Изобретение относится к области металлургии, а именно к изготовлению заготовок методом послойного (селективного) лазерного сплавления (СЛС) металлических порошков сплавов на основе титана, и может быть использовано в авиационной, космической, энергетической и других отраслях.
В настоящее время основными проблемами при производстве заготовок из титановых сплавов методом литья являются сложность технологического процесса и сложность изготовления литейных форм, что ведет к снижению выхода годного готовых изделий. При изготовлении заготовок из титановых сплавов методами механической обработки значительная часть материала попадает в отходы, что делает такое производство экономически низкоэффективным.
В качестве альтернативного способа изготовления заготовок из титановых сплавов, лишенного вышеуказанных недостатков, все большее распространение получает аддитивное производство, в котором основным методом изготовления деталей из металлических порошков является метод селективного лазерного сплавления. Он позволяет изготавливать сложнопрофильные заготовки из порошков титановых сплавов с высоким выходом годного и высоким коэффициентом использования материала.
Основной вектор развития метода селективного лазерного сплавления применительно к титановым сплавам направлен на повышение его производительности в связи с постоянно повышающимися требованиями к экономической эффективности изготовления заготовок. Также одним из ключевых вопросов является обеспечение проведения процесса селективного лазерного сплавления в инертной среде высокой чистоты для нивелирования взаимодействия титана с различными газовыми примесями.
Известен способ изготовления компонента газотурбинного двигателя из металлического порошка, содержащий аддитивное изготовление компонента и его термическую обработку. Аддитивное изготовление компонента ведут в формовочной камере, в которую вводят науглероживающий газ. Термическую обработку полученного аддитивным изготовлением компонента ведут с обеспечением осаждения карбидов на границах его зерен (RU 2670827 С9, 25.10.2018).
Основным недостатком данного способа является введение в камеру СЛС науглероживающего газа, что неприменимо к изготовлению заготовок из сплавов на основе титана из-за образования большого количества карбидов титана, снижающих механические свойства синтезированного материала.
Известен способ изготовления металлических изделий селективным лазерным сплавлением, включающий первый этап, на котором порошковый материал засыпают в загрузочный бункер, закрывают герметичную камеру, откачивают воздух из герметичной камеры с помощью вакуумной системы, затем заполняют внутренний объем герметичной камеры инертным газом из блока подачи инертного газа до достижения заданного давления, включают систему циркуляции инертного газа, обеспечивают непрерывный обдув зоны сплавления порошкового материала и оптического оборудования лазерной системы через вентиляционные отверстия и производят нагрев основания с подложкой для формируемой заготовки. На втором этапе подают порошковый материал из загрузочного бункера в среде инертного газа через шлюзовое устройство в дозатор, производят выгрузку и разравнивание заданного объема порошкового материала с помощью выравнивателя из дозатора на подложку, полученный слой облучают сфокусированным лазерным излучением в точках слоя, соответствующих поперечному сечению формируемой заготовки по заданной программе в системе управления установки, после завершения облучения опускают опору для поддержки формируемой заготовки на величину толщины полученного слоя. Выравниватель перемещают в обратном направлении, затем операции второго этапа повторяют до полного формирования заготовки. После этого осуществляют третий этап, на котором удаляют защитный газ из герметичной камеры, выравнивают давление в герметичной камере с атмосферным, открывают герметичную камеру и извлекают полученную заготовку из камеры (RU 2717761 С1, 25.03.2020).
К недостаткам вышеуказанного способа можно отнести технологические трудности обеспечения равномерного слоя порошка при его нанесении с помощью дозатора и каретки, так как наличие в дозаторе большого количества пересыпных механизмов ведет к неравномерному нанесению порошка, и, как следствие, к увеличению количества объемных дефектов при изготовлении заготовки.
Известен способ изготовления детали из хромсодержащего жаропрочного сплава на основе никеля, включающий послойное нанесение порошка хромсодержащего жаропрочного сплава на основе никеля на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали, горячее изостатическое прессование полученной детали в среде аргона, и ее термическую обработку. Металлический порошок хромсодержащего жаропрочного сплава на основе никеля предварительно подвергают газодинамической сепарации с последующей дегазацией. Процесс сплавления слоев порошка лазерным лучом проводят в защитной атмосфере азота. Перед горячим изостатическим прессованием полученную деталь помещают в среду электрокорунда и стружки титана или титанового сплава без соприкосновения детали с упомянутой стружкой (RU 2623537 С2, 27.06.2017).
