Область техники, к которой относится изобретение
Настоящее изобретение относится к горячекатаному стальному листу, имеющему предел текучести, заключенный между 780 МПа и 1000 МПа, сопротивление разрыву, заключенное между 950 МПа и 1150 МПа, предпочтительно между 980 МПа и 1150 МПа, и отношение раздачи отверстия выше, чем 45%, который может быть использован для производства конструкционных деталей механических транспортных средств.
Уровень техники
Снижение массы транспортных средств для уменьшения выбросов CO2 представляет собой главную проблему в автомобильной промышленности. Указанное снижение массы должно быть связано с требованиями безопасности. В промышленности производства стали непрерывно разрабатываются новые стали для того, чтобы удовлетворить указанные требования. Поскольку применение сталей повышенной прочности в автомобильной промышленности возрастает, существует растущий спрос на стали, обладающие повышенной прочностью, а также улучшенной характеристики раздачи отверстия. Таким образом, было предложено несколько марок стали, обладающих различным уровнем прочности.
В опубликованном патенте EP1138796 описан горячекатаный стальной лист с сопротивлением разрыву выше, чем 1000 МПа, применяемый для автомобильных деталей. Для производства указанного горячекатаного стального листа обязательно требуются дорогие легирующие элементы, такие как молибден, который, благодаря эффекту повышения прочности, обеспечивает получение полностью бейнитной структуры и характеристики высокой механической прочности, и ванадий, который дает возможность получать высокодисперсные нитриды и карбиды и высокий уровень характеристик механического растяжения.
В опубликованном документе WO2018108653 получают горячекатаный плоский стальной лист, имеющий сопротивление разрыву 800 - 1500 МПа, предел текучести больше, чем 700 МПа, удлинение 7-25% величину раздачи отверстия больше, чем 20%. Указанный мартенситный горячекатаный стальной лист получают с помощью так называемого процесса закаливания и распределения, в котором сначала стальной лист охлаждают в диапазоне, где мартенситное превращения является незавершённым. После этого стальной лист повторно нагревается в температурном диапазоне, в котором углерод распределяется, то есть диффундирует из мартенсита и обогащает аустенит, который, таким образом, стабилизируется. Затем стальной лист охлаждается до комнатной температуры. Таким образом, окончательный стальной лист содержит распределенный мартенсит, свежий мартенсит и удерживаемый аустенит. Однако, для осуществления указанного способа требуется специальное устройство и технологическая линия.
В опубликованном документе WO2012130434 описана термическая обработка, которая изменяется по всей ширине покрытого листа, имеющего двойственную или мартенситную микроструктуру, для того, чтобы получить металлический лист с заданными механическими характеристиками по ширине металлической полосы. Однако, для указанного способа требуется специальное и сложное производственное оборудование. Кроме того, локализованные термические обработки могут создавать остаточные напряжения и проблемы плоскостности.
Раскрытие сущности изобретения
Одной задачей изобретения является обеспечение высокой прочности горячекатаного стального листа без потребности в большом количестве добавок дорогостоящих элементов.
Другой задачей этого изобретения является производство горячекатаного стального листа с использованием традиционной технологической линии и без увеличения стоимости производства.
Таким образом, изобретение имеет в виду разработку плоской горячекатаной высокопрочной стали с пределом текучести, заключенным между 780 МПа и 1000 МПа, сопротивлением разрыву (TS), заключенным между 950 МПа и 1150 МПа, предпочтительно между 980 МПа и 1150 МПа, суммарным удлинением выше, чем 8%, и коэффициентом расширения ОРО выше, чем 45%.
Другой задачей этого изобретения является предоставление стального листа, имеющего высокое сопротивление к возникновению и распространению трещин, таким образом, создается возможность предотвратить любое хрупкое разрушение деталей, изготовленных из стального листа. С этой целью, изобретение имеет в виду разработку плоского горячекатаного стального листа с энергией разрушения по Шарпи, определяемой на образцах с V-образным надрезом (энергия разрушения по Шарпи), выше чем 50 Дж/см² при 20°C.
Настоящее изобретение относится к горячекатаному стальному листу, имеющему химический состав, включающий в масс.%: 0,15% ≤ C ≤ 0,20%, 0,50% ≤ Mn ≤ 2,00%, 0,25% ≤ Si ≤ 1,25%, 0,10% ≤ Al ≤ 1,00%, с условием 1,00 ≤ (Al + Si) ≤ 2,00, 0,001% ≤ Cr ≤ 0,250%, P ≤ 0,02%, S ≤ 0,005, N ≤ 0,008% и необязательно один или несколько элементов среди: 0,005% ≤ Mo ≤ 0,250%, 0,005% ≤ V ≤0,250% , 0,0001% ≤ Ca ≤ 0,0030% и 0,001% ≤ Ti ≤ 0,025%, причем остальное железо и неизбежные примеси, и в котором микроструктура включает в себя долю поверхности феррита и бейнита, сумма которых составляет больше, чем 5% и определенно меньше, чем 20%, причем остаток состоит из отпущенного мартенсита.
В предпочтительном варианте осуществления содержание кремния заключено между 0,40% и 0,90%.
В другом предпочтительном варианте осуществления содержание алюминия заключено между 0,30% и 0,90%.
В другом предпочтительном варианте осуществления сумма содержания алюминия и кремния находится между 1,20% и 2,00%.
Горячекатаный стальной лист изобретения имеет предел текучести YS, заключенный между 780 МПа и 1000 МПа, и сопротивление разрыву TS между 950 МПа и 1150 МПа, предпочтительно между 980 МПа и 1150 МПа.
Согласно изобретению суммарное удлинение стали составляет выше, чем 8%.
Согласно изобретению величина раздачи отверстия в стали является выше, чем 45%.
Согласно изобретению энергия разрушения по Шарпи стали составляет выше, чем 50 Дж/см² при 20°C.
Толщина стали изобретения заключена между 1,8 и 4,5 мм, предпочтительно между 1,8 и 3,5 мм.
Согласно изобретению горячекатаный стальной лист содержит ферритный слой на поверхности, имеющий толщину меньше, чем 5% от толщины указанного горячекатаного стального листа.
Согласно изобретению горячекатаный стальной лист покрыт цинком или сплавом на основе цинка.
В первом варианте осуществления, покрытие на основе цинка содержит от 0,01 до 8,0% по массе of Al, необязательно от 0,2 до 8,0% по массе Mg, причем остальное составляет Zn.
Во втором варианте осуществления, покрытие на основе цинка содержит между 0,15 и 0,40% по массе Al, остальное приходится на Zn.
