Настоящее изобретение относится к литейной установке и способу производства формованного полотна из материала, содержащего алкалоиды.
В частности, материал, содержащий алкалоиды, представляет собой гомогенизированный табачный материал, предпочтительно применяемый в генерирующем аэрозоль изделии, таком как, например, сигарета или табакосодержащее изделие типа «нагревание без сжигания».
В настоящее время в производстве табачных продуктов, помимо табачных листьев, используют также гомогенизированный табачный материал. Такой гомогенизированный табачный материал обычно изготавливают из частей табачного растения, которые в меньшей степени пригодны для производства резаного табачного наполнителя, например, такого, как табачные стебли или табачная пыль. Обычно табачная пыль образуется как побочный продукт во время обработки табачных листьев в процессе производства.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист (TCL - сокращенное обозначение формованного табачного листа). Процесс получения листов из гомогенизированного табачного материала обычно включает этап, на котором смешивают табачную пыль и связующее вещество с получением табачной пульпы. Затем пульпу используют для создания табачного полотна, например, посредством литья вязкой пульпы на движущуюся металлическую ленту с получением так называемого формованного листа. В альтернативном варианте осуществления для получения восстановленного табака можно использовать пульпу с низкой вязкостью и высоким содержанием воды в процессе, схожем с изготовлением бумаги. После получения гомогенизированные табачные полотна можно нарезать аналогично цельнолистовому табаку, с получением резаного табачного наполнителя, пригодного для сигарет и других курительных изделий. Способ изготовления такого гомогенизированного табака раскрыт, например, в европейском патенте EP 0565360.
В «нагреваемом без сжигания» генерирующем аэрозоль изделии образующий аэрозоль субстрат нагревают до сравнительно низкой температуры с целью получения аэрозоля, но с предотвращением горения табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном материале, как правило, представляет собой исключительно табак или содержит в основном табак, присутствующий в гомогенизированном табачном материале такого «нагреваемого без сжигания» изделия, генерирующего аэрозоль. Это означает, что в основе состава аэрозоля, который генерируется таким «нагреваемым без сжигания» изделием, генерирующим аэрозоль, по существу лежит лишь гомогенизированный табачный материал. Следовательно, важно обеспечить надлежащий контроль состава гомогенизированного табачного материала, чтобы контролировать, например, вкус аэрозоля.
Из-за вариаций физических свойств пульпы, например, консистенции, вязкости, размера волокон, размера частиц, влажности или времени выдержки пульпы, при использовании стандартных способов литья и литейных машин могут возникнуть незапланированные вариации в нанесении пульпы на основу во время литья полотна из гомогенизированного табака. Неоптимальные способы и оборудование для литья могут стать причиной неоднородности и дефектов формованного полотна из гомогенизированного табака.
Неоднородность гомогенизированного табачного полотна может привести к трудностям при последующей обработке гомогенизированного табачного полотна при производстве изделия, генерирующего аэрозоль. Например, неоднородность может привести к растрескиванию полотна или даже к разрыву полотна во время изготовления или дальнейшей обработки полотна. Это, в свою очередь, может привести, например, к остановкам оборудования. Кроме того, неоднородное табачное полотно может привести к нежелательному различию в отношении доставки аэрозоля между изделиями, генерирующими аэрозоль, которые производят из одного и того же гомогенизированного табачного полотна.
Существует потребность в литейной установке и способе производства формованного полотна из материала, содержащего алкалоиды, которые способны преодолеть или по меньшей мере значительно уменьшить вышеупомянутую проблему.
Настоящее изобретение относится к литейной установке для производства формованного листа из материала, содержащего алкалоиды, которая содержит: литейный короб, выполненный с возможностью вмещения пульпы из материала, содержащего алкалоиды, при этом литейный короб имеет отверстие; подвижную опору; литейный валик, расположенный по меньшей мере частично внутри литейного короба, выполненного с возможностью формования пульпы, содержащейся в литейном коробе, на подвижную опору с целью образования формованного листа; при этом указанный литейный валик обращен к подвижной опоре так, что между ними образован зазор, и при этом подвижная опора расположена по меньшей мере частично над литейным валиком.
Вращающийся валик обеспечивает надлежащее регулирование толщины формованного листа, отлитого на подвижную опору. Изменения этой толщины легко получить, изменяя, например, ширину зазора, образованного между подвижной опорой и литейным валиком.
Кроме того, наличие валика в литейном коробе, который вращается для литья листа из материала, содержащего алкалоиды, на подвижную опору, обеспечивает возможность перемешивания пульпы, содержащейся в литейном коробе. Перемешивание может обеспечить образование однородной пульпы и, в свою очередь, формованного листа, имеющего мало дефектов.
В контексте настоящего документа термин «лист» обозначает плоский элемент, имеющий ширину и длину, по существу превышающие его толщину. Ширина листа предпочтительно составляет более чем приблизительно 10 миллиметров, более предпочтительно более чем приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно, ширина листа составляет от приблизительно 100 миллиметров до приблизительно 300 миллиметров. Непрерывный «лист» в данном документе называется «полотном».
В настоящем документе термин «подвижная опора» обозначает любое приспособление, содержащее поверхность, которая может двигаться в по меньшей мере одном продольном направлении. Подвижная опора может образовывать замкнутый контур, чтобы обеспечивать возможность непрерывной транспортировки в одном направлении. Однако подвижная опора также может двигаться в режиме возвратно-поступательного движения. Подвижная опора может содержать конвейерную ленту. Подвижная опора может быть по существу плоской и может иметь структурированную или неструктурированную поверхность. Подвижная опора может не содержать отверстий на своей поверхности или может содержать только отверстия такого размера, чтобы они были непроницаемы для пульпы, расположенной на ней. Подвижная опора может содержать листовую подвижную и гибкую ленту. Лента может быть выполнена из металлического материала, включая, но без ограничения, сталь, медь, сплавы железа и сплавы меди, или из каучукового материала. Лента может быть выполнена из теплостойкого материала, так что она может быть нагрета для ускорения процесса сушки пульпы.
В данном документе термин «пульпа» обозначает подобный жидкости, вязкий или пастообразный материал, который может содержать эмульсию из другого подобного жидкости, вязкого или пастообразного материала, и который может содержать некоторое количество твердых частиц, при условии, что состояние пульпы остается подобным жидкости, вязким или пастообразным.
«Содержащий алкалоиды материал» представляет собой материал, который содержит один или более алкалоидов. Алкалоиды могут включать никотин. Никотин может находиться, например, в табаке.
Алкалоиды представляют собой группу химических соединений природного происхождения, которые в основном содержат атомы азотистых оснований. Указанная группа также включает некоторые родственные соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения схожей структуры также именуются алкалоидами. В дополнение к углероду, водороду и азоту алкалоиды также могут содержать кислород, серу и, реже, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды вырабатываются многими организмами, в том числе бактериями, грибами, растениями и животными. Их можно получать путем очистки из неочищенных экстрактов указанных организмов посредством кислотно-основной экстракции. Примерами алкалоидов являются кофеин, никотин, теобромин, атропин, тубокурарин.
В данном контексте термин «гомогенизированный табачный материал» означает материал, полученный агломерацией частиц табака, который содержит алкалоид никотин. Таким образом, материал, содержащий алкалоиды, может представлять собой гомогенизированный табачный материал.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Процесс изготовления листов гомогенизированного табачного материала обычно включает этап, на котором смешивают табачную пыль и связующее вещество с образованием пульпы. Затем указанную пульпу используют для получения табачного полотна. Например, посредством литья вязкой пульпы на движущуюся металлическую ленту получают так называемый формованный лист. В альтернативном варианте осуществления для получения восстановленного табака можно использовать пульпу с низкой вязкостью и высоким содержанием воды в процессе, схожем с изготовлением бумаги.
Лист гомогенизированного табачного материала может называться восстановленным листовым материалом и быть образован с использованием табака в виде частиц (например, восстановленного табака) или табачной смеси в виде частиц, увлажнителя и водного растворителя с образованием табачной композиции. Затем табачная композиция может быть подвергнута литью, экструзии, раскатке или прессованию с получением листового материала из табачной композиции. Лист из табака может быть изготовлен с использованием влажного процесса, в котором мелкодисперсные частицы табака используют для получения бумагообразного материала; или процесса литья листов, в котором мелкодисперсные частицы табака смешивают со связующим материалом и осуществляют литье на движущуюся ленту с получением листа.
