Изобретение относится к управлению процессом измельчения материала в шаровых барабанных мельницах в автоматическом режиме и может быть использовано в горной промышленности, строительных материалов и других.
Известен аналог изобретения - способ управления процессом измельчения в барабанной мельнице [А.с. №625768 SU. МПК В02С 25/00. Способ управления загрузкой шаровой барабанной мельницы / Заявл. 05.-5.1976, опубл. 30.09.1978 г., бюл. №36], который включает измерение сигнала, пропорцианального уровню загрузки мельницы материалом, изменение загрузки мельницы исходным материалом и дополнительное измерение сигнала, обратнопропорцианального крупности материала на выходе мельницы.
Однако этот способ не обеспечивает необходимой эффективности процесса измельчения материала вследствие низкой точности управления процессом измельчения материала в мельнице.
Наиболее близким техническим решением к предлагаемому, принятому за прототип, является способ управления процессом измельчения в барабанной мельнице [А.с. №1365440 SU. МПК В02С 25/00. Способ управления процессом измельчения в барабанной мельнице / Заявл. 26.09.1085, опубл. 15.05.1990 г., бюл. №18], включающий автоматические подачу излучения на внутримельничную среду, определение изменения объема, и массовых количеств мелющих тел в помольной камере корпуса мельницы и определение, зависящего от этого значения, количества подаваемого на измельчение в корпус мельницы материала.
С существенными признаками заявленного изобретения совпадает следующая совокупность признаков прототипа: автоматическое определение изменения объема и массовых количеств мелющих тел в помольной камере корпуса мельницы и определение, зависящего от этого значения, количества подаваемого на измельчение в корпус мельницы материала.
Однако этот способ характеризуется не высокой, эффективностью процесса измельчения материала, обусловленной низкой точностью управления процессом измельчения материала.
Предлагаемое изобретение направлено на увеличение эффективности процесса измельчения материала за счет постоянного поддержания рациональных количества мелющих тел и их соотношения с измельчаемым материалом в помольной камере путем повышения точности управления процессом измельчения материала.
Это достигается тем, что способ управления процессом измельчения материала в шаровой барабанной мельнице включает автоматическое определение изменения объема и массовых количеств мелющих тел в помольной камере корпуса мельницы и определение, зависящего от этого значения, количества подаваемого на измельчение в корпус мельницы материала. В предложенном решении при уменьшении объема и массовых количеств мелющих тел в помольной камере корпуса мельницы уменьшают частоту вращения корпуса мельницы, обеспечивая мелющим телам каскадный режим движения при постоянном касании рядом расположенных мелющих тел. Снижают количество подаваемого на измельчение в корпус мельницу материала до совмещения поверхностей, соответственно ограничивающих мелющие тела и измельчаемый материал со стороны продольной оси корпуса мельницы. Определяют объемные и массовые количества находящихся и недостающих в помольной камере мелющих тел, количество измельчаемого материала, которое должно располагаться над мелющими телами после их догрузки в помольную камеру. Догружают недостающие мелющие тещ. Увеличивают количество подаваемого на измельчение в корпус мельницы материала до достижения количеством находящегося над мелющими.телами измельчаемого материала установленной величины. Восстанавливают первоначальную частоту вращения корпуса мельницы. При этом управление процессом измельчения материала осуществляется с использованием блока памяти и программируемого вычислительно-управляющего устройства, которые взаимодействуют с устройством управления питающим устройством, измерительным устройством, устройством управления устройством дозирования мелющих тел, устройством управления приводом.
Эффективность процесса измельчения материала существенно зависит как от количества (в объемном или весовом измерении) находящихся в камере помола мелющих тел, так и соотношения количества мелющих тел с количеством измельчаемого материала. Целесообразность обеспечения рациональных количества в помольной камере мелющих тел и его соотношения с количеством измельчаемого материала широко описана в технической литературе.
