Настоящее изобретение относится к устройству многоцелевого назначения для изготовления стальной отпущенной, отожженной или закаленной ленты на одной и той же установке.
Непрерывное производство термически обработанного стального изделия осуществляется с использованием разных по назначению установок, сконструированных под соответствующие задачи.
В известных способах термической обработки стального изделия в качестве установок используются:
- нагревательные печи периодического действия (колпаковые печи) для производства отпущенного и отожженного стального изделия (см. Производство полосовой и листовой стали, Василев Я.Д., Сафьян М.М., Киев, 1976);
- устройства, снабженные печью непрерывного отжига для изготовления отожженного изделия (см. Аптерман В.Н., Тымчук Н.М., Протяжные печи, М., Металлургия, 1969);
- установки для патентирования для изготовления закаленного изделия (патент ССР № 1782245 C21D 9/64, патент РФ № 2023030 C21D 9/52, патент РФ № 2023727 С1D 9/52, патент РФ № 2604542 С21D 9/64).
В последнее время были предложены устройства двухцелевого назначения для непрерывного отжига и нанесения покрытия погружением для производства отожженного стального изделия, а также стального изделия с покрытием на одной и той же установке (патент JP 2002088414 C21D 9/56, патент РФ №2255138 С23С 2/40).
Наиболее близким аналогом к заявляемому многоцелевому устройству для термической обработки стальной ленты является устройство для изготовления стальной полосы (патент РФ № 2667186 C21D 9/56).
Все представленные аналоги относятся либо к изготовлению широкоформатного изделия (широкий лист, рулон, катанка, круг и т.д.), либо не позволяют реализовать различные виды термической обработки в одной установке.
Например, в колпаковых печах периодического действия возможен дорекристаллизационный отжиг для изготовления отпущенного проката, рекристаллизационный отжиг для изготовления отожженного полосового проката. В устройствах с проходными печами возможно изготовление отожженного проката, либо при совмещении с резервуарами с закалочной средой - закаленного проката. Однако представленный перечень устройств требует организации складских площадей под заготовку с целью обеспечения запасов для бесперебойной работы и площадей непосредственно под сами устройства, увеличивая, таким образом, капитальные затраты на строительство и затраты на содержание.
Также в настоящее время отсутствуют устройства для термической обработки стальной ленты в ширинах от 5 мм до 100 мм, предпочтительно от 12,7 мм до 31,75 мм, и толщиной от 0,30 до 1,50 мм, предпочтительно от 0,80 до 1,0 мм.
Техническая задача, решаемая изобретением, заключается в создании многоцелевого устройства для изготовления термически обработанной стальной отпущенной, отожженной или закаленной ленты на одной и той же установке без существенного увеличения капитальных затрат и затрат на дополнительное оборудование.
Поставленная задача решается тем, что многоцелевое устройство для термической обработки стальной ленты для непрерывного дорекристаллизационного отжига, путем перемещения ленты в ванне с горячим расплавом, в обход проходной нагревательной печи для изготовления стальной отпущенной ленты, рекристаллизационного отжига посредством перемещения непрерывно отжигаемой стальной ленты через проходную нагревательную печь в обход ванны с закалочной средой для изготовления отожженной ленты, закалки посредством перемещения ленты через нагревательную печь, нагретой до температуры завершения полиморфного превращения, последующего погружения в ванну с закалочной средой и перемещения в горячем расплаве в течение определенного времени при температуре ниже температуры распада аустенита для изготовления стальной закаленной ленты, содержащего по меньшей мере отклоняющий ролик до нагревательной печи, проходную нагревательную печь непрерывного действия, погружной носок с отклоняющим роликом и ванну с закалочной средой, расположенных в виде технологической линии вдоль направления движения стального изделия.
