Настоящее изобретение относится к устройству и способу литья для производства литого полотна из материала, содержащего алкалоиды.
В частности, материал, содержащий алкалоиды, представляет собой гомогенизированный табачный материал, предпочтительно используемый в генерирующем аэрозоль изделии, например таком, как сигарета или содержащий табак продукт «нагреваемого без сжигания» типа.
В настоящее время в производстве табачных продуктов, помимо табачных листьев, используют также гомогенизированный табачный материал. Этот гомогенизированный табачный материал обычно изготавливают из частей табачного растения, которые в меньшей степени пригодны для производства резаного табачного наполнителя, например таких, как табачные стебли или табачная пыль. Обычно табачная пыль образуется как побочный продукт во время обработки табачных листьев в процессе производства.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и литой лист (tobacco cast leaf, сокращенно TCL). Процесс формирования листов из гомогенизированного табачного материала обычно включает этап, на котором смешивают табачную пыль и связующее с образованием суспензии. Затем суспензию используют для создания табачного полотна, например, посредством литья вязкой суспензии на движущуюся металлическую ленту с получением так называемого литого листа. В качестве альтернативы, для получения восстановленного табака может использоваться низковязкая суспензия с высоким содержанием воды в процессе, схожем с изготовлением бумаги. Будучи приготовленными, гомогенизированные табачные полотна могут быть нарезаны способом, сходным с тем, который используется при резке цельнолистового табака, для получения резаного табачного наполнителя, пригодного для сигарет и других курительных изделий. Способ изготовления такого гомогенизированного табака раскрыт, например, в европейском патенте EP 0565360.
В «нагреваемом без сжигания» генерирующем аэрозоль изделии образующий аэрозоль субстрат нагревают до сравнительно низкой температуры с целью создания аэрозоля, но с предотвращением горения табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном материале, как правило, представляет собой исключительно табак или содержит в основном табак, присутствующий в гомогенизированном табачном материале такого «нагреваемого без сжигания» генерирующего аэрозоль изделия. Это означает, что аэрозольная композиция, которая генерируется таким «нагреваемым без сжигания» генерирующим аэрозоль изделием, по существу зависит лишь от гомогенизированного табачного материала. Следовательно, важно обеспечить надлежащее регулирование состава гомогенизированного табачного материала, например, для регулирования вкуса аэрозоля.
Вследствие вариативности физических свойств суспензии, например консистенции, вязкости, размера волокон, размера частиц, влажности или возраста суспензии, стандартные способы и оборудование для литья могут приводить к непреднамеренным изменениям при нанесении суспензии на опору во время литья полотен из гомогенизированного табака. Неоптимальные способы и оборудование для литья могут приводить к неоднородности и дефектам в литом полотне из гомогенизированного табака.
Неоднородность гомогенизированного табачного полотна может приводить к трудностям в последующей обработке гомогенизированного табачного полотна при производстве генерирующего аэрозоль изделия. Например, неоднородность может приводить к надрыву полотна или даже к разрыву полотна во время изготовления или дальнейшей обработки полотна. Это, в свою очередь, может приводить, например, к остановкам оборудования. В дополнение, неоднородное табачное полотно может приводить к нежелательному различию в доставке аэрозоля между генерирующими аэрозоль изделиями, которые произведены из одного и того же гомогенизированного табачного полотна.
Существует потребность в таких устройстве и способе литья для производства литого полотна из материала, содержащего алкалоиды, которые обеспечивали бы возможность преодоления или по меньшей мере частичного устранения вышеупомянутых проблем.
Настоящее изобретение относится к литьевому устройству для литья листа из материала, содержащего алкалоиды, содержащему: литьевой короб, выполненный с возможностью вмещения суспензии, подлежащей литью для формирования листа, и образующий внутренний объем; элемент подачи суспензии, образующий канал подачи, выполненный с возможностью подачи суспензии вдоль направления подачи во внутренний объем литьевого короба со входа, причем указанное направление подачи образует с горизонтальной плоскостью угол от приблизительно -45 градусов до приблизительно +45 градусов; подвижную опору; и литьевой элемент, выполненный с возможностью литья суспензии, находящейся в литьевом коробе, на указанную подвижную опору таким образом, чтобы формировать литой лист.
Настоящее изобретение также относится к литьевому устройству для литья листа материала, содержащего алкалоиды, содержащему: литьевой короб, выполненный с возможностью вмещения суспензии, подлежащей литью для формирования листа; элемент подачи суспензии, образующий канал подачи, выполненный с возможностью подачи суспензии вдоль направления подачи внутрь литьевого короба со входа, причем указанное направление подачи образует с горизонтальной плоскостью угол от приблизительно -45 градусов до приблизительно +45 градусов; подвижную опору; и литьевой элемент, выполненный с возможностью литья суспензии, находящейся в литьевом коробе, на указанную подвижную опору таким образом, чтобы формировать литой лист.
Подают суспензию вдоль направления подачи, которое является «горизонтальным», или вдоль направления подачи, образующего угол с горизонтальной плоскостью в диапазоне  45 градусов, вследствие чего горизонтальный компонент по-прежнему преобладает над вертикальным, что обеспечивает возможность улучшенного управления втеканием суспензии в литьевой короб, поскольку управление потоком осуществляется в большей степени за счет прикладываемого давления, чем за счет силы тяжести. Благодаря подающему каналу, который не является вертикальной, образование воздушных пузырьков внутри литейного короба уменьшается или сводится к минимуму; кроме того, пульпа, находящаяся в литейном коробе, не подвергается влиянию потенциальной энергии падающей суспензии, и она влечет за собой более однородный литой лист, благодаря состоянию постоянного давления внутри литейного короба.
45 градусов, вследствие чего горизонтальный компонент по-прежнему преобладает над вертикальным, что обеспечивает возможность улучшенного управления втеканием суспензии в литьевой короб, поскольку управление потоком осуществляется в большей степени за счет прикладываемого давления, чем за счет силы тяжести. Благодаря подающему каналу, который не является вертикальной, образование воздушных пузырьков внутри литейного короба уменьшается или сводится к минимуму; кроме того, пульпа, находящаяся в литейном коробе, не подвергается влиянию потенциальной энергии падающей суспензии, и она влечет за собой более однородный литой лист, благодаря состоянию постоянного давления внутри литейного короба.
В контексте данного документа термин «лист» обозначает плоский элемент, ширина и длина которого существенно превышают его толщину. Ширина листа предпочтительно составляет более чем приблизительно 10 миллиметров, более предпочтительно более чем приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно, ширина листа составляет от приблизительно 100 миллиметров до приблизительно 300 миллиметров. Непрерывный «лист» именуется в данном документе «полотном».
В контексте данного документа термин «литьевая лопатка» обозначает продольный элемент, который может иметь по существу постоянное сечение вдоль основных участков своей продольной протяженности. Он содержит по меньшей мере одну кромку, которая предназначена для вхождения в контакт с пастообразным, вязким или подобным жидкости веществом, таким как суспензия, для воздействия на которое предназначена указанная кромка,. Указанная кромка может иметь заостренную и ножеобразную форму. В качестве альтернативы, кромка может иметь прямоугольную или закругленную форму.
В контексте данного документа термин «подвижная опора» обозначает любое средство, содержащее поверхность и выполненное с возможностью перемещения в по меньшей мере одном продольном направлении. Подвижная опора может образовывать замкнутый контур, чтобы обеспечивать возможность непрерывной транспортировки в одном направлении. Тем не менее, подвижная опора также может перемещаться возвратно-поступательно. Подвижная опора может содержать конвейерную ленту. Подвижная опора может быть по существу плоской, и она может иметь структурированную или неструктурированную поверхность. Подвижная опора может не содержать отверстий в своей поверхности, или она может содержать лишь отверстия такого размера, чтобы они были непроницаемыми для наносимой на нее суспензии. Подвижная опора может содержать листообразную ленту, выполненную с возможностью перемещения и сгибания. Лента может быть выполнена из металлического материала, включая, но без ограничения, сталь, медь, сплавы железа и сплавы меди или каучуковый материал. Лента может быть изготовлена из теплостойкого материала, так что обеспечивается возможность ее нагрева для ускорения процесса сушки суспензии.
В контексте данного документа термин «суспензия» обозначает подобный жидкости, вязкий или пастообразный материал, который может содержать эмульсию другого подобного жидкости, вязкого или пастообразного материала и который может содержать определенное количество твердых частиц при условии что суспензия по-прежнему ведет себя как подобное жидкости, вязкое или пастообразное вещество.
«Содержащий алкалоиды материал» представляет собой материал, который содержит один или более алкалоидов. Алкалоиды могут включать никотин. Никотин может находиться, например, в табаке.