Настоящее изобретение предоставляет способ получения горячекатаного стального листа, включающий следующие последовательные стадии:
- получение стального полупродукта с указанным выше составом, затем
- горячая прокатка указанного стального полупродукта при окончательной температуре прокатки, заключенной между 875°С и 950°C для того, чтобы получить стальной лист, затем
- охлаждение указанного стального листа при скорости охлаждения VR1 выше, чем 50°C/с, для того, чтобы получить охлажденный стальной лист, затем
- свёртывание в рулон при температуре Tсвёр ниже 160°C, и ниже Mf для того, чтобы получить свёрнутый стальной лист, затем
- термическая обработка указанного свёрнутого листа до температуры термической обработки θA в течение времени tA, причем значения θA и tA являются таким, что величина
PA = θA (22 + log10tA) заключена между 15400 и 17500, где θA выражена в градусах K и tA выражена в часах.
В первом варианте осуществления изобретения, стадию термической обработки способа производства осуществляют путем периодической обработки в инертной или HNX (смеси Н2 и N2) атмосфере, при температуре термической обработки θA, заключенной между 400°С и 475°C, и длительность tA термической обработки при указанной температуре заключена между 10 и 25 час.
Во втором варианте осуществления изобретения, указанная стадия термической обработки осуществляется на непрерывной линии отжига, при температуре термической обработки θA, заключенной между 500°С и 600°C, причем длительность tA термической обработки при указанной температуре заключена между 40 с и 100 с, предпочтительно между 50 с и 100 с.
В предпочтительном варианте осуществления изобретения параметр PA находится в диапазоне 15500 – 17000.
Способ производства дополнительно включает в себя стадию травления после указанной стадии свёртывания и до термической обработки.
Способ производства дополнительно включает в себя стадию травления после указанной термической обработки.
В первом варианте осуществления схемы охлаждения изобретения, охлаждение проводится путем водяного охлаждения при скорости охлаждения VR1 выше, чем 75°C/с.
Во второй схеме охлаждения, при скорости охлаждения VR1, охлаждение проводится до достижения промежуточной температуры Ti, заключенной между 500 и 550°C, затем, начиная с температуры Ti,
- кроме того, воздушное охлаждение проводится в течение времени t2 длительностью 1 - 5 секунд, затем
- лист охлаждается при скорости охлаждения VR2 выше, чем 40°C/с.
В предпочтительном варианте осуществления изобретения, указанное воздушное охлаждение проводится в течение времени t2 длительностью 2 - 3 секунды.
Согласно изобретению стальной лист может быть использован для производства конструкционных деталей механических транспортных средств.
Теперь, изобретение будет описано более подробно, но без введения ограничений, со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
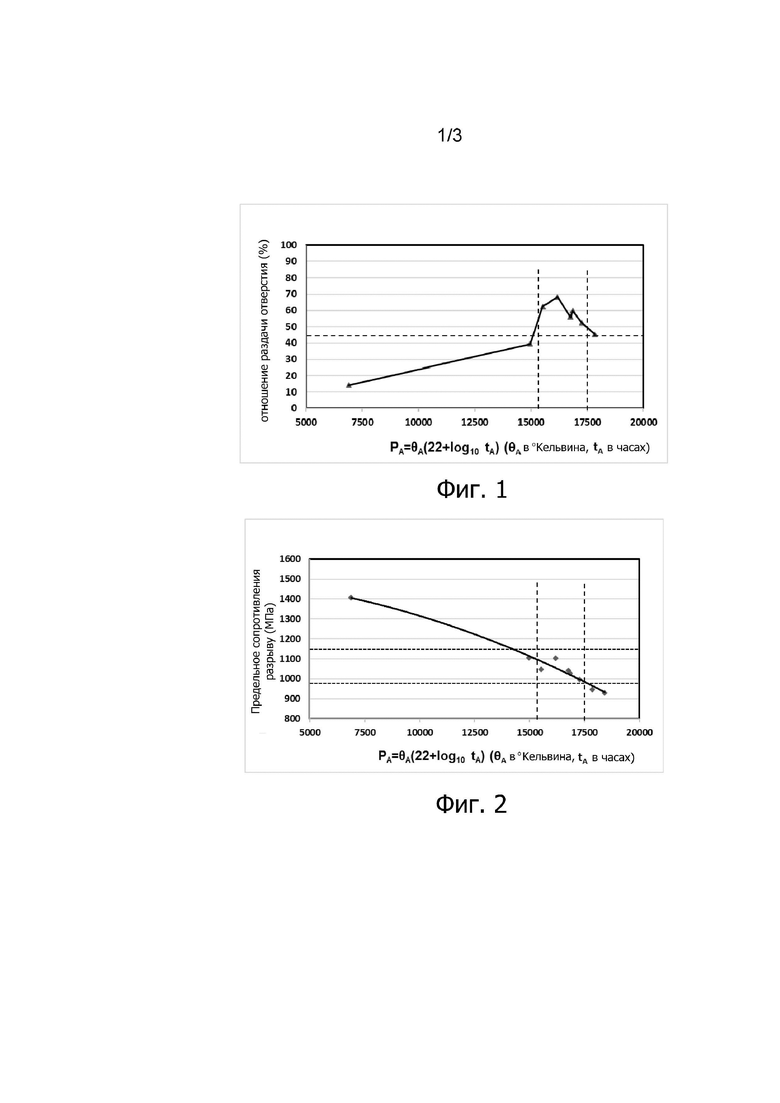
Фигура 1 описывает изменение отношения раздачи отверстия (ОРО) в зависимости от параметра термической обработки PA = θA (22+ log10 tA), для состава стали согласно изобретению.
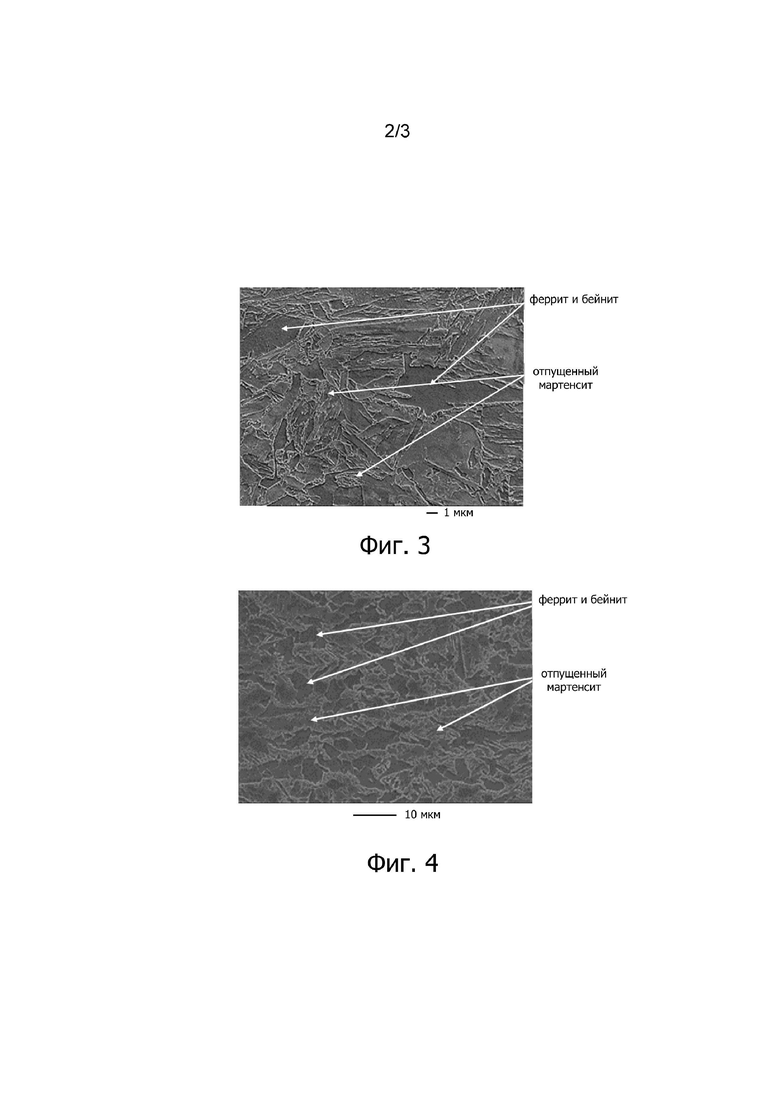
Фигура 2 описывает изменение сопротивления разрыву в зависимости от параметра PA, для состава стали согласно изобретению.