Изобретение объясняется чертежами, где:
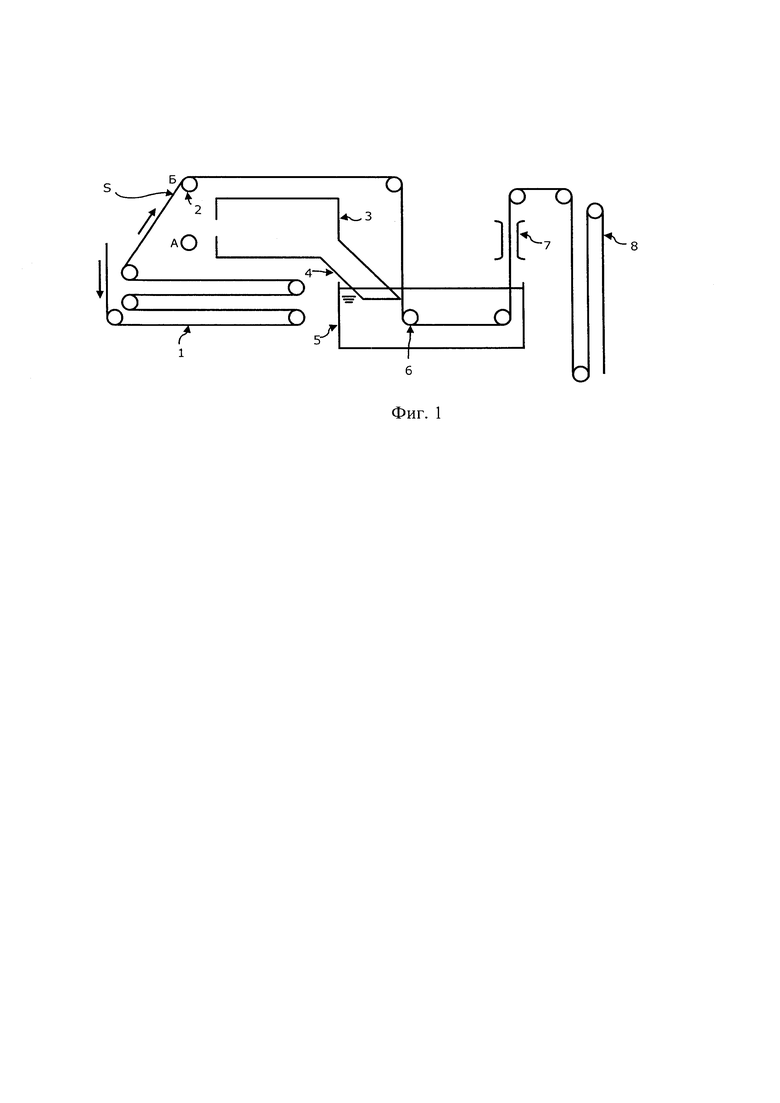
на фиг. 1 - схематическое изображение работы устройства и задействованных агрегатов при производстве стальной отпущенной ленты;
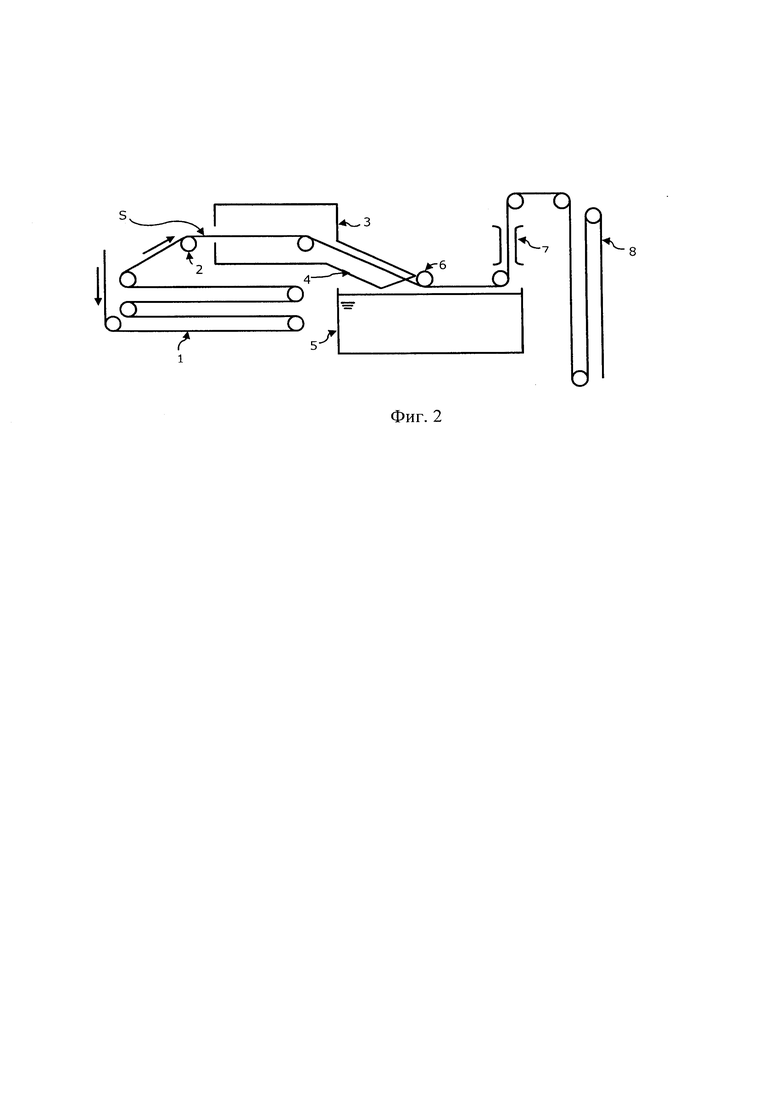
