Изобретение относится к области исследования материалов с помощью магнитных средств, в частности фиксации изменении величины магнитного потока при изменении номинального сечения или структуры металла с ферромагнитными свойствами. Изобретение может быть использовано при скоростной дефектоскопии железнодорожных рельсов, в частности для обнаружения дефектов в сварных стыках. Мощный магнитный поток, сформированный намагничивающей системой в рельсе, встречая препятствие (поперечную трещину, зону пониженной магнитной проницаемости) обтекает это препятствие и частично выходит наружу. Вблизи этой зоны на поверхности появляется дополнительное магнитное поле, которое и фиксируется датчиком.
Рельсовый путь состоит из многих конструктивных элементов и многие из них укладываются с определенным периодом по длине пути - так называемые регулярные объекты пути. К регулярным объектам рельсового пути можно отнести болтовые и сварные стыки, рельсовые скрепления и подкладки. К наиболее проблемным, с точки зрения содержания пути и обеспечения безопасности движения поездов, являются сварные стыки рельсов.
В современных рельсовых путях сварка является основным способом формирования рельсовых бесстыковых плетей (на 2017 г уже 75% главных путей ОАО «РЖД» являются бесстыковыми). На железных дорогах России эксплуатируются более 7 млн. сварных стыков рельсов. В основном, по прочностным характеристикам зона сварного стыка мало отличается от зоны основного металла рельса. Однако, нарушения технологии выполнения сварочных работ, появление несплошностей усталостного характера иногда приводят к изломам рельсов в зоне сварных стыков. В последние 10 лет от 28 до 50% изломов рельсов на железных дорогах ОАО «РЖД» происходят по дефектам в зоне сварных стыков.
С целью своевременного обнаружения дефектов усталостного происхождения сварные стыки периодически (через каждые 2 года эксплуатации) контролируют ультразвуковым эхо-методом в соответствии с нормативно-техническим документом (НТД) ОАО «РЖД» [1]. Контроль производят с помощью ультразвукового преобразователя с углом ввода 50°, осуществляя ручное сканирование в околошовной зоне (±200 мм от центра шва) шагом сканирования 3 мм по всему периметру шва. На настоящее время данная технология является наиболее трудоемкой и низкотехнологичной операцией неразрушающего контроля рельсового пути. На контроль сварных стыков рельсов ежегодно расходуются огромные трудовые и финансовые ресурсы, т.к. производительность контроля по данной технологии составляет всего 40 стыков в смену [2]. На практике, требования НТД часто нарушаются, и достоверность контроля сварных стыков рельсов остается недопустимо низкой.
С целью механизации процесса и регистрации результатов контроля предложен способ и устройство ультразвукового контроля сварных стыков рельсов по патенту [3], предусматривающий установку нескольких электроакустический преобразователей на разных поверхностях рельса в околошовной зоне, зондировании всего сечения сварного стыка, совместной обработке отраженных от искомого дефекта эхо-сигналов и вычислении пространственного положения дефекта. Способ позволяет в несколько раз повысить производительность контроля и объективно зарегистрировать все сигналы, получаемые из зоны сварного стыка рельса. Известный способ является механизированным контролем сварного стыка, требует участия двух операторов (для перемещения устройства от стыка к стыку и оперативного снятия устройства при приближении поезда) и обладает недостаточной экономичностью и производительностью контроля.
Кроме того, ультразвуковые методы не обеспечивают качественного контроля верхней части головки рельса, зоны максимальной нагрузки на сечение рельса, в том числе и в зоне сварного стыка. Действующие НТД контролю сварных стыков рельсов (см., например, [1]) допускают возможность пропуска дефектов на глубине до 8 мм от поверхности катания головки рельса. В тоже время именно в приповерхностной зоне начинают развиваться контактно-усталостные трещины кода 26.3 и неровности на поверхности катания кода 46.3 [4] (смятие головки из-за неравномерности механических свойств металла в месте сварного стыка) (см. с. 226-258 [5]).
При сплошном ультразвуковом контроле рельсов с помощью дефектоскопных тележек одновременно с контролем зоны основного металла контролируются и зоны сварных стыков рельсов [5]. Однако им присущи указанные выше недостатки ультразвукового метода. Как правило, при отсутствии внутренних дефектов в зоне сварки, на дефектограмме ультразвукового контроля сварной стык не локализуется (отсутствуют какие-либо эхо-сигналы).
На современных железных дорогах широко применяются скоростные транспортные средства дефектоскопии: вагоны, автомотрисы и т.п., которые позволяют в наименьшей степени занимать рельсовые пути на технологические процедуры. Скоростная дефектоскопия предполагает использование соответствующих методов, в основном ультразвуковых и магнитных. Ультразвуковые (УЗ) методы позволяют достаточно подробно исследовать внутреннюю структуру рельса с целью обнаружения дефектов, но имеют целый ряд проблем с применением, в частности, с обеспечением надежного акустического контакта электроакустических преобразователей (излучателей и приемников) с рельсом. В результате сигналы даже от стабильного отражателя (например, болтового отверстия) при периодическом контроле повторяются с низким коэффициентом корреляции и не могут быть использованы для мониторинга состояния контролируемого объекта (рельса).
