Изобретение относится к области обработки поверхностей, в частности к нанесению покрытий на поверхность цилиндрических деталей путем переноса металла покрытия на детали при помощи цилиндрической щетки с металлическим проволочным ворсом.
Известно устройство для нанесения покрытия на поверхность детали, содержащее цилиндрическую щетку с металлическим ворсом и контактирующий с ней элемент из материала покрытия с узлом прижима его посредством пружины к периферии щетки, при этом элемент из материала покрытия выполнен в виде бруска [1].
Недостаток известного устройства состоит в том, что элемент из материала покрытия, выполненный в виде бруска, неспособен вращаться совместно со щеткой, что создает неблагоприятные условия для ее работы и, как следствие, ведет к преждевременному разрушению проволочного ворса.
Наиболее близким по технической сущности к изобретению является устройство для нанесения покрытия на поверхность детали, содержащее цилиндрическую щетку с металлическим ворсом и контактирующий с ней элемент из материала покрытия с узлом прижима его посредством пружины к периферии щетки, при этом элемент из материала покрытия выполнен в виде установленного на оси с возможностью вращения ролика [2].
В данном устройстве элемент из материала покрытия в процессе работы вращается совместно со щеткой, что исключает преждевременное разрушение проволочного ворса, однако оно характеризуется недостаточной производительностью из-за неблагоприятных условий съема материала покрытия с вращающегося ролика. Поскольку разница в линейной скорости вращения щетки и ролика недостаточна, затрудняется нагрев материала покрытия и налипание его на кончики ворса щетки для переноса на поверхность детали.
Задачей изобретения является повышение производительности устройства для нанесения покрытия на поверхность детали за счет повышения степени нагрева материала покрытия.
Технический результат в устройстве для нанесения покрытия на поверхность детали, содержащем цилиндрическую щетку с металлическим ворсом и контактирующий с ней элемент из материала покрытия, выполненный в виде установленного на оси с возможностью вращения ролика с узлом прижима его посредством пружины к периферии щетки, достигается тем, что ролик обращен к щетке торцовой поверхностью, а щетка смещена в горизонтальном направлении относительно оси ролика на расстояние, равное 0,2-0,4 ширины щетки.
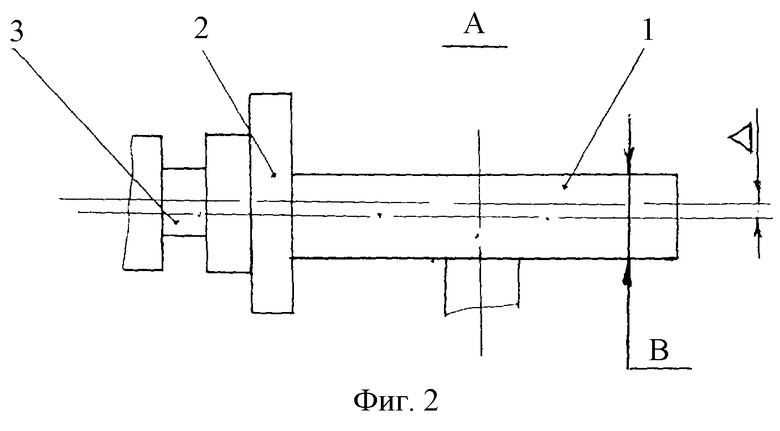
На фиг. 1 изображено устройство для нанесения покрытия на поверхность детали; на фиг.2 - вид А на фиг.1.
Устройство для нанесения покрытия на поверхность детали содержит цилиндрическую щетку 1 с металлическим ворсом, оснащенную приводом вращения (не показан), контактирующий с периферией щетки 1 элемент 2 из материала покрытия, выполненный в виде установленного в конце оси 3 ролика, обращенного торцовой поверхностью к щетке 1, и узел прижима ролика 2 к периферии щетки 1 шириной В, состоящей из смонтированного на раме устройства (не показано) корпуса 4, внутри которого установлены противоположный конец оси 3 и пружина 5 сжатия. Одним концом пружина 5 упирается в торец оси 3, а другим - в опорную пяту регулировочного винта 6, установленного в крышке 7 корпуса 4. Щетка 1 смещена в горизонтальном направлении (фиг.2) относительно геометрического центра ролика 2 на расстоянии, равном 0,2-0,4 ее ширины.
Устройство для нанесения покрытия на поверхность детали работает следующим образом.