Недостатками данного метода являются использование азота в качестве среды для СЛС, что ведет к образованию нитридов в титановых сплавах и, следовательно, снижению уровня свойств синтезированного материала, а также ограничение по толщине слоя 20-50 мкм, что делает невозможным повышение производительности процесса СЛС.
Наиболее близким аналогом заявленного изобретения является способ изготовления изделий из суперсплавов методом аддитивных технологий, включающий нанесение слоя металлического порошка на подложку, сканирование порошка лазером для создания ванны расплава, в процессе чего происходит избирательное сплавление порошка с формированием первого слоя, и нанесение последующих слоев аналогичным образом до получения детали заданной формы. Селективное сканирование порошка лазером осуществляют построчно, при этом расстояние между линиями воздействия лазера составляет не более чем две толщины формируемого слоя, а толщина слоя составляет не более 50 мкм. После изготовления детали проводят либо отжиг для снятия напряжений, либо горячее изостатическое прессование в среде аргона и термическую обработку полученной детали, либо комбинируют указанные операции пост-обработки (US 9352421 В2, ф.и., страница 7, колонка 3, абзац 2 описания, 31.05.2016).
К недостаткам способа можно отнести использование толщины слоя порошка не более 50 мкм, что делает низкой производительность процесса СЛС, а также отсутствие интервала эффективной объемной плотности энергии, выход за границы которого нарушает баланс режима и тем самым ведет к увеличению дефектов в структуре синтезированного материала.
Технический результат заявленного изобретения заключается в снижении объемной доли пор в получаемых деталях и снижении времени их изготовления при сохранении уровня физико-механических свойств (предела прочности σв, относительного удлинения δ5 и относительного сужения ψ).
Заявленный технический результат достигается предложенным способом изготовления детали послойным лазерным сплавлением металлических порошков сплавов на основе титана, включающим послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в атмосфере аргона, при этом металлический порошок наносят на подложку слоями толщиной 60-100 мкм, объемную плотность энергии лазерного луча поддерживают в интервале 35-75 Дж/мм3, а его диаметр задают в интервале 100-250 мкм, селективное сплавление лазерным лучом слоев металлического порошка проводят в проточной среде аргона.
После селективного лазерного сплавления заготовки детали предпочтительно подвергать отжигу в вакууме или среде аргона при температуре 750-850°С и времени выдержки 60-180 минут.
После отжига можно провести горячее изостатическое прессование (ГИП) детали при давлении 100-200 МПа, температуре 900-1000°С и времени выдержки 150-210 мин.
Также после селективного лазерного сплавления можно последовательно провести горячее изостатическое прессование детали при давлении 100-200 МПа, температуре 900-1000°С и времени выдержки 150-210 мин, а затем - отжиг в вакууме или среде аргона при температуре 750-850°С и времени выдержки 60-180 мин.
С целью получения деталей из титанового сплава с высоким уровнем механических свойств (предела прочности σв, относительного удлинения δ5 и относительного сужения ψ) необходимо обеспечить низкое содержание газовых примесей за счет применения проточной атмосферы аргона при проведении процесса СЛС.
Разбиение детали на слои толщиной 60-100 мкм позволяет повысить производительность процесса СЛС за счет сокращения общего количества слоев в детали. При использовании слоев толщиной до 60 мкм нельзя добиться существенного прироста в производительности процесса СЛС, при использовании слоев толщиной более 100 мкм падает качество синтезированного материала, увеличивается количество дефектов.
Разбиение детали на слои толщиной 60-100 мкм также позволяет использовать металлические порошки с более широким диапазоном фракционного состава 10-80 мкм, 63-80 мкм и 80-100 мкм, что приводит к снижению стоимости детали.
Формула объемной плотности энергии лазерного луча имеет следующий вид:
где Р - мощность лазера, Вт;
V - скорость сканирования, мм/с;
А - межтрековый интервал сканирования, мкм;
hc - толщина слоя порошка, мкм.
Определение граничных значений объемной плотности энергии позволяет установить интервал, в котором лежит оптимальное сочетание вышеуказанных параметров, позволяющих получать синтезированный материал с минимально возможными значениями объемной доли пор (Vпор). Выход за границы этого интервала дестабилизирует процесс СЛС и приводит к росту дефектов в структуре. Для титановых сплавов этот интервал определен экспериментально, он составляет 35-75 Дж/мм3. При значениях объемной плотности энергии менее 35 Дж/мм3 резко возрастает пористость синтезированного материала за счет режимов с низкой энергией, которой не хватает для полного проплавления порошкового слоя. При превышении значений в 75 Дж/мм3 излишняя энергия приводит к дестабилизации расплавленного материала и формированию большого числа газовых пор.