Магнитные (магнитодинамические) методы (МД) более просты в использовании, меньше зависят от внешних условий. К достоинствам магнитодинамических методов следует отнести: возможность работы во всех климатических зонах при любых погодных условиях; высокую достоверность измерений, обеспечивающую хорошую повторяемость результатов и возможность мониторинга развития отдельных дефектов; возможность работы на любых скоростях движения транспортного средства.
Однако магнитные методы позволяют обнаруживать дефекты рельсов только в поверхностной и приповерхностной зоне головки рельсов. При применении современных систем намагничивания с электромагнитами на осях колесных пар специальной подвагонной (индукторной) тележки глубина залегания обнаруживаемых МД методом дефектов может достигать 15-24 мм [6].
Кроме того, МД метод позволяют решить задачу относительной навигации, привязывая положение дефектоскопических средств к конструктивным элементам рельсового пути: болтовым и сварным стыкам, стыковым накладкам, стрелочным переводам (и даже, за счет фиксации поля рассеяния - рельсовым подкладкам) и другим аномальным объектам, которые могут быть обнаружены методом. Дифференциация сигналов от дефектов и от конструктивных элементов может решаться путем сопоставления координат обнаруженных аномальных объектов с координатами конструктивных элементов, сохраненными ранее в диагностической карте участка рельсового пути.
Магнитные способы дефектоскопии рельсов известны давно, например, [7], и заключаются в том, на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют магнитное поле в рельсе датчиком, скользящим по поверхности рельса, обнаруживают аномальные по амплитуде сигналы, по которым принимают решение об обнаружении дефектов в рельсе. Данный способ предполагает исключение из рассмотрения сварных стыков рельсов. Недостатком такого способа является низкая достоверность обнаружения дефектных участков рельсового пути, в частности в зоне сварных стыков рельсов.
Известен способ магнитного обнаружения дефектов в рельсах [8], заключающийся в том, что на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют магнитное поле в рельсе датчиком, скользящим по поверхности рельса, сигналы которого сравнивают с эталонными сигналами дефектов корреляционным способом.
Недостатком этого способа является сложность создания библиотеки эталонных сигналов, которой на сегодняшний день не существует из-за разнообразия технологии и режимов сварки и особенностей магнитного метода, отмеченных выше.
Известен способ диагностики рельсового пути [9], заключающий в том, что на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют магнитное поле в рельсе датчиком, скользящим по поверхности рельса, обнаруживают сигналы от конструктивных элементов рельсового пути и дефектов, сохраняют их координаты в диагностической карте участка рельсового пути. Причем, как следует из описания известного способа, сигналы от зон сварных стыков рельсов, как и другие конструктивные элементы пути, могут быть выделены как ручным, так и автоматизированным способом.
Недостатком этого способа является низкая обнаруживающая способность дефектов в зоне сварных стыков рельсов. Этот недостаток связан с тем, что, как в данном, так и в других, известных авторам способах, недостаточно полно используются информационные возможности магнитного метода контроля.
Наиболее близким, принятым за прототип является способ магнитного контроля сварных стыков рельсов [10], заключающийся в том, что на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют изменения магнитного поля в рельсе датчиком, скользящим по поверхности рельса, обнаруживают зоны сварных стыков, сохраняют их координаты в диагностической карте участка рельсового дополнительно фиксируют и сохраняют формы сигналов от зон сварных стыков, сравнивают их соответствующими сигналами предыдущих измерений и на основании этих сравнений принимают решение об обнаружении и развитии дефектов в сварных стыках рельсов.
В известном способе впервые предложено сохранять и анализировать форму сигнала, принятого от зоны термического влияния сварного стыка рельса, т.е. использовать более тонкий инструмент. В способе учтено, что сигналы от магнитного дефектоскопа обладают замечательным свойством: точной повторяемостью формы сигналов от сеанса к сеансу контроля. В отличие, например, от сигналов ультразвуковых дефектоскопов, где множество случайных факторов радикально меняют дефектограмму даже при минимальных интервалах между измерениями. При реализации известного способа изменение формы сигнала (наличие и положение положительных и отрицательных выбросов сигналов, их форма, длительность, резкие скачки амплитуды и т.п.) являются отличным средством обнаружения развивающихся дефектов в области сварного стыка рельса.
Авторами известного способа [10] исследовано и сформулировано, что «форма сигнала магнитного метода может существенно меняться при изменении состояния сварного стыка в процессе эксплуатации: зарождении и развитии внутренних трещин кода 26.3, появлении неровности на поверхности катания кода 46.3, выкрашиваний металла на рабочей выкружке (код дефекта 10 или 11) [5] и механических повреждений головки рельса». Особым достоинством способа является также и то, способ магнитного контроля сварных стыков рельсов может быть реализован на значительных (на практике до 60 км/ч, теоретически - более 120 км/ч) скоростях сканирования. Таким образом, известным способом стало возможным в автоматическом режиме осуществлять мониторинг наиболее слабого участка рельсовой плети - зоны сварных стыков рельсов и своевременно принять упреждающие меры при появлении и развития дефекта в этой зоне.