Для нанесения покрытия на поверхность детали 8 приводят во вращение щетку 1 и прижимают к ней с натягом посредством пружины 5 через ось 3 ролик 2. В результате смещения щетки 1 относительно геометрического центра ролика 2 большая часть ширины ворса начинает вращать ролик 2 в одном направлении, а меньшая (развивающая соответственно меньшее усилие) стремится повернуть ролик 2 в противоположном направлении, но лишь притормаживает его, снижая линейную скорость его вращения. Несовпадение линейных скоростей вращения щетки 1 ролика 2 ведет к тому, что начинает проскальзывать относительно ролика 2 ворс и той части ширины щетки 1, которая расположена по другую сторону от центра и вращает ролик 2. Проскальзывание вызывает нагрев материала покрытия, а нагретый таким образом материал легче налипает на кончики ворса щетки и в большем количестве за единицу времени переносится на поверхность детали 8. Повышение температуры ролика 2 в процессе работы обеспечивает также дополнительный эффект в виде увеличения адгезионной прочности покрытия, так как нагретый до более высокой температуры материал прочнее сцепляется с поверхностью обрабатываемой детали.
Смещение щетки 1 в горизонтальном направлении на расстояние, равное 0,2-0,4 ширины, является оптимальным, поскольку обеспечивает как эффективное подтормаживание ролика 2, так и его устойчивое вращение.
Источники информации
1. А.с. СССР 1837626, кл. С 23 С 26/00, 1990.
2. А.с. СССР 14829880, кл. С 23 С 26/00, 1987 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛЕЙ ИЗ ЧУГУНА И СТАЛИ | 2008 |
|
RU2384654C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2001 |
|
RU2197562C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2021 |
|
RU2764253C1 |
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
| Устройство для нанесения покрытий | 1988 |
|
SU1520144A1 |
| Устройство для обработки цилиндрических поверхностей | 1990 |
|
SU1813794A1 |
| Линия для нанесения металлических покрытий на поверхность стальной ленты | 1990 |
|
SU1718713A3 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2360034C2 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2002 |
|
RU2224822C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
Изобретение относится к области обработки поверхностей, в частности к нанесению покрытий на поверхность цилиндрических деталей путем переноса металла покрытия на детали при помощи цилиндрической щетки с металлическим проволочным ворсом. Предложенное устройство содержит цилиндрическую щетку с металлическим ворсом и контактирующий с ней элемент из материала покрытия, выполненный в виде установленного на оси с возможностью вращения ролика с узлом прижима его посредством пружины к периферии щетки, причем ролик установлен торцевой поверхностью к щетке, при этом щетка смещена в горизонтальном направлении относительно оси ролика на расстояние, равное 0,2-0,4 ширины щетки. Техническим результатом изобретения является повышение производительности устройства для нанесения покрытия на поверхность детали. 2 ил.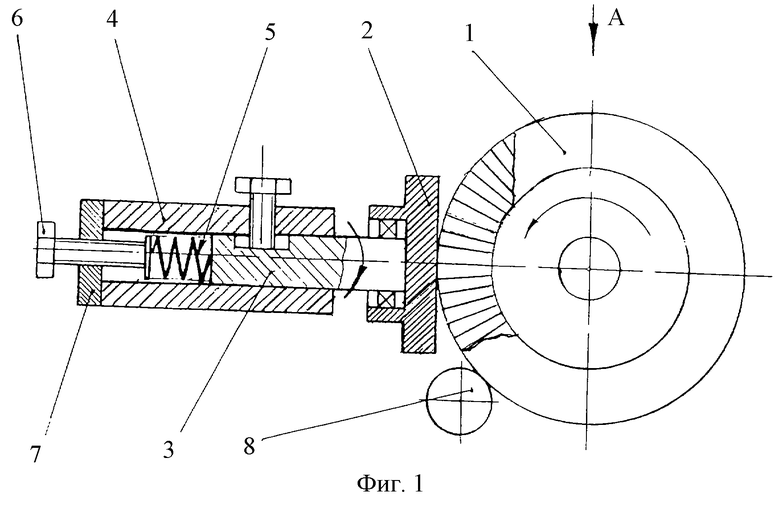
Устройство для нанесения покрытия на поверхность детали, содержащее цилиндрическую щетку с металлическим ворсом и контактирующий с ней элемент из материала покрытия, выполненный в виде установленного на оси с возможностью вращения ролика с узлом прижима его посредством пружины к периферии щетки, отличающееся тем, что ролик установлен торцевой поверхностью к щетке, при этом щетка смещена в горизонтальном направлении относительно оси ролика на расстояние, равное 0,2-0,4 ширины щетки.
| Устройство для нанесения покрытия на поверхность | 1987 |
|
SU1482980A1 |
| Устройство для нанесения покрытий | 1988 |
|
SU1573054A1 |
| Устройство для обработки цилиндрических поверхностей | 1990 |
|
SU1813794A1 |
| МЕХАНИЗМ АВТОМАТИЧЕСКОЙ РЕГУЛИРОВКИ ОТХОДА СРЕДНЕГО ДИСКА СЦЕПЛЕНИЯ | 1966 |
|
SU224976A1 |
| Устройство к ползунному прессу для пробивки пустотелого профиля | 1979 |
|
SU863087A1 |