Использование пятна лазера диаметром от 100 до 250 мкм позволяет сократить количество треков в слое, тем самым увеличить производительность метода СЛС. Экспериментально установлено, что использование слишком маленьких значений диаметра пятна лазера (менее 100 мкм) приводит к увеличению продолжительности процесса СЛС, а при больших значениях (более 250 мкм) на современных установках невозможно обеспечить стабильность процесса СЛС, что приводит к повышению пористости.
Проведение отжига деталей без снятия с платформы построения после проведения процесса СЛС в вакууме или среде аргона при температуре 750-850°С и времени выдержки 60-180 мин позволяет эффективно уменьшить остаточные (термические) макронапряжения, возникающие в процессе СЛС, тем самым обеспечить точность геометрических размеров детали. Экспериментально установлено, что для изготовленных методом СЛС деталей из титановых сплавов изменение температурного интервала отжига приводит к непрогнозируемому изменению морфологии микроструктуры, что неблагоприятно сказывается на комплексе механических характеристик сплава. Несоответствие времени выдержки установленным пределам приводит к неоднородному распределению уровней свойств по сечению деталей, особенно при больших толщинах.
Проведение процесса ГИП детали, изготовленной методом СЛС металлического порошка сплава на основе титана, осуществляется при давлении 100-200 МПа, температуре 900-1000°С и времени выдержки 150-210 мин, что обеспечивает эффективное снижение пористости синтезированного материала и стабилизацию его структурного состояния. Уменьшение давления ниже установленного нижнего предела не позволяет обеспечить минимальный уровень остаточной пористости. Увеличение давления выше установленного верхнего предела может приводить к изменению геометрических характеристик (короблению, деформации и т.п.) деталей, особенно тонкостенных. Изменение температурного интервала ГИП приводит к увеличению структурных составляющих (в случае повышенных температур) или к уменьшению степени снижения пористости (в случае пониженных температур), что неблагоприятно сказывается на комплексе механических характеристик синтезированного материала. Несоответствие времени выдержки установленным пределам приводит к неоднородному распределению уровней свойств по сечению деталей, особенно при больших толщинах.
Заявленный способ осуществляется следующим образом. На первом этапе создается электронная модель заготовки при помощи системы твердотельного моделирования. После этого подготовленная электронная модель разделяется на слои и загружается в управляющее программное обеспечение оборудования для трехмерной печати (3D-принтер). На втором этапе порошковый материал распределяется тонким слоем на рабочей поверхности подложки, толщина слоя при этом составляет 60-100 мкм. Лазер, согласно заданным параметрам, селективно осуществляет расплавление порошка в атмосфере аргона для формирования первого слоя детали. После лазерного сплавления первого слоя металлического порошка подложка опускается на уровень, равный заданной толщине слоя, из бункера наносится новый слой порошкового материала, и процесс многократно повторяется до завершения изготовления детали. На третьем этапе при необходимости проводятся операции горячего изостатического прессования (ГИП) и/или термической обработки (отжига).
Примеры реализации изобретения
Пример 1
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 60 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 10 до 63 мкм. Значение объемной плотности энергии составило 35 Дж/мм3, диаметр пятна лазера - 100 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 24 ч. Значение объемной доли пор V синтезированного материала - 0,15%. После процесса СЛС проводили отжиг при температуре 750°С и времени выдержки 60 мин в среде аргона (без ГИП).
Пример 2
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 80 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 63 до 80 мкм. Значение объемной плотности энергии составило 55 Дж/мм3, диаметр пятна лазера - 175 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 17 ч. Значение объемной доли пор синтезированного материала - 0,10%. После процесса СЛС проводили отжиг при температуре 800°С и времени выдержки 120 мин в среде аргона (без ГИП).
Пример 3
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 100 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 10 до 80 мкм. Значение объемной плотности энергии составило 75 Дж/мм3, диаметр пятна лазера - 250 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 12 ч. Значение объемной доли пор синтезированного материала - 0,06%. После процесса СЛС проводили отжиг при температуре 850°С и времени выдержки 180 мин в вакууме (без ГИП).
Пример 4
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 60 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 63 до 80 мкм. Значение объемной плотности энергии составило 35 Дж/мм3, диаметр пятна лазера - 100 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 24 ч. Значение объемной доли пор синтезированного материала - 0,18%. После процесса СЛС проводили ГИП при давлении 100 МПа, температуре 900°С и времени выдержки 150 мин, с последующим отжигом при температуре 800°С и времени выдержки 60 мин в среде аргона.
