Решение относится к способам для аддитивного производства изделий из полимеров, в частности к способам, работающим по FFF и FDM технологиям.
Известное устройство [патент US20160325498, МПК B22D-023/00, В29С-067/00, опубл. 10.11.2016 г.] для метода печати, при котором сопла расположены в шахматном порядке и процесс печати заключается в нанесении дискретных параллельных линий. При этом каждое сопло содержит клапан, приводимый в действие приводом, а сопла разделены на блоки, в которых работает только одно сопло в любой момент времени.
Недостатками данного способа является ограничение печати за счет того, что печать производят только одним соплом из блока, а также отсутствует возможность печати непрерывных контурных линий несколькими соплами.
Известный способ [3D today: сайт/ Ditto printing однако. Заработал., 2013-2022. URL: https:3dtoday.ru/blogs/fox104/ditto-printing-odnako-zarabotal#/ (дата обращения 27.04.2022 г. )]заключается в параллельной печати нескольких одинаковых изделий двумя и более экструдерами, двигающимися параллельно друг другу.
Устройство позволяет увеличить производительность печати только нескольких изделий одновременно, при этом нет возможности печатать быстрее несколькими печатными головками только одно изделие.
Известен способ [3D print.com: сайт/ Autodesk's Project Escher Software is Super Fast 3D Printing for Large-Scale Objects, 2016-2022. URL: https://3dprint.com/127688/autodesk-proiect-escher/_(дата обращения 27.04.2022 г.)], позволяющий ускорить печать в основном крупных изделий за счет разделения областей этого объекта между несколькими объединенными в одну сеть принтерами, каждый из которых оснащен одной печатной головкой с одним соплом. При этом каждая головка укладывает слои пластика поверх слоев друг друга, так что в итоге все изделие получается, как единое целое. Когда необходимо напечатать деталь, программное обеспечение Project Escher берет 3D-модель и делит ее на отдельные части для каждой печатной головки. Затем каждая отдельная часть назначается одной определенной печатной головке, а затем печатается как обычно. Когда начинается процесс печати, каждая печатная головка будет переплетать свои слои, избегая при этом друг друга.
Недостатками является использование нескольких принтеров одновременно, что ограничивает применение данного способа для печати небольших деталей, из-за габаритных ограничений каждого экструдера, т.е. печатная головка будет мешать движению другой печатной головки. Также при данном способе печати образуется множество стыков в одном изделии, которые негативно влияют на его прочность.
Задачей изобретения является разработка способа, позволяющего вести печать одного изделия, экструдируя материал несколькими соплами одновременно.
Технический результат - уменьшения времени 3D печати, увеличение производительности 3D печати, повышение прочности изготавливаемого изделия.
Технический результат достигается в способе многосопельной 3D печати изделия, включающем печать одного изделия одновременно несколькими соплами, причем печать производится одним принтером, одной печатной головкой, оснащенной несколькими одновременно работающими соплами, выполненными с возможностью вращения вокруг оси полого вала, движение которых запускается шаговым электродвигателем, посредством зубчатого зацепления, при этом печать осуществляется пластиковыми нитями из одного или из разных материалов, одновременно стекающими через все сопла, печать заполнения осуществляется поворотом сопел на количество шагов, обеспечивающее соответствие линиям сетки заполнения, а печать стенок осуществляется изменением взаимного положения сопел относительно друг друга на протяжении всей печати криволинейных линий, с образованием армированного изделия.
Способ многосопельной 3D печати изделия характеризуется тем, что количество сопел на одной печатной головке определяется из условия возможности печати всеми соплами по всей площади области печати.
Использование нескольких одновременно работающих сопел позволяет кратно увеличить количество экструдируемого из них материала изделия, что позволяет выдавить несколько линий материала за то же время, и скрепить мягкий материал между собой быстрее, пока материал не начал твердеть, таким образом улучшается когезия материала, т.е. надежность и прочность связей внутри материала, а также повышается производительность печати.
