Настоящее изобретение относится к способу складывания листа материала в стержень для изделия, генерирующего аэрозоль. Настоящее изобретение также относится к устройству для складывания листа материала в стержень для изделия, генерирующего аэрозоль.
Известным примером подобного способа и устройства является решение, раскрытое в WO 2016/023965 A1.
Такой материал, формирующий лист может содержать гомогенизированный табачный материал, TCL (табачный формованный лист), который высушен и затем разрезан на пленки или листы, которые скручены в рулоны для хранения и транспортировки. Другие материалы могут содержать, например, PLA (полимолочную кислоту), которую используют для изготовления отдельной части фильтров изделий, генерирующих аэрозоль.
В некоторых производственных процессах изготовления изделий, генерирующих аэрозоль, лист материала должен быть сложен, так чтобы его форма из плоской становилась цилиндрической. Для сжатия листа и складывания в стержень, обычно лист протягивают через раструб.
Сформированный таким образом стержень затем разрезают на части, называемые «палочками». Эти палочки представляют собой компоненты изделия, генерирующего аэрозоль.
То, как лист материала сжимают или складывают в стержень, может влиять на разные свойства изделия, генерирующего аэрозоль. Тем не менее, способ сжатия или складывания листа может быть довольно случайным, что обусловлено тем, что лист материала вытягивают на высокой скорости в раструб.
Следовательно, некоторые из ключевых параметров изделий, генерирующих аэрозоль, например, уровень RTD (сопротивление затяжке), могут изменяться.
Было бы желательно иметь такую систему, которая повышает стабильность способа сжатия или складывания листа в стержень.
В частности, существует потребность в способе и устройстве для складывания листа материала в стержень для изделия, генерирующего аэрозоль, при этом указанный способ и устройство обеспечивают получение более однородного стержня для изделия, генерирующего аэрозоль, имеющего уменьшенное стандартное отклонение основных параметров изделия, генерирующего аэрозоль.
В первом аспекте настоящее изобретение относится к способу складывания листа материала в стержень для изделия, генерирующее аэрозоль, при этом способ включает: предоставление центрального элемента и множества расположенных на расстоянии друг от друга стенок, при этом расположенные на расстоянии друг от друга стенки проходят наружу в радиальном направлении от центрального элемента и расположены друг за другом в направлении вдоль окружности, при этом каждая расположенная на расстоянии от остальных стенка образует торцевую поверхность, отделенную от торцевых поверхностей соседних стенок; транспортирование листа материала и введение его в контакт с верхними поверхностями множества расположенных на расстоянии друг от друга стенок, таким образом, чтобы лист материала имел возможность частичного складывания в пространствах, образованных между расположенными на расстоянии друг от друга стенками; и введение листа материала в раструб с образованием стержня.
Настоящее изобретение по существу включает этап подготовки перед этапом складывания или сжатия для изменения формы листа материала из плоской в цилиндрическую. Предпочтительно, согласно способу в соответствии с настоящим изобретением лист материала приводят в контакт с устройством, имеющим множество разделенных стенок, которые образуют торцевые поверхности. Лист материала может быть частично сложен внутри пустых пространств, образованных между стенками перед введением в раструб для получения окончательной формы стержня. Пустые пространства расположено по существу вдоль направления транспортировки листа. Таким образом, получают однородный стержень, имеющий предпочтительно уменьшенные стандартные отклонения основных параметров, для использования в изделии, генерирующем аэрозоль.
В контексте настоящего документа термин «лист» обозначает слоистый элемент, имеющий ширину и длину, существенно превышающие его толщину. Ширина листа составляет предпочтительно более приблизительно 10 миллиметров, более предпочтительно более приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно ширина листа находится в диапазоне от приблизительно 100 миллиметров до приблизительно 300 миллиметров.
В предпочтительном варианте осуществления лист представляет собой лист материала, содержащего алкалоиды, например, гомогенизированный табачный материал. Также можно применять другие материалы растительного происхождения, содержащие алкалоиды. Листы полимерного материала также являются возможными листами для деформации в стержни.
«Материал, содержащий алкалоиды» представляет собой материал, который содержит один или более алкалоидов. Среди алкалоидов предпочтительным является никотин, который может быть обнаружен в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые в основном содержат атомы азотистых оснований. Эта группа также включает некоторые сопутствующие соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения подобной структуры также называют алкалоидами. Помимо углерода, водорода и азота, алкалоиды могут также содержать кислород, серу и, более редко, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды получают с помощью большого ряда организмов, в том числе бактерий, грибков, растений и животных. Их можно очищать из неочищенных экстрактов, полученных от этих организмов, с помощью кислотно–щелочной экстракции. Кофеин, никотин, теобромин, атропин, тубокурарин являются примерами алкалоидов.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Способ образования листов гомогенизированного табачного материала обычно включает этап, на котором табачную пыль и связующее смешивают с образованием пульпы. Затем эту пульпу используют для создания табачного полотна. Например, путем литья вязкой пульпы на движущуюся металлическую ленту с производством так называемого литого листа. Альтернативно пульпа с низкой вязкостью и высоким содержанием воды может использоваться для получения восстановленного табака в процессе, сходном с производством бумаги.