Пример 5
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 80 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 10 до 80 мкм. Значение объемной плотности энергии составило 55 Дж/мм3, диаметр пятна лазера - 175 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 17 ч. Значение объемной доли пор синтезированного материала - 0,10%. После процесса СЛС проводили ГИП при давлении 150 МПа, температуре 950°С и времени выдержки 180 мин, с последующим отжигом при температуре 750°С и времени выдержки 120 мин в среде аргона.
Пример 6
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 100 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 10 до 80 мкм. Значение объемной плотности энергии составило 75 Дж/мм3, диаметр пятна лазера - 250 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 12 ч. Значение объемной доли пор синтезированного материала - 0,05%. После процесса СЛС проводили ГИП при давлении 200 МПа, температуре 1000°С и времени выдержки 210 мин, с последующим отжигом при температуре 850°С и времени выдержки 180 мин в среде аргона.
Пример 7
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 60 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 63 до 80 мкм. Значение объемной плотности энергии составило 35 Дж/мм3, диаметр пятна лазера - 100 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 24 ч. Значение объемной доли пор синтезированного материала - 0,16%. После процесса СЛС проводили отжиг при температуре 750°С и времени выдержки 60 мин в среде аргона с последующим ГИП при давлении 100 МПа, температуре 900°С и времени выдержки 150 мин.
Пример 8
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 80 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 10 до 80 мкм. Значение объемной плотности энергии составило 55 Дж/мм3, диаметр пятна лазера - 175 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 17 ч. Значение объемной доли пор синтезированного материала - 0,09%. После процесса СЛС проводили отжиг при температуре 800°С и времени выдержки 120 мин в среде аргона с последующим ГИП при давлении 150 МПа, температуре 950°С и времени выдержки 180 мин.
Пример 9
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 100 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - от 10 до 80 мкм. Значение объемной плотности энергии составило 75 Дж/мм3, диаметр пятна лазера - 250 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 12 ч. Значение объемной доли пор синтезированного материала - 0,04%. После процесса СЛС проводили отжиг при температуре 850°С и времени выдержки 180 мин в вакууме с последующим ГИП при давлении 200 МПа, температуре 1000°С и времени выдержки 210 мин.
Пример 10 (прототип)
При помощи системы твердотельного моделирования создали электронную модель заготовки детали «Корпус», провели разделение электронной модели заготовки на слои толщиной 20 мкм в специализированном программном обеспечении, затем экспортировали подготовленную электронную модель в управляющее программное обеспечение оборудования (3D-принтер). В качестве материала порошка использовали сплав на основе титана марки ВТ6, размер частиц порошка - менее 63 мкм. Значение объемной плотности энергии составило 110 Дж/мм3, диаметр пятна лазера - 90 мкм. В процессе СЛС проводили послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в защитной атмосфере аргона. Время изготовления заготовки детали «Корпус» составило 53 ч. Значение объемной доли пор синтезированного материала - 2,23%. После процесса селективного лазерного сплавления проводили отжиг при температуре 900°С и времени выдержки 180 мин в среде аргона.
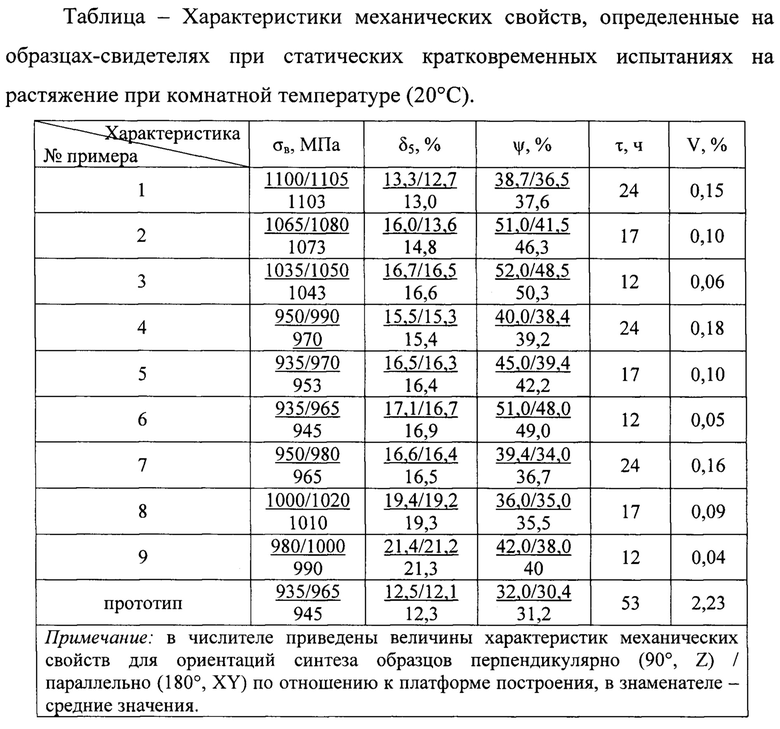
После изготовления детали измеряли предел прочности σв, относительное удлинение δ5 и относительное сужение ψ в соответствии с ГОСТ 1497-84.