При практической реализации известного способа наиболее сложной оказалась процедура выделения сигналов от сварных стыков рельсов на отдельных участках пути. Рельсовые плети длинной до 800 м, свариваются на рельсосварочном предприятии (РСП) или передвижными рельсосварочными машинами (ПРСМ) из рельсов стандартной длины 25,0 м, как правило (в 95% случаев), электроконтактной сваркой.
В задачах дефектоскопии сварной стык оказывается очень важным, но противоречивым элементом:
При современных, достаточно совершенных технологиях качество сварного стыка рельсов оказывается высоким, так что по прочностным характеристикам зона сварного стыка мало отличается («малоконтрастны») от зоны основного металла рельса. В результате сварные стыки иногда плохо обнаруживаются средствами дефектоскопии, в том числе и магнитными методами с использованием индукционного датчика. Сигналы магнитного датчика от сварных стыков существенно меньше сигналов от внутренних поперечных трещин головки рельсов, но в тоже время сравнимы по амплитуде с сигналами от поверхностных дефектов, не представляющих непосредственную угрозу движения поездов. В результате, можно ошибочно принять за сигнал от сварного стыка сигналы от поверхностных неопасных дефектов.
В тоже время достоверное обнаружение зон сварного стыка весьма важно как для дальнейшего мониторинга состояния по патенту [10] «наиболее слабого места» рельсовой плети, так и для координатной привязки скоростных транспортных средств дефектоскопии (вагоны, автомотрисы и т.п.) к рельсовому пути [9]. Поэтому для надежного их выделения на дефектограммах диагностических средств должны быть предложены дополнительные информационные признаки.
Таким образом, недостатком известного способа [10], принятого за прототип, является низкая надежность и достоверности обнаружения сигналов от регулярных объектов, в том числе и от сварных стыков рельсов магнитным методом контроля.
Задачей, решаемой заявляемым способом является повышение достоверности и надежности обнаружения сигналов от регулярных объектов, в том числе сигналов от сварных стыков рельсов с использованием магнитного метода контроля для дальнейшего использования их для мониторинга состояния сварных стыков и для навигационных задач диагностических и других путевых машин.
Для решения поставленной задачи в способе магнитного обнаружения регулярных объектов рельсов, заключающийся в том, что на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют изменения магнитного поля в рельсе датчиком, скользящим по поверхности рельса, обнаруживают, фиксируют и сохраняют сигналы от регулярных объектов, формируют список их координат в диагностической карте участка рельсового пути, дополнительно формируют шаблон регулярных объектов, вычисляют коэффициент взаимной корреляции координат объектов из списка и шаблона, и по его величине определяют сигналы от регулярных объектов.
Из всех конструктивных элементов, фиксируемых при сканировании рельсового пути магнитным методом контроля, реализующим дефектоскопическим средством (например, вагоном-дефектоскопом), наиболее стабильными и повторяющимися от проезда к проезду являются сигналы от зон сварных стыков рельсов. Сигналы от зон сварного стыка при неизменном состоянии соединения остаются стабильными в течение значительного периода времени. При этом отмечена высокая повторяемость сигналов от бездефектных сварных стыков, как по амплитуде, так и по форме сигналов.
В тоже время, из-за своей малоконтрастности, вызванной незначительным отличием структуры основного металла от зоны сварного стыка, определение сигналов от сварных стыка на дефектограмме становиться определенной проблемой. Сигналы же от других конструктивных элементов (болтовых стыков, стрелочных переводов и, пока еще редко встречающихся, сварных стыков, выполненных алюминотермитным способом) имеют значительные амплитуды и характерные признаки и, как правило, не вызывают сложностей при распознавании. Например, сигналы от болтовых стыков также являются регулярными (через 25 м на звеньевых путях или через 800 м на бесстыковых), но в отличие от сигналов сварных стыков, представляют собой сумму сигналов от трех видов объектов: шпальных подкладок, стыковых накладок и стыкового зазора. Причем сигналы от стыкового зазора на дефектограмме имеет максимально возможную амплитуду. По указанным критериям эти сигналы легко выделяются в отдельный класс и при анализе сигналов от сварки не рассматриваются.
Предлагаемый способ может быть применен для выделения многих регулярных объектов рельсового пути (сигналов от зон болтовых стыков, сварных стыков, повреждений рельсов неисправными колесами тягового состава и др.), но учитывая актуальность и сложность обнаружения сигналов от сварных стыков, рассмотрим реализацию способа при обнаружении сварок.
Существенные отличия заявляемого способа состоят в том, что:
1. Дополнительно формируют шаблон регулярных объектов. При выборе в качестве регулярных объектов сварных стыков, сигналы от них на дефектограмма также должны появляться определенной регулярностью, т.е. через каждые 25 м рельсового пути. Использование критерия регулярности позволяет, как будет показано ниже, в несколько раз повысить достоверность автоматического обнаружения сигналов от сварок.
В прототипе, и в известных технических решениях, признак регулярности для выделения сигналов от сварных стыков рельсов на фоне сигналов от поверхностных дефектов и разнообразных помех и не используется.
