1
Изобретение относится к инструменту пилигримовых станов для горячей и холодной прокатки ребристых труб и касается, в частности, профиля ручья валка.
Известен ручей валка для пилигримовой прокатки труб, имеющий длину по окружности валка, составленную из зон редуцирования, обжатия, калибровки, и переменный профиль поперечного сечения, образованный . окружностью, сопряженной радиусом с концевыми наклонными участками, имеюпцими постоянный вдоль уклон к линии разъема калибра 1.
Валки с таким ручьем могут быть использованы для прокатки плавниковых труб из заготовки, которая имеет наружный профиль поперечного сечения в виде окружности.
При прокатке ребристых труб из круглой заготовки ввиду отсутствия поворота ее и обжатий в плоскости плавников происходит искажение формы внутреннего отверстия, приводящее к образованию складок (утяжек) в местах образования ребер.
При прокатке плавниковых труб из заготовки с наружными утолщениями стенки, которая является наиболее целесообразной для производства таких труб, ручей известной формы применить нельзя, так как для обжатия наружных утолщений стенки заготовки пеобходимо в начальных сечениях ручья врезы под ребра выполнить более глубокими для устранения овализации внутреннего отверстия.
Наиболее близким техническим решением к предложенному является ручей валка для пилигримовой прокатки труб, имеющий длину по окружности валка, составленную из зон редуцирования, облсатия, предкалибровки с уменьшающимся поперечным сечением, зоны калибровки постоянного поперечного сечения, и профиль поперечного сечения, образованный центральной дугой, расположенными по обе стороны от нее концевыми наклонными отрезками и линиями соединения наклонных отрезков с центральной дугой, выполненными в виде дуг с кривизной, обратной кривизне центральной дуги 2.
Поскольку в ручье, принятом за прототип, линии соединения наклонных отрезков с центральной дугой выполнены в виде дуг, проведенных радиусом развалки, то из-за уменьщения овальности центральной дуги ручья и радиуса развалки по мере приближения к калибрующему участку они не могут быть параллельны друг другу во всех сечениях ручья, следовательно, каждый из радиусов может быть выполнен вручную, что приводит к снижению точности их выполнения. Кроме того, увеличенное скольжение металла по ручью ввиду значительной разницы окружных скоростей при криволинейных линиях соединения разного уклона ириводит к снижению качества наружной поверхности труб и налипанию металла на ручей.
Целью изобретения является повышение точности геометрических размеров и качества поверхности прокатываемых труб.
Для достижения этой цели в предложенном ручье, имеющем длину, составленную из зон редуцирования, обжатия, предкалибровки с уменьшающимся поперечным сечением, зоны калибровки постоянного поперечного сечения, и профиль поперечного сечения, образованный центральной дугой, расположенными по обе стороны от нее концевыми наклонными отрезками и линиями соединения наклонных отрезков с центральной дугой, выполненными в зоне постоянного поперечного сечения в виде дуг с кривизной, обратной кривизне центральной дуги, линии соединения профиля уменьшающегося поперечного сечения выполнены в виде прямых отрезков, наклоненных к горизонтали под углом 30-60° и величиной в конце предкалибрующей зоны, составляющей 1-3 радиуса дуги линии соединения профиля постоянного поперечного сечения.
Выполнение линий соединения профиля в виде прямых отрезков позволяет использовать машинный способ изготовления ручья, как более точный и производительный, уменьшив тем самым кривизну и скручивание труб и качество поверхности.