Гомогенизированный табачный лист в целом содержит, в дополнение к табаку, связующее и вещество для образования аэрозоля, такое как гуар и глицерин.
В данном документе термин «образующий аэрозоль материал» обозначает материал, который при нагреве способен выделять летучие соединения для генерирования аэрозоля. Табак вместе с другими соединениями, в частности лист гомогенизированного табака, содержащий вещество для образования аэрозоля, может быть классифицирован как образующий аэрозоль материал. Образующий аэрозоль субстрат может содержать образующий аэрозоль материал или состоять из него. Гомогенизированный табачный лист может быть использован в качестве материала, образующего аэрозоль.
Пульпа может содержать несколько различных компонентов или ингредиентов. Эти компоненты могут влиять на свойства формованного полотна из материала, содержащего алкалоиды. Первый ингредиент представляет собой материал, содержащий алкалоиды, например, в форме порошка. Этот материал может представлять собой, например, табачную порошковую смесь, которая предпочтительно содержит основную часть табака, присутствующего в пульпе. Табачная порошковая смесь является источником основной части табака в гомогенизированном табачном материале и, следовательно, придает аромат готовому продукту, например, аэрозолю, образующемуся в результате нагрева гомогенизированного табачного материала. Целлюлозную пульпу, содержащую волокна целлюлозы, действующую как упрочняющее средство, предпочтительно добавляют в пульпу с целью повышения прочности на разрыв полотна материала, содержащего алкалоиды. Может быть добавлено связующее вещество. Может быть добавлено вещество для образования аэрозоля. Предпочтительно добавляют связующее вещество и вещество для образования аэрозоля с целью улучшения характеристик прочности при растяжении гомогенизированного листа и содействия образованию аэрозоля. Кроме того, с целью достижения определенной вязкости и влажности, оптимальных для литья полотна из материала, содержащего алкалоиды, в пульпу может быть добавлена вода.
Количество связующего, добавляемого в пульпу, может находиться в диапазоне от приблизительно 1 процента до приблизительно 5 процентов по сухому весу указанной пульпы. В более предпочтительном варианте оно лежит в диапазоне от приблизительно 2 процентов до приблизительно 4 процентов. Связующее, используемое в пульпе, может представлять собой любые камеди или пектины, описанные в данном документе. Связующее может обеспечивать, чтобы табачный порошок оставался, по существу, распределенным по всему гомогенизированному табачному полотну. Хотя может применяться любое связующее, предпочтительные связующие представляют собой натуральные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтиловая и гидроксипропиловая камеди бобов рожкового дерева; альгинат; крахмалы, такие как модифицированные или дериватизованные крахмалы; целлюлозы, такие как метил-, этил-, этилгидроксиметил- и карбоксиметилцеллюлоза; тамариндовую камедь; декстран; пуллалон; конжаковую муку; ксантановую камедь и т. п. Особенно предпочтительным связующим для применения в настоящем изобретении является гуар.
Как правило, введение волокон целлюлозы в пульпу, действующих как упрочняющее средство, увеличивает прочность на разрыв полотна табачного материала. Следовательно, добавление волокон целлюлозы может увеличить упругость полотна гомогенизированного табачного материала. Волокна целлюлозы для включения в пульпу с получением гомогенизированного табачного материала известны из уровня техники и включают без ограничения волокна древесины мягких пород; волокна древесины твердых пород; джутовые волокна; льняные волокна; табачные волокна и их комбинации. В дополнение к получению волокнистой массы, целлюлозные волокна могут быть подвергнуты надлежащим процессам обработки, таким как очистка, механическое получение волокнистой массы, химическое получение волокнистой массы, отбеливание, сульфатное получение волокнистой массы и комбинации вышеперечисленного. Целлюлозные волокна могут содержать материалы из табачных стеблей, жилок или другие материалы из табачного растения. Предпочтительно, целлюлозные волокна, такие как древесные волокна, имеют низкое содержание лигнина. В качестве альтернативы вышеуказанным волокнам или вместе с ними могут использоваться растительные волокна, включая конопляные и бамбуковые. Длина целлюлозных волокон предпочтительно составляет от приблизительно 0,2 миллиметра до приблизительно 4 миллиметра. Предпочтительно, средняя длина на единицу веса целлюлозных волокон составляет от приблизительно 1 миллиметра до приблизительно 3 миллиметров. Кроме того, предпочтительно количество волокон целлюлозы составляет от приблизительно 1 процента до приблизительно 7 процентов в пересчете на сухой вес от общего веса пульпы (или гомогенизированного табачного листа).
Подходящие вещества для образования аэрозоля для включения в пульпу для гомогенизированного табачного материала известны из уровня техники и включают без ограничения одноатомные спирты, такие как ментол, многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерина; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Примеры предпочтительных веществ для образования аэрозоля представляют собой глицерин и пропиленгликоль.
Содержание вещества для образования аэрозоля в пульпе может составлять более чем приблизительно 5 процентов в пересчете на сухой вес. Содержание вещества для образования аэрозоля в пульпе может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Более предпочтительно, вещество для образования аэрозоля содержится в количестве от приблизительно 10 процентов до приблизительно 25 процентов в пересчете на сухой вес пульпы. Более предпочтительно, вещество для образования аэрозоля содержится в количестве от приблизительно 15 процентов до приблизительно 25 процентов в пересчете на сухой вес пульпы.
Связующее и волокна целлюлозы предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:7 до приблизительно 5:1. Более предпочтительно, связующее и волокна целлюлозы включены в весовом соотношении, составляющем от приблизительно 1:1 до приблизительно 3:1.
Связующее и вещество для образования аэрозоля предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:30 до приблизительно 1:1. Более предпочтительно, связующее и вещество для образования аэрозоля включены в весовом соотношении, составляющем от приблизительно 1:20 до приблизительно 1:4.
Предпочтительно, материал, содержащий алкалоиды, представляет собой табак. Связующее и частицы табака предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:100 до приблизительно 1:10. Более предпочтительно, связующее и частицы табака включены в весовом соотношении, составляющем от приблизительно 1:50 до приблизительно 1:15, еще более предпочтительно от приблизительно 1:30 до 1:20.
Вещество для образования аэрозоля и частицы табака предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:20 до приблизительно 1:1. Более предпочтительно, вещество для образования аэрозоля и частицы табака включены в весовом соотношении, составляющем от приблизительно 1:6 до приблизительно 1:2.
Вещество для образования аэрозоля и волокна целлюлозы предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:1 до приблизительно 30:1. Более предпочтительно, вещество для образования аэрозоля и волокна целлюлозы включены в весовом соотношении, составляющем от приблизительно 5:1 до приблизительно 15:1.
Волокна целлюлозы и частицы табака предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:100 до приблизительно 1:10. Более предпочтительно, волокна целлюлозы и частицы табака предпочтительно включены в весовом соотношении, составляющем от приблизительно 1:50 до приблизительно 1:20.
Устройство согласно настоящему изобретению содержит литейный короб для вмещения пульпы и подвижную опору, в которой осуществляется литье пульпы.
Пульпа может поступать в литейный короб из другого места. Поэтому пульпа может образовываться в другом месте, а не в литейном коробе. Например, пульпа может формироваться в бункере или резервуаре, откуда она перемещается в литейный короб через подходящую трубку. Предпочтительно, пульпу непрерывно подают в литейный короб одновременно с литьем пульпы на подвижную опору с образованием непрерывного полотна материала, содержащего алкалоиды. Таким образом, бункер и литейный короб предпочтительно имеют сообщение по текучей среде, что обеспечивает возможность перетекания пульпы из одного в другой.
Литейный короб предпочтительно имеет форму коробки, образуя емкость для вмещения пульпы. Предпочтительно, литейный короб имеет стенки. Предпочтительно, стенки, в свою очередь, содержат боковые стенки, более предпочтительно - первую, вторую, третью и четвертую боковые стенки. Первая и вторая боковые стенки преимущественно обращены друг к другу, равно как третья и четвертая боковые стенки. Боковые стенки являются по существу вертикальными или наклонены относительно вертикальной плоскости. Литейный короб может быть открыт с верхней стороны или может иметь крышку или верхнюю стенку. Кроме того, литейный короб может иметь нижнюю стенку.
