1
Изобретение относится к области станкостроения, а именно к устройствам для автоматической смены инструмента на металлорел у1цих станках, преимущественно с числовым программным управлением.
Наиболее близким техническим решением из известных является устройство для автоматической смены инструмента на металлорежущих станках, содержащее два захватных механизма, смонтированных в корпусе каретки, механизм перемещения каретки по направляющим траверсы от инструментального магазина к щпинделю станка, и механизм смены захватов с его приводом 1.
Недостатком известного устройства является то, что пространство, необходимое для работы в зоне щпинделя, из-за больщого радиуса, на котором должны быть расположены захваты, велико, и смена происходит над рабочим столом.
Это сокращает рабочую зону станка и ограничивает габариты обрабатываемых деталей, что очень существенно для станков небольших типоразмеров.
Целью настоящего изобретения является расширение технологических возможностей устройства.
Для достижения указанной цели каретка снабжена закрепленной в ее корпусе вертикальной планкой с выступом, а каждый захватный механизм имеет пару горизонтальных планок с пазом, жестко соединенных между собой дополнительно введен5 ньши перемычками, и цапфу, связывающую захватный механизм с приводом. Механизм смены захватов выполнен в виде кулисы, имеющей вертикальные и горизонтальные направляющие, первые из них установлены
10 с возможностью взаимодействия с вертикальной планкой с выступом, вторые--с парой горизонтальных планок с пазом.
Механизм перемещения каретки по направляющим траверсы имеет рейку и валшестерню, связанную с ней, а механизм смены захватов снабжен рейкой, установленной на одной из горизонтальных планок захватного механизма, вал-шестерня
20 жестко сблокирована с кареткой и расположена с возможностью зацепления с рейкой на горизонтальной планке захватного механизма в крайнем нижнем положении кулисы.
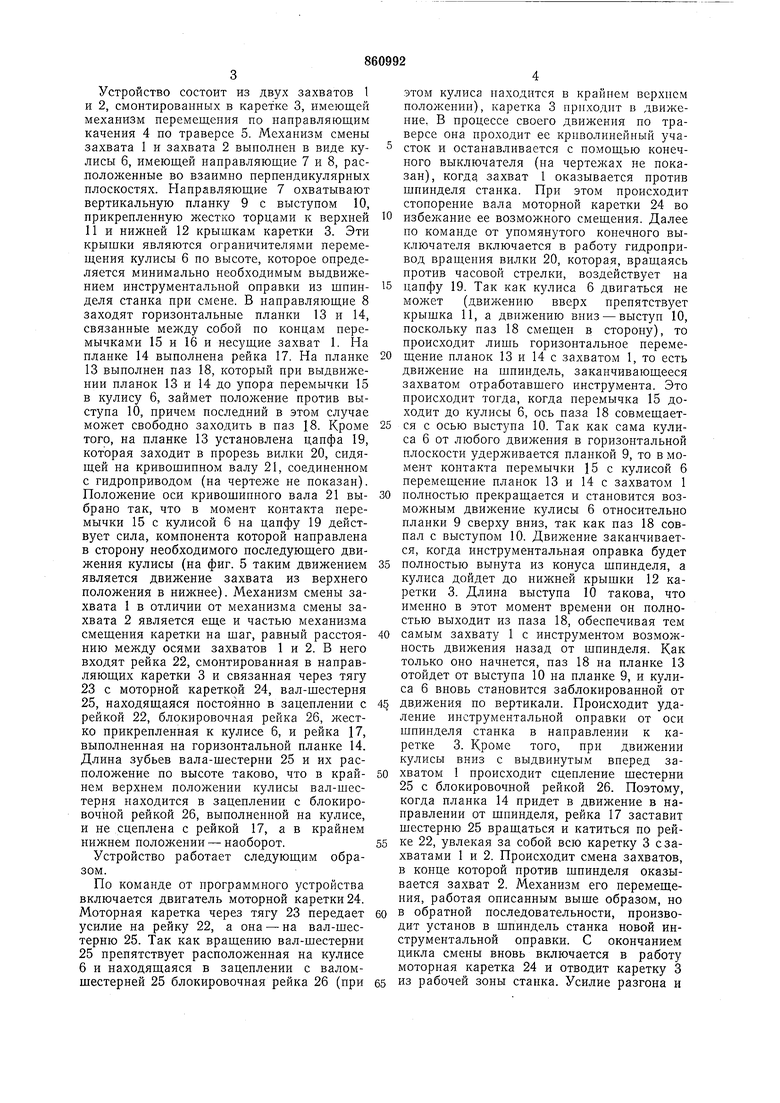
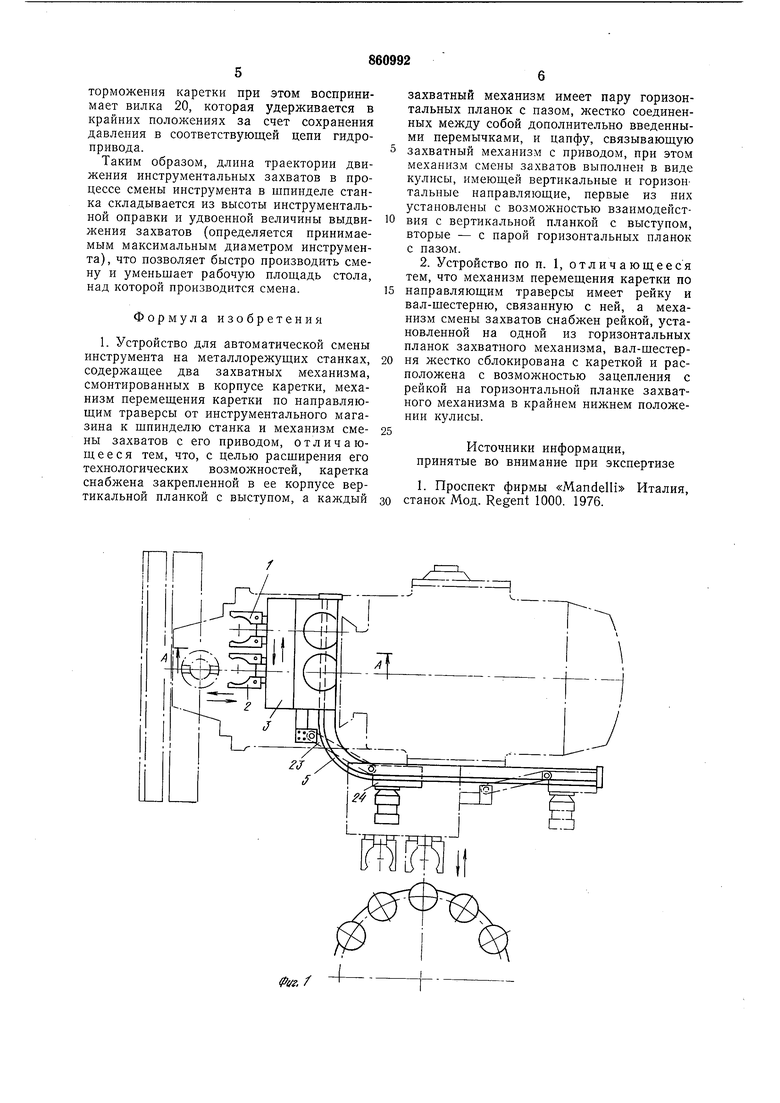
25 На фиг. 1 изображено устройство для автоматической смены инструмента, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на
30 фиг. 2; на фиг. 5 - вид Г на фиг. 3.