Алкалоиды представляют собой группу химических соединений природного происхождения, которые обычно содержат атомы азотистых оснований. Указанная группа также включает некоторые родственные соединения с нейтральными и даже слабокислыми свойствами. Некоторые синтетические соединения или схожие структуры также именуются алкалоидами. В дополнение к углероду, водороду и азоту, алкалоиды также могут содержать кислород, серу и, реже, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды вырабатываются многими организмами, в том числе бактериями, грибками, растениями и животными. Их можно получать путем очистки из неочищенных экстрактов указанных организмов посредством кислотно-основной экстракции. Примерами алкалоидов являются кофеин, никотин, теобромин, атропин и тубокурарин.
В контексте данного документа термин «гомогенизированный табачный материал» обозначает материал, образованный в результате агломерации табака в виде частиц и содержащий алкалоид никотин. Таким образом, материал, содержащий алкалоиды, может представлять собой гомогенизированный табачный материал.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и литой лист. Процесс формирования листов из гомогенизированного табачного материала обычно включает этап, на котором смешивают табачную пыль и связующее с образованием суспензии. Затем указанную суспензию используют для получения табачного полотна. Например, путем литья вязкой суспензии на движущуюся металлическую ленту получают так называемый литой лист. В качестве альтернативы, для получения восстановленного табака может использоваться низковязкая суспензия с высоким содержанием воды в процессе, схожем с изготовлением бумаги.
Лист из гомогенизированного табачного материала может также именоваться восстановленным листовым материалом, и он может быть сформирован с использованием табака в виде частиц (например, восстановленного табака) или смеси табака в виде частиц, увлажнителя и водного растворителя с образованием табачного состава. Затем эта табачная композиция может быть подвергнута литью, экструзии, раскатке или прессованию для формирования листового материала из указанной табачной композиции. Лист из табака может быть сформирован с использованием влажного процесса, в котором используют табак для изготовления бумагообразного материала, или процесса литья листов, в котором мелкодисперсные табачные частицы смешивают со связующим материалом и осуществляют литье на движущуюся ленту с получением листа.
Гомогенизированный табачный лист в целом содержит, в дополнение к табаку, связующее и вещество для образования аэрозоля, такое как гуар и глицерин.
В контексте данного документа термин «образующий аэрозоль материал» обозначает материал, который при нагреве способен выделять летучие соединения для генерирования аэрозоля. Табак вместе с другими соединениями, в частности лист из гомогенизированного табака, содержащий вещество для образования аэрозоля, может быть классифицирован как образующий аэрозоль материал. Образующий аэрозоль субстрат может содержать образующий аэрозоль материал или состоять из него. Гомогенизированный табачный лист может использоваться в качестве образующего аэрозоль материала.
Суспензия может содержать несколько различных компонентов или ингредиентов. Эти компоненты могут влиять на свойства литого полотна из материала, содержащего алкалоиды. Первый ингредиент представляет собой материал, содержащий алкалоиды, например, в форме порошка. Данный материал может представлять собой, например, табачную порошковую смесь, которая предпочтительно содержит основную часть табака, присутствующего в суспензии. Табачная порошковая смесь является источником основной части табака в гомогенизированном табачном материале и, следовательно, придает аромат конечному продукту, например аэрозолю, образующемуся в результате нагрева гомогенизированного табачного материала. В суспензию с целью повышения прочности при растяжении полотна из материала, содержащего алкалоиды, предпочтительно добавляют целлюлозную пульпу, содержащую целлюлозные волокна и действующую как упрочняющее вещество. Может быть добавлено связующее. Может быть добавлено вещество для образования аэрозоля. Связующее и вещество для образования аэрозоля предпочтительно добавляют с целью улучшения характеристик прочности при растяжении гомогенизированного листа и содействия образованию аэрозоля. Кроме того, с целью достижения определенной вязкости и влажности, оптимальных для литья полотна из материала, содержащего алкалоиды, в суспензию может быть добавлена вода.
Количество связующего, добавляемого в суспензию, может составлять от приблизительно 1 процента до приблизительно 5 процентов в пересчете на сухой вес суспензии. Более предпочтительно, оно составляет от приблизительно 2 процентов до приблизительно 4 процентов. Связующее, используемое в суспензии, может представлять собой любые камеди или пектины, описанные в данном документе. Связующее обеспечивает возможность того, чтобы табачный порошок оставался, по существу, распределенным по всему гомогенизированному табачному полотну. Хотя может применяться любое связующее, предпочтительные связующие представляют собой натуральные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтиловая и гидроксипропиловая камеди бобов рожкового дерева; альгинат; крахмалы, такие как модифицированные или дериватизованные крахмалы; целлюлозы, такие как метил-, этил-, этилгидроксиметил- и карбоксиметилцеллюлоза; тамариндовую камедь; декстран; пуллалон; конжаковую муку; ксантановую камедь и т.п. Особо предпочтительным связующим для использования в настоящем изобретении является гуар.
Целлюлозные волокна, вводимые в суспензию, обычно повышают прочность на разрыв полотна из табачного материала, действуя как упрочняющее вещество. Следовательно, добавление целлюлозных волокон обеспечивает возможность повышения упругости полотна из гомогенизированного табачного материала. Целлюлозные волокна для включения в суспензию с целью получения гомогенизированного табачного материала известны из уровня техники и включают, без ограничения: волокна древесины мягких пород; волокна древесины твердых пород; джутовые волокна; льняные волокна; табачные волокна и их комбинации. В дополнение к переработке в волокнистую массу, целлюлозные волокна могут быть подвергнуты другим надлежащим процессам обработки, таким как очистка, механическая переработка в волокнистую массу, химическая переработка в волокнистую массу, отбеливание, сульфатная переработка в волокнистую массу, и комбинации вышеперечисленного. Целлюлозные волокна могут содержать материалы из табачных стеблей, жилок или другие материалы из табачного растения. Предпочтительно, целлюлозные волокна, такие как древесные волокна, имеют низкое содержание лигнина. В качестве альтернативы вышеуказанным волокнам или вместе с ними могут использоваться растительные волокна, включая конопляные и бамбуковые. Длина целлюлозных волокон предпочтительно составляет от приблизительно 0,2 миллиметра до приблизительно 4 миллиметра. Предпочтительно, средняя длина на единицу веса целлюлозных волокон составляет от приблизительно 1 миллиметра до приблизительно 3 миллиметров. Кроме того, количество целлюлозных волокон составляет от приблизительно 1 процента до приблизительно 7 процентов в пересчете на сухой вес от общего веса суспензии (или гомогенизированного табачного листа).
Подходящие вещества для образования аэрозоля для включения в суспензию для получения гомогенизированного табачного материала известны из уровня техники и включают, без ограничения: одноатомные спирты, такие как ментол, многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерина; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Примерами предпочтительных веществ для образования аэрозоля являются глицерин и пропиленгликоль.
Содержание вещества для образования аэрозоля в суспензии может составлять более чем приблизительно 5 процентов в пересчете на сухой вес. Содержание вещества для образования аэрозоля в суспензии может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Более предпочтительно, содержание вещества для образования аэрозоля составляет от приблизительно 10 процентов до приблизительно 25 процентов в пересчете на сухой вес суспензии. Более предпочтительно содержание вещества для образования аэрозоля составляет от приблизительно 15 процентов до приблизительно 25 процентов в пересчете на сухой вес суспензии.
Связующее и целлюлозные волокна предпочтительно включены в весовом соотношении от приблизительно 1:7 до приблизительно 5:1. Более предпочтительно, связующее и целлюлозные волокна включены в весовом соотношении от приблизительно 1:1 до приблизительно 3:1.
Связующее и вещество для образования аэрозоля предпочтительно включены в весовом соотношении от приблизительно 1:30 до приблизительно 1:1. Более предпочтительно, связующее и вещество для образования аэрозоля включены в весовом соотношении от приблизительно 1:20 до приблизительно 1:4.
Предпочтительно, материал, содержащий алкалоиды, представляет собой табак. Связующее и табачные частицы предпочтительно включены в весовом соотношении от приблизительно 1:100 до приблизительно 1:10. Более предпочтительно, связующее и табачные частицы включены в весовом соотношении от приблизительно 1:50 до приблизительно 1:15, еще более предпочтительно от приблизительно 1:30 до 1:20.
Вещество для образования аэрозоля и табачные частицы предпочтительно включены в весовом соотношении от приблизительно 1:20 до приблизительно 1:1. Более предпочтительно, вещество для образования аэрозоля и табачные частицы включены в весовом соотношении составляющем от приблизительно 1:6 до приблизительно 1:2.
Вещество для образования аэрозоля и целлюлозные волокна предпочтительно включены в весовом соотношении от приблизительно 1:1 до приблизительно 30:1. Более предпочтительно, вещество для образования аэрозоля и целлюлозные волокна включены в весовом соотношении от приблизительно 5:1 до приблизительно 15:1.