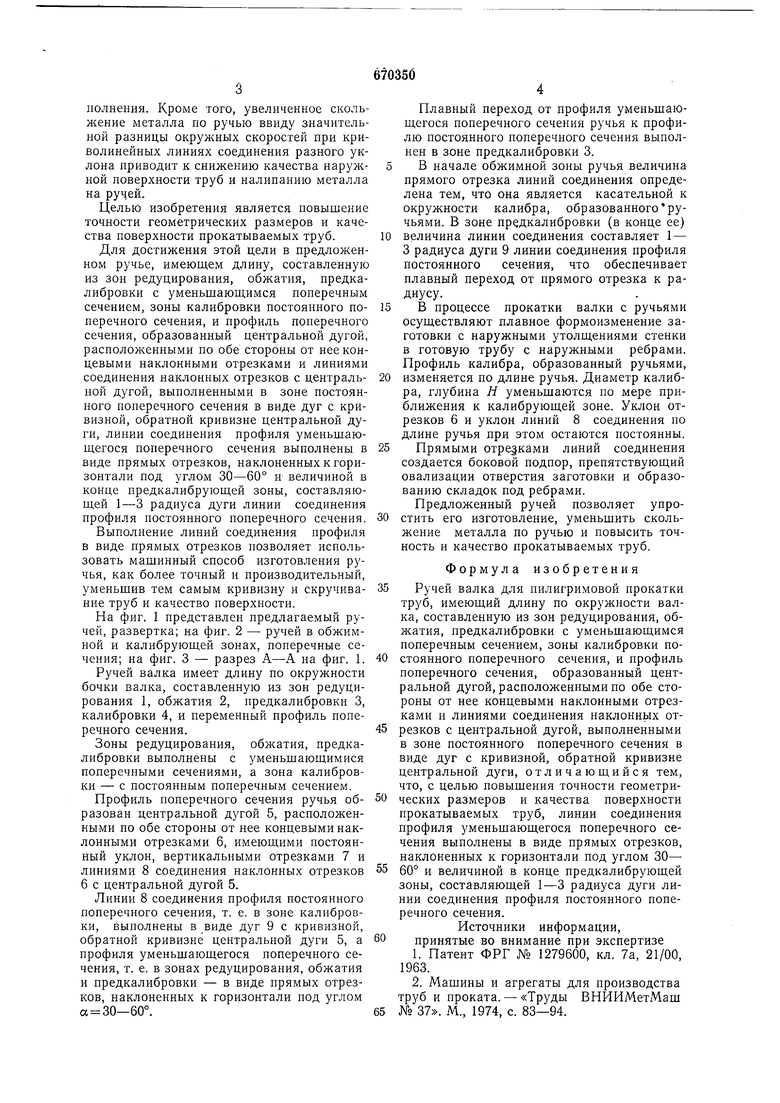
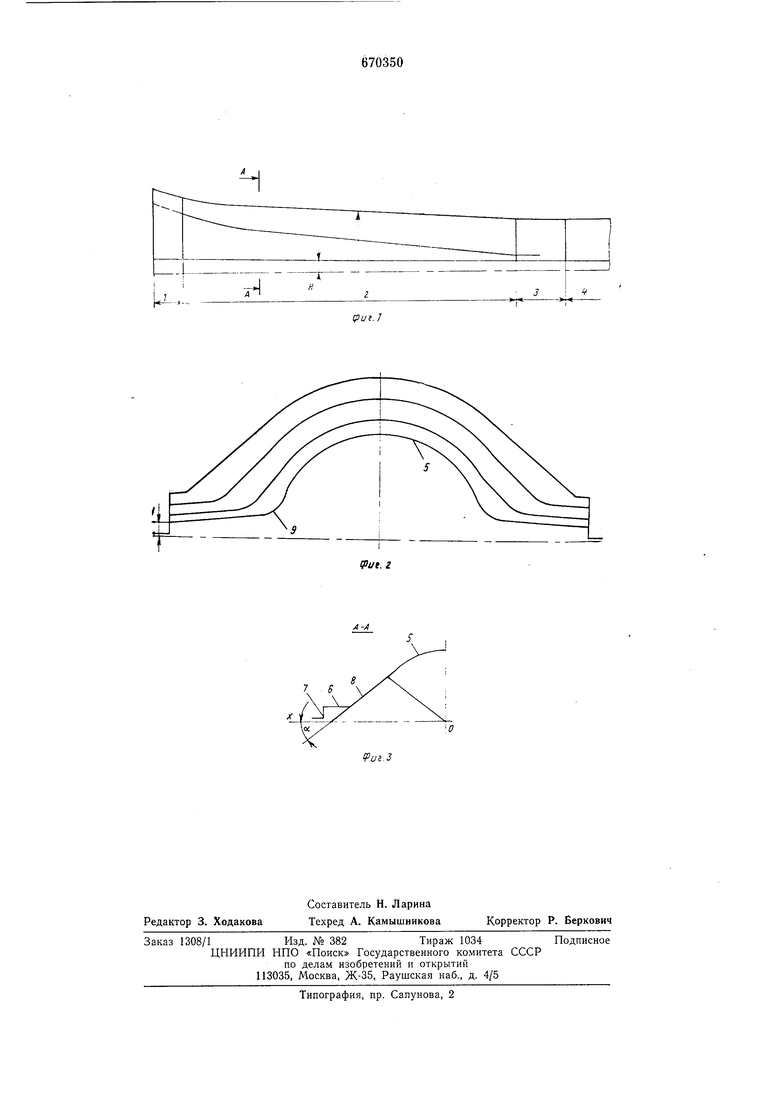
На фиг. 1 представлен предлагаемый ручей, развертка; на фиг. 2 - ручей в обжимной и калибрующей зонах, поперечные сечения; на фиг. 3 - разрез А-А на фиг. 1.
Ручей валка имеет длину по окружности бочки валка, составленную из зон редуцирования 1, обжатия 2, предкалибровки 3, калибровки 4, и переменный профиль поперечного сечения.
Зоны редуцирования, обжатия, предкалибровки выполнены с уменьшающимися поперечными сечениями, а зона калибровки - с постоянным поперечным сечением.
Профиль поперечного сечения ручья образован центральной дугой 5, расположенными по обе стороны от нее концевыми наклонными отрезками 6, имеющими постоянный уклон, вертикальными отрезками 7 и линиями 8 соединения наклонных отрезков 6 с центральной дугой 5.
Линии 8 соединения профиля постоянного поперечного сечения, т. е. в зоне калибровки, выполнены в виде дуг 9 с кривизной, обратной кривизне центральной дуги 5, а профиля уменьшающегося поперечного сечения, т. е. в зонах редуцирования, обжатия и предкалибровки - в виде прямых отрезков, наклоненных к горизонтали под углом « 30-60°.
Плавный переход от профиля уменьшающегося поперечного сечения ручья к профилю постоянного поперечного сечения выполнен в зоне предкалибровки 3. В начале обжимной зоны ручья величина прямого отрезка линий соединения определена тем, что она является касательной к окружности калибра, образованногоручьями. В зоне предкалибровки (в конце ее)
величина линии соединения составляет 1 - 3 радиуса дуги 9 линии соединения профиля постоянного сечения, что обеспечивает плавный переход от прямого отрезка к радиусу.
В процессе прокатки валки с ручьями осуществляют плавное формоизменение заготовки с наружными утолщениями стенки в готовую трубу с наружными ребрами. Профиль калибра, образованный ручьями,
изменяется по длине ручья. Диаметр калибра, глубина Я уменьщаются по мере приближения к калибрующей зоне. Уклон отрезков 6 и уклон линий 8 соединения по длине ручья при этом остаются постоянны.
Прямыми отрезками линий соединения создается боковой подпор, препятствующий овализации отверстия заготовки и образованию складок под ребрами. Предложенный ручей позволяет упростить его изготовление, уменьшить скольжение металла по ручью и повысить точность и качество прокатываемых труб.