Запуск движения сопел, шаговым электродвигателем, посредством зубчатого зацепления позволяет передавать большие мощности вращения, а также обеспечивает постоянство передаточного отношения, что позволяет повысить точность позиционирования положения сопел относительно друг друга. Движение одновременно работающих сопел, за счет вращения полого вала вокруг своей оси, позволяет повторять сложную криволинейную форму изделия, а также чередовать слои нитей из разных материалов. Использование пластиковых нитей из разных материалов разной прочности позволяет повысить прочность изготавливаемого изделия армируя его нитью из более прочного материала
Одновременная работа нескольких сопел, их вращение относительно друг друга и одновременная подача пластиковых нитей через все сопла повышает прочность изготавливаемого изделия, за счет выдавливания нескольких линий материала за то же время, что позволяет скрепить мягкий материал между собой быстрее, пока материал не начал твердеть, таким образом улучшается когезия материала, т.е. надежность и прочность связей внутри материала, а также дает возможность быстрее осуществить печать одного изделия.
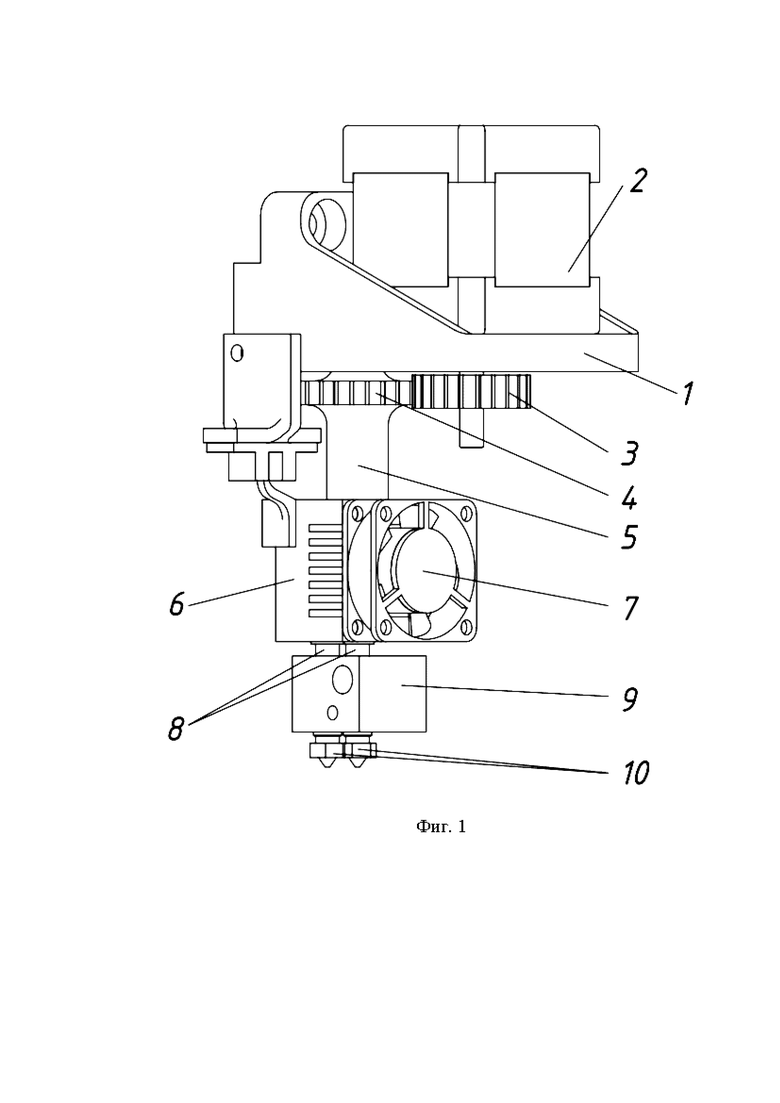
Фиг. 1 Экструдер 3D принтера для многосопельной печати.