Существуют рекомендации, устанавливающие оптимальное количество мелющих тел и их соотношение с количеством измельчаемого материала, обеспечивающие рациональный процесс измельчения.
Так, в [Дуда В. Цемент / Пер. с нем. Е.Ш. Фельдмана; под ред. Б.Э. Юдовича. - М: Стройиздат, 1981. - 464 с.] для получения тонкости помола, соответствующей цементу массового производства типа I по стандарту ASTM (около 3200 см2/г по Блейну) указывается, что при минимуме энергозатрат отношение массы мелющей загрузки к массе клинкера в мельнице не должно быть менее 15. В другом источнике [Рекомендации по методам технологической наладки, испытанию помольных агрегатов в цементной промышленности / Всесоюзное Государственное специализированное бюро по проведению пуско-наладочных и проектно-конструкторских работ в цементной промышленности. - Л.: ОРГПРОЕКТЦЕМБНТ, 1990. - 155 с] рекомендуется в помольной камере толщина слоя измельчаемого, материала над мелющими телами (5…10)×10-3 м. Измерение толщины слоя измельчаемого материала рассматривается при постоянном касании рядом расположенных мелющих тел. В этой литературе указаны и рекомендации по количеству загружаемых в помольную камеру мелющих тел.
В процессе измельчения происходят, в результате износа, изменения конструктивных параметров внутримельничных устройств помольной камеры, уменьшаются размеры мелющих тел. Это приводит к снижению как объемного, так и весового количества мелющих тел, коэффициента их загрузки в помольной камере, нарушает рациональное соотношение мелющих тел и измельчаемого материала.
Кроме этого износ рабочих органов дробильного оборудования (на фиг. не показано), используемого на стадии предварительного измельчения, приводит к изменению, гранулометрического распределения, подаваемого на измельчение в корпус мельницы материала. Это вызывает, при весовом типе дозирования, изменение объема подаваемого на измельчение в мельницу материала, при объемном - его массы, и так же приводит к нарушению рационального соотношения количеств мелющих тел и измельчаемого материала в помольной камере.
Для восстановления указанного соотношения целесообразно предварительно определить необходимые количества мелющих тел и измельчаемого материала, которые следует догрузить в помольную камеру. При этом расчет необходимого количества мелющих тел и измельчаемого материала производится после определения геометрических параметров внутримельничной среды при каскадном режиме движения мелющих тел с постоянным касанием рядом расположенных мелющих тел, и совмещении поверхностей, соответственно ограничивающих мелющие тела и измельчаемый материал со стороны продольной оси корпуса мельницы.
Для приведения мелющих тел в состояние, при котором рядом расположенные мелющие тела будут иметь постоянное касание друг с другом, необходимо уменьшить число оборотов корпуса «мельницы до величины, обеспечивающей в помольной камере соответствующий этому каскадный режим их движения. В этом состоянии часть находившегося между мелющими телами измельчаемого материала будет вытеснена из их среды и займет пространство над мелющими телами, так как измельчаемый материал имеет меньшую плотность. Это позволит, после последующего уменьшения количества подаваемого на измельчение в корпус мельницы материала до совмещения поверхностей, соответственно ограничивающих мелющие тела и измельчаемый материал со стороны продольной оси корпуса мельницы, установить геометрические параметры среды помольной камеры, расположенной над свободной поверхностью мелющих тел, и определить объемы находящихся в помольной камере мелющих тел и расположенного между ними измельчаемого материала. После выполнения указанных действий определяются недостающее количество мелющих тел для организации рационального процесса измельчения в помольной камере, количество измельчаемого материала, которое должно располагаться над мелющими телами после догрузки недостающих мелющих тел и геометрические параметры внутримельничной среды помольной камеры, которая должна располагаться над поверхностью измельчаемого материала после догрузки недостающих мелющих тел.
Расчеты осуществляются с использованием известных выражений. Измерение геометрических параметров пространства помольной камеры выполняется наиболее удобным из известных способов.