2. Вычисляют коэффициент взаимной корреляции координат зафиксированных в контролируемом рельсе объектов из списка координат и сформированного шаблона регулярных объектов. Для регулярных объектов, таких как сигналы от сварных стыков рельсов, значение коэффициента взаимной корреляции будет велико (близко к единице). Для нерегулярных объектов, таких как подавляющее большинство дефектов, значение коэффициента взаимной корреляции будет мало (близко к нулю). Таким образом, значение коэффициента корреляции может служить для объекта важным классификационным признаком.
В прототипе также предусмотрена процедура расчета корреляционной функции (наряду с другими, возможными способами обработки). Однако этот расчет производится для сопоставления формы текущих сигналов от зон сварных стыков с предыдущими, полученными при разных проездах по диагностируемому участку пути (как правило, через неделю, месяц или несколько месяцев, в зависимости от грузонапряженности участка). Таким образом, в известном способе [10] коэффициент корреляции используют для принятия решения об обнаружении и развитии дефекта в зоне сварного стыка рельса. При этом сама зона сварного стыка априори считается известным. Как показывает практика, определение зоны сварного стыка рельсов на дефектограммах магнитного метода является актуальной и самостоятельной задачей.
В заявляемом техническом решении формирование шаблона регулярных объектов и выделение регулярных объектов (в частности, сигналов от сварных стыков) на основе расчетной величины коэффициента взаимной корреляции координат зафиксированных объектов из списка объектов и шаблона являются ключевыми.
Заявляемый способ иллюстрируют следующие графические материалы:
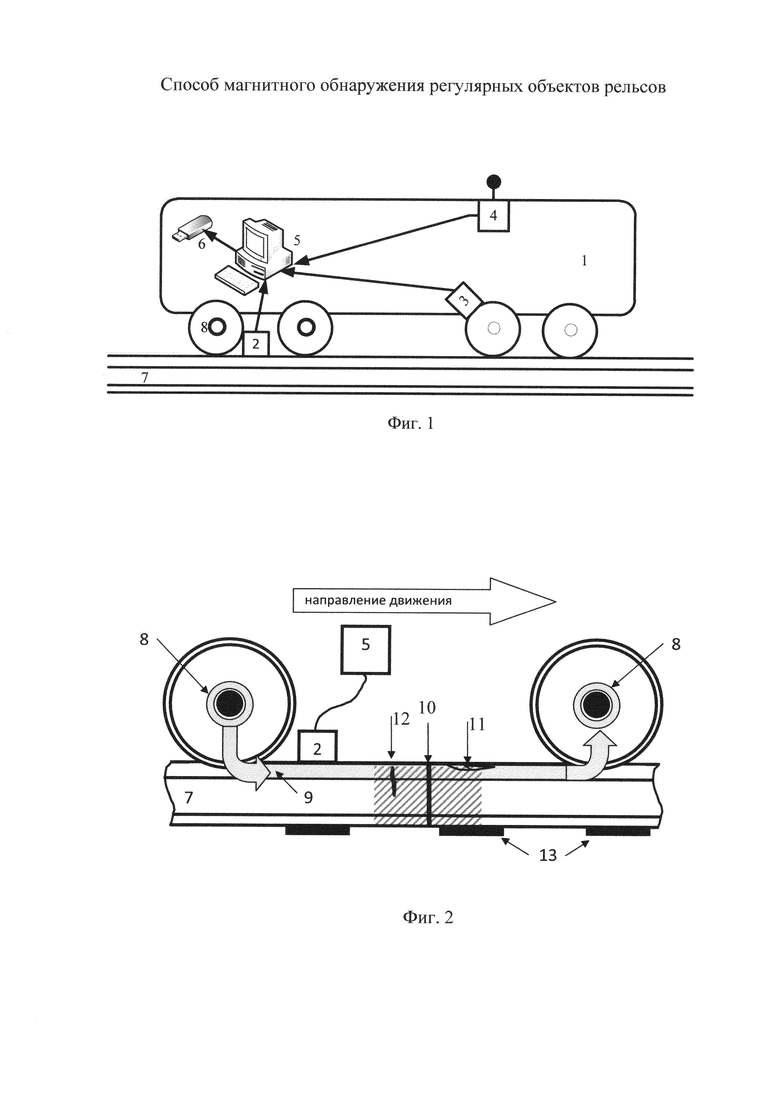
Фиг. 1 - дефектоскопическое средство (вагон дефектоскоп), где:
1 - Вагон дефектоскоп.
2 - Датчик магнитного дефектоскопа.
3 - Датчик пути (от колеса).
4 - Аппаратура GPS.
5 - Блок обработки.
6 - Носитель диагностической карты.
7 - Рельс.
8 - Катушки подмагничивания.
Фиг. 2 - Схема магнитного дефектоскопического средства, где:
9 - Магнитный поток.
10 - Сварной стык рельсов.
11 - Поверхностный дефект головки рельса.
12 - Внутренний дефект рельса.
13 - Шпальная подкладка.