Фигура 3 иллюстрирует пример микроструктуры горячекатаного стального листа согласно изобретению.
Фигура 4 иллюстрирует пример микроструктуры горячекатаного стального листа, который не соответствует изобретению.
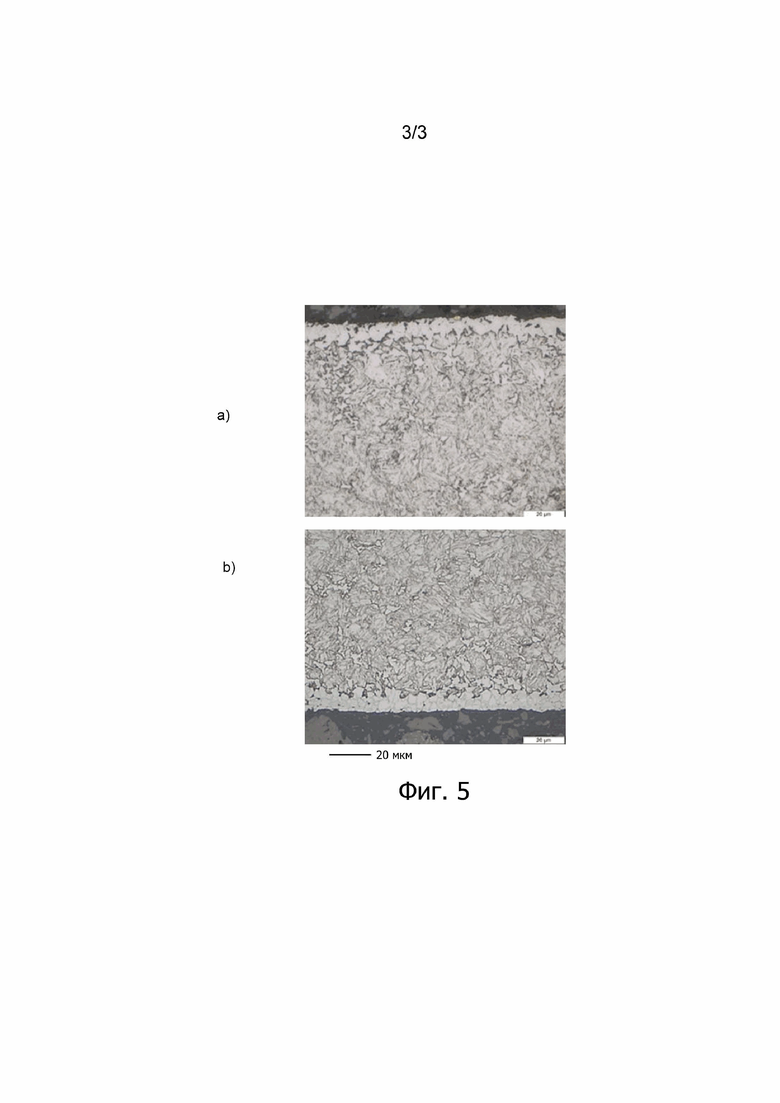
Фигура 5 иллюстрирует микроструктуру стального листа варианта согласно изобретению, где лист содержит ферритный слой на поверхности.
В следующем описании изобретения, предел текучести YS, сопротивление разрыву TS и суммарное удлинение стального листа относятся к стандарту Японии JIS Z2241. Отношение раздачи отверстия ОРО относится к стандарту ISO 16630:2009.
Для достижения желательных микроконструкционных и механических характеристик, химический состав и технологические параметры имеют большое значение. Состав стали, выраженный в процентах по массе, является следующим:
- 0,15% ≤ C ≤ 0,20%: если содержание углерода меньше, чем 0,15%, то нельзя достичь величины сопротивления разрыву 950 МПа. Если содержание углерода является выше, чем 0,20%, то предел текучести и сопротивление разрыву могут превышать 1000 МПа и 1150 МПа, соответственно, и суммарное удлинение может быть меньше, чем 8%.
- 0,50% ≤ Mn ≤ 2,00%: когда содержание марганца ниже 0,50%, способность стали к закаливанию снижается, и сумма долей феррита и бейнита на поверхности определенно не может быть меньше, чем 20%, таким образом, сопротивление разрыву может быть меньше, чем 950 МПа. Если содержание марганца больше, чем 2,00%, то риск центральной сегрегации повышается, таким образом, ухудшаются значения предела текучести, сопротивления разрыву и раздачи отверстия.
- 0,25% ≤ Si ≤ 1,25%: кремний представляет собой элемент, используемый для раскисления в жидком состоянии и для достижения упрочнения при образовании твёрдого раствора. Если содержание Si меньше, чем 0,25%, то снижается способность стали к закаливанию. Однако, если содержание Si превышает 1,25%, замедляется кинетика образования карбидов. Таким образом, содержание феррита может быть выше, чем 20%, и сопротивление разрыву может быть меньше, чем 950 МПа. В предпочтительном варианте осуществления содержание кремния заключается между 0,40% и 0,90%
- 0,10% ≤ Al ≤ 1,00%: добавка алюминия дает вклад в эффективное раскисление в жидком состоянии и способствует стабилизации феррита. Если содержание алюминия ниже 0,10%, то сумма долей феррита и бейнита на поверхности горячекатаного листа может быть меньше, чем 5%, и таким образом, суммарное удлинение листа может быть меньше, чем 8%. За пределами 1,00% может образоваться слишком много феррита при охлаждении, таким образом, нельзя достичь величин предела текучести и сопротивления разрыву, которые требуются в изобретении. В предпочтительном варианте осуществления содержание алюминия заключено между 0,30% и 0,90%.