Догрузка установленного количества недостающих мелющих тел и увеличение подачи на измельчение в корпус мельницы материала до состояния, обеспечивающего достижение количеством находящегося над мелющими телами измельчаемого материала установленной величины, обеспечивает поддержание рациональных количества мелющих тел и его соотношения с количеством измельчаемого материала, восстановление рационального режима движения мелющих тел при рабочей частоте вращения корпуса мельницы, что гарантирует высокую эффективность процесса, измельчения, выражающуюся в увеличении производительности мельницы и снижении удельного расхода электроэнергии. Рациональные количество мелющих тел и его соотношение с количеством измельчаемого материала обеспечиваются высокой точностью управления процессом измельчения материала в шаровой барабанной мельнице.
Техническая сущность способа управления процессом измельчения материала в шаровой барабанной мельнице поясняется графическим материалом.
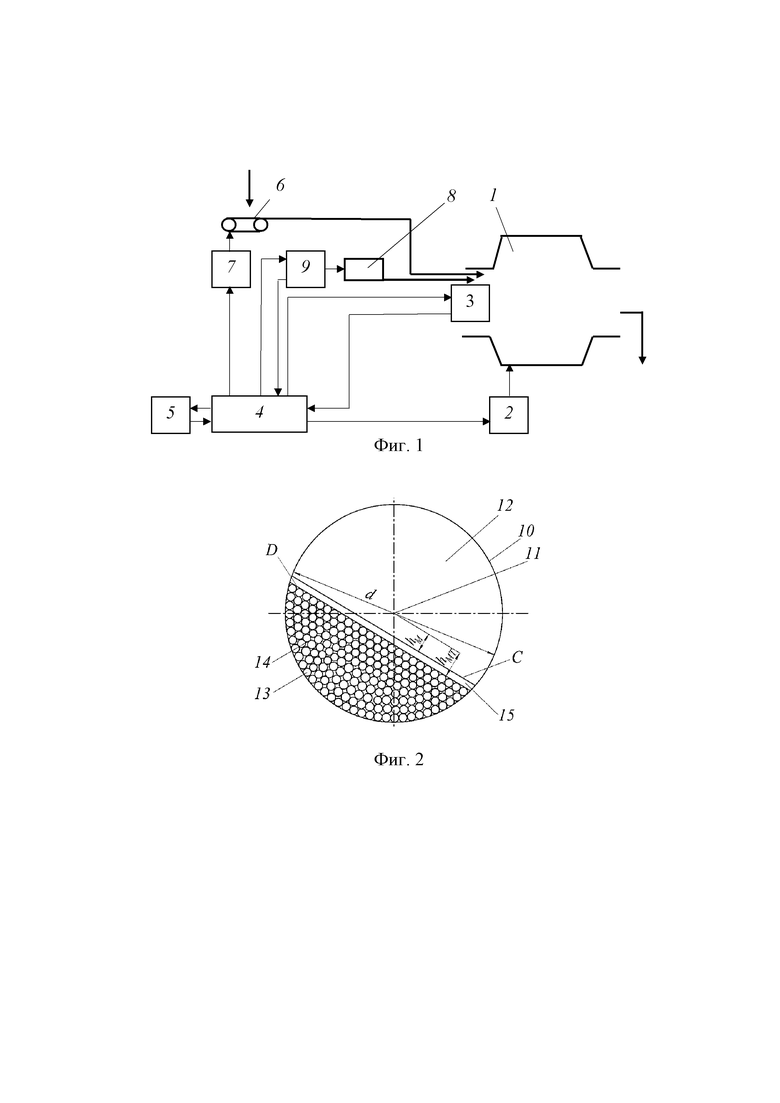
На фиг. 1 представлена блок-схема системы для осуществления предлагаемого способа; на фиг. 2 показано схематичное изображение поперечного разреза корпуса мельницы в месте расположения помольной камеры при каскадном режиме движения мелющих тел.