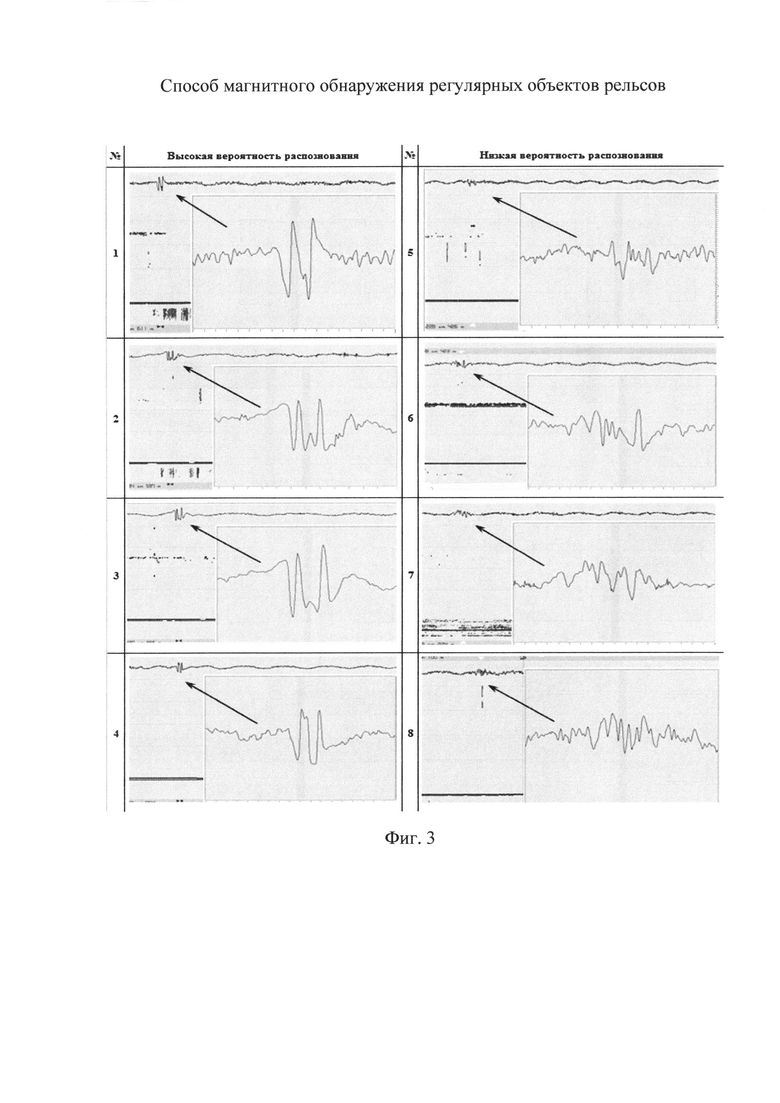
Фиг. 3 - Сигналы от зон сварных стыков рельсов с реальных дефектограмм контроля рельсового пути.
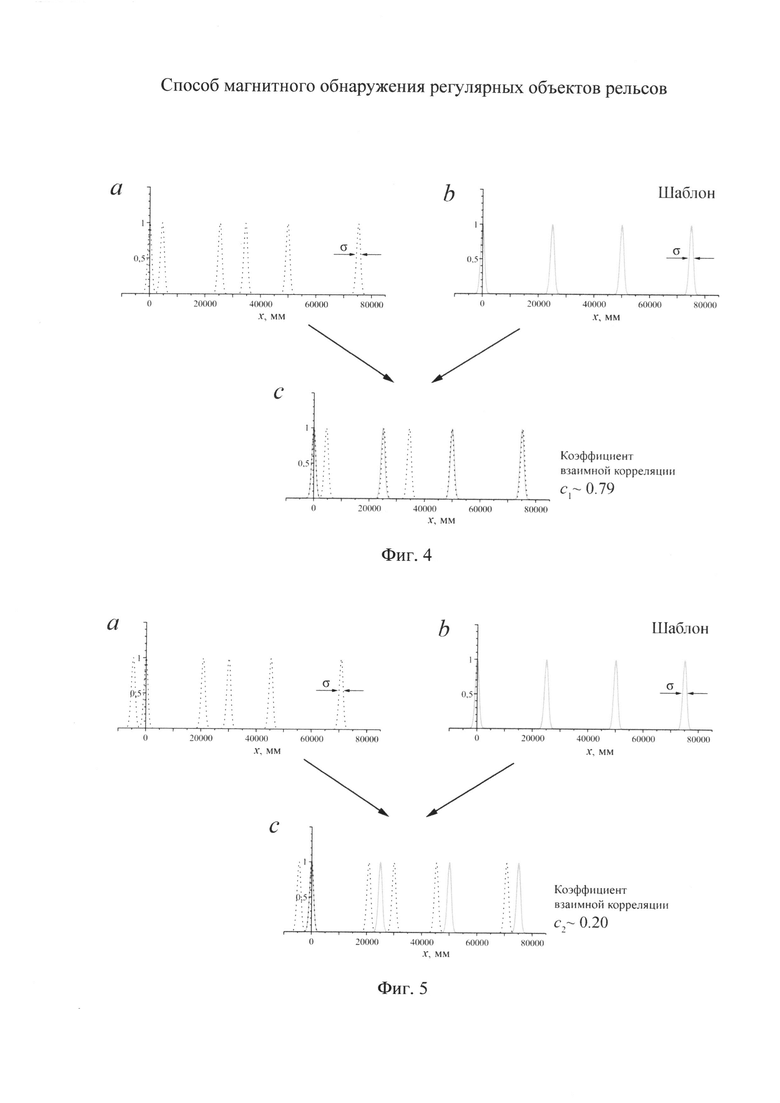
Фиг. 4 - Процедура обработки сигналов при высоком коэффициенте корреляции координаты искомого сигнала с заданным шаблоном.
