(54) МНОГрОПЕРАЦИОЙЙаЗ СТАНОК ДЛЯ ОБРАБОТКИ даТЙЙБЙ ТИПА ВАЛОВ 


| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| Гибкий производственный модуль | 1989 |
|
SU1660938A1 |
| Многооперационный станок с ЧПУ и автоматической сменой инструмента | 1989 |
|
SU1699757A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1990 |
|
RU2027554C1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
Изобретение относится к станкостроению -И может быть применено для механической обработки деталей типа валов.
Известен многооперационный ста- нок для обработки деталей типа . ва лов, содержаний установленные на . станине .зажимные, приспособления, рат-. бочие шпиндели с приводами подачи, инструментальный магазин с гнездами и средства для перегрузки инструмёй . тов из позиций смены инструментального магазина в рабочие шпиндели 1.
Недостатками известного станка .: являются-ограниченность его техноАо гических возможностей и недостатОЧ ная гибкость использования инетрументов.
Цель изобретения - расашрение технологических возможностей станка
Для достижения указаннойцели мног ооперационный станок снабжен вертикальными и горизоитальнЕлми направляющими,, а инструментальный мага ин установлен на них с возможносг тью иезависимого перемещения относительно рабочих шпинделей. Количество средств для перегрузки инструментов и позиций смены в инструментальном, магазине соответствует
количеству, рабочих шпинделей многооперационного станка.
Станок снабжен установленными в гнездах инструментального магазина . торцовым :поводк6м: и центром.
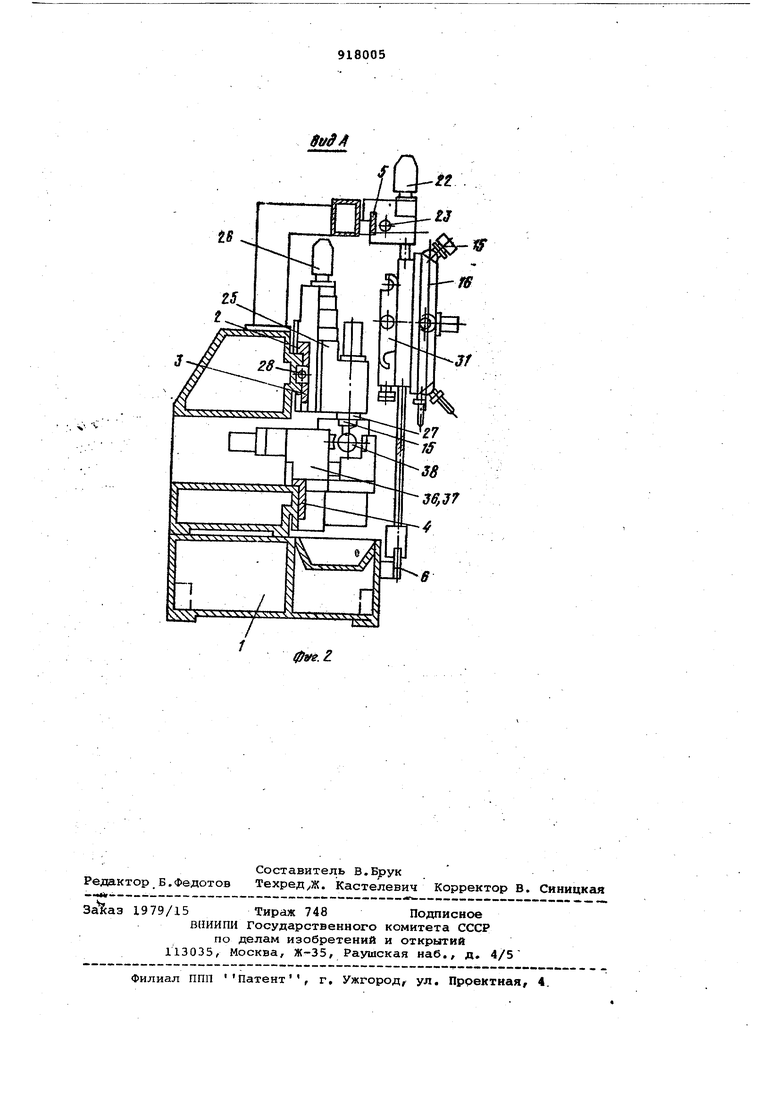
На фиг.1 изображен станок, вид спереди; на фиг.2 - вид А на фиг.1 (левая шпиндельная головка не пока,зака) .. 10
На станине 1 имеются продольные
направляющие 2-6. На направляющих v2 - 4 установлены шпиндельные головки 7 и 8 с приводами вращения 9 и 10,
АС приводами продольных подач 11 и 12 и рабочими шпинделями 13 и 14/ в которых крепится, инструмент -15, устанавливаемый с помощью механизма смены, из инструментального магазина 16.
2Q Инструмента/ц ный магазин 16 расположен на каретке 17/.которая установлена на вертикальной направляющей 18 и взаимодействует с вертикальным винтом 19. Направляющая 18 и винт 19 связаны между собой каретками 20 и
25 21 и образуют .вместе с ними подвижную раму, установленную на продольные направляющие 5 и 6.. На каретке 20 установлен привод 22 для винта 19, перемещающего каретку 17 вертикаль-.