Стенки литейного короба образуют внутренний объем самого литейного короба, т. е. стенки ограничивают внутренний объем литейного короба.
Литейный короб дополнительно содержит отверстие в одной из стенок, так что короб не является полностью закрытым контейнером. Таким образом, внутренний объем литейного короба находится в контакте с внешней средой. Из-за наличия указанного отверстия в качестве внутреннего объема литейного короба рассматривается объем «теоретического» короба, в котором область, ограниченная отверстием, закрыта. Соответственно, в предпочтительном варианте линия разграничения между внутренним объемом короба и внешней средой проводится так, как если бы это отверстие было закрыто стенкой. Отверстие может быть образовано более чем в одной стенке (например, угловые отверстия, которые представляют собой отверстия, образованные в углах короба). Кроме того, может присутствовать более одного отверстия.
Внутри литейного короба расположен литейный валик. Литейный валик крепится внутри литейного короба таким образом, чтобы обеспечить возможность вращения валика вокруг оси вращения, далее называемой первой осью вращения. Предпочтительно, литейный валик образует первый и второй противоположные продольные концы, при этом противоположные продольные концы прикреплены к противоположным боковым стенкам литейного короба, например, один конец прикреплен к первой боковой стенке, а противоположный конец прикреплен ко второй боковой стенке.
Предпочтительно, литейный валик является по существу цилиндрическим. Литейный валик может быть изготовлен из металла, например, из нержавеющей стали или алюминия. В альтернативном варианте осуществления он может содержать пластмассовый материал или каучук. Предпочтительно, он имеет основной размер, который соответствует продольному размеру, который, в свою очередь, предпочтительно соответствует направлению оси цилиндра.
Предпочтительно, литейный валик вращают вокруг его оси вращения, называемой первой осью вращения, с помощью двигателя. Продольное направление литейного валика предпочтительно также параллельно или совпадает с первой осью вращения. Таким образом, литейный валик преимущественно приводится во вращение, и его скорость вращения можно регулировать.
Предпочтительно, первая ось вращения является по существу горизонтальной, то есть она является частью горизонтальной плоскости. Кроме того, расстояние между первой осью вращения и нижней стенкой литейного короба предпочтительно является постоянным вдоль продольной длины литейного валика. Продольная длина литейного валика представляет собой длину валика между его первым и вторым противоположными продольными концами.
Кроме того, высота, на которой литейный валик прикреплен в литейном коробе, предпочтительно является такой, что по меньшей мере часть литейного валика находится в контакте с пульпой. Литейный валик предпочтительно частично погружен в пульпу, так что в результате вращения литейного валика внешняя поверхность литейного валика оказывается покрытой слоем пульпы. Высота, на которой прикреплен литейный валик, определяется как расстояние вдоль вертикальной оси Z между первой осью вращения и базовой горизонтальной плоскостью. Если расстояние не является постоянным вдоль длины литейного валика, то за высоту принимается среднее значение расстояний. Тем не менее, не всегда требуется, чтобы литейный валик контактировал с пульпой, находящейся внутри литейного короба, поскольку пульпа может быть перемещена на литейный валик с других элементов, например, с дополнительных валиков. Таким образом, выражение «литейный валик, подходящий для литья пульпы, содержащейся в литейном коробе», означает, что литейный валик отливает пульпу, которая присутствует в определенный момент времени в литейном коробе, но не обязательно, чтобы пульпа была взята непосредственно литейным валиком из литейного короба и отлита, она может быть перемещена на литейный валик из литейного короба дополнительными элементами.
Относительное крепление литейного валика и подвижной опоры является таким, что они обращены друг к другу. Предпочтительно, между литейным валиком и подвижной опорой образован зазор. Предпочтительно, этот зазор по существу равен толщине слоя пульпы.
Кроме того, предпочтительно, подвижная опора по меньшей мере частично расположена над литейным валиком. Выражение «по меньшей мере отчасти расположено над» является синонимом выражения «по меньшей мере частично расположено над» и означает, что координата вдоль вертикальной оси (ордината) литейного валика, определенная по расположению его первой оси вращения, и координата (ордината) вдоль той же самой вертикальной оси, на которой расположена линия, где пульпа отливается на подвижную опору, то есть линия контакта между пульпой и подвижной опорой, находятся на двух разных высотах, при этом высота линии контакта выше высоты первой оси вращения литейного валика. Таким образом, если Zось является координатой первой оси вращения литейного валика вдоль вертикальной оси, а Zконтакт - координатой линии контакта между пульпой на литейном валике и подвижной опорой вдоль той же самой вертикальной оси, то, предполагая, что обе координаты являются положительными - Zконтакт > Zось (если координаты не являются положительными, то систему координат можно выбрать таким образом, чтобы они были положительными и увеличивались в направлении больших высот). В вышеизложенном описании считалось, что координата Zось первой оси вращения остается постоянной вдоль ее протяженности. Если это не так, то есть если первая ось вращения не является горизонтальной, то Zось определяется как среднее значение всех Zось, i всех точек i первой оси вращения вдоль ее протяженности. Таким же образом, считалось, что координата Zконтакт линии контакта остается постоянной вдоль ее протяженности. Если это не так, то есть если линия контакта не является горизонтальной, то Zконтакт определяется как среднее значение всех Zконтакт, i всех точек i линии контакта вдоль ее протяженности.
В такой конфигурации выражение «частично расположено над» может означать, что на виде сверху подвижная опора и литейный валик по меньшей мере частично перекрываются.
Преимущество этой конфигурации заключается в том, что нанесение пульпы может быть более равномерным. Пульпа не «падает» на подвижную опору, а ее наносят на подвижную опору контролируемым образом.
Предпочтительно, когда литейный валик приводится во вращение, слой пульпы прикрепляется к внешней поверхности литейного валика благодаря его «липким» свойствам. Поскольку зазор, образованный между литейным валиком и подвижной опорой, предпочтительно меньше или равен толщине слоя, слой пульпы автоматически переносится на подвижную опору за счет контакта. Таким образом, отливается полотно из материала, содержащего алкалоиды.
Предпочтительно, касательная скорость литейного валика сопоставима или совпадает с касательной скоростью подвижной опоры. Следовательно, соотношение между двумя касательными скоростями на зазоре, образованном между литейным валиком и подвижной опорой, предпочтительно составляет от приблизительно 0,9 до приблизительно 1,1, более предпочтительно ― приблизительно 1.
Ширина зазора зависит, помимо прочего, от параметров пульпы, таких как вязкость. Ширина зазора может быть легко регулируемой или модифицированной за счет изменения положения подвижной опоры или литейного валика и, следовательно, толщиной формованного полотна легко управлять.
Предпочтительно, зазор является равномерным по ширине, то есть ширина зазора остается постоянной на всей продольной протяженности литейного валика.
Зазор предпочтительно равен минимальному расстоянию между литейным валиком и подвижной опорой.
Подвижная опора может представлять собой, например, подвижную ленту. Подвижная опора предпочтительно расположена так, что она обращена к отверстию, образованному в литейном коробе, или смежно с указанным отверстием. Материал, из которого изготовлена подвижная опора, предпочтительно подходит для предотвращения или для сведения к минимуму приклеивания к ней пульпы при литье.
Подвижная опора расположена по меньшей мере частично снаружи литейного короба для транспортировки формованного листа от литейного короба. Более предпочтительно, вся подвижная опора расположена снаружи литейного короба. Предпочтительно, зазор также расположен снаружи литейного короба. Литейный валик и подвижная опора обращены друг к другу в области отверстия, то есть в том месте, где внутренний объем литейного короба может входить в контакт с внешней средой.
При вращательном движении, перемещающем пульпу из литейного короба на подвижную опору, литейный валик также перемешивает пульпу. «Волны пульпы» и перемешивание, обусловленное вращением, могут способствовать перемешиванию пульпы внутри литейного короба.