Фиг. 5 - Процедура обработки сигналов при низком коэффициенте корреляции координаты искомого сигнала с заданным шаблоном.
Рассмотрим возможность реализации заявляемого способа на примере выделения сигналов от зон сварных стыков рельсов магнитным методом.
Вагон-дефектоскоп 1 (или любую подвижную единицу на рельсовом ходу: автомотрису, автомобиль на комбинированном ходу) Фиг. 1, устанавливают на рельсы 7 и оснащают магнитным дефектоскопом, который включает катушки намагничивания 8, установленные на осях колесной пары, датчик магнитного дефектоскопа 2 и блок обработки 5. Кроме того, в вагоне 1 установлены навигационные средства: аппаратура GPS 4 (датчик абсолютных координат) и датчик пути 3 соединенные с блоком обработки 5.
Навигационная система вагона-дефектоскопа с одной стороны должна обеспечивать определение навигационных параметров на больших дистанциях (десятки, сотни километров), а с другой стороны определять координаты дефектных участков размером в несколько миллиметров с точностью до сантиметров. Эти обстоятельства приводят к тому, что навигационная система, в соответствии с известным способом [9], строится по иерархическому принципу. Подсистема абсолютной навигации GPS 4 формирует данные о координатах вагона-дефектоскопа. Эти данные являются неточными (ошибки составляют метры), но позволяют избежать грубых ошибок привязки. Подсистема относительной навигации «от колеса» 3 обладает рекурсивными свойствами, т.е. способна накапливать ошибки, однако, на коротких участках ее данные обладают высокой точностью и позволяют определить расстояния от выбранного маркера до интересующей точки.
Как отмечено выше, более точной навигационной привязки можно добиться, используя сварные стыки рельсов, расположенные, как правило, на расстоянии 25 м друг от друга при надежном обнаружении их магнитным дефектоскопом.
В процессе движения вагона-дефектоскопа, Фиг. 2, катушки намагничивания 8 возбуждают магнитное поле 9, которое замыкается по металлическим конструкциям: ось колеса, само колесо, рельс, колесо, ось колеса и т.д. Поле проникает в рельс на глубину до 15-20 мм, в результате МД методом в основном обнаруживаются неоднородности: сварные стыки 10, поверхностные 11 и подповерхностные дефекты 12 преимущественно в головке рельса. Магнитное поле рассеяния охватывает окружающее пространство, в том числе конструктивные элементы, например, шпальные подкладки 13. При движении вагона-дефектоскопа неоднородности магнитного поля воспринимает датчик 2, скользящий по поверхности катания рельса. Полученные сигналы оцифровываются, подвергаются анализу в блоке обработки 5 и сохраняются в диагностической карте 6 с привязкой к координатам пути. Таким образом, формируется список координат объектов, зафиксированных МД методом.
В качестве датчика 2 магнитного дефектоскопа могут использоваться индукционные, магниторезистивные, феррозондовые измерительные преобразователи или датчики Холла. Точность измерения указанных преобразователей различна и зависит от реализуемых скоростей сканирования. В рассматриваемом случае датчики 2 магнитного поля индукционного типа располагаются на поверхности рельса возле заднего (относительно направления движения вагона) магнитного полюса системы намагничивания (заднего колеса индукторной тележки) на обеих нитках рельсового пути.
На Фиг. 3 показаны сигналы от зон реальных сварных стыков рельсов, полученные дефектоскопическим комплексом АИКОН-03М на скоростях сканирования до 60 км/ч. В левом столбце таблицы (поз. 1-4) - примеры сигналов магнитного канала от зон сварки, уверенно выявляемых известными способами (по амплитуде и форме), в правом (поз. 5-8) - сигналы от зон сварки с низкой вероятностью обнаружения. Как видно, действительно, образы сигналов от зон сварных стыков п.п. 5-8 Фиг. 3 трудно поддаются формализации и, естественно, плохо поддаются автоматическому распознаванию.
Обработка сигналов МД метода в блоке обработки 5 заключается, во-первых, в выделении сигналов с известными признаками сигналов от болтовых и алюминотермитных стыков, стрелочных переводов и опасных дефектов рельсов (ОДР). Как правило, сигналы от названных объектов имеют значительные амплитуды и другие характерные признаки и могут быть достоверно выделены известными способами.
Во вторых сигналы малой амплитуды, характерные для сварных стыков, выполненных электроконтактной сваркой, и поверхностных дефектов, не представляющих угрозу безопасности для движения поездов, подвергаются дополнительной обработке согласно предлагаемому способу.