Целлюлозные волокна и табачные частицы предпочтительно включены в весовом соотношении от приблизительно 1:100 до приблизительно 1:10. Более предпочтительно, целлюлозные волокна и табачные частицы предпочтительно включены в весовом соотношении от приблизительно 1:50 до приблизительно 1:20.
Устройство согласно настоящему изобретению содержит литьевой короб для вмещения суспензии и подвижную опору, на которую осуществляется литье суспензии с использованием литьевого элемента. Подвижная опора при своем перемещении задает направление литья.
Суспензия может достигать литьевого короба из другого места. Следовательно, литьевой короб может не быть местом, где изготавливается суспензия. Например, суспензия может изготавливаться в бункере или баке, откуда она перемещается в литьевой короб через надлежащий трубопровод. Предпочтительно, суспензию непрерывно подают в литьевой короб одновременно с литьем суспензии на подвижную опору с формированием непрерывного полотна из материала, содержащего алкалоиды. Таким образом, бункер и литьевой короб предпочтительно соединены по текучей среде с целью обеспечения возможности протекания суспензии от одного из них к другому.
Литьевой короб предпочтительно имеет коробчатую форму. Предпочтительно, литьевой короб содержит стенки. Более предпочтительно, указанные стенки, в свою очередь, содержат боковые стенки. Боковые стенки могут включать первую и вторую пары противоположных стенок, именуемые первой и второй боковыми стенками в первой паре и третьей и четвертой боковыми стенками во второй паре. Боковые стенки предпочтительно являются по существу вертикальными, или они имеют наклон относительно вертикальной плоскости. Первая и вторая боковые стенки и третья и четвертая боковые стенки соответственно обращены друг к другу. Предпочтительно, стенки литьевого короба также включают нижнюю стенку. Нижняя стенка может содержать отверстие. Предпочтительно, вся нижняя часть литьевого короба образует отверстие. В качестве альтернативы, нижняя стенка может быть полностью закрыта.
Литьевой короб может содержать закрытую верхнюю стенку или крышку, или верхняя стенка может содержать отверстие. В случае наличия крышки она может быть неподвижной или подвижной. В последнем случае она может быть выполнена с возможностью скольжения на боковых стенках литьевого короба.
Стенки литьевого короба образуют внутренний объем литьевого короба, то есть стенки ограничивают внутренний объем литьевого короба. Как упоминалось выше, литьевой короб может содержать отверстие, например, в нижней или верхней области, так что короб не является полностью закрытой емкостью. Указанное отверстие обеспечено для литья суспензии. Таким образом, внутренний объем литьевого короба находится в контакте с внешней средой. Вследствие наличия указанного отверстия, в качестве внутреннего объема литьевого короба рассматривается объем «теоретического» короба, в котором область, образованная указанным отверстием, закрыта. Следовательно, линия разграничения между внутренним объемом короба и внешней средой предпочтительно образована с учетом отверстия, закрытого стенкой. Указанное отверстие может быть выполнено в более чем одной стенке (например, могут иметь место угловые отверстия, выполненные в углах коробки). Кроме того, в литьевом коробе может присутствовать более чем одно отверстие. Внутренний объем рассматривается как объем внутри короба, образованный стенками, в которых все отверстия «виртуально закрыты» геометрическими продолжениями имеющихся стенок.
Литьевой элемент предпочтительно расположен перпендикулярно направлению литья. Предпочтительно, литьевой элемент образует продольную ось, которая предпочтительно расположена перпендикулярно направлению литья. Полотно материала формируется посредством литьевого элемента, который осуществляет литье суспензии, находящейся в литьевом коробе, на подвижную опору . Литьевой элемент может содержать литьевую лопатку или литьевой валик. В случае литьевой лопатки литьевой короб предпочтительно имеет отверстие в нижней части, и подвижная опора расположена частично под этим отверстием. Суспензия из литьевого короба входит в контакт с литьевой лопаткой. Кромка литьевой лопатки образует зазор с поверхностью подвижной опоры, и суспензия проходит через отверстие, образованное указанным зазором. Толщина отливаемого полотна материала может определяться, помимо всего прочего, расстоянием между кромкой литьевой лопатки, которая входит в контакт с суспензией, и поверхностью подвижной опоры, то есть шириной вышеуказанного образованного зазора. В случае литьевого валика литьевой короб предпочтительно имеет отверстие в верхней части, и обе из подвижной опоры и литьевого валика обращены к указанному отверстию и друг к другу. Вращение валика, который по меньшей мере частично погружен в суспензию, приводит к литью пленки суспензии на подвижную опору. Между литьевым валиком и подвижной опорой имеется зазор. Толщина отливаемого полотна материала может определяться, помимо всего прочего, расстоянием между наружной поверхностью литьевого валика и наружной поверхностью подвижной опоры, то есть шириной вышеуказанного образованного зазора.
Суспензия поступает в литьевой короб через элемент подачи суспензии, который образует канал подачи. Канал подачи предпочтительно имеет такую же ширину, что и литьевой короб, или несколько меньше, так что суспензия наносится или поступает по существу равномерно по всему размеру литьевого короба для минимизации локального повышения уровня суспензии. Канал подачи образует вход для суспензии в литьевом коробе, соответствующий выходу канала подачи, с которого выходит суспензия. Этот вход предпочтительно является удлиненным. Канал подачи может рассматриваться как трубопровод, имеющий удлиненное сечение, например овальное или прямоугольное. Поперечное сечение выполнено вдоль плоскости, по существу перпендикулярной направлению потока суспензии в канале подачи. Канал подачи может объединять в себе один или более трубопроводов, транспортирующих суспензию. Ширина сечения канала подачи предпочтительно равна ширине указанного входа.
Канал подачи подает суспензию вдоль направления подачи внутрь литьевого короба со входа. Суспензия поступает во внутренней объем литьевого короба вдоль направления подачи, сообщаемого каналом подачи. На указанном входе направление подачи суспензии образует с горизонтальной плоскостью угол от приблизительно -45 градусов до приблизительно +45 градусов. Таким образом канал подачи суспензии сообщает потоку суспензии на указанном входе такое направление, при котором он имеет больший компонент, параллельный горизонтальной плоскости. Направление подачи представляет собой направление, сообщаемое суспензии на указанном входе. Под термином «направлении подачи» подразумевается основное направление суспензии.
Канал подачи может быть соединен с боковой стенкой литьевого короба. В этом случае впускное отверстие для суспензии содержит отверстие, выполненное в литьевом коробе.
Данная конфигурация обеспечивает возможность улучшенного управления потоком суспензии по сравнению с подачей суспензии вдоль по существу вертикального направления. Это также обеспечивает возможность предотвращения образования зон разного давления внутри литьевого короба, которые могут быть ответственны за неравномерную толщину отливаемого листа.
Предпочтительно, элемент подачи суспензии содержит сужающийся концевой участок, соединенный с указанным входом.
Предпочтительно, литьевой короб содержит боковые стенки, содержащие отверстие, образующее указанный вход. Ввод суспензии от одной из боковых стенок, также именуемых периферийными стенками, вместо ввода сверху, обеспечивает возможность дополнительного улучшения однородности суспензии, поскольку это сводит к минимуму или ограничивает образование воздушных пузырьков внутри самой суспензии. Ввод дополнительной суспензии в литьевой короб через указанный вход предпочтительно осуществляется ниже заданного уровня суспензии в литьевом коробе. Предпочтительно, указанный заданный уровень суспензии в литьевом коробе поддерживают по существу постоянным на определенной высоте или в пределах определенного диапазона высоты. Таким образом обеспечивается преимущество, состоящее в том, что в процессе литья имеет место непрерывный поток новой суспензии, которая поступает в литьевой короб через надлежащий трубопровод. Если суспензия добавляется таким образом, что она падает в литьевой короб, то в суспензии, падающей через воздух, могут образовываться воздушные пузырьки, что может приводить к дефектам литого полотна. Благодаря расположению входа в боковой стенке ниже заданного уровня суспензии, образование воздушных пузырьков затрудняется.
Более предпочтительно, указанное отверстие проходит по меньшей мере на 50% ширины одной боковой стенки. «Длинное» отверстие обеспечивает возможность распределения суспензии по всей ширине литьевого короба, сводя таким образом к минимуму локальное повышение уровня суспензии. Равномерная подача улучшает однородность суспензии в литьевом коробе. Ширина литьевого короба определяется вдоль направления, по существу перпендикулярного направлению литья.
Предпочтительно, указанное отверстие проходит вдоль основного направления, по существу параллельного горизонтальной плоскости. Данная конфигурация может быть полезна для достижения однородного «плоского» уровня суспензии в литьевом коробе.
