Область техники, к которой относится изобретение
Настоящее изобретение относится к области технологии аддитивного производства и, в частности, к параллельному способу контроля деформации и точности изготовления деталей во время процесса аддитивного производства.
Уровень техники
Бесшаблонное моделирование послойного наплавления деталей или пресс-форм из металлов с высокой плотностью включает в себя моделирование лазерного послойного наплавления деталей с большой выходной мощностью, соединение компонентов свободной формы с помощью электронного луча и моделирование послойного наплавления с помощью плазменной дуги и электрической дуги.
При моделировании лазерного послойного наплавления с большой выходной мощностью используется лазер с высокой выходной мощностью для расплавления металлических порошков, которые поступают на подложку слой за слоем, после чего выполняется быстрое отверждение для моделирования послойного наплавления, тем самым, в конечном счете, получая формуемое изделие в практически готовом виде. В отношении этого способа следует отметить высокую точность формования и то, что плотность обрабатываемой детали намного выше плотности деталей, полученных селективным лазерным спеканием, однако эффективность формования и коэффициенты использования энергии и материалов являются невысокими. Следовательно, с помощью этого способа сложно достичь полной плотности. Кроме того, этот способ требует больших капиталовложений в оборудование и высоких эксплуатационных расходов.
При соединении компонентов свободной формы с помощью электронного луча используется электронный луч с большой выходной мощностью для расплавления порошкового материала, прикладывается электромагнитное поле согласно вычислительной модели, контролируется перемещение электронного луча и сканируется слой за слоем до завершения формования всей детали. В отношении этого способа следует отметить высокую точность формования, надлежащее качество формования, однако условия процесса должны строго контролироваться, например, весь процесс формования должен выполняться в вакууме, что ведет к ограниченным размерам формования, высоким капиталовложениям в оборудование и высоким эксплуатационным расходам. Кроме того, этот способ сложно применять к детали, которая изготавливается из функционально-градиентных материалов, из-за способа покрытия порошком слой за слоем, так же как при селективном спекании.
При моделировании послойного наплавления с помощью плазменной дуги и электрической дуги используется сильно сжатый и собранный группами плазменный пучок для расплавления металлических порошков или проволок, подача которых осуществляется синхронно, и выполняется моделирование послойного наплавления слой за слоем на подложке для формования металлической детали или пресс-формы. По сравнению с предыдущими двумя способами этот способ имеет более высокие коэффициенты использования энергии и материалов, и с его помощью можно легко получить более высокую плотность и обеспечить низкие расходы на оборудование и эксплуатационные расходы, однако в этом способе используется столб дуги большего диаметра и обеспечиваются меньшие размеры формования и меньшая точность образования поверхности.
Следовательно, в этом способе после формования обычно выполняются финишные операции, сходная с моделированием лазерного послойного наплавления деталей с большой выходной мощностью. Следовательно, комбинированный способ бесшаблонного быстрого изготовления с помощью моделирования послойного наплавления с помощью плазменной дуги или электрической дуги и фрезерования представляет собой способ, в котором плазменный пучок используется в качестве источника тепла при формовании детали, при моделировании послойного или сегментированного наплавления моделирование послойного наплавления и окончательное фрезерование с цифровым управлением выполняются поочередно для обеспечения быстрого процесса изготовления с низкими затратами и высокой точностью.
Из трех вышеописанных способов моделирование лазерного послойного наплавления с большой выходной мощностью и моделирование послойного наплавления с помощью плазменной дуги и электрической дуги являются безопорными бесшаблонными моделированиями послойного наплавления для деталей, изготавливаемых из однородных или композитных функционально-градиентных материалов. По сравнению с опорным бесшаблонным формованием наплавления, например, соединением компонентов свободной формы с помощью электронного луча с использованием порошкового материала, селективным лазерным спеканием/расплавлением и изготовлением объектов с использованием ламинирования (LOM), стереолитографического аппарата (SLA), моделированием послойного наплавления (FDM) и селективным лазерным спеканием (SLS), где используется бумага, смола и пластик с низкой температурой плавления, безопорное бесшаблонное моделирование послойного наплавления исключает многие недостатки материалов, процессов и оборудования, что связано с необходимостью добавления и удаления опорных материалов из-за необходимости поддержки во время формования, уменьшает время и расходы на изготовление и может обеспечивать формование деталей из функционально-градиентных материалов. Однако в то же самое время из-за отсутствия опоры в процессе формования деталей сложной формы с консолями расплавленный материал может падать и течь под действием силы тяжести, что ведет к затруднениям при моделировании методом послойного наплавления.
Комбинированный способ бесшаблонного быстрого изготовления с помощью моделирования послойного наплавления с помощью плазменной дуги или электрической дуги и фрезерования уменьшает сложность обработки посредством формования слоя за слоем и окончательного фрезерования, однако в случае деталей сложной формы с большими углами наклона на боковых сторонах, особенно на поперечных выступах, не исключается течение и даже падение капель расплавленного материала под действием силы тяжести во время наплавления, что ведет к затруднению формования в поперечном направлении.
По сравнению с лазерным формование с подачей порошка, где используются порошковые материалы, моделирование методом послойного наплавления с источником тепла, например, моделирование методом послойного наплавления с газозащищенной или вакуумнозащищенной плазменной дугой/электрической дугой, где используются нитеобразные или полосовые материалы, соединение компонентов свободной формы с помощью вакуумнозащищеного электронного луча и моделирование методом послойного наплавления с помощью шлакозащищенной электрошлаковой сварки и дуговой сварки под флюсом имеют преимущества, состоящие в возможности формования более сложных форм с большей эффективностью послойного наплавления и уменьшенными расходами. Однако, что касается сложных тонкостенных частей, то из-за больших размеров дуги ухудшается точность формования. По этой причине применение сложных тонкостенных частей ограничивается.
Однако деформация из-за аккумулирования тепла, обусловленного многослойным наплавлением, является неизбежной. Что касается некоторых деталей, имеющих сложную форму и большие размеры, вышеуказанные способы обусловливают большие деформации. В случае значительной деформации сложно продолжать выполнение моделирования методом послойного наплавления; даже в случае изготовления формуемой детали она может быть отбракована из-за излишней деформации и превышения размеров. Следовательно, на настоящий момент необходимые припуски на механическую обработку могут быть определены посредством предварительного расчета; после завершения формования эти припуски удаляют для получения деталей требуемых размеров и точности. Однако во время процесса формования следует по-прежнему выполнять проверку и корректировку для поддержания деформации в диапазоне, необходимом для обеспечения точности размеров. Что касается деталей сложной формы, в случае затруднений в предварительном расчете деформации, припуск на механическую обработку часто увеличивают для «подстраховки», что неизбежно ведет к увеличению объема последующей механической обработки, снижению эффективности и повышению расходов.