Листовой материал табака может называться восстановленным листовым материалом, и он может быть образован с использованием сыпучего табака (например, восстановленного табака) или табачной сыпучей смеси, увлажнителя и водного растворителя с образованием табачной композиции. Затем осуществляют литье, экструзию, раскатку или прессование табачной композиции с образованием листового материала из табачной композиции. Лист табака может быть образован с использованием влажного процесса, в котором используют мелкодисперсные табачные частицы для изготовления бумагоподобного материала; или процесса формования листа, в котором мелкодисперсные табачные частицы смешивают вместе со связующим материалом и осуществляют формование поверх движущейся ленты с образованием листа.
Лист гомогенизированного табачного материала могут скручивать в рулоны, которые нужно раскручивать для последующей обработки, чтобы, например, материал стал частью изделия, генерирующего аэрозоль, то есть для включения в субстрат, образующий аэрозоль, изделия, генерирующего аэрозоль. «Нагреваемое без сжигания» изделие, генерирующее аэрозоль, является курительным изделием, в котором субстрат, образующий аэрозоль, такой как гомогенизированный табачный лист, нагревают до сравнительно низкой температуры с целью образования аэрозоля, но предотвращая горение табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном листе, как правило, представляет собой исключительно табак или содержит большую часть табака, присутствующего в гомогенизированном табачном материале такого «нагреваемого без сжигания» изделия, генерирующего аэрозоль. Это означает, что в основе состава аэрозоля, который генерируется таким «нагреваемым без сжигания» изделием, генерирующим аэрозоль, по существу лежит лишь гомогенизированный табачный материал.
В контексте настоящего документа термин «материал, образующий аэрозоль» обозначает материал, который способен при нагреве выделять летучие соединения для генерирования аэрозоля. Табак может быть классифицирован как материал, образующий аэрозоль, в частности, как лист гомогенизированного табака, содержащий вещество для образования аэрозоля. Субстрат, образующий аэрозоль, может содержать материал, образующий аэрозоль, или состоять из него.
Гомогенизированный табачный лист обычно содержит, в дополнение к табаку, связующее и вещество для образования аэрозоля. Образованный из этой композиции лист может быть «липким», то есть он приклеивается к смежным объектам, и в то же самое время он является довольно хрупким, имея относительно низкую прочность при растяжении. Гомогенизированный табачный лист, таким образом, может быть использован в качестве материала, образующего аэрозоль.
Настоящее изобретение относится к предварительному этапу «подготовки» листов материала к этапу, на котором их складывают в стержни. Для складывания листа материала, который имеет плоскую форму, в стержнеобразную форму предусмотрен предварительный этап, на котором лист материала приводят в контакт со множеством стенок, расположенных на расстоянии друг от друга.
Предусмотрены центральный элемент и множество расположенных на расстоянии друг от друга стенок. Стенки проходят от центрального элемента и расположены друг за другом в направлении вдоль окружности.
Центральный элемент определяет продольную ось, которая используется в качестве основной опорной оси для элементов, образующих часть устройства согласно настоящему изобретению; все указания направления и тому подобного, такие как «осевой», «радиальный» и «окружной» будут применяться относительно нее; в равной степени, указания «наружу» и «внутрь», относящиеся к радиальным направлениям, должны рассматриваться как означающие направление от оси или направление к оси. Относительно оси также определяются два противоположных угловых направления. В частности, осевое направление представляет собой направление, параллельное оси центрального элемента; радиальное направление представляет собой направление, лежащее на плоскости, перпендикулярной оси центрального элемента, и расположенной под углом к оси центрального элемента; направление вдоль окружности представляет собой направление вдоль окружности с центром на оси центрального элемента, и лежащее на плоскости, перпендикулярной оси центрального элемента.
Расположенные на расстоянии друг от друга стенки проходят от центрального элемента, а затем распределены по окружности, так что каждая пара смежных расположенных на расстоянии друг от друга стенок образует угол. Предпочтительно, угол отличается от нуля.
Угол, отличный от нуля, который отделяет стенки друг от друга, определяет предпочтительно «пустые пространства» между каждой парой смежных стенок. Каждая стенка содержит первый и второй конец, противоположные друг другу. В одном из концов образована торцевая поверхность. Предпочтительно, торцевая поверхность представляет собой наружную поверхность относительно оси центрального элемента. Другой конец каждой стенки, не имеющей торцевой поверхности, предпочтительно соединен с центральным элементом.
В дополнение к торцевой поверхности, предпочтительно каждая стенка содержит две основных поверхности параллельных друг другу, которые являются по существу планарными. Предпочтительно, торцевая поверхность перпендикулярна двум основным поверхностям.
Предпочтительно, центральный элемент расположен по существу параллельно направлению, в котором транспортируют лист.
Торцевая поверхность может входить в контакт с листом материала, подлежащего предварительной обработке.
Лист материала, который является нежестким, а предпочтительно гибким, вступающий в контакт с торцевыми поверхностями, которые отделены друг от друга «пустыми зазорами или пространствами», склонен изменять свою форму от плоской к волнистой. Лист материала может быть сложен таким образом, чтобы он частично попадал в пустые пространства, образованные между стенками. Действительно, «пустые пространства» по существу расположены параллельно направлению движения листа, так что лист может по меньшей мере частично в них входить. После этого этапа частичного складывания лист может пройти этап полного складывания в стержень. Последний этап может включать наличие раструбообразного устройства.