Устройство состоит из двух захватов I и 2, смонтированных в каретке 3, имеющей механизм перемещения по направляющим качения 4 ио траверсе 5. Механизм смены захвата 1 и захвата 2 выполнен в виде кулисы 6, имеющей направляющие 7 и 8, расположенные во взаимно иериендикулярных плоскостях. Направляющие 7 охватывают вертикальную планку 9 с выступом 10, прикрепленную жестко торцами к верхней 11 и нижней 12 крышкам каретки 3. Эти крыщки являются ограничителями перемещения кулисы 6 по высоте, которое определяется минимально необходимым выдвижением инструментальной оиравки из щиинделя станка при смене. В направляющие 8 заходят горизонтальные планки 13 и 14, связанные между собой по концам иеремычками 15 и 16 и несущие захват 1. На планке 14 выполнена рейка 17. На планке 13 выполнен паз 18, который при выдвижении планок 13 и 14 до уиора перемычки 15 в кулису 6, займет положение против выступа 10, причем последний в этом случае может свободно заходить в иаз 18. Кроме того, на планке 13 установлена цапфа 19, которая заходит в прорезь вилки 20, сидящей на кривощиином валу 21, соединенном с гидроприводом (на чертеже не показан). Положение оси кривощипного вала 21 выбрано так, что в момент контакта перемычки 15 с кулисой 6 на цапфу 19 действует сила, компонента которой направлена в сторону необходимого последующего движения кулисы (на фиг. 5 таким движением является движение захвата из верхнего положения в нижнее). Механизм смены захвата 1 в отличии от механизма смены захвата 2 является еще и частью механизма смещения каретки на щаг, равный расстоянию между осями захватов 1 и 2. В него входят рейка 22, смонтированная в направляющих каретки 3 и связанная через тягу 23 с моторной кареткой 24, вал-щестерня 25, находящаяся постоянно в зацеплении с рейкой 22, блокировочная рейка 26, жестко прикрепленная к кулисе 6, и рейка 17, выполненная на горизонтальной планке 14. Длина зубьев вала-щестерни 25 и их расположение по высоте таково, что в крайнем верхнем положении кулисы вал-шестерня находится в зацеплении с блокировочной рейкой 26, выполненной на кулисе, и не сцеплена с рейкой 17, а в крайнем нижнем положении - наоборот.