на фиг. 2 - схематическое изображение работы устройства и задействованных агрегатов при производстве стальной отожженной ленты;
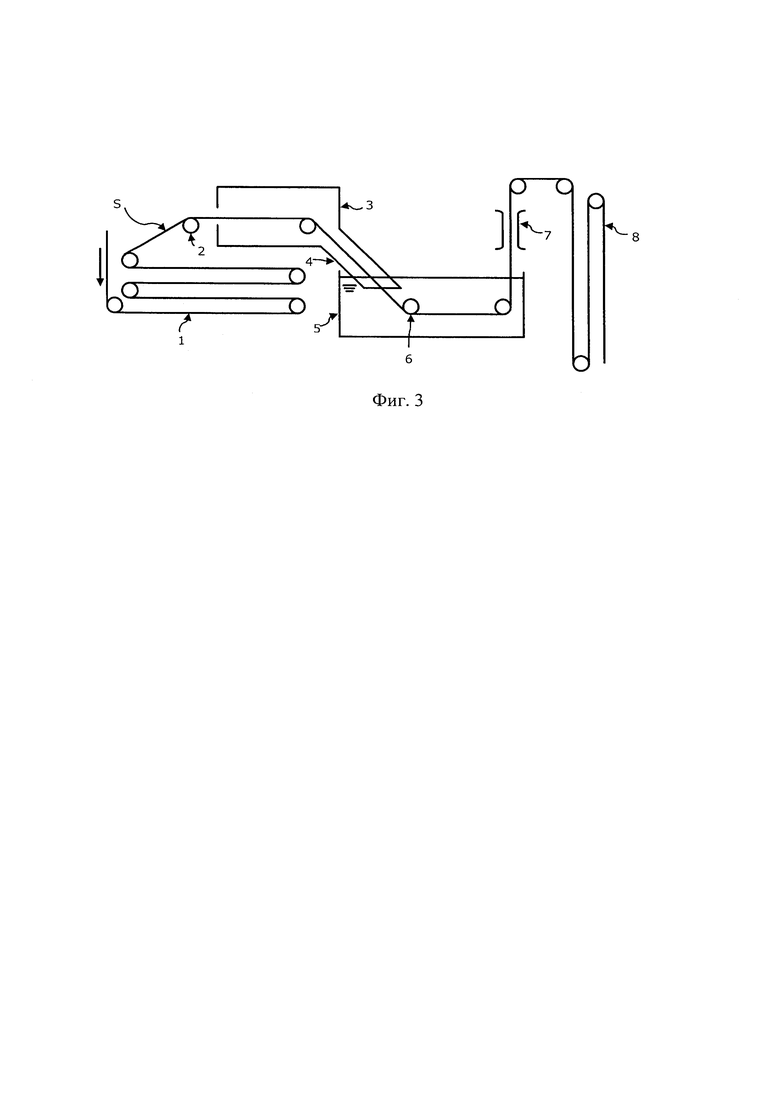
на фиг. 3 - схематическое изображение работы устройства и задействованных агрегатов при производстве стальной закаленной ленты.