30
но. Каретка 20 взаимодействует с проч
допънам винтом 23, установленньм вдоль направляю1цей 5. На направляющей 5 установлен также привод 24 для винта 23/ перемещающего раму и вместе с ней каретку 17 вдоль станка. На направляющих 2 и 3 установлен крестовый суппорт 25 с приводом поперечного перемещения 26 и с устройством (держателем) 27 для ,-крепления инструмента J5. Инструмент в устройстве также меняется с помощью механизма смены из инструментального магазина 16. В устройстве 27 суппорта крепятся резцы для обточки вала. С помощью суппорта можно выполнять и сверлильно-фрезерные работы при условии, что устройство 27 для крепления инструмента выполнено в виде рабочего, шпинделя, фиксируемого при точении Суппорт 25 взаимодействует для продольного перемещения .с винтом 28, установленным вдоль направляющих 2 и 3,.
На станине установлен привод 29 для винта 28. На каретке 17 установлены также три средства для перегрузки инструментов 30 - 32, предназначенные для смены инструмента в трех направлениях, соответствующих двум рабочим шпинделям шпиндельных головок 7 и 8 и суппорту. Станок снабжен также средствами фиксации найденного инструмента в трех направлениях по периметру, совпадающих со средствами для перегрузки.-Они включают три установленные на каретке 17 , датчика 33 - 35 для поиска инструмента, которые функционируют поочередно, а также три устройства разворота инструмента для его захвата средствами для перегрузки (на чертеже не показаны) . Исполнение механизмов смены и средств поочередной фиксации найденного инструмента в трех позициях может быть и другим. Станок содержит также самоцентрирующиеся тиски 36 и 37 для зажима обрабатываемого вала 38, которые установлены на направляющей 4.
Станок работает следующим образом.
Обрабатываемый вал 38 устанавливают в тиски 36 и 37, вкоторых производится обработка концов вала, например, подрезка торцов, сверление центровых отверстий сменными инструментами 15, установленными в рабочих шпинделях 13 и 14, При зтом рабочие шпиндели вращаются от приводов 9 и 10 и им сообщается продольная подача от приводов 11 и 12. Для смены инструмента рабочие шпиндели возвращаются в исходное положение. После окончания обработки концов вала отработавший инструмент в раг бочем шпинделе 13 заменяется на торцовый поводок, а в рабочем шпииделе 14 на центр. Ыена инструмента в рабочих шпинделях производится поочередно. При смене инструмента в рабочем шпинделе 13. функционирует
датчик поиска 33 и средств для перегрузки 30, затем каретка -17 с инструмента льньм магазином 16 перемещается по направляющим 5 и б вправо к рабочему шпинделю 14 для смены инструмента в нем.
При смене инструмента в рабоч&л шпинделе 14. функционируют датчик поиска 35 и .средство для перегрузки инструментов-32. Затон оба рабочих шпинделя подаются /с пстощью
приводов 11 и 12 до упора инструмента в о-орцы вала, тиски разжимаются,... и оба рабочих шпинделя: синхронно переMetqaются влево до возврата рабочего шпинделя 13 в исходное положение.
Затем производится обточка вала инструментсал, установленным в держателе 27 суппорта 25. При зтом вал 38 вращается рабочим шпинделем 13 от привода 9. Смена инструмента в держателе 27 производится из инструментального магазина 16,, При этом, пер 4ещаясь посредством вянгга 19 от привода 22 по направляющей 18, а также по направляющим 5 к 6 посредством
винта 23 от привода 24, каретка 17 с инструментальным:: магазине 16 по командам от системы управления занимает положение смены инструмента. При смене инструмента в держателе 27 функционируют датчик поиска 34 и средство для перегрузки инструментов 31. Станок работает по различным программам обработки. После обработки вала с помощью суппорта возможны повторный зажим вгша 38 в само,
центрирующихся тисках, смена инструмента в рабочих шпинделях и дальнейшая обработка торцов/ например сверление, зенкерование, расточка, нарезание резьбы.
Использование настоящего изобретения позволяет расширить технологические возможности станков и может найти применение в переналаживаемых автоматизированных производственных
системах, в мелкосерийном и серийном производстве для обработки валов, требующих выполнения большого количества сверлильных и фрезерных работ наряду с токарными работами.
Формула изобретения
позиций смены инструментального магазина в рабочие шпиндели, о г д и чающийся тем, что, с целью раопнрения технологических возможностей, станок сиачЗжен вертикальными и горизонтальными направляющими, а инструментальный магазин установлен на них с возможностью независимого переме1цения относительно рабочих шпинделей, причем, количество средств для перегрузки инструментов и позиций смены в инструментальном магазине соответствует количеству рабочих шпинделей многооперационногсхстанка.
Источники информации, принятые во внимание при. экспертизе 1. Реферативный журнал Технология машиностроения , 1977, №5,
с. 47, реферат 5А251.
tB
фг/е.г
в