- 1,00 ≤ Al+Si ≤ 2,00: когда сумма содержания кремния и алюминия заключена между 1,00% и 2,00%, создается возможность получения микроструктуры, содержащей больше, чем 5% и меньше, чем 20% феррита и бейнита, таким образом, достигается повышенная пластичность и удлинение. В предпочтительном варианте осуществления суммарное содержание кремния и алюминия заключено между 1,20% и 2,00%, чтобы способствовать образованию ферритного слоя на основной поверхности стального листа. Ферритный слой дает возможность получить величину отношения радиуса изгиба к толщине листа меньше, чем 1 в направлении прокатки, и меньше, чем 1,5 в обратном направлении.
- P ≤ 0,02%: если содержание фосфора превышает 0,02%, то может происходить сегрегация по границам зёрен, и может уменьшиться удлинение стального листа. Более того, при таком высоком содержании фосфор может вызвать хрупкость при отпуске, когда свёрнутый стальной лист подвергается дополнительной термической обработке. Предпочтительно содержание фосфора составляет выше, чем 0,0005%, так как достижение содержания фосфора на более низком уровне является дорогостоящей операцией в сталеплавильном цеху, без соответствующего значительного улучшения механических свойств.
- S ≤ 0,005%: содержание серы ограничено величиной 0,005% для того, чтобы подавить образование сульфидов, которые ухудшают пластичность листа. Предпочтительно содержание серы составляет выше, чем 0,0005%, так как достижение содержания серы на более низком уровне является весьма дорогостоящей операцией при выплавке стали, без соответствующего значительного улучшения механических свойств.
- N ≤ 0,008%: если содержание азота превышает 0,008%, то некоторые элементы могут осаждаться в жидком или твёрдом состоянии в форме нитридов или карбонитридов. Необходимо избегать осаждения крупных частиц, поскольку это снижает пластичность горячекатаного стального листа. Предпочтительно содержание азота составляет выше, чем 0,001%. Однако, снижение содержание азота до уровня меньше, чем 0,001% является дорогостоящей операцией, и не приводит к значительному улучшению механических свойств.
- 0,001% ≤ Cr ≤ 0,250%: хром повышает способность к закаливанию. Если содержание Cr меньше, чем 0,001%, то способность к закаливанию не улучшается. Если содержание Cr превышает 0,250%, то возрастает риск макро- и микросегрегации, и таким образом, сопротивление разрыву может стать меньше, чем 950 МПа.
- 0,005% ≤ Mo ≤ 0,250%: молибден может быть добавлен как необязательный элемент для того, чтобы повысить способность стали к закаливанию, то есть, создать возможность для более легкого образования мартенсита при охлаждении. Ниже 0,005% указанный полезный эффект не достигается. Однако, поскольку молибден является дорогостоящим элементом, его содержание ограничено до 0,250% с тем, чтобы производство стального листа было рентабельным.
- 0,005% ≤ V ≤ 0,250%: ванадий, в качестве необязательного элемента, дает возможность получения стального листа с высокой ударной вязкостью после периодической термической обработки. Однако, добавка ванадия более 0,250% является нерентабельной.
- 0,0001% ≤ Ca ≤ 0,0030%: Кальций также может быть добавлен, как необязательный элемент. Добавка кальция в жидком состоянии дает возможность получения мелкозернистых оксидов или оксисульфидов. Указанные частицы действуют как зародыши при последующем осаждении мелкозернистых частиц нитридов/карбонитридов титана. Уменьшение размера частиц карбонитридов дает возможность достигнуть улучшенную способность раздачи отверстия.
- 0,001% ≤ Ti ≤ 0,025%: титан может быть также может быть добавлен, как необязательный элемент: когда содержание Ti составляет больше, чем 0,025%, титан предрасположен осаждаться в жидкой фазе в форме крупных частиц нитридов титана, что снижает пластичность листа. Однако, снижение содержания титана до уровня меньше, чем 0,001%, трудно осуществить в промышленном масштабе, и не приводит к дополнительному улучшению механических свойств.
Остальная часть состава приходится на железо и неизбежные примеси, появляющиеся при плавлении.
Теперь будет детализирована микроструктура горячекатаного стального листа согласно изобретению.
Согласно изобретению, сумма содержания феррита и бейнита составляет больше, чем 5% и определенно меньше, чем 20%. Если указанная сумма определенно не меньше, чем 20%, то величины предела текучести и сопротивления разрыву снижаются и не могут достигать минимальных значений 780 MПа и 950 MПа соответственно. Кроме того, отношение раздачи отверстия будет небольшим. Пластичность стального листа снижается, когда содержание феррита и бейнита меньше 5%.
Остаток микроструктуры состоит из отпущенного мартенсита. В рамках изобретения, отпущенный мартенсит определяется как извлеченный мартенсит, который содержит осажденный цементит, который может коалесцировать при наиболее высокой температуре отпуска. Его характерные особенности соответствуют, так называемой 3й стадии отпуска мартенсита, описание которого приведено в публикации A. Constant, G. Henry, J.C. Charbonnier: “Основные принципы термической, термомеханической и термохимической обработки стали”, изд-во PYC Edition, 1992, с. 190-191.
Согласно изобретению, стальной лист производится в процессе горячей прокатки. Это дает возможность получения стального листа с двумя основными параллельными и противоположными поверхностями, причем стальной лист также имеет кромки, которые могут быть определены как вторичные поверхности. Согласно варианту осуществления изобретения, горячекатаный стальной лист содержит ферритный слой на основных поверхностях листа, и имеет толщину меньше, чем 5% от толщины указанного горячекатаного стального листа.
Теперь будет описан способ производства горячекатаного листа.
Предоставлен полупродукт, который может быть подвергнут дополнительной горячей прокатке, имеющий состав стали, описанный выше. Указанный полупродукт может быть в форме слитка или сляба, полученных путем непрерывной разливки, обычно с толщиной приблизительно 200 мм. В качестве альтернативы, этот полупродукт также может иметь форму тонкой пластины с толщиной порядка несколько десятков миллиметров, или лист, полученный путем прямой отливки между противоположно вращающимися валками. Полупродукты нагревают до температуры выше, чем 1150°C, чтобы иметь возможность легко проводить горячую прокатку, причем окончательная температура горячей прокатки заключена между 875°С и 950°C. Горячая прокатка при температуре ниже 875°C способствует образованию аустенита, и затем образованию избыточного феррита во время охлаждения, что ухудшает формуемость. Если температура горячей прокатки температур превышает 950°C, то возрастает тенденция образования окалин, таким образом, качество поверхности продукта является плохим.