Предварительный этап, на котором лист по меньшей мере частично складывают в пространствах, образованных между каждой парой соседних стенок, обеспечивает возможность улучшенного регулирования конечного этапа складывания, на котором лист материала складывают в стержень.
Предпочтительно предоставление множества расположенных на расстоянии друг от друга стенок включает предоставление расположенных на расстоянии друг от друга стенок, имеющих размер, который уменьшается по направлению к раструбу. Размер представляет собой расстояние между двумя концами стенки. Следовательно, расстояние между субстратом и концом стенки, где присутствует торцевая поверхность, уменьшается по направлению к раструбу. В соответствии с осью центрального элемента, радиальный размер стенок уменьшается вдоль осевого направления по направлению к раструбу. Лист материала обычно перемещают с высокой скоростью. Следовательно, его приводят в контакт с верхними поверхностями стенок также на высокой скорости. С целью постепенного сгибания листа из плоской формы в форму стержня, размер стенок уменьшается от первой точки контакта между листом и стенками до последней точки контакта, где лист отходит от стенок. Таким образом, лист испытывает постепенное складывание внутрь, поскольку общий объем, который он может занимать внутри пространств между стенками, уменьшается. Таким образом достигается мягкое складывание. Предпочтительно таким образом лист материала постепенно складывают по мере его перемещения по направлению к раструбу.
Предпочтительно предоставление множества расположенных на расстоянии друг от друга стенок включает предоставление расположенных на расстоянии друг от друга стенок, имеющих размер торцевой поверхности в направлении, перпендикулярном направлению перемещения листа, который увеличивается по направлению к раструбу. Размер торцевой поверхности, то есть ширина торцевой поверхности, увеличивается по направлению к раструбу. Предпочтительно, толщина всей стенки увеличивается по направлению к раструбу. Предпочтительно, таким образом «свободное пространство», которое имеется между двумя смежными стенками, постепенно уменьшается по мере перемещения листа материала к раструбу. Складывание листа таким образом постепенно увеличивается.
Предпочтительно способ согласно настоящему изобретению включает этап гофрирования листа материала перед транспортировкой листа материала и его приведения в контакт с торцевыми поверхностями множества стенок. Преимущественно, этап гофрирования увеличивает однородность полученного стержня для изделия, генерирующего аэрозоль. Как правило, для формирования изделия, генерирующего аэрозоль, лист материала необходимо гофрировать перед этапом складывания в стержень. Гофрирование может быть выполнено гофрирующими валиками, которые образуют гребни или канавки в листе материала.
Предпочтительно способ согласно настоящему изобретению включает этап складывания листа материала в цилиндрическую форму. Форма может быть цилиндрической или конической. Даже перед сжатием в стержень лист может быть предварительно сложен в цилиндрическую или раструбообразную форму с диаметром, превышающим диаметр конечного стержня, с целью подготовки листа к конечному этапу сжатия и складывания. Складывание может быть выполнено посредством цилиндрической или конической поверхности.
Более предпочтительно, предоставление множества расположенных на расстоянии друг от друга стенок включает предоставление множества стенок, проходящих в радиальном направлении от центрального элемента. Предпочтительно, цилиндрическая или коническая поверхность и множество стенок, проходящих в радиальном направлении от центрального элемента, обеспечивают возможность выполнения способа в компактном пространстве.
Предпочтительно, лист материала представляет собой полимерный лист или лист материала, содержащего алкалоиды. Более предпочтительно лист представляет собой лист гомогенизированного табачного материала.
Во втором аспекте настоящее изобретение относится к устройству для складывания листа материала в стержень для изделия, генерирующего аэрозоль, при этом устройство содержит: центральный элемент и множество расположенных на расстоянии друг от друга стенок, при этом расположенные на расстоянии друг от друга стенки проходят от центрального элемента друг за другом в направлении вдоль окружности, при этом при этом каждая стенка из множества образует торцевую поверхность, отделенную от торцевых поверхностей соседних стенок; раструб, расположенный ниже по потоку относительно центрального элемента, при этом вход раструба обращен к центральному элементу.
Преимущественно устройство согласно настоящему изобретению подходит для выполнения способа согласно настоящему изобретению с преимуществами, упомянутыми выше. Это устройство также является чрезвычайно компактным.
Предпочтительно, расположенные на расстоянии друг от друга стенки имеют размер, который уменьшается по направлению к раструбу. Этот размер является радиальной протяженностью стенок. Предпочтительно таким образом лист материала постепенно складывают по мере его перемещения по направлению к раструбу. Следовательно, складывание является «мягким».
Предпочтительно, толщина стенок является переменной. Предпочтительно, толщина увеличивается вдоль осевого направления.
Предпочтительно, расположенные на расстоянии друг от друга стенки имеют размер торцевой поверхности в направлении, перпендикулярном направлению перемещения листа, который увеличивается по направлению к раструбу. Предпочтительно, таким образом «свободное пространство» между двумя смежными стенками постепенно уменьшается по мере перемещения листа материала к раструбу, уже предварительно сжимая некоторые участки листа. Предпочтительно, размер всей стенки увеличивается, то есть толщина стенки увеличивается по направлению к раструбу.