В основу заявляемого способа магнитного контроля сварных стыков рельсов положено использование критерия регулярности появления ожидаемых сигналов от сварных стыков рельсов. Последовательность операций по определению регулярно следующих по длине рельсовой плети сварных стыков состоит из следующих этапов:
В зависимости от решаемых задач формируется шаблон регулярных объектов из К элементов. Например, для выделения сигналов от зон сварных стыков рельсов плети, сформированной из стандартных рельсов длиной 25 м, принимается количество элементов в шаблоне K=4 с координатами: X1=0, X2=25000, X3=50000, Х4=75000 мм.
На дефектограмме по известным критериям (амплитуда, длительность, форма и др.) выделяются сигналы от различных объектов рельсового пути - как от сварных соединений, так и от иных объектов, например, поверхностных дефектов.
Формируется список координат  , на которых наблюдаются указанные сигналы на рассматриваемом отрезке рельсового пути.
, на которых наблюдаются указанные сигналы на рассматриваемом отрезке рельсового пути.
Вычисляется коэффициент взаимной корреляции координат объектов из списка и шаблона регулярных объектов  и определяется, насколько некоторый объект из списка xi является регулярным
и определяется, насколько некоторый объект из списка xi является регулярным
где d(x, X) - положительная симметричная относительно перестановки аргументов функция, достигающая максимума при равенстве аргументов и монотонно убывающая при увеличении их разности. Например, в качестве такой функции можно взять
где σ - параметр, определяющий чувствительность к нарушению шаблона.
5. Для регулярных объектов, таких как сигналы от сварных соединений рельсов, значение коэффициента взаимной корреляции велико (близко к единице). Для нерегулярных объектов, таких как подавляющее большинство дефектов, значение коэффициента взаимной корреляции мало (близко к нулю).
Таким образом, значение коэффициента корреляции является для объекта важным классификационным признаком.
В качестве примера на Фиг. 4 показана процедура обработки сигналов со списком координат
x1=1234567, х2=1239134, х3=1259881, х4=1269134, х5=1284408, х6=1309823 (N=6). Необходимо определить, какие из сигналов являются регулярными и соответствуют сварным соединениям рельсов, а какие - нерегулярными и соответствуют иным объектам рельсового пути, например, поверхностным повреждениям головки рельса.
Определим регулярность объекта с координатой 1234567 (индекс в списке равен 1). Составим непрерывную функцию, описывающую список координат с учетом погрешности их измерения (Фиг. 4а) так, чтобы исследуемый объект находился в начале координат:

Параметр σ (на Фиг. 4 и 5 σ=1414) описывает величину неопределенности измерения координат объектов, проявляющуюся в возможном отклонении расстояний между объектами от определяемых шаблоном. Аналогичным образом непрерывной функцией описывается шаблон (Фиг. 4b):

Вычисляем коэффициент взаимной корреляции между двумя непрерывными функциями (Фиг. 4с) согласно стандартной формуле
Подставляя (3-4) в (5) и сводя интегрирование суммы к сумме интегралов от отдельных слагаемых, приходим к выражению (1) в которой используется расстояние в виде гауссовой функции (2). Вычисление дает значение высокое коэффициента взаимной корреляции с1≈0.79, что позволяет охарактеризовать первый из объектов в списке как регулярный объект.
Аналогичные вычисления для объекта с индексом 2
(Фиг. 5) дают низкое значение коэффициента корреляции с2≈0.20, что позволяет охарактеризовать данный объект в списке как нерегулярный.
Таким образом, приведенный пример с последовательностью сигналов с разными координатами показывает возможность реализации предлагаемого способа обнаружения сигналов от сварных стыков рельсов.
Предлагаемый способ реализован на дефектоскопического комплексе АВИКОН-03М при обработке сигналов магнитного контроля разных участков пути: от особо грузонапряженных, до участков с преимущественно пассажирским движением поездов, в разные климатические периоды (зима, лето). При внедрении способа на отдельных участках (на худших, с точки зрения распознавания) пути количество правильно обнаруженных сварных стыков возросло до 7 раз! Средний показатель автоматического обнаружения искомых сигналов составил более 80%, что вполне приемлемо для практики контроля.
Особым достоинством предложенного способа является то, что способ не требует изменения существующей конструкции систем намагничивания и датчиков магнитных каналов (на действующих в ОАО «РЖД» 169 мобильных средствах диагностики в качестве датчиков используются индукционные катушки). Требуется лишь изменить порядок (алгоритм) обработки сигналов в соответствии с заявляемым способом.
Заявляемый способ может быть применен не только для повышения вероятности правильного обнаружения сигналов от сварных стыков, но и для выявления других регулярных аномалий. Например, при проходе железнодорожного состава с поврежденным колесом (пробоксовки) на поверхности катания рельсов примерно через каждые 3,0 м появляются повреждения головки рельса. Задача быстрого обнаружения таких повреждений также может быть решена с помощью данного технического решения. Естественно, при этом требуется изменить шаблон регулярных объектов для выявления искомых аномалий.