С другой стороны, в существующих способах аддитивного производства формуемая деталь обычно не нагружается и зажимается на участке формования, движется к технологической установке для обработки, и обработанная деталь далее движется в установку термообработки с целью выполнения термообработки и снятия остаточных напряжений и устранения деформации детали, так чтобы предотвратить растрескивание и повысить технические характеристики, что ведет к длительным процессам обработки, низкой эффективности и высоким расходам.
Что касается передовой технологии, аэрокосмическая промышленность, судостроительная промышленность, отрасль, занятая высокоскоростным железнодорожным сообщением, военная промышленность и другие отрасли требуют не только надлежащих конструктивных характеристик и стабильности деталей, но также предъявляют высокие требования к размерам и точности изготовления, поэтому вышеуказанные проблемы являются особенно важными техническими вопросами и узкими местами производства, требующими решения, поскольку они ограничивают дальнейшее развитие технологии аддитивного формования многослойного наплавления и ее внедрение в этих отраслях промышленности.
Раскрытие изобретения
С учетом вышеуказанных дефектов и требований к усовершенствованию существующего уровня техники настоящее изобретение предлагает способ параллельного контроля деформации и точности изготовления деталей во время процесса аддитивного производства. Задача настоящего изобретения состоит в одновременном внедрении различных процессов за один проход или за несколько проходов различных технологических слоев или одного и того же технологического слоя, когда положение зажимания детали, подлежащей обработке, остается неизменным, что позволяет обеспечить одноэтапное высокоточное и высокоэффективное аддитивное производство с помощью сверхбыстрого процесса.
Для решения вышеуказанной задачи настоящее изобретение предлагает способ параллельного контроля деформации и точности изготовления деталей во время процесса аддитивного производства, который включает следующие этапы: выполнение аддитивного формования и изометрического формообразования или его пластическое формование параллельно на одном и том же участке и одновременно выполнение одного или нескольких процессов, выбранных из группы, состоящей из процесса обработки по улучшению микроструктуры и уменьшению остаточных напряжений, процесса травления и финишные операции, параллельно на одном и том же участке для обеспечения одноэтапного высокоточного и высокоэффективного аддитивного производства с помощью сверхбыстрого процесса.
Выражение «параллельно на одном и том же участке» относится к одновременному внедрению различных процессов за один и тот же проход или за несколько проходов технологических слоев или одного и того же технологического слоя, когда положение зажимания детали, подлежащей обработке, остается неизменной. После выполнения аддитивного формования и осуществляют изометрическое формообразование или его пластическое формование, если технические характеристики детали не соответствуют ожидаемым требованиям, необходимо выполнить процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений.
Способ также содержит этап выполнения последующей контролируемой прокатки и контролируемой холодной термообработки для контроля деформации и улучшения технических характеристик, так чтобы посредством контроля параметров обработки, таких как температура, степень деформации, скорость деформации и условия охлаждения во время пластического формования, улучшить механические свойства формуемого тела, уменьшить остаточные напряжения и деформацию и повысить точность формования.
Кроме того, процесс травления или финишные операции, в частности, являются одновременными и с последующим лазерным, электролитическим или ультразвуковым фрезерованием.
Кроме того, в интервалах между проходами процесса аддитивного формования различных технологических слоев во время последующей зачистки зачищаются поверхностные дефекты в зоне моделирования методом послойного наплавления с целью получения поверхности подложки или поверхности детали надлежащего качества, которая способствует высококачественному моделированию методом послойного наплавления во время следующего прохода.
Способ также содержит после выполнения аддитивного формования и пластического формования или процесса обработки по улучшению микроструктуры и уменьшению остаточных напряжений в формующей технологической установке выполнение термообработки формуемого тела или детали для снятия остаточных напряжений, уменьшения деформации и растрескивания и улучшения механических свойств.
Способ также содержит, благодаря использованию цифровой системы управления производственным оборудованием и инверсного устройства и устройства обнаружения дефектов, соединенных с производственным оборудованием, параллельный инверсный расчет формы и размера формуемого тела и выполнение обнаружения внутренних и наружных дефектов на невидимых участках, которые имеют сложную форму и на которых сложно обнаружить дефекты после завершения формования; в случае наличия дефектов удаление указанных дефектов с помощью системы восстановления и последующее непрерывное формование, причем после завершения формования при необходимости может быть использован то же самый способ выполнения обнаружения дефектов в деталях на том же самом участке производственного оборудования.
Кроме того, различные процессы внедряются на различных позициях за один и тот же проход или разные технологические проходы разных технологических слоев или одного и того же технологического слоя.
Кроме того, во время процесса пластического формования контролируются параметры процесса, такие как температура, степень деформации, скорость деформации и условия охлаждения, с использованием электромагнитной или ультразвуковой вибрации.
В качестве теплового источника аддитивного формования применяют плазмотрон для послойного наплавления, используя дуговую сварку неплавящимся вольфрамовым электродом в среде инертного газа, при этом микроролик движется синхронно с плазмотроном для послойного наплавления, и микроролик для пластического формования прижимается к поверхности только что затвердевшей зоны сварочной ванны на месте изготовления. Ток послойного наплавления, вырабатываемый плазмотроном для послойного наплавления, составляет 180 А. Согласно требованиям к рабочим характеристикам полости ковочного штампа для послойного наплавления используют сварочную проволоку для сварки пресс-форм, причем аддитивное формования с помощью послойного наплавления посредством микролитья и пластическое формование посредством микропроковки выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели (компьютерного моделирования) штампа на подложке. В ходе последующей контролируемой прокатки и контролируемой холодной термообработки в процессе аддитивного формования и пластического формования воздушное охлаждение заменяют газовым охлаждением или охлаждением жидким азотом; или во время процесса аддитивного формования к сварочной ванне прикладывается электромагнитное поле для вспомогательного аддитивного формования. Если форма полости штампа является сложной, необходимо выполнить бесконтактное лазерное фрезерование на поверхности формуемого тела, подлежащего обработке, во время вышеуказанного синхронного процесса формования. Если во время вышеуказанного синхронного процесса формования размер и точность поверхности формуемого тела все же не соответствуют требованиям из-за недостатка времени, следует выполнить окончательную механическую обработку слой за слоем или обработку сегмента из нескольких слоев. Процесс окончательной механической обработки синхронизируется с синхронным процессом формования до завершения формования полости штампа.
Кроме того, если точность не удовлетворяет требованиям, как указано выше, необходимо непрерывно выполнять механическое фрезерование или чистовое шлифование до тех пор, пока точность деталей не будет соответствовать требованиям.
Кроме того, в качестве теплового источника аддитивного формования для послойного наплавления применяют газозащищенную лазерную пушку для послойного наплавления, при этом микроролик движется синхронно с газозащищенной лазерной пушкой для послойного наплавления, и импульсный лазерный луч для пластического формования воздействует на поверхность затвердевшей зоны сварочной ванны. Мощность газозащищенной лазерной пушки для послойного наплавления, составляет 2000 Вт.Согласно требованиям к техническим характеристикам корпуса двигателя самолета, изготавливаемого по аддитивной технологии, используется проволока из сверхпрочного сплава, и моделирование методом послойного наплавления и микропластическое формование выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели деталей на подложке. Из-за большого размера корпуса возникает большая деформация в результате моделирования методом послойного наплавления. Следовательно, необходимо выполнить процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений после вышеописанного синхронного процесса формования. Процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений выполняют с последующим формованием с помощью лазерного импульса до тех пор, пока формование деталей не обеспечит сведение деформации к минимуму. Или же к формуемой зоне прикладывают ультразвуковые колебания для дополнительного формования во время процесса формования с целью улучшения микроструктуры и свойств и уменьшения остаточных напряжений. Если форма компонента является сложной, необходимо выполнить бесконтактное лазерное фрезерование во время вышеуказанного синхронного процесса формования или выполнить прерывистую контактную механическую обработку или выполнить вышеуказанный процесс окончательной механической обработки сегмента из нескольких слоев на деталях, которые сложно обрабатывать после завершения формования. Процесс окончательной обработки синхронизируется с синхронным процессом формования до завершения формования детали.
Кроме того, в качестве теплового источника аддитивного формования применяют сочетание электрической дуги или плазменной дуги сварочной пушки для сварки неплавящимся вольфрамовым электродом в среде инертного газа и лазерного луча, при этом микроролик движется синхронно с составным генератором тепла, и микроролик для изометрического формообразования прижимается к поверхности затвердевшей зоны сварочной ванны. Ток послойного наплавления газозащищенной электрической дуги или плазменной дуги пушки для послойного наплавления составляет 200 А, и мощность лазерного излучения составляет 2000 Вт. Согласно требованиям к техническим характеристикам балки рамы самолета, изготавливаемой по аддитивной технологии, используют сварочную проволоку из титанового сплава, и моделирование методом послойного наплавления и микропластическое формование выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели деталей на подложке. Из-за большого размера балки рамы самолета возникает большая деформация в результате моделирования методом послойного наплавления. Следовательно, необходимо выполнить процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений после вышеописанного синхронного процесса формования. Процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений выполняют с последующим формованием с помощью микропластического формования до тех пор, пока формование деталей не обеспечит сведение деформации к минимуму. Однако из-за высоких требований к техническим характеристикам к деталям самолета не допускается попадание окислов и примесей с поверхности каждого слоя в нижнее формуемое тело. Следовательно, окислы, примеси и дефекты на поверхности зоны моделирования методом послойного наплавления во время аддитивного формования должны быть зачищены с помощью высокоэффективной последующей зачистки с целью получения поверхности подложки или поверхности детали надлежащего качества, которая способствует высококачественному моделированию методом послойного наплавления во время следующего прохода. Зачистка поверхности синхронизируется с процессом формования до завершения формования детали.
Используется твердотельный лазер 2000 Вт; в качестве формующегося материала используется проволока из сверхпрочного сплава, микроролик, закрепленный на лазерной головке, движется синхронно с лазерной головкой, боковой вертикальный ролик следует за боковой стороной зоны размягчения расплава, перфорированный горизонтальный ролик упруго следует по полузатвердевшему размягченному участку рядом с задней стороной сварочной ванны; согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели (компьютерного моделирования) арматуры маслопровода на подложке моделирование методом послойного наплавления с помощью лазера и микроусиленное формование выполняются одновременно на деталях из сверхпрочного сплава слой за слоем. Устройство для термообработки, расположенное в формующей технологической установке, используется для выполнения термообработки формуемых деталей или компонентов после завершения всех процессов формования для снятия остаточных напряжений, уменьшения деформации и растрескивания и улучшения механических свойств формуемых деталей или компонентов.
Кроме того, во время процесса аддитивного производства благодаря использованию цифровой системы управления производственным оборудованием или роботизированной системы производственного оборудования и инверсного устройства и устройства обнаружения дефектов, соединенных с производственным оборудованием, осуществляются параллельный инверсный расчет формы и размера формуемого тела и выполнение обнаружения внутренних и наружных дефектов на невидимых участках, которые имеют сложную форму и на которых сложно обнаружить дефекты после завершения формования. Кроме того, используются порошковый питатель для подачи порошка из функционально-градиентных материалов и плазмотрон для послойного наплавления с током переноса дуги 170 А, микроролик закреплен на запястье руки промышленного робота, причем запястье руки промышленного робота синхронизировано с плазмотроном для послойного наплавления с цифровым управлением, который используется в моделировании методом послойного наплавления, боковой вертикальный ролик следует за боковой стороной зоны размягчения расплава, перфорированный горизонтальный ролик упруго следует по полузатвердевшему размягченному участку рядом с задней стороной сварочной ванны. Согласно каналу цифрового моделирования методом послойного наплавления, полученному с помощью трехмерной CAD-модели с информацией о распределении состава функционально-градиентных материалов, используются порошки интерметаллидного соединения никель-алюминий и порошки из сверхпрочного сплава на основе никеля, причем моделирование методом плазменного послойного наплавления и формование посредством микроэкструзии выполняются одновременно слой за слоем на детали, выполненной из функционально-градиентных материалов. Поскольку функционально-градиентный материал склонен к образованию трещин, форма и размер формуемого тела параллельно подвергаются повторному расчету, используя инверсное устройство и устройство обнаружения дефектов, с последующим определением дефектов. В случае обнаружения дефектов используют систему восстановления материала с последующим непрерывным формованием. На невидимых участках, которые имеют сложную форму и на которых сложно обнаружить дефекты после завершения формования, также выполняют проверку на обнаружение дефектов. В случае наличия дефектов используют систему восстановления материала для удаления дефектов с последующим непрерывным формованием. После завершения формования используют тот же самый способ повторной проверки на том же самом участке производственного оборудования для завершения обнаружения дефектов деталей.
В общем, по сравнению с существующим уровнем техники вышеуказанные технические решения, предлагаемые в настоящем изобретении, могут дать следующие положительные результаты. Во время обработки положение детали, подлежащей обработке, не изменяется, различные процессы выполняются на различных технологических слоях или на одном и том же технологическом слое, в результате чего обеспечивается выполнение очень непродолжительного процесса одноэтапного высокоточного и эффективного аддитивного производства.
В настоящем изобретении для повышения эффективности и снижения расходов согласно требованиям к техническим характеристикам, размеру и точности поверхности деталей в случае одновременного выполнения двух вышеуказанных процессов формования эти требования могут быть выполнены. Например, для изготовления отливок корпусов клапанов используется твердотельный лазер мощностью 2500 Вт, и в качестве материала для формования используется проволока из износостойкого сплава. Во время процесса лазерного формования посредством послойного наплавления синхронизированное последующее фрезерование выполняется с помощью лазера, электролитической обработки или обработки ультразвуком. В случае большого объема фрезерования или если не удовлетворяются требования к точности или расходы являются высокими, а эффективность низкая, можно применять операции механического фрезерования или чистого шлифования до тех пор, пока не будут удовлетворены требования к точности деталей.