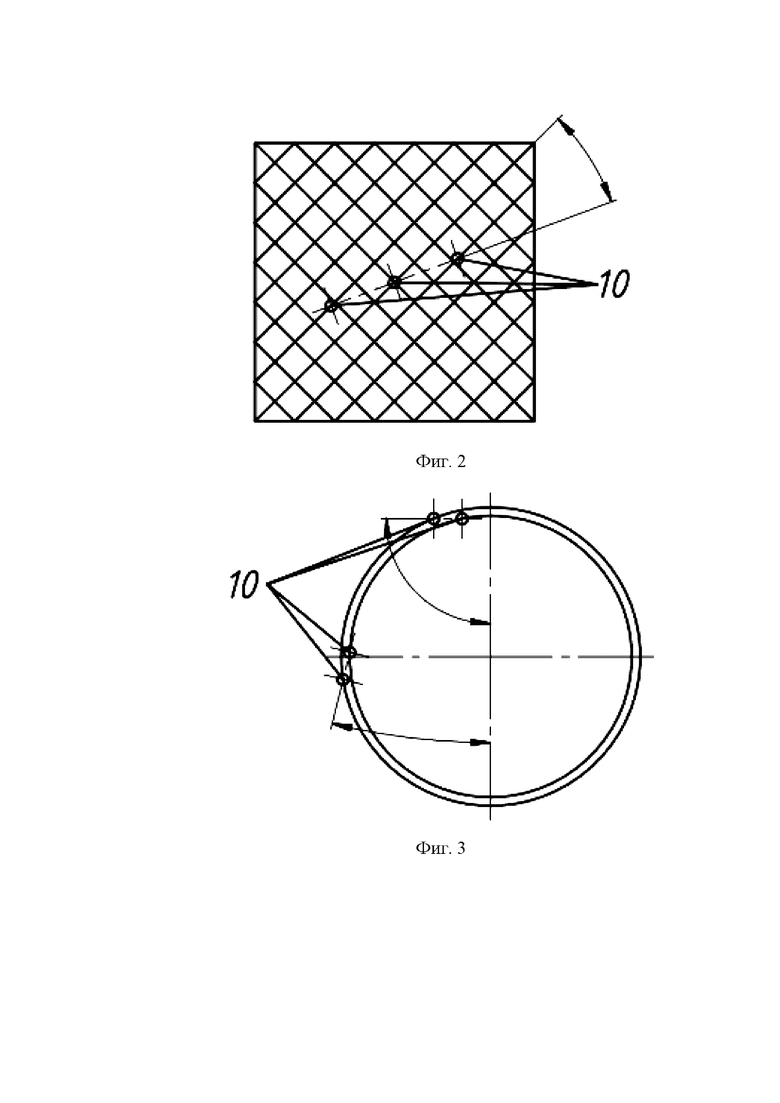
Фиг. 2 Расположение сопел при печати заполнений.
Фиг. 3 Расположение сопел при печати стенок.
Способ многосопельной 3D печати изделия реализуется следующим образом.
Способ многосопельной 3D печати изделия реализуется при использовании многосопельной печатной головки (экструдера) 3D принтера, которая экструдирует несколько пластиковых нитей для одного изделия одновременно. Сопла выполнены с возможностью перемещения относительно друг друга, а именно вращения дополнительных сопел вокруг основного.
Экструдер 3D принтера для многосопельной печати состоит из каркаса 1, на котором размещен шаговый электродвигатель 2. Ведущее колесо 3 установлено на валу шагового электродвигателя 2 и входит в зацепление с ведомым колесом 4. Ведомое колесо 4 установлено на закрепленном на каркасе 1 полом валу 5, выполненном с возможностью вращения вокруг своей оси.
На полом валу 5 закреплен радиатор 6, оснащенный вентилятором 7 и термобарьерами 8. Термобарьеры 8 изолируют радиатор 6 от нагревательного блока 9, снабженного соплами 10. Количество сопел 10 выбирается из условия возможности печати всеми соплами по всей площади области печати.
Полый вал 5 разветвляется (в районе радиатора) на каналы, через которые пластиковые нити подаются на сопла 10. Количество каналов соответствует количеству сопел 10.
Оператор загружает нити в полый вал 5. Способ позволяет одновременно использовать нити как из одного материала, так и из разных материалов.