Устройство работает следующим образом.
По команде от программного устройства включается двигатель моторной каретки 24. Моторная каретка через тягу 23 передает усилие на рейку 22, а она - на вал-щестерню 25. Так как вращению вал-щестерни 25 препятствует расположенная на кулисе 6 и находящаяся в зацеплении с валомщестерней 25 блокировочная рейка 26 (при
этом кулиса находится в крайнем верхнем положении), каретка 3 приходит в движение, В процессе своего движения по траверсе она проходит ее криволинейный участок и останавливается с помощью конечного выключателя (на чертежах не показан), когда захват 1 оказывается против щпинделя станка. При этом происходит стопорение вала моторной каретки 24 во
избежание ее возможного смещения. Далее по команде от упомянутого конечного выключателя включается в работу гидропривод вращения вилки 20, которая, вращаясь против часовой стрелки, воздействует на
цапфу 19. Так как кулиса 6 двигаться не может (движению вверх препятствует крышка И, а движению вниз - выступ 10, поскольку паз 18 смещен в сторону), то происходит лишь горизонтальное перемещение планок 13 и 14 с захватом 1, то есть движение на шпиндель, заканчивающееся захватом отработавшего инструмента. Это происходит тогда, когда перемычка 15 доходит до кулисы 6, ось паза 18 совмещается с осью выступа 10. Так как сама кулиса 6 от любого движения в горизонтальной плоскости удерл ивается планкой 9, то в момент контакта перемычки 15 с кулисой 6 перемещение планок 13 и 14 с захватом 1
полностью прекращается и становится возможным движение кулисы 6 относительно планки 9 сверху вниз, так как паз 18 совпал с выступом 10. Движение заканчивается, когда инструментальная оправка будет
полиостью вынута из конуса щнинделя, а кулиса дойдет до нижней крыщки 12 каретки 3. Длина выступа 10 такова, что именно в этот момент времени он полностью выходит из паза 18, обеспечивая тем
самым захвату 1 с инструментом возможность движения назад от шпинделя. Как только оно начнется, иаз 18 на планке 13 отойдет от выступа 10 на планке 9, и кулиса 6 вновь становится заблокированной от
движения по вертикали. Происходит удаление инструментальной оправки от оси шпинделя станка в направлении к каретке 3. Кроме того, при движении кулисы вниз с выдвинутым вперед захватом 1 происходит сцепление шестерни 25 с блокировочной рейкой 26. Поэтому, когда иланка 14 придет в движение в направлении от щпинделя, рейка 17 заставит шестерню 25 вращаться и катиться по рейке 22, увлекая за собой всю каретку 3 с захватами 1 и 2. Происходит смена захватов, в конце которой против шпинделя оказывается захват 2. Механизм его перемещения, работая описанным выще образом, но
в обратной последовательности, производит установ в щпиндель станка новой инструментальной оправки. С окончанием цикла смены вновь включается в работу моторная каретка 24 и отводит каретку 3
из рабочей зоны станка. Усилие разгона и
торможения каретки при этом воспринимает вилка 20, которая удерживается в крайних положениях за счет сохранения давления в соответствующей цепи гидропривода.
Таким образом, длина траектории движения инструментальных захватов в процессе смены инструмента в шпинделе станка складывается из высоты инструментальной оправки и удвоенной величины выдвижения захватов (определяется принимаемым максимальным диаметром инструмента), что позволяет быстро производить смену и уменьшает рабочую плош,адь стола, над которой производится смена.