Предпочтительно, раструб и центральный элемент являются по существу соосными. Более предпочтительно касательная к внутренней поверхности раструба по существу совпадает с касательной к торцевой поверхности расположенной на расстоянии от остальных стенки из множества. Предпочтительно, с этой компоновкой лист по существу перемещается в контакте с «непрерывной» сужающейся поверхностью, образованной в первой части торцевыми поверхностями стенок, а затем раструбом. Лист материала легко входит в раструб благодаря конической форме, образованной стенками, конической форме, уменьшающейся в диаметре в раструбе.
Предпочтительно, устройство согласно настоящему изобретению содержит конический элемент, расположенный на стороне центрального элемента, противоположной раструбу. Конический элемент предпочтительно имеет форму усеченного конуса (имеет форму усеченной фигуры конуса). Более предпочтительно, конический элемент имеет диаметр, который увеличивается в направлении центрального элемента. Еще более предпочтительно, конический элемент и раструб являются по существу соосными. Такая компоновка по–прежнему улучшает мягкое сжатие и складывание листа. Лист «выступает в качестве» поверхности, которая увеличивается в размере по направлению к раструбу, где ее окончательно сжимают и складывают с формированием стержня.
Другие преимущества настоящего изобретения станут понятны из его подробного описания с неограничивающей ссылкой на прилагаемые графические материалы, на которых:
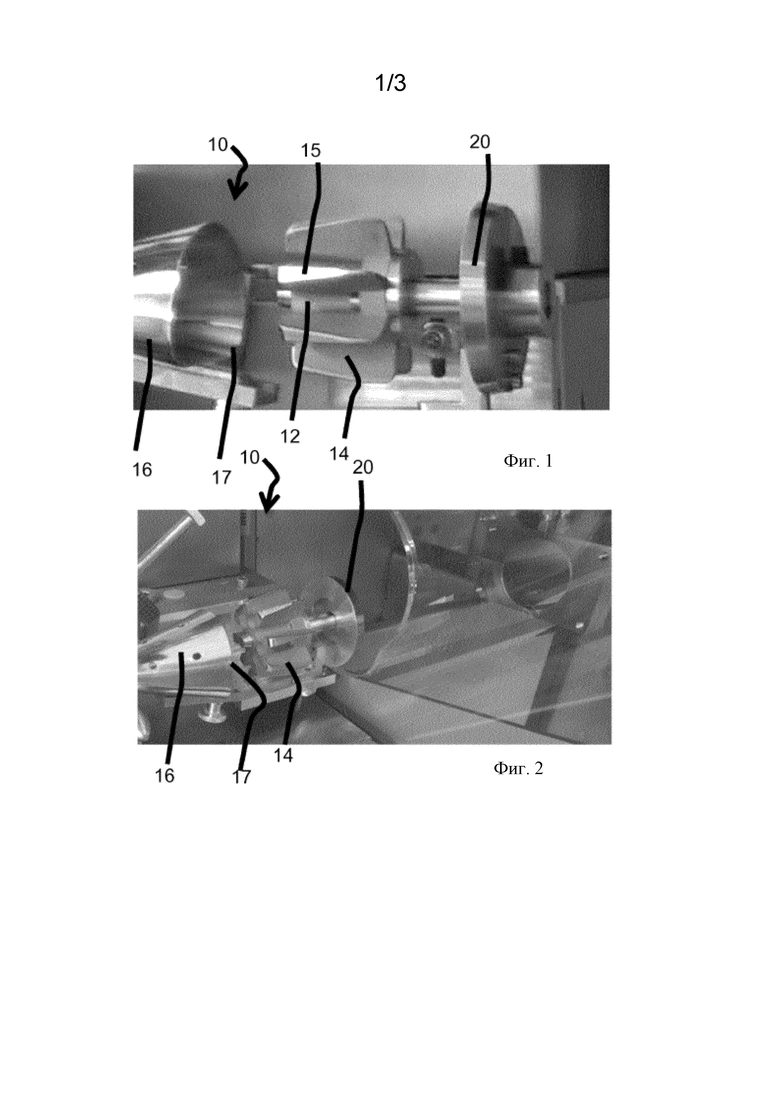
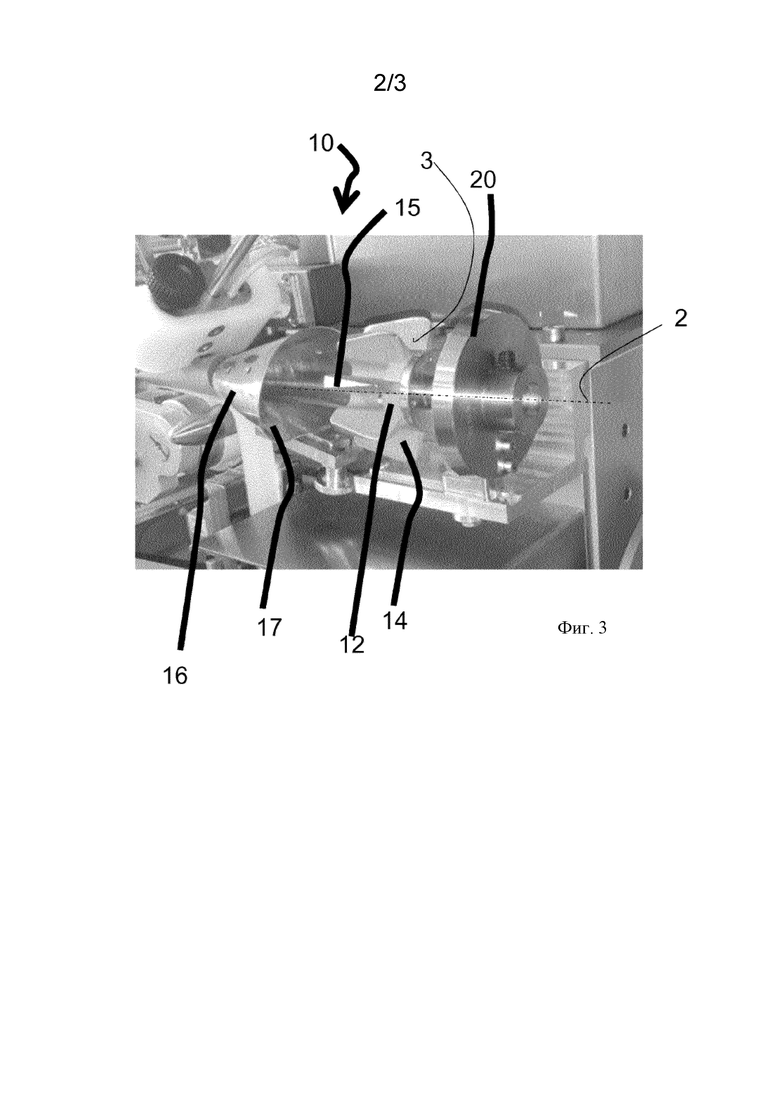
на фиг. 1–3 представлены схематические виды в перспективе устройства для складывания листа материала в стержень для генерирования аэрозоля согласно изобретению;
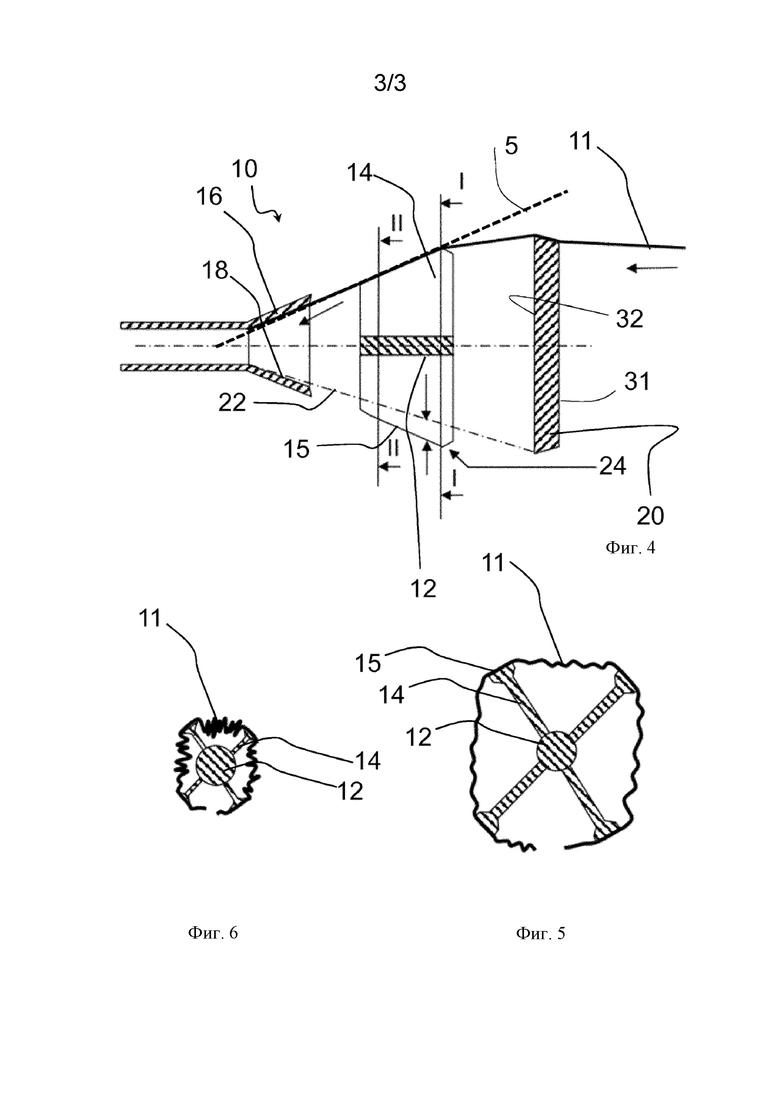
на фиг. 4 представлен схематический вид сбоку другого варианта осуществления устройства для складывания листа материала в стержень для изделия, генерирующего аэрозоль, согласно настоящему изобретению;
на фиг. 5 показано схематичное поперечное сечение устройства по фиг. 4, выполненное в плоскости, обозначенной II–II на фиг. 4; и
на фиг. 6 показано схематичное поперечное сечение устройства по фиг. 4, выполненное в плоскости, обозначенной I–II на фиг. 4.