Затем горячекатаный продукт охлаждается со скоростью охлаждения VR1, по меньшей мере, равной 50°C/с, чтобы избежать образования феррита, до температуры свёртывания меньше, чем 160°С, а также меньше, чем Mf, где Mf означает температуру конца превращения аустенита в мартенсит. Согласно публикации (справочник) Malcom Blair и Thomas L. Stevens, “Steel castings Handbook – 6е издание”, температура конца мартенсита Mf на 245°C меньше, чем температура начала мартенсита Ms, значение которой можно рассчитать по формуле, выведенной Andrews и опубликованной в Journal of the Iron and Steel Institute, т. 203, с. 721-727, 1965:
Ms(°C)= 785- 453 %C- 16,9 %Ni- 15 %Cr- 9,5 %Mo+ 217 (%C)² -71,5 %C• %Mn- 67,6 %C• %Cr
В предпочтительном варианте осуществления, горячекатаный продукт свёртывается при температуре, которая меньше, чем 160°С и меньше, чем (Mf - 10°C). Таким образом, получается высокая микроконструкционная однородность по всей стальной полосе.
В одном варианте осуществления схемы охлаждения, указанная стадия охлаждения проводится путем одноступенчатого охлаждения, с водяным охлаждением со скоростью охлаждения VR1 выше, чем 75°C/с, чтобы получить матрицу мартенситной микроструктуры, содержащую феррит и бейнит, сумма которых больше, чем 5% и определенно меньше, чем 20% в области поверхности.
В другом варианте осуществления схемы охлаждения, указанная стадия охлаждения проводится путем многоступенчатого охлаждения, с первой ступенью охлаждения при указанной скорости охлаждения VR1 с целью достижения промежуточной температуры Ti, заключенной между 500 и 550°C. Затем непосредственно проводится охлаждение воздухом в течение времени t2, заключенного между 1 и 5 секунд, предпочтительно в течение 2 - 3 секунд, до последней ступени охлаждения при скорости охлаждения выше, чем 40°C/с. Многоступенчатое охлаждение дает возможность добиться частичного ферритного или бейнитного превращения, таким образом, получается от 5 до 20% (феррит плюс бейнит) внутри мартенситной матрицы.
При любой схеме охлаждения, в последующем горячекатаная сталь подвергается термообработке после свёртывания, при температуре θA, в течение времени tA, где tA означает длительность выдержки при температуре θA, причем величины θA и tA являются такими, что значение параметра термообработки, PA= θA (22+ log10 tA), заключено между 15400 и 17500. Таким образом, параметр PA учитывает комбинированное влияние температуры и длительности выдержки.
Из уровня техники известно, что некоторые механические характеристики, такие как величина раздачи отверстия и суммарное удлинение, улучшаются при высоком значении параметра PA. Напротив, когда параметр PA возрастает, значения предела текучести и сопротивления разрыву снижаются. Для мартенситных сталей, в публикации WO2012130434 описано, что механические характеристики являются оптимальными, когда значение PA находится между 13000 и 15000. В частности, величина раздачи отверстия непрерывно увеличивается с ростом PA. Неожиданным образом, как показано на фигуре 1, в настоящем изобретении представлены доказательства того, что величина раздачи отверстия значительно снижается при PA выше конкретного значения ~16000. Таким образом, как продемонстрировано на фигурах 1 и 2, изобретение обеспечивает возможность получения желательных механических свойств, когда величина PA находится в диапазоне между 15400 и 17500, и в частности между 15500 и 17000.
Согласно изобретению, стадия термической обработки может быть осуществлена прерывистом (периодическом) или непрерывном режиме.
В первом варианте осуществления изобретения этап термической обработки способа производства стали проводится путем периодической обработки рулона горячекатаного листа в печи с инертным газом или в атмосфере HNX, при температуре термической обработки θA, заключенной между 400°С и 475°C, причем время выдерживания tA при указанной температуре термической обработки находится между 10 и 25 ч, для того чтобы получить матрицу отпущенного мартенсита, в которой сочетаются характеристики хорошей формуемости и растяжения.
Во втором варианте осуществления изобретения указанный этап термической обработки проводится на непрерывной линии отжига, до температуры термической обработки θA, заключенной между 500°С и 600°C, причем время выдерживания tA при указанной температуре термической обработки находится между 40 с и 100 с, предпочтительно между 50 с и 100 с, для того чтобы получить матрицу отпущенного мартенсита, в которой сочетаются характеристики хорошей формуемости и растяжения.
Первая стадия травления может быть добавлена после свёртывания, и вторая стадия добавляется после термической обработки с целью удаления поверхностных оксидов.
Из уровня техники известно, что последовательно отпущенные и медленно охлажденные мартенситные стали, могут демонстрировать низкую ударную вязкость. В изобретении состав стали и условия термической обработки определяются таким образом, чтобы получить для окончательного горячекатаного стального листа энергию Charpy V (ударный изгиб по Шарпи с V-образным вырезом) по меньшей мере, 50 Дж/см² при 20°C. Таким образом, полученный стальной лист не проявляет хрупкости при отпуске.
Обычно толщина горячекатаного стального листа заключена между 1,8 и 4,5 мм, предпочтительно между 1,8 и 3,5 мм.
Теперь изобретение будет иллюстрировано следующими примерами, которые никоим образом не являются ограничивающими.