Перемешивание, обусловленное литейным валиком, может быть единственным перемешиванием в литейном коробе, или внутри литейного короба могут присутствовать другие элементы для перемешивания, например, мешалки, ребра и тому подобное.
Перемешивание способствует гомогенизации пульпы внутри литейного короба таким образом, чтобы ингредиенты, образующие пульпу и параметры пульпы (такие как, например, температура, вязкость и другие), могли быть равномерно распределены внутри литейного короба. Пульпа может быть очень плотной, высоковязкой и может считаться неньютоновской жидкостью. Неоднородности в пульпе часто остаются локальными и они «распространяются» с трудом. Неоднородность в пульпе приводит к неоднородности формованного листа, что приводит к невоспроизводимости конечного продукта. Следовательно, усовершенствование перемешивания пульпы может благоприятно отразиться на характеристиках конечного продукта.
Кроме того, для выполнения двух функций требуется только один элемент: литейный валик одновременно осуществляет перемешивание и литье. Никакие дополнительные компоненты не требуются.
Предпочтительно, литейный валик имеет первую часть, заключенную внутри литейного короба, и вторую часть, выступающую из отверстия. Предпочтительно, когда литейный валик закреплен в литейном коробе, литейный валик имеет первую часть, которая расположена внутри литейного короба, то есть во внутреннем пространстве литейного короба, в то время как вторая часть расположена снаружи. С целью размещения снаружи внутреннего пространства литейного короба вторая часть литейного валика выступает из отверстия. Предпочтительно, размер отверстия является достаточно большим для того, чтобы вторая часть литейного валика выступала из него.
Предпочтительно, отверстие в литейном коробе расположено в верхней части литейного короба. Литейный короб имеет заданную высоту вдоль направления Z. «Верхний участок» литейного короба представляет собой часть литейного короба, расположенную над горизонтальной плоскостью, проходящей через медиану высоты литейного короба. Если в литейном коробе может быть определено больше одной высоты, тогда перед расчетом медианы следует учитывать среднее значение всех высот.
Предпочтительно, устройство содержит передаточный валик, расположенный внутри литейного короба, выполненный с возможностью переноса пульпы из литейного короба на литейный валик. Второй валик предпочтительно расположен внутри литейного короба, т. е. во внутреннем пространстве литейного короба. Предпочтительно, передаточный валик может быть соединен с литейным коробом таким же образом, что и литейный валик. Например, передаточный валик может образовывать первый и второй противоположные продольные концы, при этом противоположные концы прикреплены к противоположным боковым стенкам литейного короба, например, к тем же противоположным стенкам, к которым прикреплен литейный валик.
Передаточный валик крепится внутри литейного короба таким образом, чтобы обеспечить возможность вращения валика вокруг оси вращения, далее называемой второй осью вращения. Передаточный валик предпочтительно является по существу цилиндрическим, а вторая ось вращения соответствует продольной оси цилиндра.
Предпочтительно, между литейным валиком и передаточным валиком образован второй зазор. Второй зазор предпочтительно равен минимальному расстоянию между литейным валиком и передаточным валиком. Предпочтительно, ширина второго зазора является постоянной вдоль продольной протяженности литейного и передаточного валиков.
Передаточный валик также предпочтительно приводится во вращение двигателем. Предпочтительно, касательная скорость литейного валика сопоставима или совпадает с касательной скоростью передаточного валика. Следовательно, соотношение между двумя касательными скоростями на втором зазоре, образованном между литейным валиком и передаточным валиком, предпочтительно составляет от приблизительно 0,9 до приблизительно 1,1, более предпочтительно ― приблизительно 1.
Предпочтительно, диаметр передаточного валика больше, чем диаметр литейного валика. В этой конфигурации передаточный валик «перемещает» большой объем пульпы во время вращения, увеличивая перемешивание пульпы.
В альтернативном варианте осуществления диаметр передаточного валика меньше, чем диаметр литейного валика. В этой конфигурации меньший передаточный валик предпочтительно имеет более высокую угловую скорость, чем литейный валик, с целью достижения по существу аналогичной касательной скорости. Быстрый передаточный валик может создавать «волны пульпы» для улучшения перемешивания.
Передаточный валик предпочтительно перемещает пульпу из литейного короба на литейный валик. Предпочтительно, передаточный валик по меньшей мере частично погружен в пульпу. Более предпочтительно, он полностью погружен в пульпу. В этой конфигурации с двумя валиками не обязательно, чтобы литейный валик был погружен в пульпу в литейном коробе, передаточный валик перемещает пульпу на поверхность литейного валика. Таким образом, литейный валик может быть расположен полностью выше уровня пульпы в литейном коробе.
Предпочтительно, отношение объема литейного валика, погруженного в пульпу, к общему объему литейного валика меньше, чем это же отношение, рассчитанное для передаточного валика. Пульпа предпочтительно покрывает передаточный валик больше, чем литейный валик. Предпочтительно, высота первой оси вращения выше, чем высота второй оси вращения. Таким образом, если Zось является координатой первой оси вращения литейного валика вдоль вертикальной оси, а Zось2 - координатой второй оси вращения передаточного валика вдоль той же самой вертикальной оси, то, предполагая, что обе координаты являются положительными (если координаты не являются положительными, то систему координат можно выбрать таким образом, чтобы они были положительными и увеличивались в направлении больших высот) - Zось > Zось2. В вышеизложенном описании считалось, что координата первой и второй оси вращения остается постоянной вдоль ее протяженности. Если это не так, то есть если первая ось вращения не является горизонтальной, то Zось определяется как среднее значение всех Zось, i всех точек i первой оси вращения вдоль ее протяженности. Точно так же считалось, что координата первой и второй оси вращения остается постоянной вдоль ее протяженности. Если это не так, то есть если вторая ось вращения не является горизонтальной, то Zось2 определяется как среднее значение всех Zось2, i всех точек i второй оси вращения вдоль ее протяженности.
Благодаря выполнению вращательных движений, перемещающих пульпу из литейного короба на литейный валик, передаточный валик также перемешивает пульпу. Следовательно, происходит по меньшей мере двойное перемешивание в литейном коробе: одно из них выполняется литейным валиком, перемещающим пульпу с его поверхности на подвижную опору, а затем предпочтительно еще одно, выполняемое передаточным валиком, переносящим пульпу со своей поверхности на литейный валик. Перемешивание с помощью передаточного валика может быть еще более эффективным, чем с помощью литейного валика, поскольку предпочтительно, чтобы передаточный валик находился в контакте с бóльшим объемом пульпы, чем литейный валик, так что он может приводить в движение более крупный объем пульпы.
Кроме того, наличие двух валиков (передаточного и литейного) может улучшать управление толщиной формованного полотна. Пульпа в данном примере должна проходить через два зазора, ширина которых может быть легко и точно выбрана. Следовательно, пульпа, отливаемая на подвижную опору, имеет регулируемый размер.
Предпочтительно, литейный валик и передаточный валик образуют первую и вторую оси вращения, причем первая и вторая оси вращения параллельны друг другу. Предпочтительно, первая и вторая оси вращения параллельны, так что расстояние между литейным и передаточным валиком остается постоянным вдоль их продольной протяженности, при этом образуется по существу однородный слой пульпы.
Предпочтительно, литейный короб содержит боковые стенки и впускное отверстие для пульпы, причем впускное отверстие для пульпы образовано в одной из боковых стенок. Введение пульпы из одной из боковых стенок, вместо, например, ее введения сверху, может дополнительно улучшить однородность пульпы, поскольку это сводит к минимуму или ограничивает образование пузырьков воздуха внутри самой пульпы. Введение дополнительной пульпы в литейный короб через впускное отверстие предпочтительно осуществляется ниже заданного уровня пульпы в литейном коробе. Предпочтительно, заданный уровень пульпы в литейном коробе поддерживается по существу постоянным на определенной высоте или в пределах определенного диапазона высоты. Таким образом, преимущественно, при литье происходит непрерывный поток новой пульпы, которую перемещают в литейный короб через подходящую трубку. Если пульпу добавляют таким образом, чтобы она падала на литейный короб, падающая сквозь воздух пульпа может содержать пузырьки воздуха, что может привести к дефектам формованного полотна. При использовании впускного отверстия, расположенного в боковой стенке ниже заданного уровня пульпы, образование пузырьков воздуха затруднительно.