Осуществление изобретения
Для того чтобы задачи, технические решения и преимущества настоящего изобретения стали более понятными, настоящее изобретение подобно описано ниже со ссылкой на варианты выполнения. Следует принять во внимание, что описанные в настоящем документе конкретные варианты выполнения предназначены только для объяснения настоящего изобретения и не предназначены для ограничения настоящего изобретения. Кроме того, технические признаки, описанные в различных вариантах выполнения настоящего изобретения, могут сочетаться друг с другом при условии, что они не противоречат друг другу.
Настоящее изобретение предлагает способ параллельного контроля деформации и точности изготовления детали во время процесса аддитивного производства, который включает следующие этапы: аддитивное формование и осуществляют изометрическое формообразование или его пластическое формование, и одновременно выполнение одного или нескольких процессов, выбранных из группы, состоящей из процесса обработки по улучшению микроструктуры и уменьшению остаточных напряжение процесса травления и финишные операции, параллельно на одном и том же участке для обеспечения одноэтапного высокоточного и высокоэффективного аддитивного производства с помощью сверхбыстрого процесса. Выражение «параллельно на одном и том же участке» относится к одновременному внедрению различных процессов за один и тот же проход или за несколько проходов технологических слоев или одного и того же технологического слоя, когда положение зажимания детали, подлежащей обработке, остается неизменным.
В процессе аддитивного производства, поскольку процесс аддитивного формования и процесс изометрического формообразования осуществляют параллельно за один и тот же проход, в только что образованной зоне отвердевания ванны расплава динамическая рекристаллизация может генерироваться только при очень небольшом давлении, тем самым образуя равноосные мелкие зерна в горячем кованом состоянии; во время процесса формования процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений, в общем, выполняется параллельно за один и тот же проход или в одном и том же слое или в различных слоях.
Способ также содержит этап выполнения последующей контролируемой прокатки и контролируемой холодной термообработки для контроля деформации и улучшения технических характеристик, так чтобы посредством контроля параметров обработки, таких как температура, степень деформации, скорость деформации и условия охлаждения во время пластического формования, улучшить механические свойства формуемого тела, уменьшить остаточные напряжения и деформацию и повысить точность формования.
Поскольку процессы выполняются параллельно на одном и том же участке, процесс придании формы одной и тоже части незамедлительно следует за процессом аддитивного формования и выполняется за один и тот же проход одного и того же слоя; процессы выполняются при высокой температуре, что ведет к образованию брызг металла. Обычно считается, что механизм придания формы требует устойчивости к действию тепла, эффективного охлаждения, противодействия загрязнению в результате разбрызгивания металла и т.д., что затрудняет изготовление и контроль пластической деформации. В одной и той же части компонента изометрическое формообразование выполняют после завершения аддитивного формования. Однако, фактически, все процессы, к которым относятся процесс аддитивного формования, процесс изометрического формообразования или процесс пластического формования и процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений, выполняемый при необходимости, осуществляются одновременно, но только в различных положениях детали.
Кроме того, процесс травления или финишные операции, в частности, явлются одновременными и с последующим лазерным, электролитическим или ультразвуковым фрезерованием.
В общем, считается, что механическое фрезерование является эффективным способом финишной обработки, но, поскольку эта обработка является контактной и требует прикладывания усилия, требуются программно-аппаратные системы машинного типа. Цифровая система управления не способна выполнять фрезерную механическую обработку параллельно, когда оборудование для аддитивного производства выполняет аддитивное формование, изометрическое формообразование и процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений, и фрезерование может выполняться только после завершения этих процессов; или же требуется добавление цифровой системы управления, что уменьшает эффективность формования; добавление цифровой системы управления и системы передачи увеличивает расходы и сложность оборудования. Кроме того, в процессе фрезерования выделяется тепло и не используется смазочно-охлаждающая жидкость, что создает сложности и ведет к износу инструментов. Бесконтактный способ обработки, например, с помощью лазера, предусматривает использование гальванометра и выполнение контроля, который может выполняться параллельно с вышеуказанным процессом за один и тот же проход или в одном и том же слое или разных слоях.
Кроме того, в интервалах между проходами процесса аддитивного формования различных технологических слоев во время последующей зачистки зачищаются поверхностные дефекты в зоне моделирования методом послойного наплавления с целью получения поверхности подложки или поверхности детали надлежащего качества, которая способствует высококачественному моделированию методом послойного наплавления во время следующего прохода.
В общем, считается, что при наплавке поверхности в атмосфере окислы на поверхности слоя сварки всплывают на поверхность во время следующей сварки и, в общем, не очищаются. Однако аддитивное формования является многослойным формованием, и поверхностный слой многократно окисляется и загрязняется, что может влиять на технические характеристики формуемого тела. При изготовлении деталей, которые должны иметь высокие характеристики вязкости и усталости, например, в авиационной промышленности, требуется последующая очистка, которая должна выполняться параллельно вышеуказанным процессам формования без снижения эффективности.
Кроме того, способ также содержит после выполнения аддитивного формования процесс пластического формования или процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений в формующей технологической установке, выполнение термообработки формуемого тела или детали для снятия остаточных напряжений, уменьшения деформаций и улучшения механических свойств. Эта термообработка не вызывает плавление детали и имеет низкую температуру, что в основном используется для снятия остаточных напряжений и уменьшения деформаций и растрескивания.
Считается, что применительно к детали, полученной аддитивным формованием посредством наплавки поверхности, формуемая деталь должна быть удалена из производственной установки после завершения формования и подвергнута термообработке, такой как отжиг для снятия напряжений, с целью снятия остаточных напряжений и устранения деформации и препятствования растрескиванию деталей, которые с трудом поддаются формованию. Однако эти процессы влияют на точность процессов формования и эффективность изготовления. Следовательно, с учетом низкой температуры термообработки посредством отжига для снятия напряжений устройство для термообработки установлено в производственной установке, так что эффективность производства не снижается, и финишные операции можно выполнять после термообработки, тем самым, обеспечивая одноэтапное высокоточное и высокоэффективное аддитивное производство с помощью сверхбыстрого процесса.
Кроме того, способ также содержит, благодаря использованию цифровой системы управления производственным оборудованием и инверсного устройства и устройства обнаружения дефектов, соединенных с производственным оборудованием, параллельный инверсный расчет формы и размера формуемого тела и выполнение обнаружения внутренних и наружных дефектов на невидимых участках, которые имеют сложную форму и на которых сложно обнаружить дефекты после завершения формования; в случае наличия дефектов удаление указанных дефектов с помощью системы восстановления и последующее непрерывное формование.