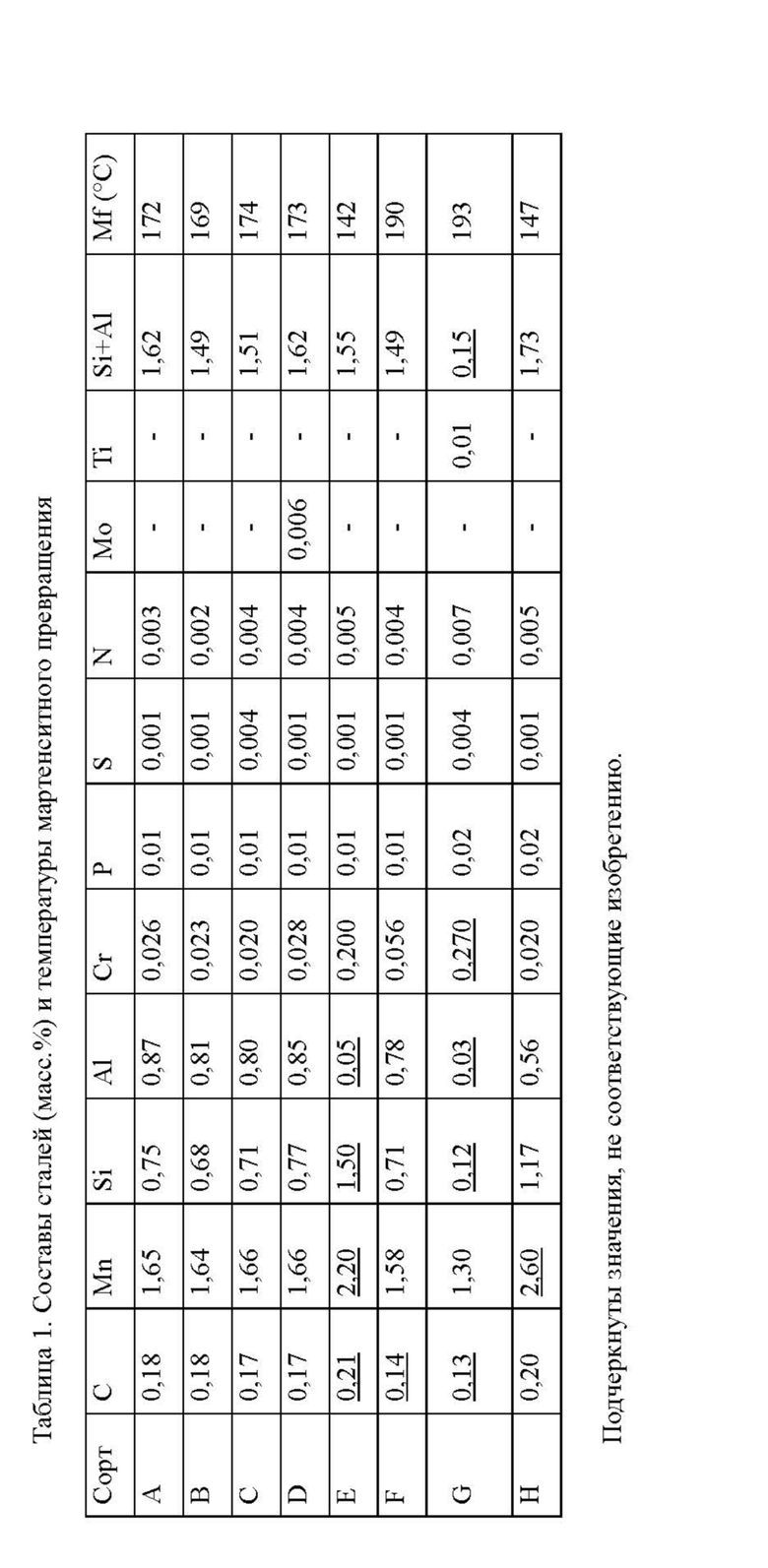
Пример 1
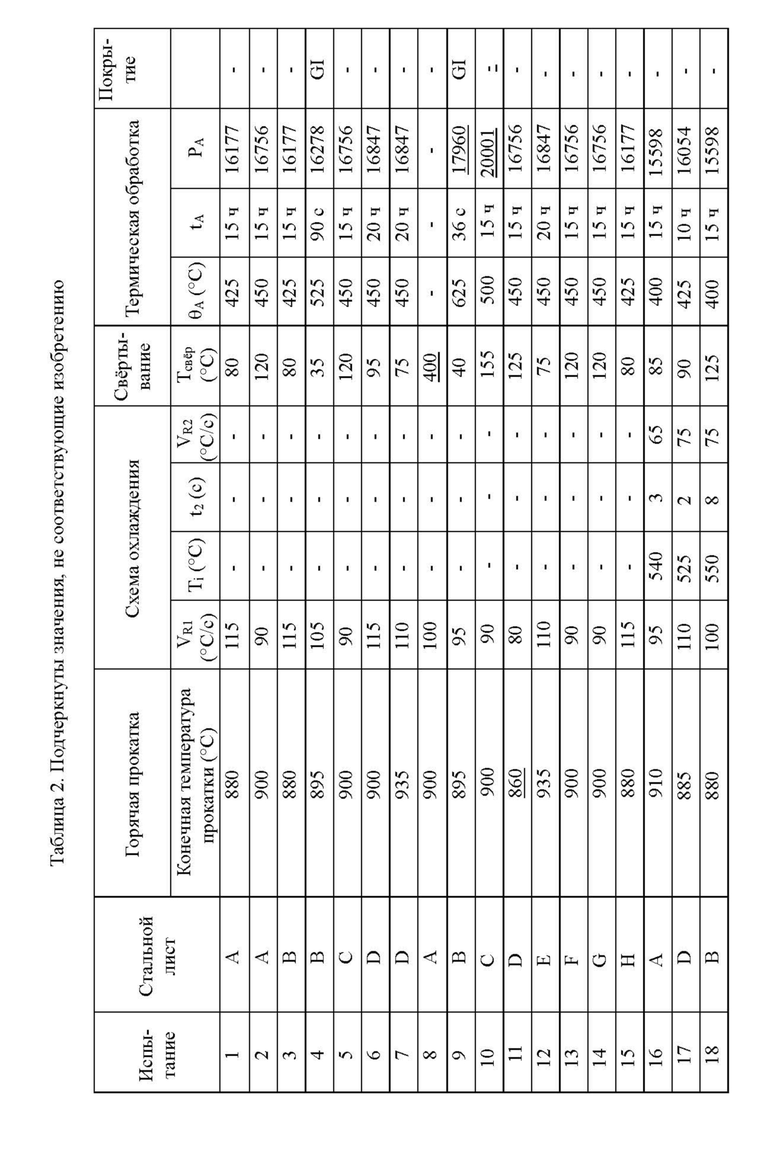
Были предоставлены полупродукты в форме отливки, имеющей толщину в диапазоне между 28 и 40 мм, и подробный состав, указанный в таблице 1. Для различных составов содержание кальция составляло 0,002 масс.%, остаток состава представлял собой железо и примеси, появляющиеся при плавлении. Конечную температуру мартенсита рассчитывали по начальной температуре мартенсита, как: Mf = Ms - 245°C. Указанные полупродукты нагревали при температуре выше, чем 1150°С и далее подвергали горячей прокатке до толщины заключенной между 1,8 и 4,5 мм. В таблице 2 приведены подробные условия производства, которые были использованы. Испытания 1-15 соответствовали варианту первой схемы охлаждения, описанной выше, испытания 16-18 соответствовали условиям второй схемы охлаждения, описанной выше. Стадии травления осуществляли после свёртывания и после термической обработки. В испытаниях 4 и 9 горячекатаные стальные листы были гальванизированы (GI).
Микроструктуру термически обработанного стального листа исследовали на полированных образцах, протравленных раствором азотной кислоты и спирта (Nital), с использованием оптического и сканирующего электронного микроскопа. Доли поверхности различных компонентов микроструктуры измеряли с помощью анализа изображений в сочетании с количественным определением. Кроме того, оценивали возможное присутствие ферритного слоя на основных поверхностях стального листа. Доли компонентов и толщина возможного ферритного слоя приведены в Таблице 3. В таблице 4 собраны механические свойства окончательного термически обработанного стального листа. Предел текучести YS, предельное сопротивление разрыву TS и суммарное удлинение определяли согласно стандарту JIS Z2241. Отношение раздачи отверстия определяли согласно стандарту ISO 16630:2009.