Предпочтительно, указанное основное направление по существу перпендикулярно направлению подачи. Более предпочтительно, указанное отверстие выполнено в боковой стенке напротив литьевого элемента. Предпочтительно, литьевой элемент расположен на боковой стенке. Указанное отверстие предпочтительно выполнено в той из боковых стенок литьевого короба, которая противоположна литьевому элементу. Боковые стенки литьевого короба предпочтительно являются по существу перпендикулярными направлению литья по меньшей мере на виде сверху.
Предпочтительно, направление подачи образует с горизонтальной плоскостью угол от приблизительно -15 градусов до приблизительно +15 градусов. Направление подачи является по существу горизонтальным.
Предпочтительно, литьевое устройство содержит ребра отклонения траектории, расположенные внутри канала подачи и выполненные с возможностью вхождения в контакт с суспензией внутри подающего канала, либо указанные ребра отклонения траектории выполнены с возможностью вхождения в контакт с суспензией и расположены внутри литьевого короба.
Литьевой короб может содержать множество ребер. Указанные ребра изменяют траекторию потока суспензии, протекающей из литьевого короба в направлении литьевой лопатки. Таким образом, указанные ребра отклоняют поток суспензии от по существу «линейной» траектории, то есть траектории, проходящей вдоль одного по существу прямолинейного направления, в целом определяемого силой тяжести, обеспечивая более сложную траекторию, поскольку суспензия должна протекать извилисто через различные поверхности, образованные указанными ребрами.
Без привлечения теории отметим, что поведение суспензии, по всей вероятности, характеризуется сдвиговым разжижением, то есть имеет место обратно пропорциональная зависимость между ее естественной вязкостью и приложенной деформацией сдвига. Таким образом, хорошее перемешивание суспензии внутри литьевого короба может быть полезно в процессе производства, в частности, для регулирования толщины литого листа. По этой причине в литьевой короб предпочтительно вставлены ребра, которые влияют на поток суспензии. Ребра, которые могут иметь форму, схожую с лопатками, предпочтительно действуют как массовые распределители, а также как статические перемешивающие элементы, поскольку суспензия во время своего протекания должна огибать указанные ребра, самостоятельно диспергируя и создавая нелинейные потоки. В результате суспензия совершает «сложное локальное перемещение» вокруг ребер, и в то же самое время она совершает общее глобальное перемещение, протекая и перемещаясь в результате перемещения подающей ленты в направлении литьевой лопатки.
Таким образом, насколько это возможно, предотвращается линейный поток также и в области, где суспензия проходит через тонкий зазор между литьевой лопаткой и подающей лентой. Согласно производственному опыту, продольные (относительно направления литья) линейные потоки суспензии, поступающей в литьевой короб и/или протекающей внутри литьевого короба, могут коррелировать с линейной поперечной неоднородностью литого листа материала, в частности, по его толщине, физическим характеристикам и визуальному внешнему виду.
Конкретная геометрическая форма, размер, количество и взаимная близость между ребрами способны определять их воздействие на поток суспензии. Эти параметры могут быть разработаны с помощью компьютерного моделирования с учетом конфигурации литьевого короба и характеристик суспензии.
Ребра имеют размер, который значительно меньше, чем два других, и представляет собой их толщину. Ребра представляют собой элементы, подобные лопаткам, которые расположены в литьевом коробе, где они могут воздействовать на поток суспензии. Каждое ребро образует две по существу противоположные основные поверхности и тонкую боковую поверхность, соединяющую две указанных.
Ребра могут выступать от одной из боковых стенок литьевого короба, например они могут быть закреплены на такой боковой стенке и проходить от внутренней поверхности указанной боковой стенки, находящейся в контакте с суспензией. Предпочтительно, основные поверхности каждого ребра по существу перпендикулярны боковой стенке литьевого короба.
В качестве альтернативы или дополнительно, ребра могут быть обращены к подвижной опоре. Ребра могут быть установлены таким образом, чтобы они были обращены своей боковой поверхностью к подвижной опоре или нижнему отверстию литьевого короба. С этой целью все ребра могут быть соединены вместе с помощью подходящих стержней или рамки, закрепленных на боковых стенках литьевого короба, или ребра могут быть прикреплены к крышке литьевого короба, также обращенной к указанному отверстию.
В случае наличия множества ребер все ребра могут быть соединены с помощью соединительного элемента, такого как стержень или рамка. Стержень или рамка могут также соединять ребра по группам. Каждая группа может иметь один соединительный элемент, отличный от других групп. Такое соединение полезно для одновременного извлечения сразу всех ребер с целью очистки или ремонта. Кроме того, оно полезно, поскольку обеспечивает возможность одновременного регулирования положения сразу всех ребер.
Ребра могут быть прикреплены непосредственно к стенкам литьевого короба. Ребра могут быть соединены с помощью рамки, и эта рамка может быть прикреплена к боковым стенкам, предпочтительно к противоположным боковым стенкам, а сами ребра могут не находиться в контакте со стенками литьевого короба.
Каждое из ребер может определять ось или направление. Ребра на виде сверху образуют по существу кривую. Эта кривая имеет первый и второй концы. Направление, определяемое ребрами и, следовательно, их ось, задается линией, соединяющей указанные первый и второй концы.
Предпочтительно, подгруппа ребер отклонения траектории включает ребра, оси которых параллельны друг другу. Предпочтительно, ребра образуют группы, в которых все ребра ориентированы в одном и том же направлении. Например, ребра отклонения траектории могут быть разделены на ряды, каждый из которых включает ребра, оси которых параллельны друг другу. Ряды ребер расположены один дальше другого по потоку в направления потока суспензии; например, при наличии первого и второго рядов ребер первый ряд ребер расположен дальше по потоку относительно второго ряда в направлении потока суспензии.
Ребра предпочтительно являются криволинейными, то есть они образуют вогнутый участок или выпуклый участок. Ребра могут иметь более чем одну вогнутость. Таким образом, на виде сверху ребра могут образовывать С-образную форму, S-образную форму или схожие с ними. Они также могут быть планарными. Упоминаемые возможные стандартные формы сечений лопаток/ребер являются обычно используемыми для подобных целей, а именно для создания требуемого «отклонение» или переориентации суспензии в каждом конкретном месте, с их последующим комбинированием. Что касается материалов, то ребра предпочтительно выполнены из металла, более предпочтительно из твердых металлических сплавов, таких как твердые сплавы на основе нержавеющей стали. В качестве альтернативы или дополнительно, ребра могут содержать упрочненные поверхности или другие материалы, которые обладают высокой стойкостью к истирающему действию суспензии, обусловленному высоким содержанием диоксида кремния табачных частиц и его известным истирающим действием на все типы материалов, включая металлы. «Твердый» материал или покрытие используют из-за износа, вызываемой пульпой и содержанием никотина в пульпе, которая является химически агрессивной к материалам в целом.
Наличие ребер на траектории потока обеспечивает возможность уменьшения различий в текучести и соответствующих физических характеристиках суспензии. Кроме того, «продольные темные полосы», которые могут появляться в литом листе при отсутствии ребер, могут отсутствовать при наличии ребер в литьевом коробе.
Предпочтительно, ребра отклонения траектории содержат множество криволинейных ребер. Предпочтительно, ребра являются не плоскими, а криволинейными. Таким образом, основные поверхности ребер предпочтительно представляют собой криволинейные поверхности. Кривизна может использоваться для изменения направления потока суспензии на множество других направлений, в зависимости от ориентации поверхности ребра, на которую попадает суспензия.
Предпочтительно, указанное множество криволинейных ребер расположены в виде по меньшей мере одного ряда криволинейных ребер. Предпочтительно, присутствует много ребер. Более предпочтительно, ребра расположены по всей ширине литьевого короба, которая по существу равна ширине литьевой лопатки, так что наличие ребер влияет на всю суспензию, которая перемещается в направлении литьевого элемента. Предпочтительно, ребра расположены смежно друг с другом, и между ними оставлены промежутки, так что обеспечивается возможность протекания суспензии через них, то есть суспензия имеет возможность протекания между двумя поверхностями смежных ребер. Таким образом, суспензия предпочтительно протекает через разные каналы, каждый из которых образован двумя поверхностями, одна из которых представляет собой поверхность одного ребра, а другая - поверхность смежного ребра.
Предпочтительно, каждое из криволинейных ребер имеет вогнутость, причем криволинейные ребра одного и того же ряда имеют одинаково ориентированные вогнутости. Выражение «одинаково ориентированные вогнутости» означает, что все ребра в ряду имеют вогнутости, расположенные с одной и той же стороны их оси. Ребра могут иметь более чем один изгиб. Ребра ряда ребер, которые предпочтительно расположены по всей ширине литьевого короба, предпочтительно имеют изгибы, все из которых ориентированы в одном и том же направлении.
Предпочтительно, криволинейные ребра двух смежных рядов имеют вогнутости, ориентированные в противоположных направлениях. Перемещение, сообщаемое потоку посредством ребер, является «как можно более сложным», так что он отклоняется от линейности и обеспечивается улучшенное перемешивание.