В общем, считается, что традиционное изготовление должно предусматривать определение дефектов формуемых деталей. Однако, если дефекты деталей после обнаружения дефектов превышают стандартные значения, эти детали могут быть отбракованы. Кроме того, во время процесса обнаружения дефектов в некоторых деталях, имеющих сложные формы, невозможно выполнить их проверку из-за наличия мертвых зон. Следовательно, обнаружение дефектов во время процесса формования не ограничивается мертвой зоной.
Для подробного объяснения способа настоящее изобретение описано с ссылкой на конкретные варианты выполнения.
Первый вариант выполнения
В качестве теплового источника аддитивного формования применяют плазмотрон для послойного наплавления, используя дуговую сварку неплавящимся вольфрамовым электродом в среде инертного газа (лазерный луч, дуговая сварка неплавящимся вольфрамовым электродом, дуговая сварка плавящимся электродом и электронный луч), при этом микроролик движется синхронно с плазмотроном для послойного наплавления, и микроролик для пластического формования прижимается к поверхности только что затвердевшей зоны сварочной ванны на месте изготовления. Ток послойного наплавления, вырабатываемый плазмотроном для послойного наплавления, составляет 180 А. Согласно требованиям к рабочим характеристикам полости ковочного штампа для послойного наплавления используют сварочную проволоку для сварки пресс-форм, причем аддитивное формование с помощью послойного наплавления и пластическое формование выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели (компьютерного моделирования) штампа на подложке. Если форма полости штампа является сложной, необходимо выполнить бесконтактное лазерное фрезерование на поверхности формуемого тела, подлежащего обработке, во время вышеуказанного синхронного процесса формования. Если во время вышеуказанного синхронного процесса формования размер и точность поверхности формуемого тела все же не соответствуют требованиям из-за недостатка времени, следует выполнить финишную механическую обработку слой за слоем посредством обработки сегмента из нескольких слоев. Процесс финишной механической обработки синхронизируется с синхронным процессом формования (т.е. внедрение выполняется параллельно на одном и том же участке) до завершения формования полости штампа.
Второй вариант выполнения
В качестве теплового источника аддитивного формования применяют плазмотрон для послойного наплавления, используя дуговую сварку неплавящимся вольфрамовым электродом в среде инертного газа, при этом микроролик движется синхронно с плазмотроном для послойного наплавления, и микроролик для изометрического формообразования прижимается к поверхности только что затвердевшей зоны сварочной ванны на месте изготовления. Ток послойного наплавления, вырабатываемый плазмотроном для послойного наплавления, составляет 180 А. Согласно требованиям к рабочим характеристикам полости ковочного штампа для послойного наплавления используют сварочную проволоку для сварки пресс-форм, причем моделирование с помощью лазерного послойного наплавления и пластическое формование выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели штампа на подложке. Для контроля деформации и улучшения технических характеристик выполняют процесс последующей контролируемой прокатки и холодной термообработки; в процессе аддитивного формования и горячего формования (пластического формования) воздушное охлаждение заменяют охлаждением жидким азотом для увеличения скорости охлаждения, тем самым повышая прочность и твердость штампа. Или во время процесса аддитивного формования к сварочной ванне прикладывается электромагнитное поле для вспомогательного аддитивного формирования для улучшения микроструктуры и свойств, и снятия остаточных напряжений. Вышеуказанный процесс синхронизируется с процессом формования, т.е. осуществляется параллельное внедрение на одном и том же участке до завершения формования полости штампа.
Третий вариант выполнения
В качестве теплового источника аддитивного формования применяют газозащищенную лазерную пушку для моделирования методом послойного наплавления, при этом микроролик движется синхронно с газозащищенной лазерной пушкой для моделирования методом послойного наплавления, и импульсный лазерный луч для пластического формования воздействует на поверхность затвердевшей зоны сварочной ванны. Мощность газозащищенной лазерной пушки для моделирования методом послойного наплавления составляет 2000 Вт.Согласно требованиям к техническим характеристикам корпуса двигателя самолета, изготавливаемого по аддитивной технологии, используется проволока из сверхпрочного сплава, и моделирование методом послойного наплавления и микропластическое формование выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели детали на подложке. Из-за большого размера корпуса возникает большая деформация в результате моделирования методом послойного наплавления. Следовательно, необходимо выполнить процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений после вышеописанного синхронного процесса формования. Процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений выполняют с последующим формованием с помощью лазерного импульса до тех пор, пока формование деталей не обеспечит сведение деформации к минимуму. Или же к формуемой зоне прикладывают ультразвуковые колебания для дополнительного формования во время процесса формования с целью улучшения микроструктуры и свойств и уменьшения остаточных напряжений. Если форма компонента является сложной, необходимо выполнить бесконтактное лазерное фрезерование во время вышеуказанного синхронного процесса формования или выполнить механическую обработку сегмента из нескольких слоев на детали, которую сложно обрабатывать после завершения формования. Финишные операции синхронизируются с синхронным процессом формования, т.е. они выполняются параллельно на одном и том же участке, до завершения формования детали.
Четвертый вариант выполнения
В качестве теплового источника аддитивного формования применяют газозащищенную лазерную пушку для моделирования методом послойного наплавления, при этом микроролик движется синхронно с газозащищенной лазерной пушкой для моделирования методом послойного наплавления, и микроролик для изометрического формообразования воздействуют на поверхность затвердевшей зоны сварочной ванны. Ток послойного наплавления газозащищенной лазерной пушки для моделирования методом послойного наплавления составляет 200 А, и мощность лазерного излучения составляет 2000 Вт. Согласно требованиям к техническим характеристикам балки рамы самолета, изготавливаемой по аддитивной технологии, используется сварочная проволока из титанового сплава, и моделирование методом послойного наплавления и микропластическое формование выполняют одновременно слой за слоем согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели детали на подложке. Из-за большого размера балки рамы самолета возникает большая деформация в результате моделирования методом послойного наплавления. Следовательно, необходимо выполнить процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений после вышеописанного синхронного процесса формования. Процесс обработки по улучшению микроструктуры и уменьшению остаточных напряжений выполняют с последующим формованием с помощью микропластического формования до тех пор, пока формование деталей не обеспечит сведение деформации к минимуму. Однако из-за высоких требований к техническим характеристикам к деталям самолета не допускается попадание окислов и примесей с поверхности каждого слоя в нижний формуемый слой. Следовательно, окислы, примеси и дефекты на поверхности зоны моделирования методом послойного наплавления во время аддитивного формования должны быть зачищены с помощь высокоэффективной последующей зачистки с целью получения поверхности подложки или поверхности детали надлежащего качества, которая способствует высококачественному моделированию методом послойного наплавления во время следующего прохода. Зачистка поверхности синхронизируется с процессом формования (т.е. они выполняются параллельно на одном и том же участке) до завершения формования детали.