Свойства заготовки детали «Корпус», которые получены на образцах-свидетелях, изготовленных по предложенному способу и по прототипу за один цикл с заготовкой детали, представлены в таблице.
Время изготовления деталей предложенным способом в 2,2-4,4 раза меньше, чем способом-прототипом. Свойства заготовок, изготовленных предложенным способом, находятся на одном уровне или превышают свойства заготовок, изготовленных способом-прототипом.
Таким образом, предлагаемый метод позволяет изготавливать заготовки деталей из порошка сплава на основе титана за меньшее по сравнению с прототипом время и с сохранением уровня механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
| Медьсодержащий титановый сплав и способ его получения | 2023 |
|
RU2820186C1 |
| Способ получения заготовок деталей из алюминиевых сплавов методом селективного лазерного сплавления | 2023 |
|
RU2824508C1 |
| Способ получения индивидуальных изделий из сплава системы Ti-Zr-Nb с памятью формы и низким модулем при помощи селективного лазерного плавления | 2024 |
|
RU2840523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЛАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2623537C2 |
| Способ получения заготовок деталей и сборочных единиц индустриальных двигателей методом селективного лазерного сплавления металлического порошка | 2022 |
|
RU2811330C1 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
| Способ получения металлокерамического композиционного материала методом селективного лазерного сплавления | 2022 |
|
RU2801975C1 |
| Способ получения объемных изделий из высокоэнтропийного сплава, легированного азотом, методом селективного лазерного плавления | 2023 |
|
RU2821178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ ЖАРОПРОЧНЫХ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЛАВЛЕНИЕМ | 2023 |
|
RU2830495C1 |
Изобретение относится к порошковой металлургии, в частности, к изготовлению детали послойным лазерным сплавлением металлических порошков сплавов на основе титана. Может использоваться в авиационной, космической, энергетической отраслях промышленности. Металлический порошок наносят на подложку слоями толщиной 60-100 мкм. Селективное сплавление проводят лазерным лучом с диаметром 100-250 мкм, объемной плотностью энергии в интервале 35-75 Дж/мм3 в проточной среде аргона. Обеспечивается уменьшение объемной доли пор и снижении времени изготовления детали. 3 з.п. ф-лы, 1 табл., 9 пр.
1. Способ изготовления детали послойным лазерным сплавлением металлических порошков сплавов на основе титана, включающий послойное нанесение металлического порошка на подложку и селективное сплавление лазерным лучом слоев металлического порошка с формированием детали в атмосфере аргона, отличающийся тем, что металлический порошок наносят на подложку слоями толщиной 60-100 мкм, объемную плотность энергии лазерного луча поддерживают в интервале 35-75 Дж/мм3, его диаметр задают в интервале 100-250 мкм, а селективное сплавление лазерным лучом слоев металлического порошка проводят в проточной среде аргона.
2. Способ по п. 1, отличающийся тем, что после селективного лазерного сплавления деталь на подложке подвергают отжигу в вакууме или среде аргона при температуре 750-850°С и времени выдержки 60-180 мин.
3. Способ по п. 2, отличающийся тем, что после отжига деталь подвергают горячему изостатическому прессованию при давлении 100-200 МПа, температуре 900-1000°С и времени выдержки 150-210 мин.
4. Способ по п. 1, отличающийся тем, что после селективного лазерного сплавления деталь подвергают горячему изостатическому прессованию при давлении 100-200 МПа, температуре 900-1000°С и времени выдержки 150-210 мин и отжигу в вакууме или среде аргона при температуре 750-850°С и времени выдержки 60-180 мин.
| US 9352421 B2, 31.05.2016 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ НИТИНОЛА | 2021 |
|
RU2760699C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРМЕТАЛЛИДНОГО ОРТОСПЛАВА НА ОСНОВЕ ТИТАНА | 2016 |
|
RU2635204C1 |
| US 20210308767 A1, 07.10.2021 | |||
| US 20210197284 A1, 01.07.2021 | |||
| US 20210402474 A1, 30.12.2021. | |||