Те же самые ребра, описанные выше, могут быть установлены внутри канала подачи.
Литьевой короб может содержать множество ребер, расположенных в канале подачи. Ребра изменяют траекторию потока суспензии, протекающей внутрь канала подачи. Таким образом, указанные ребра отклоняют суспензию от по существу «линейной» траектории, то есть траектории, проходящей вдоль одного по существу прямолинейного направления, обеспечивая более сложную траекторию, поскольку суспензия должна протекать извилисто через различные поверхности, образованные указанными ребрами. Таким образом, в случае поступления суспензии в канал подачи из разных трубопроводов ребра обеспечивают возможность перемешивания и слияния разных входящих потоков в один более однородный поток.
Участок канала подачи, содержащий ребра отклонения траектории, может быть отсоединен и снят с элемента подачи суспензии, и, более предпочтительно, вновь прикреплен, например, после очистки или ремонта.
Ребра имеют размер, который значительно меньше, чем два других, и представляет собой их толщину. Ребра представляют собой элементы, подобные лопаткам, которые расположены в канале подачи, где они могут воздействовать на поток суспензии. Каждое ребро образует две по существу противоположные основные поверхности и тонкую боковую поверхность, соединяющую две указанных.
Ребра могут выступать от одной из стенок канала подачи, например они могут быть закреплены на такой стенке и проходить от внутренней поверхности указанной стенки, находящейся в контакте с суспензией. Предпочтительно, основные поверхности каждого ребра по существу перпендикулярны стенке канала подачи. Ребра могут иметь высоту, равную высоте канала, так что ребра могут контактировать с двумя противоположными стенками канала.
В случае наличия множества ребер все ребра могут быть соединены с помощью соединительного элемента, такого как стержень или рамка. Стержень или рамка могут также соединять ребра по группам. Каждая группа может иметь один соединительный элемент, отличный от других групп. Указанное соединение полезно для одновременного извлечения сразу всех ребер с целью очистки или ремонта. Кроме того, оно полезно, поскольку обеспечивает возможность одновременного регулирования положения сразу всех ребер.
Ребра могут быть прикреплены непосредственно к стенкам каналов. Ребра могут быть соединены с помощью стержня или рамки, причем указанные стержень или рамка могут быть прикреплены к стенкам, и сами ребра могут не находиться в контакте со стенками канала.
Каждое из ребер может определять ось или направление. Ребра на виде сверху образуют по существу кривую. Эта кривая имеет первый и второй концы. Направление, определяемое ребрами, и, следовательно, их ось, задается линией, соединяющей их первый и второй концы.
Предпочтительно, подгруппа ребер отклонения траектории включает ребра, оси которых параллельны друг другу. Предпочтительно, ребра образуют группы, в которых все ребра ориентированы в одном и том же направлении. Например, ребра отклонения траектории могут быть разделены на ряды, каждый из которых включает ребра, оси которых параллельны друг другу. Ряды ребер расположены один дальше другого по потоку в направления потока суспензии; например, при наличии первого и второго рядов ребер первый ряд ребер расположен дальше по потоку относительно второго ряда в направлении потока суспензии.
Предпочтительно, литьевое устройство содержит первый регулировочный элемент, выполненный с возможностью поворота ребер отклонения траектории вокруг оси. Как упомянуто выше, на виде сверху ребра образуют ось. Ориентация этой оси может быть изменена. Предпочтительно, при наличии множества ребер первый регулировочный элемент может изменять ориентацию осей сразу всех ребер одновременно. Предпочтительно, ориентация осей ребер является одинаковой для всех ребер указанного множества.
Предпочтительно, литьевое устройство содержит второй регулировочный элемент, выполненный с возможностью скольжения вдоль ребер отклонения траектории. Поскольку ориентация осей ребер может быть изменена, предпочтительно также может быть изменено их положение вдоль оси. Для этого предусмотрен второй регулировочный элемент, который может смещать ребра, например перемещать их вдоль заданной оси, такой как вертикальная или горизонтальная ось. Предпочтительно в случае соединенных ребер второй регулировочный элемент изменяет положение сразу всех ребер одновременно.
Согласно другому аспекту, настоящее изобретение относится к способу литья листа материала, содержащего алкалоиды, который включает обеспечение литейного короба; предоставление литейного элемента, соединенного с литейным коробом; предоставление подвижной опоры, обращенной к литейному элементу; и введение пульпы в литейный короб; и литье пульпы на подвижной основе посредством литьевого элемента; вводят суспензию в литьевой короб через вход вдоль направления подачи, образующего с горизонтальной плоскостью угол от приблизительно -45 градусов до приблизительно +45 градусов; и осуществляют литье суспензии на подвижную опору посредством указанного литьевого элемента.
Преимущества способа уже были описаны при описании устройства и не будут описываться повторно.
Предпочтительно, ввод суспензии в литьевой короб включает ввод суспензии до уровня, лежащего выше указанного входа. Суспензию вводят в литьевой короб предпочтительно до тех пор, пока не будет достигнут заданный уровень. Предпочтительно, этот заданный уровень поддерживают в пределах выбранного диапазона значений уровня. Суспензию непрерывно удаляют из литьевого короба для литья листа из материала, содержащего алкалоиды, с целью поддержания уровня суспензии в пределах выбранного диапазона, причем требуется добавление суспензии в литьевой короб. Предпочтительно, это добавление имеет место ниже уровня суспензии, то есть вход дополнительной суспензии расположен на высоте, которая ниже, чем высота, определяемая уровнем суспензии в литьевом коробе. Ввод суспензии ниже уровня суспензии обеспечивает возможность уменьшения количества воздушных пузырьков в суспензии.
Предпочтительно, ввод суспензии в литьевой короб включает обеспечение элемента подачи суспензии, образующего канал подачи, соединенный со входом. Канал подачи может содержать трубопровод для перемещения суспензии в литьевой короб. Предпочтительно этот подающий канал может быть выполнен с возможностью извлечения из остальной части элемента подачи.
Предпочтительно, способ включает этап, на котором подают суспензию под давлением в канал подачи.
Предпочтительно, давление внутри литьевого короба поддерживается в диапазоне от приблизительно 1 бар до приблизительно 10 бар, более предпочтительно от приблизительно 1 бар до приблизительно 5 бар, еще более предпочтительно от приблизительно 1 бар до приблизительно 3 бар.
Предпочтительно, давление подачи суспензии поддерживается в диапазоне от приблизительно 1 бар до приблизительно 10 бар, более предпочтительно от приблизительно 1 бар до приблизительно 5 бар, еще более предпочтительно от приблизительно 1 бар до приблизительно 3 бар.
Предпочтительно, способ включает этап, на котором обеспечивают литьевой короб с боковыми стенками и оснащают одну из боковых стенок отверстием, образующим указанный вход.
Предпочтительно, литой лист из материала, содержащего алкалоиды, содержит гомогенизированный табачный лист.
Предпочтительно, настоящее изобретение относится также к литьевому устройству для литья листа материала, содержащему: литьевой короб, выполненный с возможностью вмещения суспензии, подлежащей литью для формирования листа, причем указанный литьевой короб образует внутренний объем; элемент подачи суспензии, образующий канал подачи, выполненный с возможностью подачи суспензии вдоль направления подачи во внутренний объем литьевого короба со входа, причем направление подачи образует с горизонтальной плоскостью угол от приблизительно -45 градусов до приблизительно +45 градусов; подвижную опору; и литьевой элемент, выполненный с возможностью литья суспензии, находящейся в литьевом коробе, на подвижную опору таким образом, чтобы формировать литой лист.
Предпочтительно, настоящее изобретение относится также к способу литья листа материала, включающему этапы, на которых: обеспечивают литьевой короб, образующий внутренний объем; обеспечивают литьевой элемент, соединенный с литьевым коробом; обеспечивают подвижную опору, обращенную к литьевому элементу; вводят суспензию в литьевой короб через вход вдоль направления подачи, образующего с горизонтальной плоскостью угол от приблизительно -45 градусов до приблизительно +45 градусов; и осуществляют литье суспензии на подвижную опору посредством указанного литьевого элемента.
Другие преимущества настоящего изобретения станут понятны из его подробного описания с неограничивающей ссылкой на сопроводительные чертежи, на которых:
на Фиг. 1 показан схематический вид сбоку в сечении устройства для производства полотна из материала, содержащего алкалоиды;
на Фиг. 2 показан схематический вид сбоку в сечении второго варианта осуществления устройства для производства полотна из материала, содержащего алкалоиды;
на Фиг. 3 показан схематический вид сбоку в сечении третьего варианта осуществления устройства для производства полотна из материала, содержащего алкалоиды; и
на Фиг. 4 показан схематический вид сбоку в сечении четвертого варианта осуществления устройства для производства полотна материала, содержащего алкалоиды.