Движение сопел 10 запускается шаговым электродвигателем 2, который начинает вращать ведущее колесо 3, передающее вращение ведомому колесу 4. Ведомое колесо 4 начинает вращаться вместе с полым валом 5, тем самым поворачивая сопла 10 на необходимое количество шагов. При этом осуществляется одновременная подача пластиковых нитей во все сопла 10.
Печать одного слоя детали можно разделить на две составляющие: заполнение и стенки. Для печати заполнения, которое имеет вид сетки, расстояние между линиями которой меняется в зависимости от процента заполнения, положение сопел 10 подбирается для каждого изделия индивидуально и один раз за все время печати. Тогда необходимо повернуть сопла 10 на такое количество шагов, чтобы в проекции движения экструдера расстояние между соплами 10 соответствовало линиям сетки заполнения.
Стенки могут иметь сложную криволинейную форму, поэтому при печати стенок, в отличие от печати заполнений, сопла 10 должны изменять взаимное положение относительно друг друга на протяжении всей печати криволинейных линий.
Нагревательный блок 9 разогревается и начинает расплавлять пластиковые нити, которые выдавливаются и равномерно и одновременно стекают через сопла 10. Радиатор 6 совместно с вентилятором 7 эффективно отводят тепло от нагретых пластиковых нитей, находящихся внутри полого вала 5, остужая его в зоне выше уровня нагревателя. А термобарьеры 8 предотвращают нагрев радиатора 6 от нагревательного блока 9.
Способ многосопельной 3D печати изделия иллюстрируется следующим примером.
Оператор загружает нити в полый вал 5. В первое и третье из четырех сопел 10 загружается нить, используемая как матрица** композитного материала (ABS пластик, например, ABS пластик REC 1.75 мм), во второе и четвертое сопло 10 загружается нить - наполнитель (филамент для 3D печати армированный непрерывным углеволокном, например Fiberplast F 0,4-1,2 мм).
Для печати заполнения движение сопел 10 запускается шаговым электродвигателем 2, который начинает вращать ведущее колесо 3, передающее вращение ведомому колесу 4. Ведомое колесо 4 начинает вращаться вместе с полым валом 5, тем самым поворачивая сопла 10 на 45 шагов, чтобы угол между проекцией направления движения экструдера и осью расположения сопел 10 был 90° градусов, обеспечивая 10% заполнения. При этом осуществляется одновременная подача пластиковых нитей во все сопла 10.
Нагревательный блок 9 разогревается и начинает расплавлять пластиковые нити, которые выдавливаются и одновременно стекают через сопла 10, тем самым происходит заполнение изделия. Радиатор 6 совместно с вентилятором 7 эффективно отводят тепло от нагретых пластиковых нитей, находящихся внутри полого вала 5, остужая его в зоне выше уровня нагревателя. А термобарьеры 8 предотвращают нагрев радиатора 6 от нагревательного блока 9.
Аналогично для печати стенок движение сопел 10 запускается шаговым электродвигателем 2, который начинает вращать ведущее колесо 3, передающее вращение ведомому колесу 4. Ведомое колесо 4 начинает вращаться вместе с полым валом 5, тем самым последовательно поворачивая сопла 10 на меняющееся во времени количество шагов (для формирования стенок сложной криволинейной геометрии), чтобы в проекции движения сопел 10 всегда формировались параллельные линии экструдируемого материала. При этом осуществляется одновременная подача пластиковых нитей во все сопла 10.
Нагревательный блок 9 разогревается и начинает расплавлять пластиковые нити, которые выдавливаются и одновременно стекают через сопла 10, тем самым формируются стенки изделия. Радиатор 6 совместно с вентилятором 7 эффективно отводят тепло от нагретых пластиковых нитей, находящихся внутри полого вала 5, остужая его в зоне выше уровня нагревателя. А термобарьеры 8 предотвращают нагрев радиатора 6 от нагревательного блока 9.
Печать производится четырьмя соплами 10 одновременно, время печати при этом уменьшается соответственно количеству сопел 10, т.е. через четыре сопла 10 объем пластиковых нитей, необходимый для печати изделия, поступает из сопел 10 в четыре раза быстрее, и соответственно время печати уменьшается в четыре раза. Использование нескольких материалов (АБС и углеволокно) позволяет создать матрицу и наполнитель композитного материала изделия и тем самым увеличить прочность за счет одновременного с печатью армирования матрицы наполнителем.