Пятый вариант выполнения
Используется твердотельный лазер 2000 Вт, в качестве формующегося материала используется проволока из сверхпрочного сплава, микроролик, закрепленный на лазерной головке, движется синхронно с лазерной головкой, боковой вертикальный ролик следует за боковой стороной зоны размягчения расплава, перфорированный горизонтальный ролик упруго следует по полузатвердевшему размягченному участку рядом с задней стороной сварочной ванны; согласно каналу цифровой обработки для аддитивного формования, полученному с помощью трехмерной CAD-модели арматуры маслопровода на подложке моделирование методом послойного наплавления с помощью лазера и микроусиленное формование выполняются одновременно на деталях из сверхпрочного сплава слой за слоем, т.е. параллельно на одном и том же участке. Устройство для термообработки, расположенное в формующей технологической установке, используется для выполнения термообработки формуемых деталей или компонентов после завершения всех процессов формования для снятия остаточных напряжений, уменьшения деформации и растрескивания и улучшения механических свойств формуемых деталей или компонентов.
Шестой вариант выполнения
Используются порошковый питатель для подачи порошка из функционально-градиентных материалов и плазмотрон для послойного наплавления с током переноса дуги 170 А, микроролик закреплен на запястье руки промышленного робота, причем запястье руки промышленного робота синхронизировано с плазмотроном для послойного наплавления с цифровым управлением, который используется в моделировании методом послойного наплавления, боковой вертикальный ролик следует за боковой стороной зоны размягчения расплава, перфорированный горизонтальный ролик упруго следует по полузатвердевшему размягченному участку рядом с задней стороной сварочной ванны. Согласно каналу цифрового моделирования методом послойного наплавления, полученному с помощью трехмерной CAD-модели с информацией о распределении состава функционально-градиентных материалов, используются порошки интерметаллидного соединения никель-алюминий и порошки из сверхпрочного сплава на основе никеля, причем моделирование методом плазменного послойного наплавления и формование посредством микро экструзии выполняются одновременно слой за слоем на детали, выполненной из функционально-градиентных материалов. Поскольку функционально-градиентный материал склонен к образованию трещин, форма и размер формуемого тела параллельно подвергаются повторному расчету, используя инверсное устройство и устройство обнаружения дефектов, с последующим определением дефектов. В случае обнаружения дефектов используют систему восстановления материала с последующим непрерывным формованием. На невидимых участках, которые имеют сложную форму и на которых сложно обнаружить дефекты после завершения формования, также выполняют проверку на обнаружение дефектов. В случае наличия дефектов используют систему восстановления материала для удаления дефектов с последующим непрерывным формованием, т.е. параллельно на одном и том же участке. После завершения формования используют тот же самый способ повторной проверки на том же самом участке производственного оборудования для завершения обнаружения дефектов деталей.
Для подробного объяснения технических эффектов настоящего изобретения, оно описано со ссылкой на конкретные эксперименты.
Первый эксперимент: Переходная секция двигателя из среднеуглеродистой стали во время объединенного процесса производства с выполнением микролитья, проковки и фрезерования (аддитивное формование, изометрическое формообразование процесс травления).
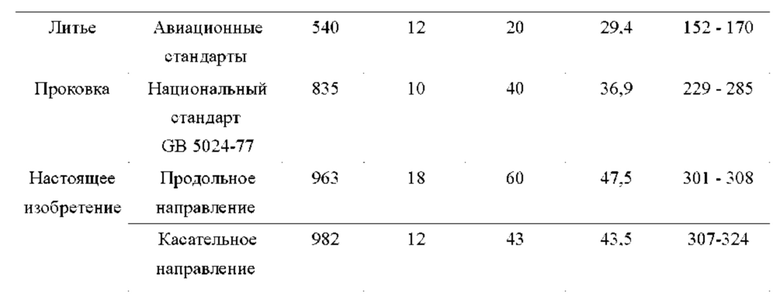
Свариваемость среднеуглеродистой стали крайне ограниченная, и в международной практике отсутствуют случаи ее использования для ЭИ-печати; нагрузка на растяжение в направлении ширины и глубины деформируемого микродомена сменяется сжимающим напряжением. Уменьшаются такие дефекты, как трещины, остаточные напряжения уменьшаются на 70%, и уменьшается деформация. Столбчатые кристаллы становятся сверхмелкими равноосными кристаллами. Технические характеристики значительно превышают характеристики традиционных поковок. Переходная секция двигателя из среднеуглеродистой стали соответствует стандартам на внутреннюю рентгеноскопию авиационных двигателей. Выполнялось сравнение столбчатых/дендритных кристаллов в состоянии литья из среднеуглеродистой стали, полученных однодуговым формованием, равноосных крупных кристаллов с зернистостью 7 8, полученных традиционной проковкой, и равноосных сверхмелких кристаллов, полученных с помощью объединенного процесса микролитья и проковки. Во время рентгеноскопии переходной секции двигателя из среднеуглеродистой стали дефектов не обнаружено.
Табл. 1: Результаты испытаний механических свойств переходной секции двигателя из среднеуглеродистой стали (30% обжатие)

Второй эксперимент: С помощью эксперимента и объединенного процесса микролитья и проковки (аддитивное формование, изометрическое формообразование) для формирования микроструктуры и свойств титанового сплава ТС-4 столбчатые/дендритные кристаллы заменяются коваными равноосными кристаллами, причем технические характеристики превышают технические характеристики проковок.
Третий эксперимент: С помощью эксперимента структура зерна сверхпрочного сплава In 718 получена посредством микролитья и формования проковкой (30% деформация).
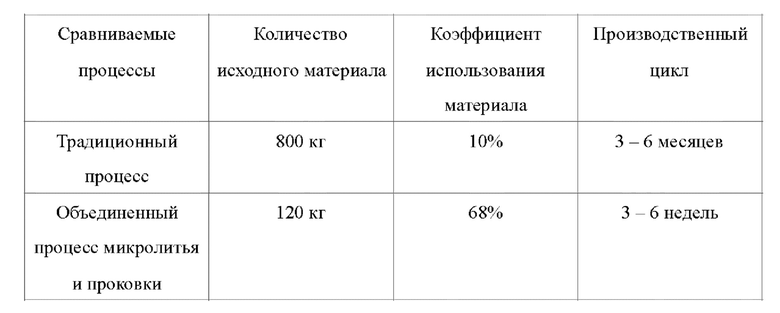
Четвертый эксперимент: С помощью эксперимента выполнено сравнение, как показано в табл.2, расхода энергии и расхода материала на изготовление шасси самолета с помощью традиционного процесса и объединенного процесса микролитья и проковки.