На Фиг. 1 показан первый вариант осуществления устройства 100 для производства полотна 50 из гомогенизированного табачного материала согласно настоящему изобретению.
Устройство 100 содержит литьевой короб 10, содержащий суспензию 18, и подвижную опору 2, причем литьевой элемент 1 осуществляет литье суспензии 18, находящейся в литьевом коробе 10, на подвижную опору 2 таким образом, чтобы формировать литой лист 50 из гомогенизированного табачного материала.
В данном варианте осуществления литьевой элемент 1 содержит литьевой валик 30, связанный с литьевым коробом 10.
Литьевой короб 10 содержит боковые стенки, включая первую и вторую противоположные стенки 3, 4. Литьевой короб 10 в целом обычно образован четырьмя боковыми стенками, т.е. первой и второй противоположными стенками 3, 4 и третьей и четвертой противоположными стенками (не показаны на фигурах), которые соединяют первую и вторую противоположные стенки 3, 4.
Кроме того, литьевой короб 10 содержит нижнюю стенку 15. Он также содержит отверстие 16, в данном случае совпадающее с верхней стороной литьевого короба и участком стенки 4. Отверстие 16 расположено вблизи подвижной опоры 2.
Подвижная опора 2 содержит непрерывную ленту из нержавеющей стали, содержащую барабанный узел. Предпочтительно, стальная лента надета вокруг пары противоположных барабанов 21, 22. Литье суспензии осуществляют на стальную ленту на барабане 21 через литьевой валик 30.
Литая суспензия, т. е. литой лист 50, приводится в движение с помощью стальной ленты 2 вдоль направления литья, указанного стрелкой 24 на Фиг. 1, и поступает в нагревательный блок (не показан на фигурах), где она подвергается постепенному нагреву и однородной сушке.
Поступающую суспензию 18 вводят в литьевой короб 1 со входа 90, соединенного с боковой стенкой 4 литьевого короба 10, и эта поступающая суспензия 18 размещается вблизи дна литьевого короба 10.
Суспензия 18 из буферных баков (не показаны на чертежах) перемещается в литьевой короб 10 обычно посредством насоса (не показан на чертежах). Предпочтительно, насос содержит регулятор расхода (не показан на чертежах) для регулирования количества суспензии 18, вводимой в литьевой короб 10. Насос предпочтительно выполнен с возможностью обеспечения поддержания минимально необходимых промежутков времени для перемещения суспензии.
Количество суспензии 18 в литьевом коробе 1 имеет заданный уровень, который предпочтительно остается по существу постоянным или в пределах заданного диапазона. С целью поддержания количества суспензии 18 по существу на постоянном уровне, указанный насос регулирует расход суспензии 18, поступающей в литьевой короб 10. Указанный заданный уровень суспензии показан на Фиг. 1 пунктирной линией 39.
Литьевой валик 30 связан с литьевым коробом 10 с целью литья суспензии. Литьевой валик 30 имеет основной размер, который представляет собой его продольную ширину. Литьевой валик имеет первую ось 31 вращения (обозначенную крестиком на Фиг. 1), которая расположена вдоль его продольного направления.
Литьевой валик 30 прикреплен с возможностью вращения к литьевому коробу 10, предпочтительно прикреплен своими концами к двум противоположным боковым стенкам литьевого короба. Кроме того, литьевой валик 30 частично выступает из отверстия 16 и обращен к подвижной опоре 2.
Между литьевым валиком 30 и стальной лентой 2 образован зазор, размеры которого определяют, помимо всего прочего, толщину отливаемого полотна 50 из гомогенизированного табачного материала. Литьевой валик 30 и лента 2 обращены друг к другу, и лента частично расположена над литьевым валиком 30. Барабан 21, перемещающий ленту 2, предпочтительно вращается в том же направлении, что и литьевой валик 30 (см. направления, показанные стрелками 25 и 24).
Литьевой короб 10 согласно настоящему изобретению содержит также второй валик, представляющий собой валик 20 переноса. Валик 20 переноса предпочтительно имеет диаметр, больший диаметра литьевого валика 30. Предпочтительно, валик переноса является цилиндрическим и имеет вторую ось 32 вращения (обозначена крестиком на Фиг. 1), параллельную первой оси 31 вращения. Валик 20 переноса прикреплен с возможностью вращения к литьевому коробу 10, предпочтительно прикреплен своими концами к двум противоположным боковым стенкам. Кроме того, валик 20 переноса целиком расположен внутри литьевого короба 1 и по меньшей мере частично погружен в суспензию 18. Направление вращения валика 2 переноса противоположно направлению 25 или 24 вращения литьевого валика 30 и барабана 2.
Между литьевым валиком 30 и валиком 20 переноса образован зазор.
Устройство 100 также содержит элемент 5 подачи суспензии, который образует канал 14 подачи (показанный стрелкой на Фиг. 1). Канал 14 подачи заканчивается входом 90, который представляет собой отверстие в боковой стенке 4. Вход 90 имеет такую же ширину, что и литьевой короб, или несколько меньшую. Этот вход 90 предпочтительно является удлиненным. Канал 14 является по существу горизонтальным, то есть он имеет ось, которая является горизонтальной, и сообщает суспензии направление подачи вдоль по существу горизонтальной оси 40 при поступлении в литьевой короб 10 через вход 90.
На Фиг. 2 показан второй вариант осуществления литьевого устройства 101. Литьевое устройство 101 содержит литьевой короб 10, содержащий суспензию, подвижную опору 2 и литьевую лопатку 11 в качестве литьевого элемента 1, которая осуществляет литье суспензии 18, находящейся в литьевом коробе 10, на подвижную опору 2 таким образом, чтобы формировать литой лист 50 из гомогенизированного табачного материала.
Суспензия 18 доставляется в литьевой короб, как описано выше, из бункера или бака.
Литьевой короб 10 содержит боковые стенки, включая первую и вторую противоположные стенки 3, 4. Литьевая лопатка 11 связана с литьевым коробом 10 на второй стенке 4. Литьевой короб 10 в целом образован четырьмя боковыми стенками, т.е. первой и второй противоположными стенками 3, 4 и третьей и четвертой противоположными стенками (не показаны на фигурах), которые соединяют первую и вторую противоположные стенки 3, 4.
Подвижная опора 2 содержит, например, непрерывную ленту из нержавеющей стали, содержащую барабанный узел. Барабанный узел содержит основной барабан 21, расположенный ниже литьевого короба 10 и перемещающий подвижную опору 2. Предпочтительно, литьевой короб 10 установлен на верхней стороне основного барабана 21.
Осуществляют литье суспензии на стальную ленту на барабане 21 посредством литьевой лопатки 11, которая формирует непрерывный лист из гомогенизированного табачного материала. С целью достижения суспензией литьевой лопатки и, таким образом, подвижной опоры, литьевой короб 10 имеет проем или отверстие 17 в области его дна, проходящее вдоль ширины литьевого короба 10. Отверстие 17 расположено поверх барабана 21 вблизи него.
Верхняя часть литьевого короба 10 в данном варианте осуществления открыта.
Перемещение стальной ленты 2 приводит к перемещению суспензии 18 в направлении литьевой лопатки 11, например в направлении второй стенки 4. Литьевая лопатка 11 осуществляет литье части суспензии 18 на стальную ленту 2, в то время как оставшаяся основная часть суспензии 18 поворачивает обратно и происходит ее рециркуляция внутри литьевого короба 10. Стальная лента 2 перемещается вдоль направления литья (см. стрелку 24 на фигурах).
Литьевая лопатка 11 связан с литьевым коробом 10 с целью литья суспензии. Литьевая лопатка 11 имеет основной размер, который представляет ее продольную ширину. Литьевая лопатка является, например, по существу прямоугольной. Литьевая лопатка предпочтительно перпендикулярна направлению литья, то есть ее продольная ширина предпочтительно перпендикулярна направлению литья.
Литьевая лопатка 11 прикреплена к литьевому коробу 10 предпочтительно посредством регулируемой панели 8, приводимой с помощью привода 9, что обеспечивает возможность точного регулирования положения литьевой лопатки 11, в частности расстояния между нею и подвижной опорой 2.
Между литьевой лопаткой 11 и подвижной опорой 2 образован зазор, размеры которого определяют, помимо всего прочего, толщину отливаемого полотна из гомогенизированного табачного материала.
Устройство 101 также содержит элемент 5 подачи суспензии, который образует канал 14 подачи. Канал 14 подачи заканчивается входом 90, который представляет собой отверстие в боковой стенке 3. Вход 90 имеет такую же ширину, что и литьевой короб, или несколько меньшую. Этот вход 90 предпочтительно является удлиненным. Канал 14 является по существу горизонтальным, сообщая суспензии направление ввода или направление подачи вдоль по существу горизонтальной оси 40.