Формула изобретения
Ручей валка для пилигримовой прокатки труб, имеющий длину по окружности валка, составленную из зон редуцирования, обжатия, предкалибровки с уменьшающимся поперечным сечением, зоны калибровки постоянного поперечного сечения, и профиль поперечного сечения, образованный центральной дугой, расположенными по обе стороны от нее концевыми наклонными отрезками и линиями соединения наклоннь1х отрезков с центральной дугой, выполненными в зоне постоянного поперечного сечения в виде дуг с кривизной, обратной кривизне центральной дуги, отличающийся тем, что, с целью повышения точности геометрических размеров и качества поверхности прокатываемых труб, линии соединения профиля уменьшающегося поперечного сечения выполнены в виде прямых отрезков, наклоненных к горизонтали под углом 30-
60° и величиной в конце предкалибрующей зоны, составляющей 1-3 радиуса дуги линии соединения профиля постоянного поперечного сечения.
Источники информации,
принятые во внимание при экспертизе
1.Патент ФРГ № 1279600, кл. 7а, 21/00, 1963.
2.Машины и агрегаты для производства труб и проката. - «Труды ВНИИМетМаш
№ 37. М., 1974, с. 83-94.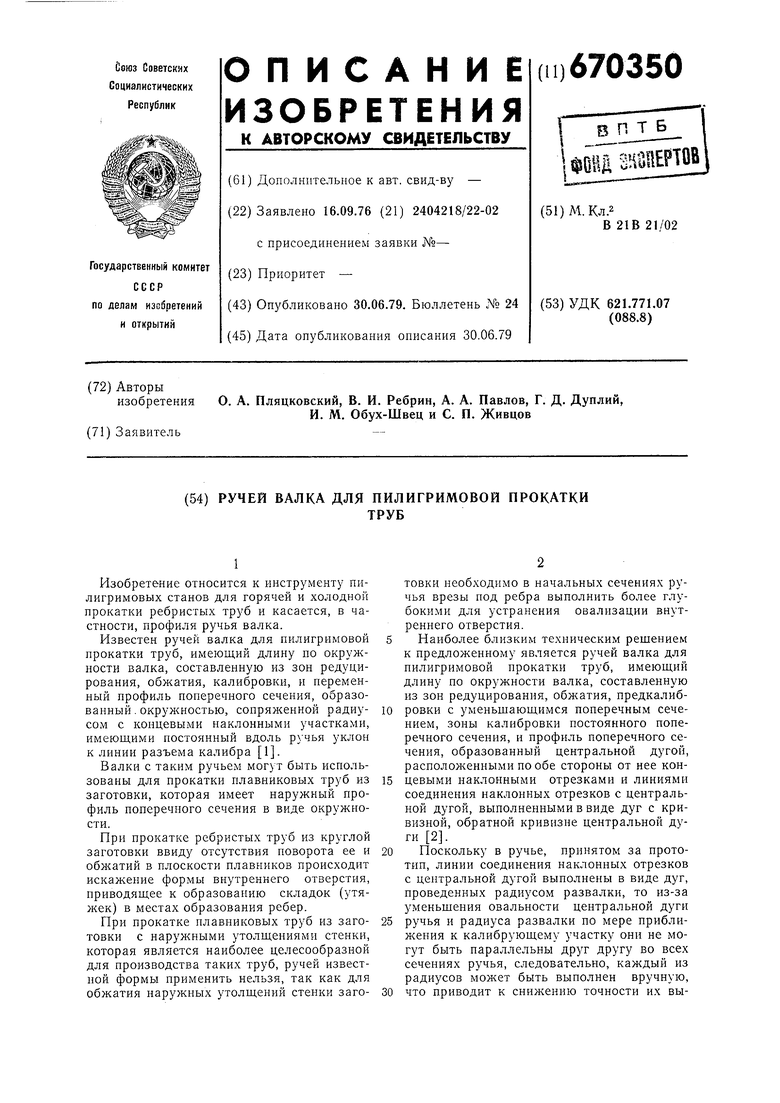
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Инсрумент стана холодной прокатки труб | 1975 |
|
SU535120A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Ручей пилигримового валка | 1981 |
|
SU1024129A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| Инструмент для холодной прокатки труб | 1983 |
|
SU1152675A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Заготовка для прокатки труб с двумя наружными симметричными ребрами | 1976 |
|
SU647030A1 |
7 В