Энергию Шарпи V измеряли при 20°C на образцах субразмерной толщины, измеренную энергию разрушения делили на площадь связки под V-вырезом испытуемого образца.
Способ раздачи отверстия состоит в измерении исходного диаметра Di отверстия до (номинально: 10 мм), затем окончательного диаметра Df отверстия после штамповки, определяемого при рассмотрении через трещины в направлении толщины листа на кромках отверстия. Способность раздачи отверстия Ac, % определяли по следующей формуле:
Ac = 100*(Df-Di)/Di. Следовательно, Ac используется для количественной оценки способности листа выдерживать штамповку на уровне разрезанного отверстия.
Таблица 3: Микроконструкционные характеристики термически обработанного окончательного стального листа.
тание
Подчеркнуты значения, не соответствующие изобретению
n-a: не оценивали
Таблица 4. Механические характеристики термически обработанного окончательного стального листа
тание
(МПа)
Подчеркнуты недостаточные значения: TS, YS, суммарного удлинения или ОРО
В испытаниях 1-7 и 16-17, составы и условия производства соответствуют изобретению. Таким образом, получена желательная микроструктура. Фигура 3 иллюстрирует микроструктуру, полученную в испытании 7, которая содержит 89% отпущенного мартенсита и 11% феррита и бейнита. В результате получены отличные характеристики растяжения и отношения раздачи отверстия. Ударная вязкость листов является высокой, поскольку энергия Шарпи при 20°C значительно превышает 50 Дж/см².
В испытаниях 1-3, 6-7, 16-17 на основной поверхности стального листа присутствует ферритный слой, таким образом, имеется возможность достижения повышенных характеристик изгибания. В частности, для испытания 7 радиус изгиба листа, отнесенный к его толщине, составляет меньше, чем 1 в направлении прокатки и меньше, чем 1,5 в обратном направлении, что указывает на отличные характеристики изгибания.
Фигуры 5 a) и b) иллюстрируют ферритный слой, присутствующий соответственно на двух противоположных основных поверхностях произведенного стального листа в испытании 7.
В испытаниях 8-11 и 18 листы не соответствуют условиям производства согласно изобретению. В результате термически обработанный стальной лист не удовлетворяет требованиям к механическим характеристик.
Действительно, в испытании 8 температура свёртывания является выше, чем 160°С и превышает температуру конца мартенситного превращения. Таким образом, создается избыточное количество феррита, что снижает значение сопротивления разрыва и отношение раздачи отверстия.
В испытаниях 9 и 10 параметр PA превышает 17500, и температура периодической термической обработки превышает 475°C. В окончательной микроструктуре присутствует 80% отпущенного мартенсита, таким образом, сопротивление разрыву не соответствует величине 950 МПа.
В испытании 11 конечная температура горячей прокатки ниже 875°C. Таким образом, это способствует созданию аустенита и избыточного феррита во время охлаждения. Фигура 4 иллюстрирует микроструктуру, полученную в испытании 11, которая содержит 60% отпущенного мартенсита и 40% феррита и бейнита. Таким образом, значения предела текучести, сопротивления разрыву и раздачи отверстия являются недостаточными.
В испытании 18 промежуточное выдерживание t2 в схеме охлаждения превышает 5 с. Таким образом, создается избыточное количество феррита и бейнита, что снижает предел текучести, сопротивление разрыву и величину раздачи отверстия.
В испытаниях 12-15 составы стали находятся за пределами изобретения. Поэтому окончательный стальной лист имеет недовлетворительные механические и микроконструкционные характеристики.
В испытании 12 содержание углерода, марганца и кремния в составе стали превышает значения, указанные в изобретении. Таким образом, присутствует недостаточное количество феррита и бейнита, характеристика раздачи отверстия является неудовлетворительной.
Напротив, в испытании 13 содержание углерода составляет меньше, чем 0,15%, в результате получены неудовлетворительные значения сопротивления разрыву раздачи отверстия.
В испытании 14 содержание углерода, кремния, алюминия и хрома в стали, не соответствует изобретению. В частности, из-за низкого содержания углерода, создается избыточное количество феррита и бейнита, что делает невозможным получение удовлетворительных значений напряжения растяжения и раздачи отверстия.
Окончательно, в испытании 15 содержание марганца является выше, чем 2%. Таким образом, получается недостаточное количество феррита и бейнита, и величина раздачи отверстия не достигает 45%.
Стальной лист согласно изобретению может быть выгодно использован для производства конструкционных деталей механических транспортных средств.
Изобретение относится к области металлургии, а именно к изготовлению горячекатаного стального листа, используемого для производства конструкционных деталей транспортных средств. Горячекатаный стальной лист имеет химический состав, включающий, мас.%: 0,15 ≤ C ≤ 0,20, 0,50 ≤ Mn ≤ 2,00, 0,25 ≤ Si ≤ 1,25, 0,10 ≤ Al ≤ 1,00, причем 1,00 ≤ Al+Si ≤ 2,00, 0,001 ≤ Cr ≤ 0,250, P ≤ 0,02, S ≤ 0,005, N ≤ 0,008, при необходимости по меньшей мере один элемент из: 0,005 ≤ Mo ≤ 0,250, 0,005 ≤ V ≤ 0,250, 0,0001 ≤ Ca ≤ 0,003 и 0,001 ≤ Ti ≤ 0,025, остальное - Fe и неизбежные примеси. Микроструктура стального листа содержит феррит и бейнит, сумма которых в долях поверхности составляет больше чем 5% и меньше чем 20%, причем остаток состоит из отпущенного мартенсита. Получаемые горячекатаные листы обладают высокой прочностью без необходимости использования большого количества добавок дорогостоящих элементов. 5 н. и 25 з.п. ф-лы, 5 ил., 4 табл., 1 пр.
1. Горячекатаный стальной лист, имеющий химический состав, включающий, мас.%:
0,15 ≤ C ≤ 0,20,
0,50 ≤ Mn ≤ 2,00,
0,25 ≤ Si ≤ 1,25,
0,10 ≤ Al ≤ 1,00,
причем 1,00 ≤ Al+Si ≤ 2,00,
0,001 ≤ Cr ≤ 0,250,
P ≤ 0,02,
S ≤ 0,005,
N ≤ 0,008,
и необязательно один или несколько элементов среди:
0,005 ≤ Mo ≤ 0,250,
0,005 ≤ V ≤ 0,250,
0,0001 ≤ Ca ≤ 0,003 и
0,001 ≤ Ti ≤ 0,025,
Fe и неизбежные примеси - остальное,
при этом микроструктура стального листа содержит феррит и бейнит, сумма которых в долях поверхности составляет больше чем 5% и меньше чем 20%, причем остаток состоит из отпущенного мартенсита.