Кроме того, литьевой короб 10 содержит множество ребер. Ребра расположены в виде двух по существу параллельных первого и второго рядов. Возможно любое количество рядов. Ребра первого ряда обозначены номером 12, и ребра второго ряда обозначены номером 13. Все ребра первого ряда и все ребра второго ряда соединены друг с другом с помощью соответствующих продольных стержней (не показаны). Количество ребер в каждом ряду является таким, что перекрывается вся ширина литьевого короба, которая по существу предпочтительно равна ширине литьевой лопатки 1.
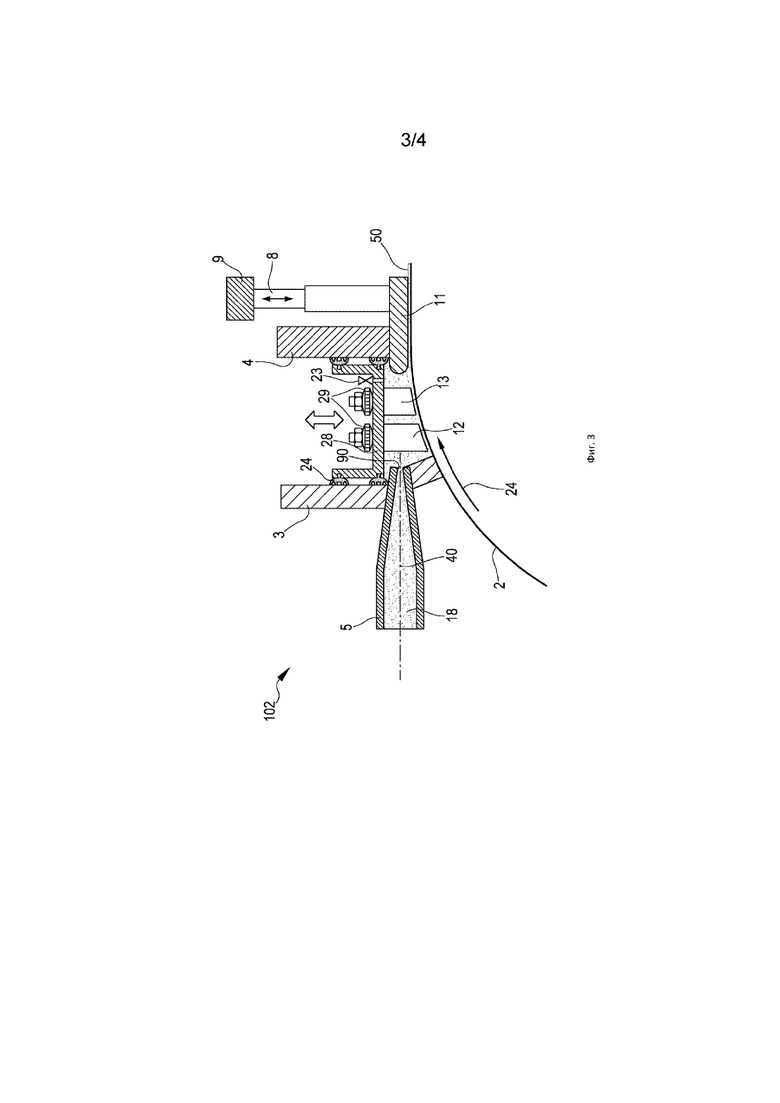
Далее со ссылкой на Фиг. 3 раскрыт третий вариант осуществления устройства 102. Устройство 102 в данном варианте осуществления сходно с тем, которое имеет вариант осуществления устройства 101, но оно также содержит крышку 28. Крышка 28 может быть неподвижной, или она может скользить на боковых стенках 3, 4. Крышка 28 образует противоположные поверхности, именуемые внутренней и наружной. Внутренняя поверхность обращена к суспензии, в то время как наружная поверхность находится с противоположной от нее стороны. Крышка 28 может находиться в контакте с суспензией. Стенки и крышка литьевого короба 10 образуют герметизированную емкость под давлением. С целью обеспечения возможности изменения значения давления внутри такой герметизированной емкости под давлением, на наружной поверхности крышки 28 расположен клапан (или более чем один клапан) 23. Максимальное значение допустимого давления на клапане 23 может быть изменено.
Кроме того, первый и второй ряды 12, 13 ребер проходят от внутренней поверхности крышки в направлении суспензии 2. Указанные два ряда ребер предпочтительно прикреплены к крышке. На противоположной стороне крышки, т. е. на наружной поверхности, расположены регулировочные устройства, оба из которых обозначены номером 29 и которые доступны пользователю и могут использоваться для поворота ребер 12, 13. Регулировочные устройства 29 могут включать кнопки.
Суспензию 18 вводят в литьевой короб посредством элемента 5 подачи суспензии, выполненного таким же образом, что и в варианте осуществления по Фиг. 2.
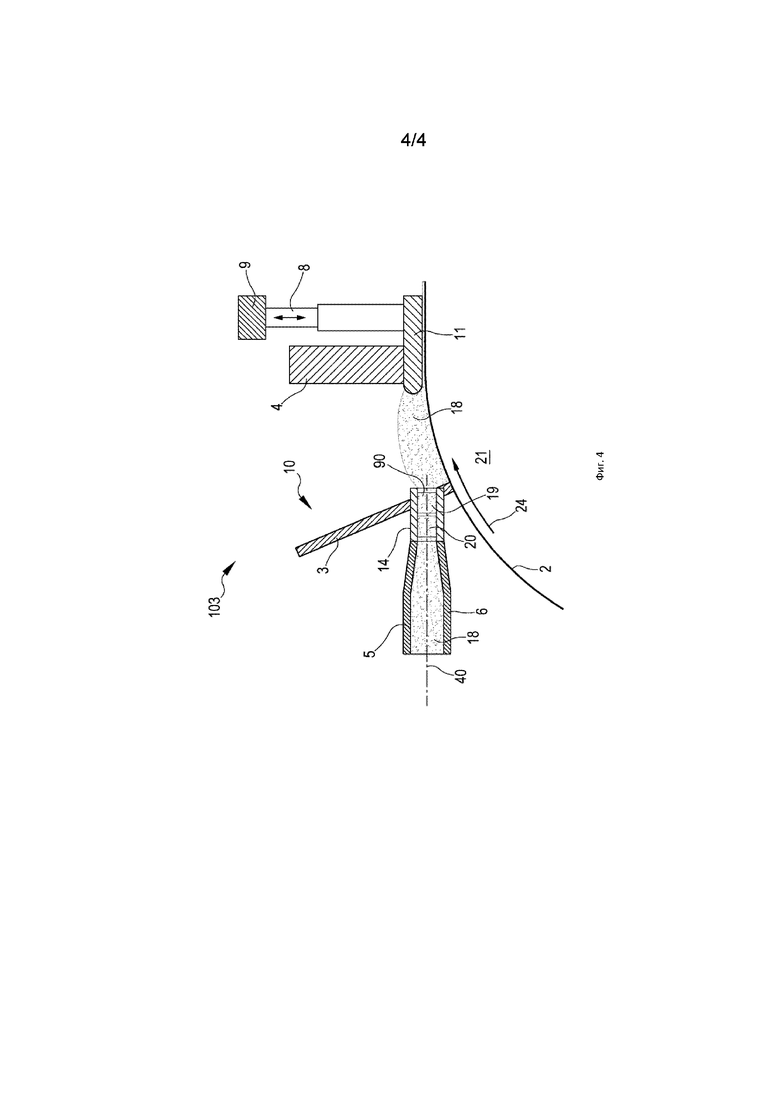
На Фиг. 4 раскрыт четвертый вариант осуществления литьевого устройства 103. Литьевое устройство 103 схоже с литьевым устройством 102, за исключением положения ребер.
В данном варианте осуществления элемент 5 подачи текучей среды содержит канал 14, который образует вход 90. Вход 90 представляет собой по существу отверстие, выполненное в боковой стенке 3 литьевого короба 10. Предпочтительно, канал 14 расположен по существу горизонтально, то есть он имеет горизонтальную ось, так что в отверстии, образованном указанным каналом в боковой стенке, т.е. на входе 90, направление потока 40 суспензии является по существу горизонтальным.
Кроме того, литьевой короб 10 содержит множество ребер, расположенных в канале 14. Ребра расположены в виде двух по существу параллельных первого и второго рядов. Возможно любое количество рядов. Ребра первого ряда обозначены номером 19, и ребра второго ряда обозначены номером 20. Высота ребер по существу схожа с меньшим размером сечения канала 5.
Первый и второй регулировочные элементы, не показанные на чертежах, могут воздействовать на ребра с целью изменения их положения. Первый регулировочный элемент может поворачивать ребра вокруг оси таким образом, чтобы изменять их ориентацию, в то время как второй регулировочный элемент может изменять их точное положение вдоль канала 14, располагая их на меньшем или на большем удалении от входа 90.