Таким образом, заявляемый способ может быть реализован, повышает надежность и достоверности обнаружения сигналов регулярных объектов, в том числе и от сварных стыков рельсов магнитным методом контроля. Применение предлагаемого способа совместно с известными способами контроля сварных стыков [10], и способом диагностики рельсового пути [9], дополнительно повышает качество контроля сварных стыков, точность и достоверность диагностической карты рельсового пути.
Источники информации
1. Технологическая инструкция по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути. ТИ 07.42-2004.
2. Положение о системе неразрушающего контроля рельсов и эксплуатация средств рельсовой дефектоскопии в путевом хозяйстве железных дорог ОАО «РЖД». - Расп. ОАО «РЖД» №2714р от 27.12.2012.
3. Патент RU №2309402.
4. Классификация дефектов рельсов. НТД/ЦП 1,2,3-93, М.: Транспорт, 1993.
5. Марков А.А, Шпагин Д.А. Ультразвуковая дефектоскопия рельсов. 2-е изд. перераб. и доп. - СПб.: Образование-Культура, 2013. - 283 с.
6. Антипов А.Г., Марков А.А. Оценка глубины выявления поперечных трещин магнитодинамическим методом в дефектоскопии рельсов. // Дефектоскопия (РАН), 2014, №8, с. 57-68.
7. Авторское свидетельство SU 57745.
8. Авторское свидетельство SU 1675146.
9. Патент RU 2521095.
10. Патент RU 2586090.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| Способ определения стрелочных переводов и положения остряков | 2017 |
|
RU2652673C1 |
| Способ определения длин рельсов уравнительных пролетов и мест временного восстановления плети по сигналам дефектоскопии | 2022 |
|
RU2785306C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2015 |
|
RU2586090C1 |
| Способ обнаружения и оценки сварных стыков рельсов | 2017 |
|
RU2696066C2 |
| Способ оценки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2758403C1 |
| Способ определения расстояний между шпалами рельсового пути | 2019 |
|
RU2703802C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ | 2013 |
|
RU2521095C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ И СИНХРОНИЗАЦИИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ | 2018 |
|
RU2680927C1 |
| Способ динамической корректировки чувствительности дефектоскопических средств при высокоскоростном контроле длинномерных объектов | 2021 |
|
RU2774096C1 |
Использование: для обнаружения и оценки состояния сварных стыков рельсов и других регулярных объектов. Сущность изобретения заключается в том, что на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют изменения магнитного поля в рельсе датчиком, скользящим по поверхности рельса, обнаруживают, фиксируют и сохраняют сигналы от регулярных объектов, формируют список их координат в диагностической карте участка рельсового пути, дополнительно формируют шаблон регулярных объектов, вычисляют коэффициент взаимной корреляции координат объектов из списка и шаблона, и по его величине определяют сигналы от регулярных объектов. Технический результат - обеспечение возможности повышения вероятности обнаружения сварных стыков рельсов и других регулярных объектов. 5 ил.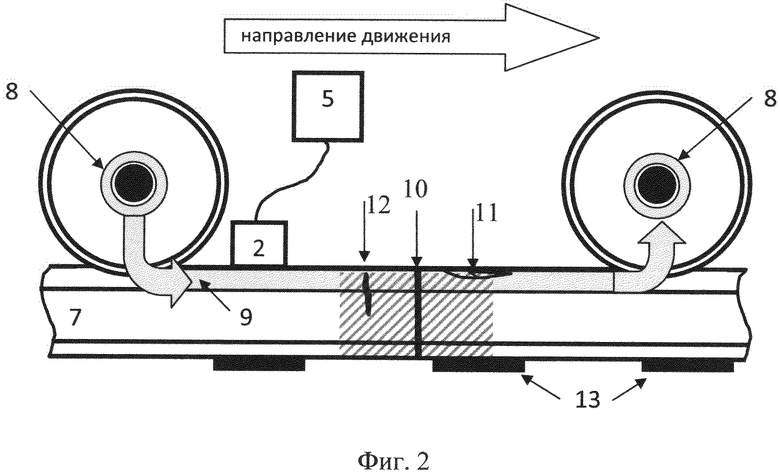
Способ магнитного обнаружения регулярных объектов рельсов, заключающийся в том, что на дефектоскопическом средстве устанавливают устройство, создающее магнитное поле в рельсе, перемещают дефектоскопическое средство и фиксируют изменения магнитного поля в рельсе датчиком, скользящим по поверхности рельса, обнаруживают, фиксируют и сохраняют сигналы от регулярных объектов, формируют список их координат в диагностической карте участка рельсового пути, отличающийся тем, что формируют шаблон регулярных объектов, вычисляют коэффициент взаимной корреляции координат объектов из списка и шаблона, и по его величине определяют сигналы от регулярных объектов.
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВ | 2011 |
|
RU2474505C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ | 2013 |
|
RU2521095C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2015 |
|
RU2586090C1 |
| US 20110209549 A1, 01.09.2011 | |||
| А.А | |||
| Марков, А.Г | |||
| Антипов, Возможности магнитодинамического метода дефектоскопии рельсов, Контроль | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |

