Изобретение относится к металлургии и может быть использовано в конструкции машины непрерывного литья заготовок.
Известен ролик зоны вторичного охлаждения машины непрерывного литья заготовок, содержащий бочку с опорными цапфами и насаженный на бочку бандаж, выполненный из отдельных колец. При этом на каждом кольце наплавлен слой из легированного сплава (патент РФ N 2060861, МПК 6 B22D 11/12).
Недостатками известного ролика являются низкая его стойкость из-за неравномерности износа бандажа по длине ролика, так как в зоне опорной цапфы поверхность бандажа хотя и имеет повышенную прочность за счет легирования наплавленного металла, тем не менее подвергается наибольшему, по сравнению с другими участками ролика износу, из-за высокой температуры в контакте поверхности ролика с металлов, а также скопления в этой зоне высокотвердой окалины и невозможность ремонта изношенного участка бандажа, так как в этом случае замене подлежит весь ролик целиком.
Наиболее близким по технической сути к заявляемому устройству является Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхности многозаходными винтовыми канавками левого и правого направления, отличающийся тем. что, с целью повышения стойкости ролика, канавки выполнены глубиной 0.0025-0.008 диаметра бочки, а шаг канавок составляет 0.03-0.10 длины бочки (изобретение SU №1678511, МПК B22D 11/12, опубл. 23.09.91, бюл. 35).
Недостатком изобретения износ ролика, связанный с уменьшением опорной площади поверхности ролика и соответственно увеличенной нагрузки на поверхность ролика.
Целью изобретения является повышение стойкости ролика за счет внешнего цилиндра из жаропрочного материала жестко закрепляемого на поверхность ролика и охлаждения снаружи и внутри ролика, что обеспечивает повышение долговечности, а также снижение трещин на поверхности ролика.
Технический результат, достигаемый при использовании изобретения, состоит в повышении эксплуатационной долговечности роликов МНЛЗ.
Решение поставленной задачи обеспечивается тем, что в известном ролике машины непрерывного литья заготовок, содержащем бочку с приводной и опорной цапфами, на поверхности жестко крепится сменный цилиндр из жаропрочного материала, внутри ролика выполнено глухое отверстие под штангу распылителя, а также радиальные сквозные отверстия для охлаждения диаметром 1,5-2,5 мм, выходящие через сменный цилиндр на поверхность ролика, выполненные по спиральной линии вдоль поверхности ролика с шагом 100 мм.
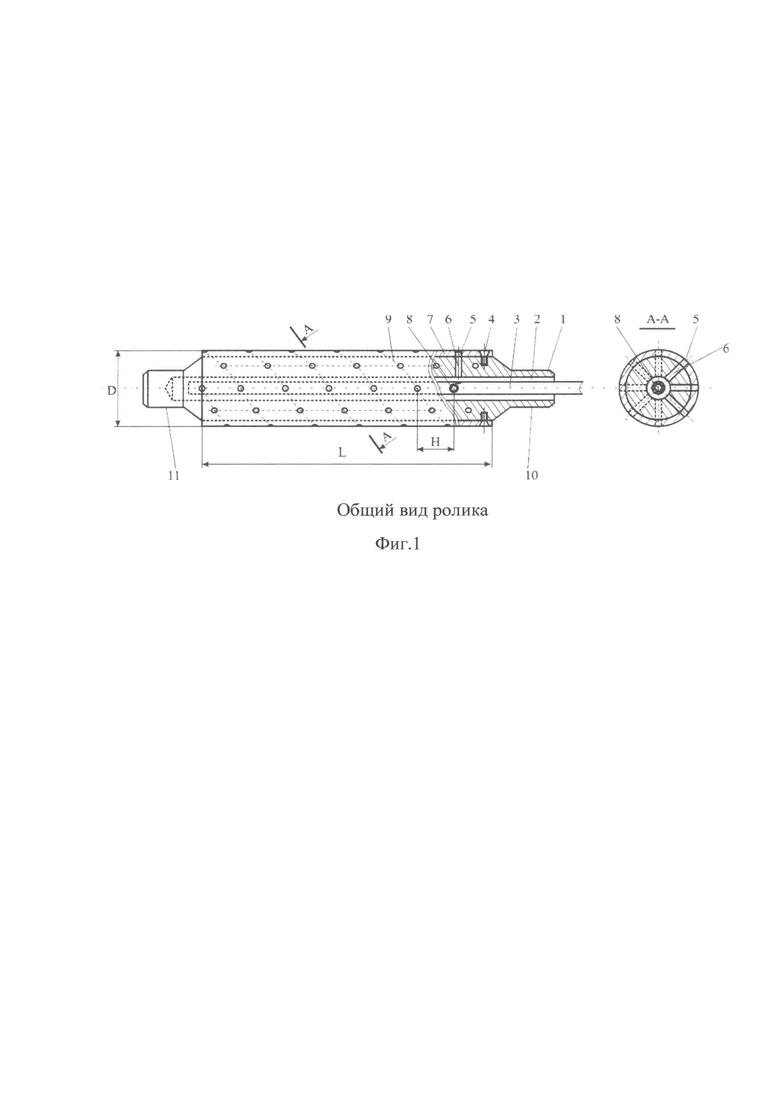
Сущность изобретения поясняется чертежом на фиг.1, где изображен общий вид ролика.