2. Стальной лист по п. 1, в котором содержание Si заключено между 0,40 и 0,90%.
3. Стальной лист по п. 1 или 2, в котором содержание Al заключено между 0,30 и 0,90%.
4. Стальной лист по любому из пп. 1–3, в котором содержание Al+Si заключено между 1,20 и 2,00%.
5. Стальной лист по любому из пп. 1-4, в котором предел текучести YS заключен между 780 и 1000 МПа и сопротивление разрыву TS заключено между 950 и 1150 МПа.
6. Стальной лист по любому из пп. 1-5, в котором суммарное удлинение является выше чем 8%.
7. Стальной лист по любому из пп. 1-6, в котором раздача отверстия ОРО является выше чем 45%.
8. Стальной лист по любому из пп. 1-7, в котором энергия разрушения по Шарпи составляет выше чем 50 Дж/см2 при 20°C.
9. Стальной лист по любому из пп. 1-8, в котором толщина заключена между 1,8 и 4,5 мм.
10. Стальной лист по любому из пп. 1-9, включающий ферритный слой на поверхности, имеющий толщину меньше чем 5% от толщины указанного горячекатаного стального листа.
11. Стальной лист по любому из пп. 1-10, в котором горячекатаный стальной лист покрыт цинком или сплавом на основе цинка.
12. Стальной лист по п. 11, в котором покрытие на основе цинка содержит от 0,01 до 8,0% по массе Al, необязательно от 0,2 до 8,0% по массе Mg, причем остальное составляет Zn.
13. Стальной лист по п. 11, в котором покрытие на основе цинка содержит между 0,15 и 0,40% по массе Al, остальная часть приходится на Zn.
14. Способ получения горячекатаного стального листа, включающий в себя следующие последовательные стадии:
предоставление стального полупродукта, имеющего химический состав по любому из пп. 1-4, затем
горячую прокатку указанного стального полупродукта при окончательной температуре прокатки, заключенной между 875 и 950°C, для получения стального листа, затем
охлаждение указанного стального листа при скорости охлаждения VR1 по меньшей мере 50°C/с для получения охлажденного стального листа, затем
свёртывание в рулон при температуре Tсвёр ниже 160°С для получения свёрнутого стального листа, затем
термическую обработку указанного свёрнутого стального листа при температуре термической обработки θA в течение времени tA, причем значения θA и tA являются такими, что значение параметра PA = θA (22 + log10 tA) заключено между 15400 и 17500, причем θA выражено в градусах Kельвина и tA выражено в часах.
15. Способ по п. 14, в котором этап термической обработки проводят посредством размещения стального листа в инертной атмосфере или в смеси Н2 и N2 (HNX), при температуре термической обработки θA, заключенной между 400 и 475°C, и времени выдерживания tA при указанной температуре отжига, заключенном между 10 и 25 ч.
16. Способ по п. 14, в котором указанный этап термической обработки проводят на непрерывной линии отжига до температуры термической обработки θA, заключенной между 500 и 600°C, и времени выдерживания tA при указанной температуре термической обработки, заключенном между 40 и 100 с.
17. Способ по любому из пп. 14-16, в котором значение PA заключено между 15500 и 17000.
18. Способ по любому из пп. 14-17, дополнительно включающий стадию травления после указанного этапа свёртывания до указанного этапа термической обработки.
19. Способ по любому из пп. 14-18, дополнительно включающий стадию травления после указанного этапа термической обработки.
20. Способ по любому из пп. 14-19, в котором указанное охлаждение осуществляется путем водяного охлаждения, причем скорость охлаждения VR1 выше чем 75°C/с.
21. Способ получения горячекатаного стального листа, включающий в себя следующие последовательные стадии:
предоставление стального полупродукта, имеющего химический состав по любому из пп. 1-4, затем
горячую прокатку указанного стального полупродукта при окончательной температуре прокатки, заключенной между 875 и 950°C, для получения стального листа, затем
охлаждение указанного стального листа при скорости охлаждения VR1 по меньшей мере 50°C/с до промежуточной температуры Ti, заключенной между 500 и 550°C, затем
осуществляют этап дополнительного воздушного охлаждения в течение времени t2, заключенного между 1 и 5 с, затем лист охлаждают при скорости охлаждения VR2 выше чем 40°C/с для получения охлажденного стального листа, затем
свёртывание в рулон при температуре Tсвёр ниже 160°С для получения свёрнутого стального листа, затем
термическую обработку указанного свёрнутого стального листа при температуре термической обработки θA в течение времени tA, причем значения θA и tA являются такими, что значение параметра PA = θA (22 + log10 tA) заключено между 15400 и 17500, причем θA выражено в градусах Kельвина и tA выражено в часах.
22. Способ по п. 21, в котором этап термической обработки проводят посредством размещения стального листа в инертной атмосфере или в смеси Н2 и N2 (HNX) при температуре термической обработки θA, заключенной между 400 и 475°C, и времени выдерживания tA при указанной температуре отжига, заключенном между 10 и 25 ч.
23. Способ по п. 21, в котором указанный этап термической обработки проводят на непрерывной линии отжига до температуры термической обработки θA, заключенной между 500 и 600°C, и времени выдерживания tA при указанной температуре термической обработки, заключенном между 40 и 100 с.
24. Способ по любому из пп. 21-23, в котором значение PA заключено между 15500 и 17000.
25. Способ по любому из пп. 21-24, дополнительно включающий стадию травления после указанного этапа свёртывания до указанного этапа термической обработки.
26. Способ по любому из пп. 21-25, дополнительно включающий стадию травления после указанного этапа термической обработки.
27. Способ по любому из пп. 21-26, в котором указанное охлаждение осуществляется путем водяного охлаждения, причем скорость охлаждения VR1 выше чем 75°C/с.
28. Способ по п. 21, в котором указанный этап воздушного охлаждения осуществляют в течение времени t2, заключенного между 2 и 3 с.
29. Применение горячекатаного стального листа по любому из пп. 1–13 для производства конструкционных деталей транспортных средств.
30. Применение способа получения горячекатаного стального листа по любому из пп. 14-28 для производства конструкционных деталей транспортных средств.
| WO 2018115935 A1, 28.06.2018 | |||
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ПРИМЕНЕНИЯ В НЕФТЯНОЙ СКВАЖИНЕ, ОБЛАДАЮЩАЯ ВЫСОКОЙ СТОЙКОСТЬЮ К РАСТРЕСКИВАНИЮ ПОД ДЕЙСТВИЕМ НАПРЯЖЕНИЙ В СУЛЬФИДСОДЕРЖАЩЕЙ СРЕДЕ | 2012 |
|
RU2607503C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2562574C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬНАЯ ТРУБА ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ | 2015 |
|
RU2643735C1 |
| WO 2017108897 A1, 29.07.2017. | |||