Система (фиг. 1) для осуществления предлагаемого способа управления процессом измельчения материала включает шаровую, барабанную мельницу 1 с устройством 2 управления приводом (на фиг. не показан) мельницы, измерительное устройство 3 и программируемое вычислительно-управляющее устройство (ПВУ) 4, имеющие обратные связи, блок памяти 5 с обратной связью с ПВУ 4, питающее устройство 6 и устройство 7 управления питающим устройством, устройство 8 дозирования мелющих тел и устройство 9 управления устройством дозирования мелющих тел, имеющее обратную связь с ПВУ 4. В корпусе 10, с продольной осью 11 (фиг. 2), мельницы 1 находится помольная камера 12, имеющая внутренний диаметр d. В помольной камере 12 находятся мелющие тела 13, расположенной между мелющими телами измельчаемый материал 14 и расположенный над мелющими телами 13 измельчаемый материал 15. Поверхность D ограничивает, со стороны продольной оси 11 корпуса 10 мельницы, объем, занимаемый находящимися в помольной камере мелющими телами с расположенным между ними измельчаемым материалом 14. Поверхность С ограничивает, со стороны продольной оси корпуса мельницы 10, объем, при указанной на фиг.2 возможной форме его сечения, занимаемый находящимся в помольной камере мелющими телами, а также расположенным между мелющими телами и над ними измельчаемым материалом. Размер hм характеризует кратчайшее расстояние от продольной оси корпуса мельницы до поверхности С в плоскости сечения, перпендикулярного продольной оси 11 корпуса 10 мельницы. Размер hмт характеризует кратчайшее расстояние от продольной оси корпуса мельницы до свободной поверхности D в плоскости сечения, перпендикулярного продольной оси 11 корпуса мельницы.
Способ управления процессом измельчения материала в шаровой барабанной мельнице осуществляется следующим образом.
Материал (на фиг. не показан), по сигналу ПВУ 4, подаваемому на устройство управления 7 питающим устройством 6, в строго определенном количестве подается питающим устройством 6 в корпус 10 мельницы 1 (фиг. 1, фиг. 2), обеспечивая рациональное соотношение количества мелющих тел 13 и измельчаемого материала 14, 15.
В помольной камере 12 корпуса мельницы этот материал подвергается измельчению мелющими телами 13 (фиг. 2). При этом, в процессе измельчения материала, происходит износ мелющих тел и внутримельничных устройств в виде бронефутеровочных плит. Это приводит к уменьшению объемного и массового количества мелющих тел, увеличению объема помольной камеры. Вследствие этого уменьшаются коэффициент загрузки мелющих в помольной камере и их соотношение с измельчаемым материалом, направляемым питающим устройством 6 в строго определенном количестве. Изменяется режим движения мелющих тел. Указанные изменения приводят с низкой эффективности процесса измельчения материала.
Контроль состояния внутримельничной среды может осуществляться различными известными способами с использованием различных технических средств. Например, в качестве измерительного устройства 3 может быть использована цифровая ПЗС-камера.
Для приведения мелющей среды в состояние, при котором мелющие тела занимают в помольной камере 12 минимально возможный объем, ПВУ 4 в определенный момент времени подает на устройство управления 2 приводом мельницы сигнал об уменьшении частоты вращения корпуса 10 мельницы до величины, обеспечивающей мелющим телам каскадный режим движения. при котором рядом расположенные мелющие тела находятся в постоянном касании. Одновременно ПВУ 4 подает сигнал на устройство управления 7 питающим устройством 6 об уменьшении количества подаваемого на измельчение в корпус 10 мельницы материала и сигнал на измерительное устройство 3 о его включении. Измерительное устройство 3, например, в виде цифровой ПЗС-камеры, осуществляет видеосъемку помольной камеры, и полученная информация в виде сигнала цифрового кода направляется в ПВУ 4, которое обеспечивает прием, обработку входного сигнала, вычисление геометрических параметров внутримельничного пространства на основе полученного изображения.
По сигналу устройства управления 7 питающее устройство 6 уменьшает количество подаваемого на измельчение в корпус 10 мельницы материала до совпадения поверхности D, ограничивающей мелющие тела со стороны продольной оси корпуса мельницы, и поверхности С, ограничивающей измельчаемый материал со стороны продольной оси корпуса мельницы. После этого ПВУ 4 подает сигнал на устройство 7 управления питающим устройством 6 о прекращении уменьшения количества подаваемого на измельчение в корпус мельницы 1 материала и фиксации данной величины на текущем уровне. Кроме этого осуществляет обработку полученной в этот момент времени информации с измерительного устройства 3 с усилителем сигнала, определяет геометрические параметры внутримельничной среды в помольной камере 12, объемные и массовые количества находящихся в помольной камере мелющих тел 13, расположенного между ними материала 14 и недостающих в помольной камере мелющих тел (фиг. 2). Далее ПВУ 4 определяет количество измельчаемого материала 15, которое должно располагаться над мелющими телами после догрузки недостающих мелющих тел в помольную камеру, и соответствующие ее состоянию, при догруженных мелющих телах с установленным количеством располагающегося над ними измельчаемого материала 15, геометрические параметры внутримельничной среды.
Например, определяются внутренний диаметр помольной камеры d, кратчайшее расстояние hмт от продольной оси 11 корпуса мельницы до поверхности D, рассчитывается размер hм, характеризующий кратчайшее расстояние от продольной оси корпуса мельницы до поверхности С. Информация, по мере ее получения, направляется ПВУ 4 в блок памяти 5 с обратной связью, и извлекается из него при необходимости. Расчеты количеств измельчаемого материала и мелющих тел, в зависимости от необходимости, могут осуществляться в объемном и весовом измерении. Для обработки информации с цифровой видеокамеры и выполнения, необходимых расчетов применяются известные соответствующие методы, математические модели и программы для электронно-вычислительных устройств»
После выполнения расчетов ПВУ 4 подает сигнал на устройство 9 управления устройством 8 дозирования мелющих тел, о догрузке в помольную камеру рассчитанного количества недостающих мелющих тел. После догрузки недостающих мелющих тел устройство 9 управления устройством 8 дозирования мелющих тел, передает сигнал о завершении догрузки на ПВУ 4. ПВУ 4 подает сигнал на устройство 7 управления питающим устройством 6 об увеличении количества подаваемого на измельчение в корпус мельницы материала и продолжает обработку поступающей от измерительного устройства 3 информации до момента достижения количеством расположенного над мелющими телами измельчаемого материала 15 ранее рассчитанной величины.
Например, контроль этого количества может осуществляться по размеру hм, характеризующему кратчайшее расстояние от продольной оси 11 корпуса мельницы до поверхности С. При достижении количеством расположенного над мелющими телами измельчаемого материала ранее установленной величины, ПВУ 4 подает сигнал на устройство 7 управления питающим устройством 6 о прекращении увеличения количества подаваемого на измельчение в корпус 10 мельницы материала.
Одновременно с подачей сигнала на устройство 7, ПВУ 4 подает сигнал на устройство 2 управления приводом мельницы 1 о восстановлении частоты вращения корпуса мельницы до первоначальной величины. По истечении некоторого, задаваемого промежутка времени, ПВУ 4 повторяет процедуру корректировки количества мелющих тел и материала в помольной камере 12.
При многокамерном исполнении корпуса шаровой барабанной мельницы контроль количества мелющих тел в соседних, по отношению к рассмотренной, помольных камерах может осуществляться аналогичным образом.
Поддержание рациональных количеств мелющих тел и материала в помольной камере мельницы обеспечивается высокой точностью управления процессом измельчения материала. Поддерживаемые рациональные количества мелющих тел и материала в помольной камере обеспечивают повышение эффективности процесса измельчения материала, которая выражается в увеличении производительности мельницы и снижении удельного расхода электроэнергии.