Предпочтительно, впускное отверстие расположено ниже высоты первой оси вращения литейного валика в вертикальном направлении. Предпочтительно, высота впускного отверстия ниже, чем высота первой оси вращения. Таким образом, если Zось является координатой первой оси вращения литейного валика вдоль вертикальной оси, а Zвпуск - координатой впускного отверстия вдоль той же самой вертикальной оси, то, предполагая, что обе координаты являются положительными (если координаты не являются положительными, то систему координат можно выбрать таким образом, чтобы они были положительными и увеличивались в направлении больших высот) - Zось > Zвпуск. В вышеизложенном описании считалось, что координаты первой оси вращения и впускного отверстия остаются постоянными вдоль их протяженности. Если это не так, то есть если первая ось вращения не является горизонтальной, то Zось определяется как среднее значение всех Zось, i всех точек i первой оси вращения вдоль ее протяженности. Точно так же считалось, что координата впускного отверстия остается постоянной вдоль ее протяженности. Если это не так, то есть впускное отверстие не является горизонтальным, то Zвпуск определяется как среднее значение всех Zвпуск, i всех точек i линии контакта вдоль ее протяженности.
Предпочтительно, впускное отверстие расположено на довольно «низкой» высоте, потому что оно предпочтительно расположено ниже уровня пульпы в литейном коробе. Более предпочтительно, впускное отверстие расположено ниже высоты первой и второй осей вращения передаточного валика в вертикальном направлении. Высота второй оси вращения передаточного валика предпочтительно меньше высоты первой оси вращения.
Предпочтительно, подвижная опора содержит барабан и ленту, при этом барабан определяет третью ось вращения, параллельную первой оси вращения литейного валика. При таком расположении можно получить постоянный зазор между литейным валиком и подвижной опорой.
Предпочтительно, расстояние между первой и второй осями вращения составляет от приблизительно 320 миллиметров до приблизительно 1100 миллиметров. Более предпочтительно, оно составляет от приблизительно 390 миллиметров до приблизительно 780 миллиметров.
Предпочтительно, расстояние между вертикальной плоскостью, содержащей первую ось вращения, и вертикальной плоскостью, содержащей третью ось вращения, составляет от приблизительно 800 миллиметров до приблизительно 1700 миллиметров. Более предпочтительно, оно составляет от приблизительно 1000 миллиметров до приблизительно 1500 миллиметров.
Предпочтительно, расстояние между вертикальной плоскостью, содержащей первую ось вращения, и вертикальной плоскостью, содержащей вторую ось вращения, составляет от приблизительно 200 миллиметров до приблизительно 700 миллиметров. Более предпочтительно, оно составляет от приблизительно 250 миллиметров до приблизительно 500 миллиметров.
Предпочтительно, расстояние между горизонтальной плоскостью, содержащей вторую ось вращения, и горизонтальной плоскостью, содержащей третью ось вращения, составляет от приблизительно 1200 миллиметров до приблизительно 2500 миллиметров. Более предпочтительно, оно составляет от приблизительно 1500 миллиметров до приблизительно 2000 миллиметров.
Предпочтительно, расстояние между горизонтальной плоскостью, содержащей первую ось вращения, и горизонтальной плоскостью, содержащей вторую ось вращения, составляет от приблизительно 250 миллиметров до приблизительно 850 миллиметров. Более предпочтительно, оно составляет от приблизительно 300 миллиметров до приблизительно 600 миллиметров.
Предпочтительно, диаметр литейного валика составляет от приблизительно 150 миллиметров до приблизительно 1300 миллиметров. Более предпочтительно, он составляет от приблизительно 500 миллиметров до приблизительно 1100 миллиметров. Предпочтительно, диаметр передаточного валика составляет от приблизительно 250 миллиметров до приблизительно 1700 миллиметров. Более предпочтительно, он составляет от приблизительно 600 миллиметров до приблизительно 1300 миллиметров.
Предпочтительно, между литейным валиком и подвижной опорой имеется зазор, причем у этого зазора наименьшее расстояние между двумя указанными частями составляет от приблизительно 0,01 миллиметра до приблизительно 5 миллиметров. Более предпочтительно, оно составляет от приблизительно 0,01 миллиметра до приблизительно 2 миллиметров. Более предпочтительно, оно составляет от приблизительно 0,5 миллиметра до приблизительно 1,5 миллиметра.
Предпочтительно, между литейным валиком и передаточным валиком имеется зазор, причем у этого зазора наименьшее расстояние между двумя указанными частями составляет от приблизительно 0,1 миллиметра до приблизительно 15 миллиметров. Более предпочтительно, оно составляет от приблизительно 0,3 миллиметра до приблизительно 7 миллиметров. Более предпочтительно, он составляет от приблизительно 0,5 миллиметра до приблизительно 1,5 миллиметра.
Предпочтительно, подвижная опора расположена по меньшей мере частично над литейным валиком. Соответствующие расположения литейного валика и подвижной опоры предпочтительно являются такими, чтобы перемещать пульпу с литейного валика на подвижную опору оптимальным образом.
Настоящее изобретение относится также к способу производства формованного листа из материала, содержащего алкалоиды; при этом способ включает: предоставление литейного короба, имеющего отверстие; предоставление литейного валика, расположенного по меньшей мере частично внутри литейного короба; предоставление подвижной опоры, обращенной к литейному валику; введение пульпы в литейный короб до уровня пульпы, при этом часть литейного валика расположена над уровнем пульпы; и вращение литейного валика таким образом, чтобы отливать пульпу на подвижную опору.
Преимущества способа согласно настоящему изобретению уже детально описаны в обсуждении устройства. В дополнение, пульпу вводят в литейный короб таким образом, чтобы достичь уровня пульпы. Предпочтительно, уровень пульпы сохраняется постоянным или в пределах определенного диапазона. Литейный валик, предпочтительно по меньшей мере частично, расположен вне пульпы, так что он находится выше уровня пульпы. Литейный валик также может быть полностью выше уровня пульпы.
Преимущество этой конфигурации в том, что нанесение пульпы с литейного валика на подвижную опору не подвергается влиянию, или такое влияние сведено к минимуму, возможных изменений величины давления в литейном коробе, например, при изменении количества пульпы.
Предпочтительно, способ включает предоставление передаточного валика внутри литейного короба; и вращение передаточного валика для перемешивания пульпы в литейном коробе. Таким образом, происходит двойное перемешивание, вызываемое вращением как литейного валика, так и передаточного валика, что способствует еще большей гомогенизации пульпы, обеспечивая также возможность улучшенного управления толщиной формованного листа.
Предпочтительно, способ включает вращение передаточного валика для перемещения пульпы из литейного короба на литейный валик. Пульпу предпочтительно сначала перемещают из литейного короба на передаточный валик, затем с передаточного валика на литейный валик и, наконец, с литейного валика на подвижную опору. Также могут присутствовать дополнительные валики.
Предпочтительно, способ включает перемещение подвижной опоры со скоростью в диапазоне от приблизительно 5 метров/минуту до приблизительно 50 метров/минуту. Подвижная опора постоянно перемещается во время литья для создания полотна материала, содержащего алкалоиды. Выбранный диапазон скорости представляет собой компромисс между требованиями к скорости производства и требованиями к образованию гладкого однородного формованного полотна.
Предпочтительно, этап введения пульпы внутрь литейного короба включает в себя введение пульпы ниже уровня пульпы в литейном коробе. Пульпу вводят в литейный короб предпочтительно до достижения заданного уровня пульпы. Предпочтительно, этот заданный уровень поддерживают в пределах выбранного диапазона. Пульпу удаляют непрерывно из литейного короба для отливки листа из материала, содержащего алкалоиды, поэтому для поддержания уровня пульпы в пределах выбранного диапазона необходимо добавлять пульпу в литейный короб. Предпочтительно, такое добавление происходит ниже уровня пульпы, то есть впускное отверстие для ввода дополнительной пульпы расположено на высоте, которая ниже высоты, определяемой уровнем пульпы в литейном коробе. Введение пульпы ниже уровня пульпы может позволить уменьшить количество пузырьков воздуха в пульпе.