Согласно фигурам, устройство в соответствии с настоящим изобретением представлено и обозначено ссылочным номером 10, при этом устройство 10 подходит для складывания листа 11 материала (показанного на фиг. 4–6) в стержень для изделия, генерирующего аэрозоль (стержень и изделие, генерирующее аэрозоль, не показаны на прилагающихся графических материалах). Предпочтительно лист 11 материала представляет собой полимерный лист или лист, содержащий гомогенизированный табачный материал.
В предпочтительных вариантах осуществления, показанных на фиг. 1–4, лист 11 перемещается справа налево.
Устройство 10 содержит центральный элемент 12 с множеством расположенных на расстоянии друг от друга стенок или ребер 14, проходящих от центрального элемента 12 по окружности. Центральный элемент 12 и ребра 14 образуют по существу звездообразный объект. Центральный элемент 12 проходит вдоль продольной оси 2 центрального элемента (см. фиг. 3), от которой отходят ребра 14.
Кроме того, устройство 10 содержит раструб 16, расположенный ниже по потоку относительно центрального элемента 12 в направлении перемещения листа 11 материала. Раструб 16 определяет также продольную ось, которая по существу совпадает с продольной осью 2 центрального элемента 12. Раструб 16 известен из уровня техники для изготовления стержней из материала для изделий, генерирующих аэрозоль, и дополнительно не описан более подробно.
Раструб 16 содержит впускное отверстие или вход 17 для листа 11. У впускного отверстия раструб имеет самое широкое поперечное сечение. Вход 17 раструба 16 обращен к центральному элементу 12 перпендикулярно оси 2.
Раструб 16 и центральный элемент 12 являются по существу соосными.
В варианте осуществления, показанном на фиг. 1–3, имеются восемь расположенных на расстоянии друг от друга стенок 14, тогда как в варианте осуществления, показанном на фиг. 4–6, имеются четыре расположенных на расстоянии друг от друга стенки 14. В еще одном предпочтительном варианте осуществления не показано, что имеются десять расположенных на расстоянии друг от друга стенок 14.
Расположенные на расстоянии друг от друга стенки 14 имеют размер, который уменьшается по направлению к раструбу 16. Размер представляет собой размер вдоль радиального направления стенки, рассчитанный следующим образом: уменьшающийся размер представляет собой расстояние перпендикулярно оси 2 между самой осью и самой крайней точкой стенки 14. Это расстояние уменьшается от начала центрального элемента до конца центрального элемента, обращенного к раструбу 16.
Каждая стенка 14 образует торцевую поверхность 15, отделенную от торцевых поверхностей 15 соседних стенок 14. Поверхности соседних стенок не соприкасаются. Таким образом, между двумя соседними расположенными на расстоянии друг от друга стенками образовано «пустое пространство» 3.
Расположенные на расстоянии друг от друга стенки 14 имеют размер торцевой поверхности 15, измеренный в направлении, перпендикулярном направлению перемещения листа 11, который увеличивается по направлению к раструбу 16. Это может быть ясно видно, например, на фиг. 1.
Стенки 14 имеют меньшую толщину в точке, где лист 11 встречается с устройством 10, и затем становятся толще.
Как показано на фиг. 4, касательная 5 к внутренней поверхности 18 раструба 16 по существу совпадает с касательной к торцевой поверхности 15 стенки 14, расположенной на расстоянии от остальных. Касательная 5 представлена пунктирной линией, проходящей через торцевую поверхность 15 и внутреннюю поверхность 18 раструба.
Устройство 10 дополнительно содержит конический элемент 20, расположенный на стороне центрального элемента 12, противоположной раструбу 16. Конический элемент расположен так, что основание конуса по существу перпендикулярно продольной оси 2.
Конический элемент 20 имеет диаметр, который увеличивается в направлении центрального элемента 12.
Конический элемент 20 и раструб 16 являются по существу соосными (см. фиг. 4), так что ось конического элемента также является продольной осью 2. Конический элемент 20 предпочтительно представляет собой усеченный конус и образует два противоположных основания 31, 32, которые предпочтительно перпендикулярны продольной оси 2.
В соответствии с работой устройства 10, торцевые поверхности 15 расположенных на расстоянии друг от друга стенок 14 создают линии контакта на поступающем листе 11, который принудительно складывается в трубчатую форму. Направление перемещения листа 11 проходит вдоль продольной оси 2 по направлению к раструбу.
Эти линии контакта образуют «виртуальную» прямую круговую усеченную фигуру конуса, имеющую уменьшающийся диаметр вдоль направления, в котором вытягивают лист 11, то есть вдоль продольной оси 2 в направлении раструба 16.
Пустое пространство 3, образованное между торцевыми поверхностями 15 стенок 14, контактирующих с листом 11, принудительно складывает лист 11 строго управляемым образом между стенками 14 устройства 10 (в пустых пространствах формируется равномерное распределение складок или гофров). Это обусловлено уменьшением объема пустых пространств вдоль продольной оси 2.