Формула изобретения
1. Устройство для автоматической смены инструмента на металлорежущих станках, содержащее два захватных механизма, смонтированных в корпусе каретки, механизм перемещения каретки по направляющим траверсы от инструментального магазина к шпинделю станка и механизм смены захватов с его приводом, отличающееся тем, что, с целью расширения его технологических возможностей, каретка снабжена закрепленной в ее корпусе вер тикальной планкой с выступом, а каждый
захватный механизм имеет пару горизонтальных планок с пазом, жестко соединенных между собой дополнительно введенными перемычками, и цапфу, связывающую захватный механизм с приводом, при этом механизм смены захватов выполнен в виде кулисы, имеющей вертикальные и горизонтальные направляющие, первые из них установлены с возможностью взаимодействия с вертикальной планкой с выступом, вторые - с парой горизонтальных планок с пазом.
2. Устройство по п. 1, отличающееся тем, что механизм перемещения каретки по направляющим траверсы имеет рейку и вал-шестерню, связанную с ней, а механизм смены захватов снабжен рейкой, установленной на одной из горизонтальных планок захватного механизма, вал-шестерня жестко сблокирована с кареткой и расположена с возможностью зацепления с рейкой на горизонтальной планке захватного механизма в крайнем нижнем положении кулисы.
Источники информации, принятые во внимание при экспертизе
1. Проспект фирмы «Mandelli Италия, станок Мод. Regent 1000. 1976.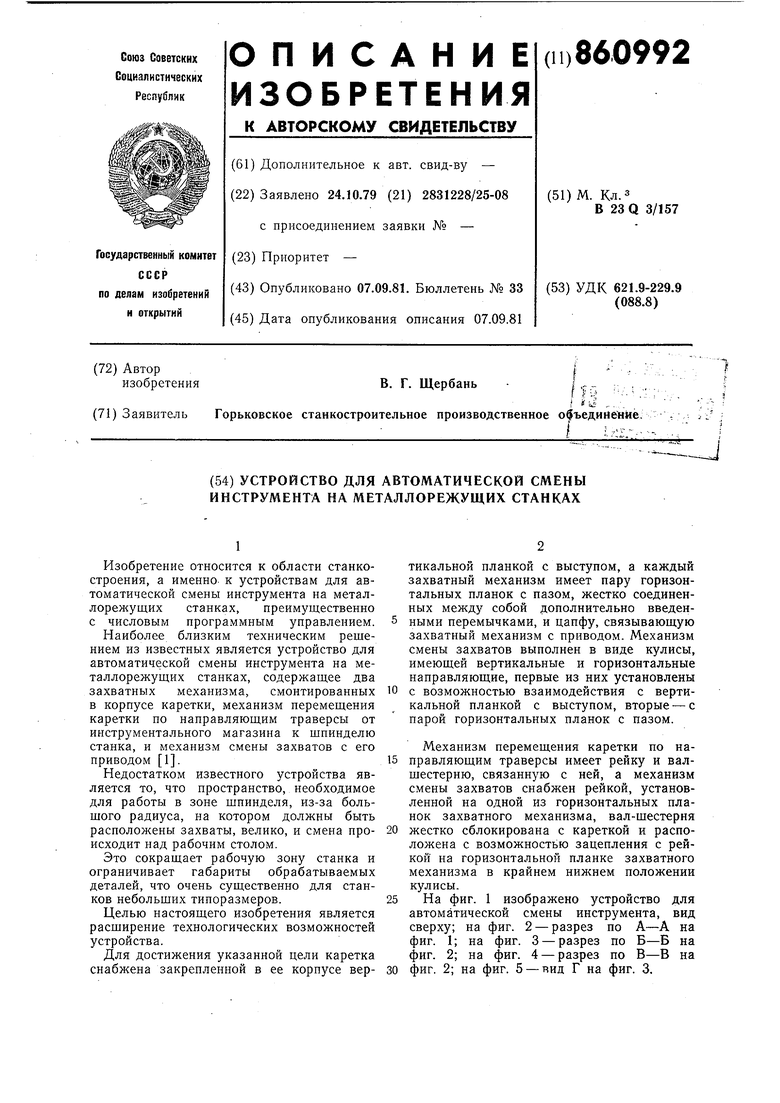
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструментов на металлорежущем станке | 1980 |
|
SU942935A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1038177A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Устройство автоматической смены инструмента | 1982 |
|
SU1142253A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
СТ.
ьЗ L.J -.
/(.
/f -/
Фк.2
.// -//