Предпочтительно, этап введения пульпы внутрь литейного короба включает в себя введение пульпы в литейный короб вдоль направления подачи, при этом направление подачи образует угол с горизонтальной плоскостью в диапазоне от приблизительно -45 градусов до приблизительно +45 градусов. Предпочтительно, введение пульпы в литейный короб происходит на его боковой стенке. Предпочтительно, пульпу вводят с заданным давлением. Благодаря направлению подачи, которое не является вертикальным, образование пузырьков воздуха внутри литейного короба уменьшается или сводится к минимуму; кроме того, пульпа, содержащаяся в литейном коробе, не подвергается влиянию потенциальной энергии падающей пульпы, вследствие чего образуется более однородный (по составу и толщине) формованный лист благодаря постоянному давлению в пределах литейного короба.
По существу горизонтальная подача пульпы может исключить «гравитационный эффект» и связанную с ним неравномерность потока во время подачи пульпы.
Предпочтительно, формованный лист материала, содержащего алкалоиды, содержит гомогенизированный табачный лист.
Предпочтительно, этап предоставления подвижной опоры включает: предоставление подвижной опоры, расположенной по меньшей мере частично над литейным валиком.
Предпочтительно, настоящее изобретение относится также к литейной установке для производства формованного листа, которая содержит: литейный короб, выполненный с возможностью вмещения пульпы; подвижную опору; литейный валик, расположенный по меньшей мере частично внутри литейного короба, и способный к перемещению пульпы, содержащейся в литейном коробе на подвижную опору с целью образования формованного листа; при этом указанный литейный валик обращен к подвижной опоре так, что между ними образован зазор.
Предпочтительно, настоящее изобретение относится также к способу производства формованного листа, при этом способ включает: предоставление литейного короба, имеющего отверстие; предоставление литейного валика, расположенного по меньшей мере частично внутри литейного короба; предоставление подвижной опоры, обращенной к литейному валику; введение пульпы в литейный короб до заданного уровня; и вращение литейного валика таким образом, чтобы отливать пульпу на подвижную опору.
Другие преимущества настоящего изобретения станут понятны из его подробного описания с неограничивающей ссылкой на сопроводительные графические материалы, на которых:
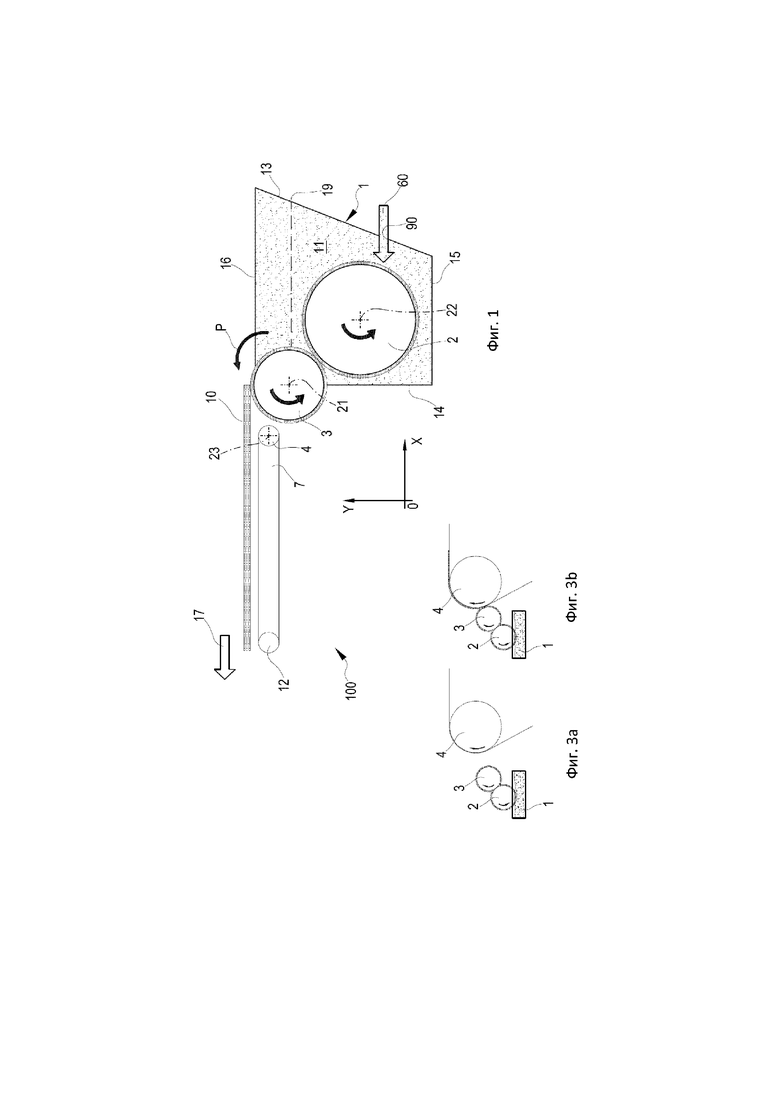
фиг. 1 - схематичный вид сбоку в разрезе части установки для производства полотна материала, содержащего алкалоиды;
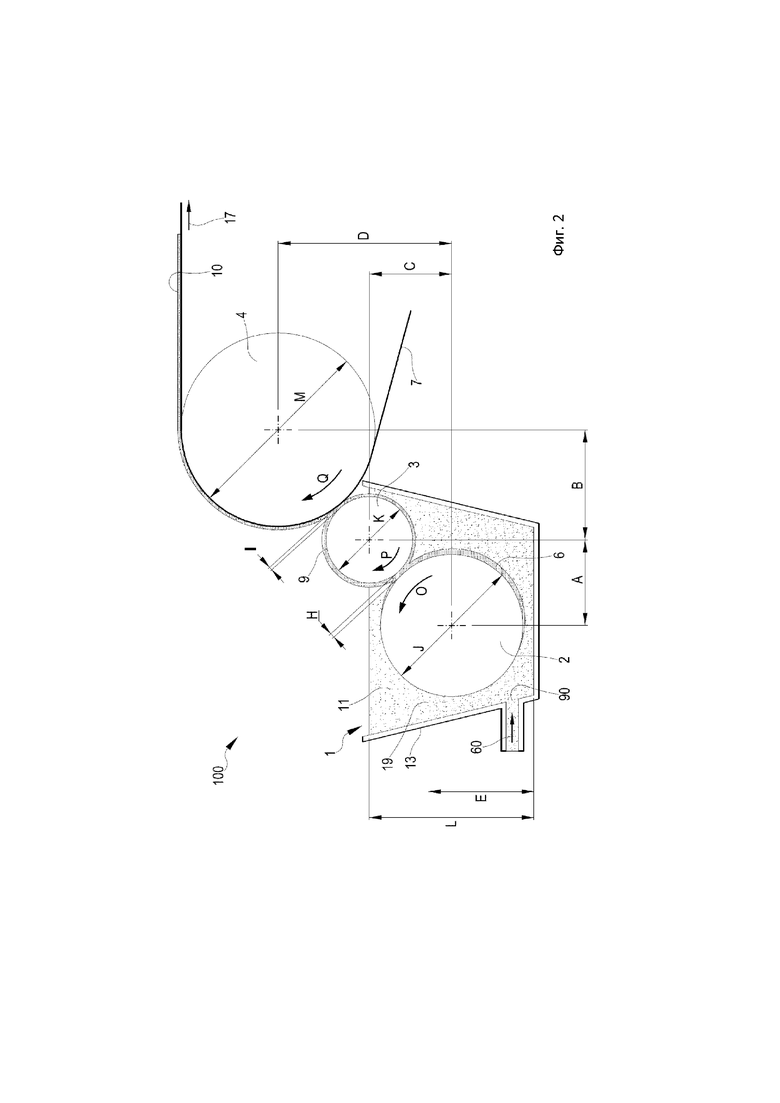
фиг. 2 - увеличенный вид детали установки, представленной на фиг. 1; и
фиг. 3a и 3b - схематические виды установки, представленной на фиг. 1, в двух режимах работы.
На фиг. 1 и 2 показана установка 100 для производства полотна 10 из гомогенизированного табачного материала согласно настоящему изобретению.