Охлаждаемый ролик машины непрерывного литья заготовок, содержащий бочку 1 с приводной 10 и опорной 11 цапфами, отличающийся тем, что на его поверхность жестко закреплен сменный цилиндр 7 из жаропрочного материала, внутри по оси ролика выполнено глухое отверстие 2 под штангу распылителя 3, а также радиальные сквозные отверстия 5,6 для охлаждения диаметром 1,5-2,5 мм, выходящие через сменный цилиндр 7 на поверхность ролика, выполненные по спиральной линии 9 вдоль поверхности ролика с шагом 50 мм.
Работает устройство следующим образом. Ролик цапфами крепится в подшипниках (в схеме не указаны). Внутрь ролика в глухое отверстие по оси ролика вставляется штанга распылителя с форсунками. При подаче воды форсунки распыляют воду в сквозные отверстия. В результате внутренность ролика охлаждается за счет сквозных отверстий, которые увеличивают охлаждаемую поверхность внутри ролика. Так как отверстия сквозные, то часть охлаждающей жидкости поступает на поверхность ролика, обеспечивая внешнее охлаждение. Сменный цилиндр из жаропрочного материала в случае износа поверхности заменяется на другой, при этом бочка ролика с приводной и опорной цапфами продолжает эксплуатироваться.
Установка роликов с заявляемой конструкцией позволит значительно повысить стойкость ролика за счет внешнего и внутреннего охлаждения, связанного с равномерным расположением по спирали вдоль оси ролика сквозных отверстий и соответственно равномерного охлаждения ролика и износа ролика по всей его длине.
Кроме того, заявляемая конструкция ролика МНЛЗ позволит обеспечить его ремонтопригодность за счет полного восстановления рабочей поверхности ролика путем замены сменного цилиндра из жаропрочного материала на новый.
Все это ведет к повышению эксплуатационной долговечности ролика МНЛЗ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| РОЛИК | 1996 |
|
RU2095190C1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2111084C1 |
| ВАЛОК УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2310546C1 |
Изобретение относится к металлургии и может быть использовано в конструкции машины непрерывного литья заготовок. Охлаждаемый ролик машины непрерывного литья заготовок, содержащий бочку с приводной и опорной цапфами, в котором на его поверхность жестко закреплен сменный цилиндр из жаропрочного материала, внутри по оси ролика выполнено глухое отверстие под штангу распылителя, а также радиальные сквозные отверстия для охлаждения диаметром 1,5-2,5 мм, выходящие через сменный цилиндр на поверхность ролика, выполненные по спиральной линии вдоль поверхности ролика с шагом 100 мм. Технический результат заключается в повышении эксплуатационной долговечности ролика машины непрерывного литья заготовок. 1 ил.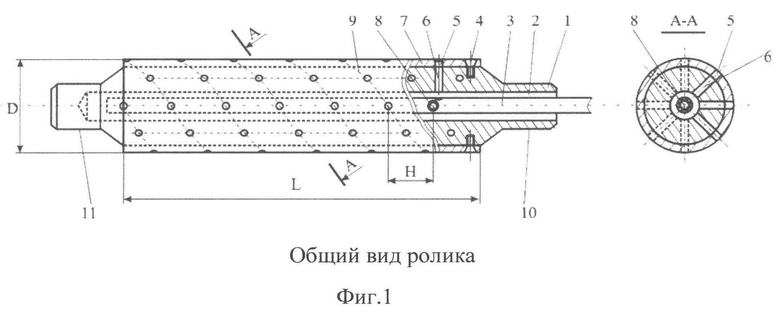
Охлаждаемый ролик машины непрерывного литья заготовок, содержащий бочку с приводной и опорной цапфами, отличающийся тем, что на его поверхность жестко закреплен сменный цилиндр из жаропрочного материала, внутри по оси ролика выполнено глухое отверстие под штангу распылителя, а также радиальные сквозные отверстия для охлаждения диаметром 1,5-2,5 мм, выходящие через сменный цилиндр на поверхность ролика, выполненные по спиральной линии вдоль поверхности ролика с шагом 100 мм.
| US 4442883 A, 17.04.1984 | |||
| US 1605826 A, 02.11.1926 | |||
| US 1845746 A, 16.02.1932 | |||
| US 6533023 B2, 04.04.2002 | |||
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2138362C1 |
| WO 1993019874 A1, 14.10.1993. | |||