Элемент 5 подачи суспензии содержит также сужающийся участок 6, расположенный раньше по потоку относительно ребер 19, 20 в направлении потока суспензии 18 в канале 14. Ребра расположены дальше по потоку относительно указанного сужающегося участка в направлении потока суспензии.
Литьевое устройство 100-103 функционирует следующим образом. Суспензию 18, предпочтительно полученную путем смешения и комбинирования табачного порошка и других ингредиентов, перемещают из буферного бака (не показан) с помощью, например, встроенных в производственную линию мешалок (также не показаны) к литьевому устройству 100-103, частности внутрь литьевого короба 10.
Суспензию 18 подают, например, посредством горизонтального канала 14, имеющего вход 90 и находящегося с задней или расположенной раньше по потоку стороны литьевого короба 10 (в боковой стенке 3 литьевого короба 10), и литьевой элемент 1 находится с передней или расположенной дальше по потоку стороны литьевого короба 10 вблизи боковой стенки 4.
Дополнительно отслеживают уровень 39 суспензии в литьевом коробе 10, а также влажность суспензии внутри литьевого короба 10 и плотности суспензии 18 с помощью надлежащих датчиков.
Осуществляют литье суспензии 18 на подвижную опору 2 с помощью литьевого элемента 1 с формированием литого листа 50. Осуществляют литье с помощью литьевого элемента 1, образующего с подвижной опорой 2 зазор, который также может регулироваться с обратной связью.
Толщину и граммаж полотна 50 из гомогенизированного табачного материала, контролируемые с помощью изотопного датчика толщины сразу же после литья, непрерывно отслеживают и регулируют с обратной связью с помощью устройства для измерения параметров суспензии. В случае наличия ребер также имеет место перемешивание суспензии в канале 14 или в литьевом коробе 10.
Далее литое полотно 50 подвергают этапу сушки посредством сушильного устройства (не показано на чертежах). Сушильное устройство содержит множество отдельных зон сушки. Каждая зона сушки предпочтительно имеет средства парового нагрева, расположенные с нижней стороны опоры, и средства подачи нагретого воздуха, расположенные над подвижной опорой 2, а также, предпочтительно, регулируемые средства управления выпуском воздуха. Внутри сушильного устройства полотно из гомогенизированного табака сушат до требуемой конечной влажности на опоре 2.
Этап сушки предпочтительно включает однородную и постепенную сушку литого листа в сушилке с бесконечной лентой из нержавеющей стали и раздельно регулируемыми зонами. Во время сушки предпочтительно осуществляют этап отслеживания температуры литого полотна в каждой зоне сушки для обеспечения плавного профиля сушки в каждой зоне сушки. Литое полотно сушат до требуемой конечной влажности на стальной ленте 2, причем осуществляют нагрев посредством парового котла снизу и воздушную сушку сверху. Каждая зона сушки оснащена средствами регулирования расхода и давления пара, причем температура воздуха и расход воздуха являются полностью регулируемыми для обеспечения требуемого профиля сушки и соблюдения продолжительности обработки продукта.


Настоящее изобретение относится к литьевому устройству (100) для литья листа (50) из материала. Литьевое устройство (100) содержит: литьевой короб (10), выполненный с возможностью вмещения суспензии (18), подлежащей литью для формирования листа, и образующий внутренний объем; элемент (5) подачи суспензии, образующий канал (15) подачи, выполненный с возможностью подачи суспензии вдоль направления подачи во внутренний объем литьевого короба со входа (90). Причем направление подачи образует с горизонтальной плоскостью угол от -45 градусов до +45 градусов. Литьевое устройство (100) также содержит подвижную опору (2) и литьевой элемент (1), выполненный с возможностью литья суспензии, находящейся в литьевом коробе, на подвижную опору таким образом, чтобы формировать литой лист. Настоящее изобретение также относится к способу литья листа из материала, содержащего алкалоиды. Изобретение позволяет получить однородный лист материала, содержащего алкалоиды. 2 н. и 13 з.п. ф-лы, 4 ил. 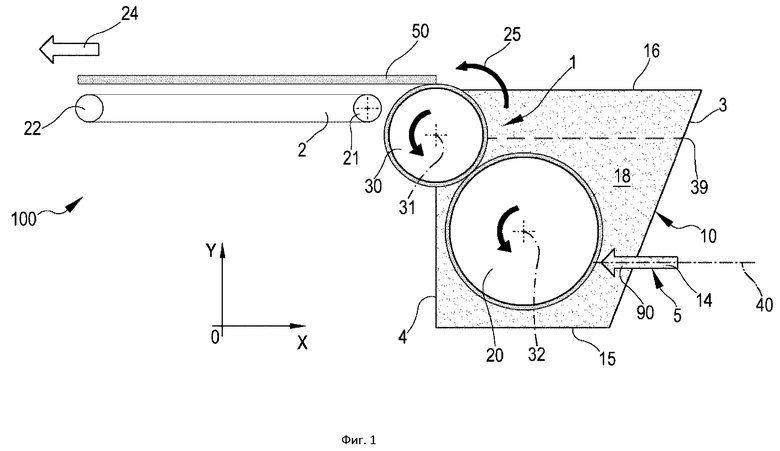
1. Литьевое устройство для литья листа из материала, содержащего алкалоиды, содержащее:
литьевой короб, выполненный с возможностью вмещения суспензии, подлежащей литью для формирования листа;
элемент подачи суспензии, образующий канал подачи, выполненный с возможностью подачи суспензии вдоль направления подачи внутрь литьевого короба со входа, причем направление подачи образует с горизонтальной плоскостью угол от -45 градусов до +45 градусов;
подвижную опору; и
литьевой элемент, выполненный с возможностью литья суспензии, находящейся в литьевом коробе, на подвижную опору таким образом, чтобы формировать литой лист.
2. Литьевое устройство по п. 1, в котором элемент подачи суспензии содержит сужающийся концевой участок, соединенный с указанным входом.
3. Литьевое устройство по п. 1 или 2, в котором литьевой короб содержит боковые стенки, содержащие отверстие, образующее указанный вход.
4. Литьевое устройство по п. 3, в котором отверстие проходит по меньшей мере на 50% ширины одной боковой стенки.
5. Литьевое устройство по п. 3 или 4, в котором отверстие проходит вдоль основного направления, параллельного горизонтальной плоскости.
6. Литьевое устройство по п. 5, в котором основное направление перпендикулярно направлению подачи.
7. Литьевое устройство по любому из пп. 3-6, в котором отверстие выполнено в боковой стенке напротив литьевого элемента.
8. Литьевое устройство по любому из предыдущих пунктов, в котором направление подачи образует с горизонтальной плоскостью угол от -15 градусов до +15 градусов.
9. Литьевое устройство по одному или более предыдущих пунктов, содержащее:
ребра отклонения траектории, расположенные внутри канала подачи и выполненные с возможностью вхождения в контакт с суспензией внутри канала подачи; или
ребра отклонения траектории, выполненные с возможностью вхождения в контакт с суспензией и размещенные внутри литьевого короба.
10. Способ литья листа материала, содержащего алкалоиды, включающий этапы, на которых:
обеспечивают литьевой короб;
обеспечивают литьевой элемент, соединенный с литьевым коробом;
обеспечивают подвижную опору, обращенную к литьевому элементу;
подают суспензию в литьевой короб через вход вдоль направления подачи, образующего с горизонтальной плоскостью угол от -45 градусов до +45 градусов; и
осуществляют литье суспензии на подвижную опору посредством литьевого элемента.
11. Способ по п. 10, согласно которому этап ввода суспензии в литьевой короб включает ввод суспензии до уровня, лежащего выше указанного входа.
12. Способ по п. 10 или 11, согласно которому этап ввода суспензии в литьевой короб включает обеспечение элемента подачи суспензии, образующего канал подачи, соединенный с указанным входом.
13. Способ по п. 12, включающий этап, на котором подают суспензию под давлением в канал подачи.
14. Способ по одному или более из пп. 10-13, включающий этап, на котором обеспечивают литьевой короб с боковыми стенками и оснащают одну из указанных боковых стенок отверстием, образующим указанный вход.
15. Способ по любому из пп.10-14, согласно которому литой лист из материала, содержащего алкалоиды, включает гомогенизированный табачный лист.
| Механизм смыкания плит многоэтажного пресса | 1982 |
|
SU1013303A1 |
| WO 2016096750 A1, 23.06.2016 | |||
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СИГАРЕТ (ВАРИАНТЫ) | 1993 |
|
RU2109468C1 |
| СПОСОБ ПРОИЗВОДСТВА ВОССТАНОВЛЕННОГО ТАБАЧНОГО ЛИСТА И ТАБАЧНЫЙ ПРОДУКТ | 1993 |
|
RU2119761C1 |