В состав установки 100 входит литейный короб 10, содержащий пульпу 11 и подвижную опору 7, причем литейный валик 3, связанный с литейным коробом 1, перемещает пульпу 11, содержащуюся в литейном коробе 1, на подвижную опору 7 таким образом, чтобы образовывать формованный лист или полотно 10 из гомогенизированного табачного материала.
Литейный короб 1 содержит боковые стенки, включая первую и вторую противоположные стенки 13, 14. Литейный короб 1 обычно образован четырьмя боковыми стенками, т. е. первой и второй противоположными стенками 13, 14 и третьей и четвертой противоположными стенками (не показаны на чертежах), которые соединяют первую и вторую противоположные стенки 13, 14.
Кроме того, литейный короб 1 имеет нижнюю стенку 15. Он также имеет отверстие 16, в данном случае совмещенное с верхней частью литейного короба и частью стенки 14. Отверстие 16 расположено вблизи подвижной опоры 7.
Подвижная опора 7 содержит непрерывную ленту из нержавеющей стали, содержащую барабанный узел. Предпочтительно, стальная лента намотана вокруг пары противоположных барабанов 4, 12. Пульпу отливают на стальную ленту - на барабане 4 - через литейный валик 3, который создает непрерывный лист 10 из гомогенизированного табачного материала.
Формованную пульпу 10 приводят в движение подвижной опорой 7 вдоль направления литья, обозначенного стрелкой 17 на фиг. 1, и она поступает в нагревательный блок (не показан на фигурах), где постепенно нагревается и однородно сушится.
Поступающую пульпу 11 вводят в литейный короб 1 из впускного отверстия 90, в частности из конца трубы 60, соединенной с боковой стенкой 13 литейного короба 1, где образовано отверстие, через которое эту поступающую пульпу 11 помещают вблизи дна литейного короба 1.
Пульпа 11 из буферных баков (не показаны на графических материалах) перемещается в литейный короб 1 посредством насоса (не показан на графических материалах). Предпочтительно, насос содержит регулятор (не показан на графических материалах) расхода для регулирования количества пульпы 11, подаваемой в литейный короб 1. Насос преимущественно выполнен так, чтобы обеспечивать поддержание минимально необходимого времени для транспортировки пульпы.
Количество пульпы 11 в литейном коробе 1 имеет предварительно заданный уровень, который предпочтительно остается по существу постоянным или в пределах заданного диапазона. С целью поддержания количества пульпы 11 по существу на постоянном уровне указанный насос регулирует расход пульпы 11, поступающей в литейный короб 1. На фиг. 1 и 2 предварительно заданный уровень пульпы показан пунктирной линией 19.
Литейный валик 3 связан с литейным коробом 1 с целью литья пульпы. Формующая лопатка 70 имеет основной размер, который представляет собой ее продольную протяженность. Литейный валик образует первую ось 21 вращения (обозначенную крестиком на фиг. 1), которая соответствует его продольному направлению. Предпочтительно, первая ось 21 вращения является горизонтальной и более предпочтительно перпендикулярной направлению 17 литья.
Литейный валик 3 прикреплен к литейному коробу 1 с возможностью вращения, предпочтительно его концами к двум противоположным боковым стенкам. Кроме того, литейный валик 3 выступает частично из отверстия 16 и обращен к подвижной опоре 7 (см. подробно на фиг. 2). Диаметр литейного валика 3 обозначен K, а его направление вращения - P.
Между литейным валиком 3 и стальной лентой подвижной опоры 7 имеется зазор, обозначенный I на графических материалах, размеры которого определяет, помимо прочего, толщину формованного полотна 10 из гомогенизированного табачного материала. Литейный валик 3 и лента 7 обращены друг к другу в отверстии 16, и лента частично расположена над литейным валиком 3. Барабан 4, имеющий диаметр M транспортирующей ленты 7, предпочтительно вращается в том же направлении Q, что и литейный валик 3 (см. направление стрелок P и Q на фиг. 2). Барабан 4 предпочтительно определяет третью ось 23 вращения, отмеченную на фиг. 1 крестиком.
Литейный короб 1 предпочтительно содержит также второй валик - передаточный валик 2. Передаточный валик 2 предпочтительно имеет диаметр J, который больше, чем диаметр K литейного валика 3. Предпочтительно, передаточный валик 2 является цилиндрическим и определяет вторую ось 22 вращения (обозначенную крестиком на фиг. 1), параллельную первой оси 21 вращения. Передаточный валик 2 прикреплен к двум противоположным боковым стенкам литейного короба 1 с возможностью вращения, предпочтительно через продольные концы. Дополнительно, передаточный валик 2 предпочтительно расположен полностью внутри литейного короба 1 и погружен в пульпу 11 по меньшей мере частично. Направление O вращения передаточного валика 2 противоположно направлению P или Q литейного валика 3 и барабана 4.
Между литейным валиком 2 и передаточным валиком 3 образован зазор H.
Дополнительные предпочтительные технические характеристики литейного короба 1 представлены в таблице 1 ниже. В таблице 1 все значения указаны в миллиметрах (мм).
Таблица 1
Предпочтительно, расстояние A вдоль горизонтальной оси между первой и второй осями 21, 22 вращения составляет от приблизительно 200 миллиметров до приблизительно 700 миллиметров. Более предпочтительно, A составляет от приблизительно 250 миллиметров до приблизительно 500 миллиметров.
Предпочтительно, расстояние B вдоль горизонтальной оси между первой и третьей осями 21, 23 вращения составляет от приблизительно 800 миллиметров до приблизительно 1700 миллиметров. Более предпочтительно, B составляет от приблизительно 1000 миллиметров до приблизительно 1500 миллиметров.
Предпочтительно, расстояние C вдоль вертикальной оси между первой и второй осями 21, 22 вращения составляет от приблизительно 250 миллиметров до приблизительно 850 миллиметров. Более предпочтительно, C составляет от приблизительно 300 миллиметров до приблизительно 600 миллиметров.
Таким образом, расстояние между первой и второй осями вращения равно:
Расстояние =  , что предпочтительно составляет от приблизительно 320 миллиметров до приблизительно 1101 миллиметров.
, что предпочтительно составляет от приблизительно 320 миллиметров до приблизительно 1101 миллиметров.
Предпочтительно, расстояние D вдоль вертикальной оси между первой и третьей осями 21, 23 вращения составляет от приблизительно 1200 миллиметров до приблизительно 2500 миллиметров. Более предпочтительно, D составляет от приблизительно 1500 миллиметров до приблизительно 2000 миллиметров.
Предпочтительно, уровень E пульпы вдоль вертикальной оси от дна литейного короба составляет от приблизительно 100 миллиметров до приблизительно 1000 миллиметров. Более предпочтительно, E составляет от приблизительно 200 миллиметров до приблизительно 600 миллиметров.
Предпочтительно, зазор H между литейным валиком 2 и передаточным валиком 3 находится в диапазоне от приблизительно 0,10 миллиметра до приблизительно 15 миллиметров. Более предпочтительно, H составляет от приблизительно 0,30 миллиметра до приблизительно 7 миллиметров.
Предпочтительно, зазор I между литейным валиком 2 и барабаном 4 находится в диапазоне от приблизительно 0,01 миллиметра до приблизительно 5 миллиметров. Более предпочтительно, I составляет от приблизительно 0,01 миллиметра до приблизительно 2 миллиметров.
Предпочтительно, диаметр J передаточного валика 3 составляет от приблизительно 250 миллиметров до приблизительно 1700 миллиметров. Более предпочтительно, J составляет от приблизительно 600 миллиметров до приблизительно 1300 миллиметров.
Предпочтительно, диаметр K литейного валика 2 составляет от приблизительно 150 миллиметров до приблизительно 1300 миллиметров. Более предпочтительно, K составляет от приблизительно 500 миллиметров до приблизительно 1100 миллиметров.
Предпочтительно, диаметр M барабана 4 составляет от приблизительно 750 миллиметров до приблизительно 3000 миллиметров. Более предпочтительно, M составляет от приблизительно 1500 миллиметров до приблизительно 2500 миллиметров.