Это складывание, происходящее до того, как лист 11 входит в раструб 16, способствует стабильности и управлению таким образом, чтобы лист 11 складывался на себя в раструбе 16.
Лист материала 11, таким образом, «подвергается воздействию» всего устройства 10 в виде усеченного прямого кругового конуса, диаметр которого уменьшается вдоль направления перемещения листа 11, которое совпадает с продольной осью 2. Лист 11 перед входом в раструб уже имеет сложенную коническую форму.
Это дополнительно усиливается наличием конического элемента 20. Этот конический элемент соприкасается с поступающим листом 11 перед стенками 14, которые представляют собой первый элемент, контактирующий с листом 11.
Как показано на фиг. 4–6, конус может быть выполнен с учетом развертывающейся поверхности, соединяющей торцевые поверхности 15 всех расположенных на расстоянии друг от друга стенок 14. При данной развертывающейся поверхности образуется усеченный конус (см. фиг. 4). Усеченный конус, образованный коническим элементом 20 и усеченный конус, образованный развертывающейся поверхностью, имеет одну и ту же ось 2. Эта ось находится в центральной оси цилиндрической формы поступающего листа 11.
Основание 32 конического элемента 20 имеет диаметр, больший либо равный диаметру развертывающейся поверхности на его «виртуальном» основании, обращенном к основанию 32, так что поступающий лист 11, который имеет цилиндрическую форму, имеет, при выходе из конического элемента 20 диаметр, равный диаметру развертывающейся поверхности.
Таким образом, лист 11 принудительно вводят в контакт со стенками 14 с небольшим наклоном, при этом предотвращая повреждение листа 11 при входе в контакт на высокой скорости с небольшими торцевыми поверхностями 15 стенок 14.
На фиг. 4 показана прямая линия, соединяющая внутреннюю поверхность 18 раструба 16 и основание 32. Показано, что стенки проходят за пределы прямой линии 22: по этой причине обеспечивается контакт между листом 11 и стенками 14.
Стенки 14 на торцевых поверхностях 15 имеют скос 24, что позволяет избежать разрезания поступающего листа 11.
На фиг. 5 показаны складки листа 11, которые образованы и удерживаются между стенками 14. Складки листа принудительно оставляют между двумя смежными стенками, поскольку, когда лист 11 тянут, и стенки 14 проходят за прямую линию 22, лист по существу «сжимается» относительно поверхностей 15.
На фиг. 6 изображены складки, которые почти собраны с уменьшением пространства между стенками 14. Получено почти одинаковое количество складок в каждом пространстве.
В дополнительных вариантах осуществления (не показаны) с целью изменения формы листа 11 из плоской в цилиндрическую, можно использовать подходящее устройство перед устройством 10 согласно изобретению, которое складывает лист 11 в цилиндрическую форму.
Кроме того, в центр устройства 10 может быть помещен сердечник (не показан) с целью введения конкретных компонентов (ароматизирующих веществ, материала и т. д.) в центр сложенного листа 11.
В целом, согласно настоящему изобретению способ складывания листа 11 материала в стержень для изделия, генерирующего аэрозоль, включает этапы: предоставления описанного выше устройства, имеющего множество расположенных на расстоянии друг от друга стенок 14, причем каждая из них образует торцевую поверхность 15, разделенную торцевыми поверхностями 15 соседних стенок 14; транспортирования листа 11 материала и введение его в контакт с торцевыми поверхностями 15 множества расположенных на расстоянии друг от друга стенок 14 с обеспечением возможности частичного складывания листа 11 в пространствах между стенками 14; и введения листа 11 внутрь раструба 16 с формированием стержня.
Другими словами, способ и устройство 10 согласно настоящему изобретению обеспечивают ряд расположенных на расстоянии друг от друга кромок (т.е. торцевых поверхностей стенок 14), контактирующих с листом 11, и между этими кромками образованы пустые пространства, которые обеспечивают возможность свободного размещения складок листа. Пространство между контактирующими кромками сужается вдоль продольной оси 2 устройства 10.
В неизображенном варианте осуществления изобретения стенки параллельны друг другу и формируют множество параллельных торцевых поверхностей.