Многоцелевое устройство для термической обработки стальной ленты содержит накопитель 1, проходную печь непрерывного действия 3, носок 4, соединенный с печью непрерывного действия 3 и закалочной ванной 5, который может перемещаться, отклоняющие ролики 2 и 6 до и за проходной печью 3, один из которых выполнен погружным, предназначенные для изменения направления траектории движения стальной ленты S, а также станцию окончательного охлаждения 7. Устройство оснащено блоком для изготовления стальной закаленной ленты посредством погружения в ванну с закалочной средой 5 и блоком для изготовления отожженной ленты посредством перемещения непрерывно отжигаемой стальной ленты через проходную нагревательную печь 3 в обход ванны с закалочной средой 5, выполненных с возможностью замены друг друга.
Работает многоцелевое устройство для термической обработки стальной ленты следующим образом.
На фиг. 1 показано как стальная лента S из накопителя 1 направляется в обход нагревательной печи 3 путем перемещения отклоняющего ролика 2 из положения А в положение Б, заправляется в ванну 5 с закалочной средой через погружной ролик 6, перемещается в горячем расплаве в течение времени протекания процесса
возврата по той же самой траектории перемещения и с такой же длиной перемещения, как и в случае изготовления стальной закаленной ленты, и затем охлаждается до комнатной температуры в станции охлаждения 7.
На фиг. 2 представлена схема изготовления стальной отожженной ленты S, в которой при переходе из режима изготовления стальной отпущенной ленты в режим изготовления стальной отожженной ленты, прежде всего, прекращается перемещение стальной ленты S в обход нагревательной печи 3, отклоняющий ролик 2 перемещается из положения Б в положение А, погружной ролик 6 удаляется и заменяется отклоняющим роликом. Стальная лента S из накопителя 1 перемещается через проходную нагревательную печь 3 непрерывного действия с газовым обогревом и защитной атмосферой в печном пространстве и далее через отклоняющий ролик 6 подается в станцию охлаждения 7.
В соответствии со схемой изготовления стальной закаленной ленты S, представленной на фиг. 3, траектория перемещения ленты до отклоняющего ролика 6 аналогична траектории перемещения ленты, в случае изготовления стальной отожженной ленты. При переходе из режима изготовления стальной отожженной ленты в режим стальной закаленной ленты, прежде всего, прекращается перемещение стальной ленты S в обход ванны с закалочной средой 5, отклоняющий ролик 6 заменяется погружным роликом. Стальная лента S из накопителя 1 перемещается через проходную нагревательную печь 3 непрерывного действия с газовым обогревом и защитной атмосферой в печном пространстве, далее через погружной ролик 6 подается в ванну 5 с закалочной средой и перемещения в горячем расплаве в течение определенного времени при температуре ниже температуры распада аустенита, а затем подается в станцию охлаждения 7.
Таким образом переход с изготовления стальной отпущенной ленты, на изготовление стальной отожженной ленты, а затем на изготовление стальной закаленной ленты и наоборот может осуществляться без значительных трудозатрат и временных затрат, что дополнительно упрощает устройство для изготовления стальной ленты и повышает производительность.