Таким образом, предлагаемый способ управления процессом измельчения материала в шаровой барабанной мельнице приводит к повышению эффективности процесса измельчения материала, выражающейся в увеличении производительности мельницы и снижении удельного расхода электроэнергии, за счет высокой точности управления процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ХРУПКИХ МАТЕРИАЛОВ | 1990 |
|
RU2010603C1 |
| Способ управления загрузкой барабанной мельницы | 1981 |
|
SU1012984A1 |
| ШАРОВАЯ БАРАБАННАЯ МЕЛЬНИЦА | 2006 |
|
RU2291746C1 |
| СПОСОБ ТОНКОГО ИЗМЕЛЬЧЕНИЯ ЦЕМЕНТНОГО КЛИНКЕРА | 2005 |
|
RU2361675C2 |
| Многокамерная мельница | 1979 |
|
SU808138A1 |
| Трубная шаровая мельница сухого помола | 2021 |
|
RU2763182C1 |
| Мельница | 1988 |
|
SU1530247A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЯЖУЩИХ СУСПЕНЗИЙ И БАРАБАННАЯ МЕЛЬНИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2106324C1 |
| Способ автоматического управления заполнением мельниц сливного типа | 1982 |
|
SU1034780A1 |
| Способ контроля параметров движения внутримельничной загрузки барабанной мельницы и устройство для его осуществления | 1986 |
|
SU1333412A1 |
Изобретение относится к области измельчения материала. Предложен способ управления процессом измельчения материала в шаровой барабанной мельнице, включающий автоматическое определение изменения объема и массовых количеств мелющих тел в помольной камере корпуса мельницы и определение, зависящего от этого значения, количества подаваемого на измельчение в корпус мельницы материала. Изобретение направлено на увеличение эффективности процесса измельчения материала. 2 ил.
Способ управления процессом измельчения материала в шаровой барабанной мельнице, включающий автоматическое определение изменения объема и массовых количеств мелющих тел в помольной камере корпуса мельницы и определение, зависящего от этого значения, количества подаваемого на измельчение в корпус мельницы материала, отличающийся тем, что при уменьшении объема и массовых количеств мелющих тел в помольной камере корпуса мельницы уменьшают частоту вращения корпуса мельницы, обеспечивая мелющим телам каскадный режим движения при постоянном касании рядом расположенных мелющих тел, снижают количество подаваемого на измельчение в корпус мельницы материала до совмещения поверхностей, соответственно ограничивающих мелющие тела и измельчаемый материал со стороны продольной оси корпуса мельницы, определяют объемные и массовые количества находящихся и недостающих в помольной камере мелющих тел, количество измельчаемого материала, которое должно располагаться над мелющими телами после их догрузки в помольную камеру, догружают недостающие мелющие тела, увеличивают количество подаваемого на измельчение в корпус мельницы материала до достижения количеством находящегося над мелющими телами измельчаемого материала установленной величины, восстанавливают первоначальную частоту вращения корпуса мельницы, при этом управление процессом измельчения материала осуществляется с использованием блока памяти и программируемого вычислительно-управляющего устройства, которые взаимодействуют с устройством управления питающим устройством, измерительным устройством, устройством управления устройством дозирования мелющих тел, устройством управления приводом.
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ВНУТРИМЕЛЬНИЧНОГО ЗАПОЛНЕНИЯ ШАРОВЫХ МЕЛЬНИЦ | 1996 |
|
RU2096088C1 |
| Способ управления шаровым заполнением мельницы | 1990 |
|
SU1796256A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ РУДЫ В БАРАБАННОЙ МЕЛЬНИЦЕ | 2015 |
|
RU2621937C2 |
| SU 761007 A1, 30.09.1980 | |||
| Способ управления загрузкой барабанной мельницы | 1981 |
|
SU1012984A1 |
| CN 108367297 A, 03.08.2018 | |||
| Упругоцентробежная муфта | 1975 |
|
SU542043A1 |