Таким образом, применение способа многосопельной 3D печати изделия, включающего печать одного изделия одним принтером, одной печатной головкой, оснащенной несколькими одновременно работающими соплами, выполненными с возможностью вращения вокруг оси полого вала, движение которых запускается шаговым электродвигателем, посредством зубчатого зацепления, при этом печать осуществляется пластиковыми нитями из одного или из разных материалов одновременно стекающими через все сопла, печать заполнения осуществляется поворотом сопел на количество шагов, обеспечивающее соответствие линиям сетки заполнения, печать стенок осуществляется изменением взаимного положения сопел относительно друг друга на протяжении всей печати криволинейных линий, с образованием армированного изделия, а количество сопел на одной печатной головке определяется из условия возможности печати всеми соплами по всей площади области печати, позволяет уменьшить время 3D печати, увеличить производительность 3D печати и повысить прочность изготавливаемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двойной экструдер с механизмом переключения активной печатающей головки 3D-принтера с возможностью электронной регулировки усилия прижима нити | 2021 |
|
RU2776864C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| Печатающая головка для аддитивного производства изделий | 2017 |
|
RU2662015C1 |
| Способ послойной печати одноцветных и многоцветных изделий | 2018 |
|
RU2692895C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| Способ контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714332C2 |
| Устройство контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714333C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| СПОСОБ ПЕЧАТИ НА СТРУЙНОМ 3D-ПРИНТЕРЕ | 2015 |
|
RU2609179C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
Изобретение относится к способу для аддитивного производства изделий из полимеров, в частности к способу многосопельной 3D печати изделия, работающему по FFF и FDM технологиям. Способ включает печать одного изделия одновременно несколькими соплами. Причем печать производится одним принтером, одной печатной головкой, оснащенной несколькими одновременно работающими соплами, выполненными с возможностью вращения вокруг оси полого вала, движение которых запускается шаговым электродвигателем, посредством зубчатого зацепления. При этом печать осуществляется пластиковыми нитями из одного или из разных материалов, одновременно стекающими через все сопла, печать заполнения осуществляется поворотом сопел на количество шагов, обеспечивающее соответствие линиям сетки заполнения, а печать стенок осуществляется изменением взаимного положения сопел относительно друг друга на протяжении всей печати криволинейных линий, с образованием армированного изделия. Технический результат заявленного изобретения заключается в уменьшении времени 3D печати, увеличении производительности 3D печати и повышении прочности изделия. 1 з.п. ф-лы, 3 ил.
1. Способ многосопельной 3D печати изделия, включающий печать одного изделия одновременно несколькими соплами, отличающийся тем, что печать производится одним принтером, одной печатной головкой, оснащенной несколькими одновременно работающими соплами, выполненными с возможностью вращения вокруг оси полого вала, движение которых запускается шаговым электродвигателем, посредством зубчатого зацепления, при этом печать осуществляется пластиковыми нитями из одного или из разных материалов, одновременно стекающими через все сопла, печать заполнения осуществляется поворотом сопел на количество шагов, обеспечивающее соответствие линиям сетки заполнения, а печать стенок осуществляется изменением взаимного положения сопел относительно друг друга на протяжении всей печати криволинейных линий, с образованием армированного изделия.
2. Способ многосопельной 3D печати изделия по п.1, отличающийся тем, что количество сопел на одной печатной головке определяется из условия возможности печати всеми соплами по всей площади области печати.
| US 2016067928 A1, 10.03.2016 | |||
| Md | |||
| Hazrat Ali et al., "Multi-nozzle extrusion system for 3D printer and its control mechanism" // Int J Adv Manuf Technol, N86, 2016, pp | |||
| Приспособление к автомобилю для езды по рельсам | 1922 |
|
SU999A1 |
| A | |||
| Abilgaziyev et al., "Design and Development of Multi-Nozzle Extrusion System for 3D Printer" // "Design and development of multi-nozzle extrusion system for 3D | |||