Несмотря на то, что до настоящего момента вариант выполнения изобретения, предложенного авторами, описывался со ссылкой на чертежи, настоящее изобретение не ограничивается только предложенными вариантами перестройки агрегата. Например, может осуществляться переход из режима производства отпущенной ленты в режим производства закаленной ленты, а также другие различные варианты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ ТОЛЩИНОЙ 0,30-1,5 ММ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ С ПРЕДЕЛОМ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ 800 -1200МПа | 2017 |
|
RU2679786C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ УПАКОВОЧНОЙ ЛЕНТЫ | 2017 |
|
RU2687620C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО ОТОЖЖЕННОГО НЕСТАРЕЮЩЕГО ХОЛОДНОКАТАНОГО ПРОКАТА УЛЬТРА ГЛУБОКОЙ ВЫТЯЖКИ | 2015 |
|
RU2604081C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2015 |
|
RU2667186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ БЕЗ ПРОВЕДЕНИЯ СФЕРОИДИЗИРУЮЩЕГО ОТЖИГА | 2023 |
|
RU2814574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЕСШОВНЫХ КОРРОЗИОННОСТОЙКИХ ТРУБ НЕФТЯНОГО СОРТАМЕНТА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2021 |
|
RU2788887C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
| Способ производства холоднокатаных стальных полос для упаковочной ленты | 2023 |
|
RU2814356C1 |
Изобретение относится к устройствам для изготовления стальной ленты. Устройство содержит проходную нагревательную печь непрерывного действия, носок, соединенный с проходной нагревательной печью непрерывного действия, ванну с горячим расплавом, ролик, выполненный с возможностью изменения направления траектории стальной ленты после ее прохождения через носок, причем этот ролик является погружным роликом при изготовлении стальной ленты посредством погружения ее в ванну с горячим расплавом и отклоняющим роликом при изготовлении стальной отожженной ленты, кроме того, устройство выполнено с возможностью выбора погружного ролика или отклоняющего ролика в зависимости от типа изготавливаемой стальной ленты и установки выбранного ролика в заданное положение. В устройстве установлен дополнительный отклоняющий ролик, выполненный с возможностью изменения траектории стальной ленты перед нагревательной печью, причем этот ролик позволяет задавать стальную ленту в проходную нагревательную печь непрерывного действия или в обход проходной нагревательной печи непрерывного действия в зависимости от типа изготавливаемой стальной ленты и установки ролика в заданное положение, кроме того, ванна выполнена с возможностью заполнения ее закалочной средой в качестве горячего расплава. Технический результат заключается в компактности исполнения устройства и возможности реализации различных режимов термической обработки, включающих отпуск, рекристаллизационный отжиг или закалку ленты в одной установке. 3 ил.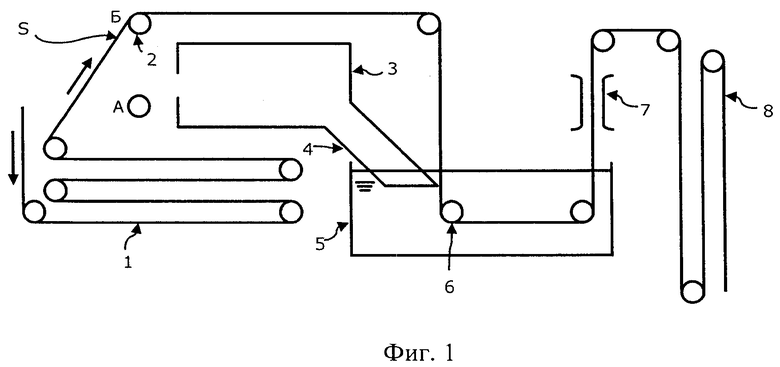
Устройство для изготовления стальной ленты, содержащее проходную нагревательную печь непрерывного действия, носок, соединенный с проходной нагревательной печью непрерывного действия, ванну с горячим расплавом, ролик, выполненный с возможностью изменения направления траектории стальной ленты после ее прохождения через носок, причем этот ролик является погружным роликом при изготовлении стальной ленты посредством погружения ее в ванну с горячим расплавом и отклоняющим роликом при изготовлении стальной отожженной ленты, кроме того, устройство выполнено с возможностью выбора погружного ролика или отклоняющего ролика в зависимости от типа изготавливаемой стальной ленты и установки выбранного ролика в заданное положение, отличающееся тем, что в устройстве установлен дополнительный отклоняющий ролик, выполненный с возможностью изменения траектории стальной ленты перед нагревательной печью, причем этот ролик позволяет задавать стальную ленту в проходную нагревательную печь непрерывного действия или в обход проходной нагревательной печи непрерывного действия в зависимости от типа изготавливаемой стальной ленты и установки ролика в заданное положение, кроме того, ванна выполнена с возможностью заполнения ее закалочной средой в качестве горячего расплава.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2015 |
|
RU2667186C2 |
| УСТАНОВКА ДВОЙНОГО НАЗНАЧЕНИЯ ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА И НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В ГОРЯЧУЮ ВАННУ | 2001 |
|
RU2255138C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И СТАЛЬНАЯ ПОЛОСА | 2015 |
|
RU2672963C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОЙ АЛЮМИНИРОВАННОЙ СТАЛИ И ПРИМЕНЕНИЕ ЛИСТА АЛЮМИНИРОВАННОЙ СТАЛИ | 2015 |
|
RU2621941C2 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБНОГО КВАСА | 2015 |
|
RU2590152C1 |