Табл. 2: Сравнение расхода энергии и расхода материала на изготовление шасси самолета с помощью традиционного процесса и объединенного процесса микролитья и проковки
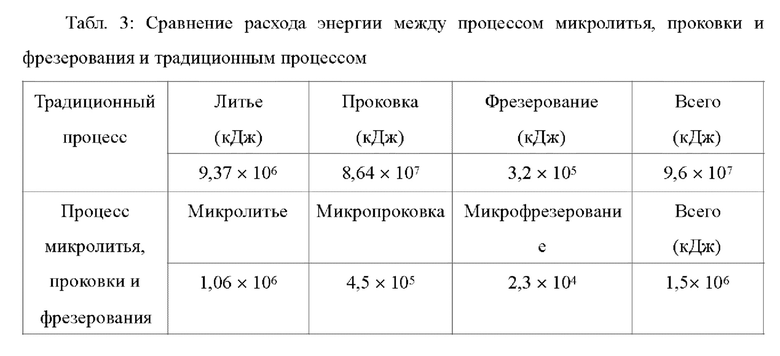
Со ссылкой на табл. 3 в процессе микропроковки расход энергии составляет 4,5×105 кДж, давление микропроковки составляет менее 1 тонны вместо традиционного давления проковки 10000 тонн, и расход энергии составляет на 10% меньше расхода энергии при традиционной проковке.
Благодаря вышеописанным экспериментам можно видеть, что в способе, предлагаемом настоящим изобретением, коэффициент использования материала сверхвысокопрочной стали в 6,8 раз выше, чем при традиционном производстве; расход энергии уменьшен на 90%, что значительно улучшает структуру расхода энергии. Настоящее изобретение совершает прорыв в узких местах производства, обеспечивая высокую прочность, высокую вязкость, высокую надежность сохранения технических характеристик и равномерную кованую структуру сверхмелких равноосных кристаллов и полностью удовлетворяет требованиям в отношении необходимости снижения веса в таких областях современной авиационной промышленности, как производство тяжелых самолетов. Настоящее изобретение предлагает сверхбыстрый процесс производства. Множество процессов листья-проковки-сварки-фрезерования объединены для выполнения на одной производственной установке, так что внедрена новая модель производства в кратчайшие сроки деталей высокого уровня с помощью одного устройства, что обеспечивает параллельный контроль формы и технических характеристик деталей и уменьшает продолжительность производственных циклов и процессов более чем на 60%.
Настоящее изобретение имеет преимущество высокой эффективности и низкой стоимости, преобразования традиционного режима производства материалов с высоким расходом энергии и сильным загрязнением, обеспечивая экономию более 90% энергии и внедряя прогрессивное технологически чистое производство. По настоящему изобретению объединены процессы «проектирование-отслеживание-контроль-ремонт». Разработана группа крупногабаритного оборудования для выполнения сверхбыстрого объединенного крупномасштабного процесса производства, включающего в себя плавление-проковку-фрезерование.
Специалисты в этой области могут легко понять, что вышеприведенное описание относится только к предпочтительным вариантам выполнения настоящего изобретения и не предусматривает ограничения настоящего изобретения. Любая модификация, эквивалентная замена и усовершенствование, выполненные в рамках сущности и идеи настоящего изобретения, должны быть включены в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного производства металлических изделий | 2022 |
|
RU2781510C1 |
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| Способ создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2760020C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| Способ аддитивного производства металлических изделий | 2024 |
|
RU2831634C1 |
| Способ автоматической сварки плавлением гетерогенных никелевых сплавов | 2022 |
|
RU2794085C1 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| Способ изготовления деталей повышенной износостойкости запорного узла клиновой задвижки | 2021 |
|
RU2777828C1 |
| Способ создания металлических деталей, в котором используется осаждение материала, и устройство для осуществления этого способа | 2016 |
|
RU2723496C2 |
Изобретение относится к технологии аддитивного производства, в частности к способу изготовления детали путем послойного наплавления с параллельным контролем деформации и точности изготовления детали во время процесса. Может использоваться в аэрокосмической, судостроительной, военной промышленности, а также в отрасли, занятой высокоскоростным железнодорожным сообщением. Синхронно с послойным наплавлением детали ведут пластическое деформирование только что затвердевшей зоны на месте наплавления слоя посредством микроролика и параллельно на одном и том же участке, включающем один слой или несколько наплавленных слоев, выполняют одну или несколько следующих операций, обеспечивающих точность формируемой детали: контроль параметров обработки в виде температуры, степени деформации и скорости деформации, обработка по улучшению микроструктуры и уменьшению остаточных напряжений и деформаций в виде прокатки, холодной термообработки, воздействия импульсным лазерным лучом или воздействия электромагнитными или ультразвуковыми колебаниями, травление с обеспечением очищения от окислов, примесей и дефектов и финишная обработка в виде лазерного, электролитического, ультразвукового или механического фрезерования или чистового шлифования, причем при формировании детали положение детали не изменяют. Обеспечивается одноэтапное высокоточное изготовление стабильных деталей с заданными конструктивными характеристиками. 12 з.п. ф-лы, 3 табл., 6 пр.
1. Способ аддитивного изготовления детали, включающий формирование детали послойным наплавлением слоев с параллельным контролем точности формируемой детали, отличающийся тем, что синхронно с послойным наплавлением детали ведут пластическое деформирование только что затвердевшей зоны на месте наплавления слоя посредством микроролика и параллельно на одном и том же участке, включающем один слой или несколько наплавленных слоев, выполняют одну или несколько следующих операций, обеспечивающих точность формируемой детали: контроль параметров обработки в виде температуры, степени деформации и скорости деформации, обработка по улучшению микроструктуры и уменьшению остаточных напряжений и деформаций в виде прокатки, холодной термообработки, воздействия импульсным лазерным лучом или воздействия электромагнитными или ультразвуковыми колебаниями, травление с обеспечением очищения от окислов, примесей и дефектов и финишная обработка в виде лазерного, электролитического, ультразвукового или механического фрезерования или чистового шлифования, причем при формировании детали положение детали не изменяют.
2. Способ по п. 1, отличающийся тем, что используют производственное оборудование для аддитивного изготовления детали, соединенное с цифровой системой управления для обнаружения дефектов и с устройством для расчета формы и размера формируемой детали, при этом ведут параллельный расчет формы и размера формируемой детали и выполняют обнаружение внутренних и наружных дефектов на непросматриваемых участках, которые имеют такую форму, в которой сложно обнаружить дефекты после завершения формирования детали, при этом в случае обнаружения наличия дефектов удаляют указанные дефекты и осуществляют последующее непрерывное формирование детали.
3. Способ по п. 2, отличающийся тем, что послойное наплавление ведут тепловым источником в виде плазмотрона с использованием дуговой сварки неплавящимся вольфрамовым электродом в среде инертного газа, при этом микроролик передвигают синхронно с плазмотроном для послойного наплавления, ток послойного наплавления, вырабатываемый плазмотроном для послойного наплавления, составляет 180 А, причем для послойного наплавления используют сварочную проволоку для сварки пресс-форм, причем послойное наплавление ведут микролитьем с микропроковкой одновременно слой за слоем с использованием канала цифровой обработки с помощью трехмерной CAD-модели, компьютерного моделирования и штампа на подложке, при этом проводят последующую контролируемую прокатку и контролируемую холодную термообработку с газовым охлаждением или охлаждением жидким азотом, или прикладывают электромагнитное поле, или проводят бесконтактное лазерное фрезерование, или выполняют окончательную механическую обработку слой за слоем или обработку нескольких слоев, при этом процесс окончательной механической обработки синхронизируют с процессом формирования детали до его завершения.
