3,17% В, 3,9% Si, 1,0% С, 0,02% S, 0,03% O2, 0,01% Р) в количестве 2,8 г. Пару контртело-обрабатываемая деталь нагревают с использованием внешнего нагрева путем размещения нагревательного прибора (4) под основание контртела до температуры 350°С. Затем к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 21 кгс и осуществляют вращение обрабатываемой детали относительно контртела со скоростью 170 об/мин с поддержанием внешнего обогрева при температуре 350°С в течение 0,5 часа. Получают покрытие с равномерной толщиной, равной 60 мкм, и гладкой поверхностью.
Таким образом, авторами предлагается способ нанесения металлического покрытия на поверхность детали, обеспечивающий получение равномерного по толщине покрытия, имеющего низкую шероховатость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053106C1 |
| КОМПОЗИЦИОННОЕ ФТОРПОЛИМЕРНОЕ ПОКРЫТИЕ НА СТАЛИ С МЕТАЛЛИЧЕСКИМ АДГЕЗИОННЫМ СЛОЕМ | 2023 |
|
RU2812667C1 |
| Способ получения износостойкого антифрикционного покрытия на подложке из стали, никелевого или титанового сплава | 2023 |
|
RU2826632C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2021 |
|
RU2768435C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2020 |
|
RU2751499C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ С НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2019 |
|
RU2718793C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ ПОКРЫТИЯ | 2008 |
|
RU2399696C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2372419C1 |
Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на поверхности деталей. Способ нанесения металлического покрытия на поверхность детали включает прижатие поверхности контртела к обрабатываемой поверхности с предварительным помещением порошкового материала покрытия между обрабатываемой поверхностью и контртелом и последующее вращение обрабатываемой детали относительно контртела, при этом контртело выполнено из твердого сплава на основе вольфрама, материал покрытия необязательно содержит смазку, а контртело и обрабатываемую деталь с помещенным между ними порошковым материалом покрытия предварительно нагревают до температуры 150-350°С, после чего к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 20-21 кгс и осуществляют вращение обрабатываемой детали относительно контртела с частотой вращения 160-170 об/мин при температуре 150-350°С. Технический результат - получение равномерного по толщине покрытия, имеющего низкую шероховатость. 2 ил., 2 пр.
Способ нанесения металлического покрытия на поверхность детали, включающий прижатие поверхности контртела к обрабатываемой поверхности с предварительным помещением порошкового материала покрытия между обрабатываемой поверхностью и контртелом и последующее вращение обрабатываемой детали относительно контртела, отличающийся тем, что контртело выполнено из твердого сплава на основе вольфрама, при этом материал покрытия необязательно содержит смазку, а контртело и обрабатываемую деталь с помещенным между ними порошковым материалом покрытия предварительно нагревают до температуры 150-350°С, после чего к поверхности контртела прижимают поверхность обрабатываемой детали со статической нагрузкой 20-21 кгс и осуществляют вращение обрабатываемой детали относительно контртела с частотой вращения 160-170 об/мин при температуре 150-350°С.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2002 |
|
RU2224821C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 2000 |
|
RU2193077C2 |
| Стрелочный замок с двумя ключами | 1925 |
|
SU5808A1 |