Предпочтительно, высота L литейного короба составляет от приблизительно 300 миллиметров до приблизительно 2000 миллиметров. Более предпочтительно, L составляет от приблизительно 500 миллиметров до приблизительно 1300 миллиметров.
При функционировании установки 100 пульпу 11 подают в литейный короб 1 на впускном отверстии 90, которое расположено на боковой стенке 13 в нижней части литейного короба 1. Пульпа достигает заданного уровня 19. Передаточный валик 3 частично находится в контакте с пульпой 11 в литейном коробе при достижении им уровня 19, и благодаря своему вращению он покрывает свою внешнюю поверхность пленкой или слоем 6 пульпы 11, так что перед первым переносом пульпы на литейный валик 3 на ролике 2 имеется покрытие из пульпы. Затем пульпа перемещается на литейный валик 3 вследствие контакта между слоем 6 на передаточном валике 3 с поверхностью литейного валика 2, и слой 9 покрытия из пульпы образуется на поверхности литейного валика 2 перед окончательным переносом пульпы на конвейерную ленту 7.
Литейный валик 2 вращается вокруг оси 21, и слой 9 пульпы соприкасается с лентой подвижной опоры 7. Это приводит к перемещению пульпы с литейного валика 3 на ленту 7, где покрытие из пульпы образует формованное полотно 10.
Затем полотно предпочтительно высушивают и сматывают в рулоны для хранения (не показаны на фигурах). Эти рулоны позднее разматывают и используют для получения табачного компонента для изделий, генерирующих аэрозоль.
Как видно на фиг. 3а, 3b, предпочтительно, чтобы сначала литейный короб 1 был закреплен, и в нем были расположены валики 2, 3, а затем подвижная опора 7 перемещена ближе к литейному коробу для начала литья.
Настоящее изобретение относится к литейной установке (100) для производства формованного листа (10) материала, содержащего алкалоиды, которая содержит: литейный короб (1), выполненный с возможностью вмещения пульпы (11) из материала, содержащего алкалоиды, при этом литейный короб имеет отверстие (16); подвижную опору (7); литейный валик (3), расположенный по меньшей мере частично внутри литейного короба, выполненного с возможностью формования пульпы, содержащейся в литейном коробе, на подвижную опору с целью образования формованного листа; при этом указанный литейный валик обращен к подвижной опоре так, что между ними образован зазор (I), причем подвижная опора расположена по меньшей мере частично над литейным валиком. 2 н. и 13 з.п. ф-лы, 3 ил., 1 табл.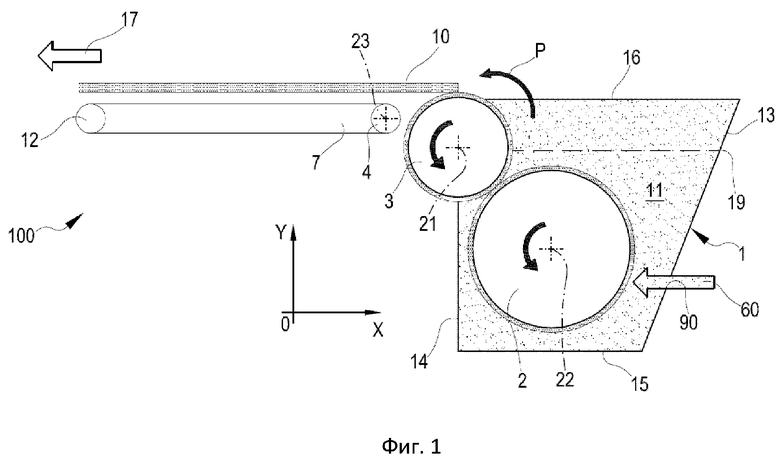
1. Литейная установка для производства формованного листа материала, содержащего алкалоиды, причем литейная установка содержит
литейный короб, выполненный с возможностью вмещения пульпы из материала, содержащего алкалоиды, при этом литейный короб имеет отверстие;
подвижную опору;
литейный валик, расположенный по меньшей мере частично внутри литейного короба, выполненного с возможностью формования пульпы, содержащейся в литейном коробе, на подвижную опору для образования формованного листа;
при этом литейный валик обращен к подвижной опоре так, что между ними образован зазор, причем подвижная опора расположена по меньшей мере частично над литейным валиком.
2. Литейная установка по п. 1, содержащая передаточный валик, расположенный внутри литейного короба, выполненный с возможностью переноса пульпы из литейного короба на литейный валик.
3. Литейная установка по п. 1 или 2, в которой литейный валик и передаточный валик образуют первую и вторую оси вращения, причем первая и вторая оси вращения параллельны друг другу.
4. Литейная установка по любому из предшествующих пунктов, в которой литейный короб содержит боковые стенки и впускное отверстие для пульпы, причем впускное отверстие для пульпы образовано в одной из боковых стенок.
5. Литейная установка по п. 4, в которой впускное отверстие расположено ниже высоты первой оси вращения литейного валика в вертикальном направлении.
6. Литейная установка по любому из предшествующих пунктов, в которой подвижная опора содержит барабан и ленту, при этом барабан определяет третью ось вращения, параллельную первой оси вращения литейного валика.
7. Литейная установка по любому из предшествующих пунктов, зависимых от п. 3, в которой расстояние между первой и второй осями вращения составляет от приблизительно 320 до приблизительно 1100 мм.
8. Литейная установка по любому из предшествующих пунктов, в которой зазор между литейным валиком и подвижной опорой составляет от приблизительно 0,01 до приблизительно 5 мм.
9. Способ производства формованного листа из материала, содержащего алкалоиды, включающий
предоставление литейного короба, имеющего отверстие;
предоставление литейного валика, расположенного по меньшей мере частично внутри литейного короба;
предоставление подвижной опоры, обращенной к литейному валику;
введение пульпы в литейный короб до уровня пульпы, при этом часть литейного валика расположена над уровнем пульпы;
вращение литейного валика таким образом, чтобы отливать пульпу на подвижную опору.
10. Способ по п. 9, включающий
предоставление передаточного валика внутри литейного короба;
вращение передаточного валика для перемешивания пульпы в литейном коробе.
11. Способ по п. 10, включающий вращение передаточного валика для перемещения пульпы из литейного короба на литейный валик.
12. Способ по любому из пп. 9-11, включающий перемещение подвижной опоры со скоростью в диапазоне от приблизительно 5 до приблизительно 50 м/мин.
13. Способ по любому из пп. 9-12, при котором введение пульпы внутрь литейного короба включает введение пульпы в литейный короб вдоль направления подачи, при этом направление подачи образует угол с горизонтальной плоскостью в диапазоне от приблизительно -45° до приблизительно +45°.
14. Способ по любому из пп. 9-13, при котором формованный лист материала, содержащего алкалоиды, содержит гомогенизированный табачный лист.
15. Способ по любому из пп. 9-14, при котором предоставление подвижной опоры включает предоставление подвижной опоры, расположенной по меньшей мере частично над литейным валиком.
| US 3259136 A1, 05.07.1966 | |||
| СИСТЕМА И СПОСОБЫ, ОТНОСЯЩИЕСЯ К ИЗГОТОВЛЕНИЮ ЛИСТОВЫХ ПРОДУКТОВ | 2012 |
|
RU2577212C2 |
| WO 2017207161 A1, 07.12.2017 | |||
| Механизм смыкания плит многоэтажного пресса | 1982 |
|
SU1013303A1 |
| УДЛИНЕННАЯ ЗОНА ПРЕССОВАНИЯ НА ЦИЛИНДРИЧЕСКОМ ФОРМУЮЩЕМ УСТРОЙСТВЕ | 2006 |
|
RU2390596C2 |
| US 3554866 A1, 12.01.1971 | |||
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ГОМОГЕНИЗИРОВАННОГО ТАБАЧНОГО ЛИСТА | 1970 |
|
SU430837A1 |
| ПРАКТИКУМ ПО ТЕХНОЛОГИИ БУМАГИ, Учебное пособие / А | |||
| В | |||
| Гурьев, Я | |||
| В | |||
| Казаков, В | |||
| И | |||
| Комаров, В | |||
| В | |||
| Хованский; Под ред | |||
| проф | |||
| В | |||
| И | |||
| Комарова | |||
| Архангельск, | |||