Настоящее изобретение относится к способу складывания листа материала в стержень для изделия, генерирующего аэрозоль, при этом способ включает: предоставление центрального элемента и множества расположенных на расстоянии друг от друга стенок, при этом расположенные на расстоянии друг от друга стенки проходят наружу в радиальном направлении от центрального элемента и расположены друг за другом в направлении вдоль окружности, при этом каждая расположенная на расстоянии от остальных стенка образует торцевую поверхность, отделенную от торцевых поверхностей соседних стенок; транспортирование листа материала и введение его в контакт с торцевыми поверхностями множества расположенных на расстоянии друг от друга стенок таким образом, чтобы лист материала имел возможность частичного складывания в пространствах, образованных между расположенными на расстоянии друг от друга стенками; и введение листа материала в раструб с образованием стержня. Настоящее изобретение также относится к устройству для складывания листа материала в стержень для изделия, генерирующего аэрозоль. 2 н. и 11 з.п. ф-лы, 6 ил.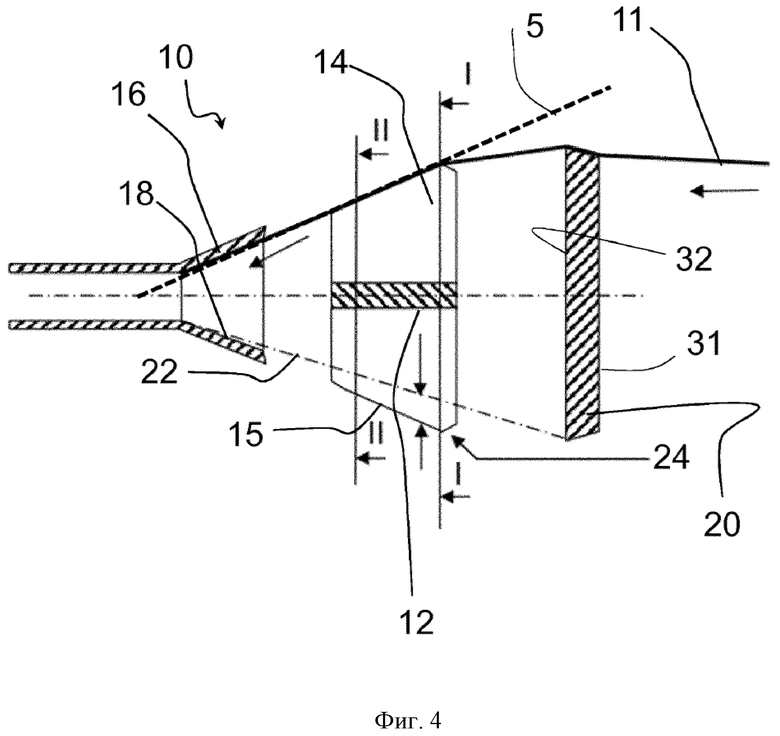
1. Способ складывания листа материала в стержень для изделия, генерирующего аэрозоль, при этом способ включает:
предоставление центрального элемента и множества расположенных на расстоянии друг от друга стенок, при этом расположенные на расстоянии друг от друга стенки проходят наружу в радиальном направлении от центрального элемента и расположены друг за другом в направлении вдоль окружности, при этом каждая расположенная на расстоянии от остальных стенка образует торцевую поверхность, отделенную от торцевых поверхностей соседних стенок;
транспортирование листа материала и введение его в контакт с верхними поверхностями множества расположенных на расстоянии друг от друга стенок так, чтобы лист материала частичного складывался в пространствах, образованных между расположенными на расстоянии друг от друга стенками; и
введение листа материала в раструб с образованием стержня.
2. Способ по п.1, в котором предоставление множества расположенных на расстоянии друг от друга стенок включает предоставление расположенных на расстоянии друг от друга стенок, имеющих размер, который уменьшается по направлению к раструбу.
3. Способ по п.1 или 2, в котором предоставление множества расположенных на расстоянии друг от друга стенок включает предоставление расположенных на расстоянии друг от друга стенок, имеющих размер торцевой поверхности в направлении, перпендикулярном направлению транспортирования листа, который увеличивается по направлению к раструбу.
4. Способ по любому из предыдущих пунктов, включающий этап гофрирования листа материала перед транспортировкой листа материала и его приведения в контакт с торцевыми поверхностями множества стенок.
5. Способ по любому из предыдущих пунктов, включающий этап складывания листа материала в цилиндрическую форму.
6. Способ по любому из предыдущих пунктов, в котором лист материала представляет собой полимерный лист или лист материала, содержащего алкалоиды.
7. Устройство для складывания листа материала в стержень для изделия, генерирующего аэрозоль, при этом устройство содержит:
центральный элемент и множество расположенных на расстоянии друг от друга стенок, при этом расположенные на расстоянии друг от друга стенки проходят наружу в радиальном направлении от центрального элемента и расположены друг за другом в направлении вдоль окружности, при этом каждая стенка из множества образует торцевую поверхность, отделенную от торцевых поверхностей соседних стенок;
раструб, расположенный ниже по потоку относительно центрального элемента, при этом вход раструба обращен к центральному элементу;
при этом раструб и центральный элемент являются по существу соосными.
8. Устройство по п.7, в котором расположенные на расстоянии друг от друга стенки имеют изменяющуюся толщину.
9. Устройство по п.7 или 8, в котором расположенные на расстоянии друг от друга стенки имеют размер торцевой поверхности, перпендикулярный направлению транспортирования листа, который увеличивается по направлению к раструбу.
10. Устройство по любому из пп.7–9, в котором касательная к внутренней поверхности раструба совпадает с касательной к торцевой поверхности расположенной на расстоянии от остальных стенки из множества.
11. Устройство по любому из пп.7–10, содержащее конический элемент, расположенный на стороне центрального элемента, противоположной раструбу.
12. Устройство по п.11, в котором конический элемент имеет диаметр, который увеличивается в направлении центрального элемента, содержащего множество расположенных на расстоянии друг от друга стенок.
13. Устройство по п.11 или 12, в котором конический элемент и раструб являются соосными.
| US 4047536 A, 13.09.1977 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЬНОГО СТЕРЖНЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2345686C1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Релейная часть аппарата промежуточной станции автоматической взаимноизбирательной связи | 1949 |
|
SU93226A2 |