4. Способ по п. 1, отличающийся тем, что, если точность не удовлетворяет заданным требованиям, непрерывно выполняют механическое фрезерование слоя или чистовое шлифование до тех пор, пока точность детали не будет соответствовать требованиям.
5. Способ по п. 1, отличающийся тем, что послойное наплавление ведут тепловым источником в виде лазерного устройства для послойного наплавления мощностью 2000 Вт, при этом микроролик передвигают синхронно с лазерным устройством для послойного наплавления, изготавливают деталь в виде корпуса двигателя самолета с использованием проволоки из сверхпрочного сплава, причем формирование послойным наплавлением и пластическое деформирование микророликом выполняют одновременно слой за слоем с использованием канала цифровой обработки с помощью трехмерной CAD-модели, причем обработку по улучшению микроструктуры и уменьшению остаточных напряжений и деформаций ведут путем воздействия импульсным лазерным лучом на только что затвердевшую зону на месте наплавления или путем воздействия ультразвуковых колебаний, или выполняют бесконтактное лазерное фрезерование, или выполняют прерывистую контактную механическую обработку, или выполняют механическую обработку сегмента, состоящего из нескольких слоев на детали.
6. Способ по п. 1, отличающийся тем, что послойное наплавление ведут тепловым источником в виде сочетания электрической дуги или плазменной дуги устройства для послойного наплавления с неплавящимся вольфрамовым электродом в среде инертного газа и лазерного луча, при этом микроролик передвигают синхронно с составным генератором тепла для послойного наплавления, ток электрической дуги или плазменной дуги устройства для послойного наплавления составляет 200 А, мощность лазерного луча составляет 2000 Вт, при этом изготавливают балку рамы самолета с использованием сварочной проволоки из титанового сплава, причем синхронное послойное наплавление и пластическое деформирование только что затвердевшей зоны на месте наплавления слоя посредством микроролика выполняют слой за слоем согласно каналу цифровой обработки с помощью трехмерной CAD-модели детали, при этом обработку по улучшению микроструктуры и уменьшению остаточных напряжений и деформаций ведут до тех пор, пока обработка деталей не обеспечит сведение деформации к минимуму, причем проводят травление поверхности только что затвердевшей зоны на месте наплавления слоя с обеспечением очищения от окислов, примесей и дефектов, которое синхронизируют с процессом формирования детали; или послойное наплавление ведут тепловым источником в виде твердотельного лазера мощностью 2000 Вт и проволоки из сверхпрочного сплава в качестве материала для формирования детали, при этом микроролик, закрепленный на лазерной головке, передвигают синхронно с лазерной головкой, используют боковой вертикальный ролик, который перемещают по боковой стороне зоны расплава, и перфорированный горизонтальный ролик, который упруго перемещают по поверхности полузатвердевшего размягченного участка рядом с задней стороной сварочной ванны, причем при формировании детали используют канал цифровой обработки для аддитивного формования с помощью трехмерной CAD-модели деталей, а после завершения всех процессов формирования детали или ее компонентов выполняют термообработку с использованием устройства для термообработки, расположенного в установке для аддитивного изготовления детали, для снятия остаточных напряжений, уменьшения деформации и растрескивания и улучшения механических свойств формируемой детали.
7. Способ по п. 1, отличающийся тем, что операции, обеспечивающие точность формируемой детали, выполняют на одном и том же участке или на разных участках одного наплавленного слоя.
8. Способ по п. 3, отличающийся тем, что в процессе послойного наплавления микролитьем с одновременной микропроковкой контролируют температуру, степень деформации, скорость деформации и условия охлаждения с использованием электромагнитной или ультразвуковой вибрации.
9. Способ по п. 3, характеризующийся тем, что, если точность не удовлетворяет требованиям, непрерывно выполняют механическое фрезерование или чистовое шлифование до тех пор, пока точность деталей не будет соответствовать требованиям.
10. Способ по п. 4, характеризующийся тем, что послойное наплавление ведут тепловым источником в виде лазерного устройства для послойного наплавления мощностью 2000 Вт, при этом микроролик передвигают синхронно с лазерным устройством для послойного наплавления, изготавливают деталь в виде корпуса двигателя самолета с использованием проволоки из сверхпрочного сплава, причем формирование послойным наплавлением и пластическое деформирование микророликом выполняют одновременно слой за слоем с использованием канала цифровой обработки с помощью трехмерной CAD-модели, причем обработку по улучшению микроструктуры и уменьшению остаточных напряжений и деформаций ведут путем воздействия импульсным лазерным лучом на только что затвердевшую зону на месте наплавления, или путем воздействия ультразвуковых колебаний, или выполняют бесконтактное лазерное фрезерование, или выполняют прерывистую контактную механическую обработку, или выполняют механическую обработку сегмента, состоящего из нескольких слоев на детали.
11. Способ по п. 2, характеризующийся тем, что послойное наплавление ведут тепловым источником в виде сочетания электрической дуги или плазменной дуги устройства для послойного наплавления с неплавящимся вольфрамовым электродом в среде инертного газа и лазерного луча, при этом микроролик передвигают синхронно с составным генератором тепла для послойного наплавления, ток электрической дуги или плазменной дуги устройства для послойного наплавления составляет 200 А, мощность лазерного луча составляет 2000 Вт, при этом изготавливают балку рамы самолета с использованием сварочной проволоки из титанового сплава, причем синхронное послойное наплавление и пластическое деформирование только что затвердевшей зоны на месте наплавления слоя посредством микроролика выполняют слой за слоем согласно каналу цифровой обработки с помощью трехмерной CAD-модели детали, при этом обработку по улучшению микроструктуры и уменьшению остаточных напряжений и деформаций ведут до тех пор, пока обработка деталей не обеспечит сведение деформации к минимуму, причем проводят травление поверхности только что затвердевшей зоны на месте наплавления слоя с обеспечением очищения от окислов, примесей и дефектов, которое синхронизируют с процессом формирования детали; или послойное наплавление ведут тепловым источником в виде твердотельного лазера мощностью 2000 Вт и проволоки из сверхпрочного сплава в качестве материала для формирования детали, при этом микроролик, закрепленный на лазерной головке, передвигают синхронно с лазерной головкой, используют боковой вертикальный ролик, который перемещают по боковой стороне зоны расплава, и перфорированный горизонтальный ролик, который упруго перемещают по поверхности полузатвердевшего размягченного участка рядом с задней стороной сварочной ванны, причем при формировании детали используют канал цифровой обработки для аддитивного формования с помощью трехмерной CAD-модели деталей, а после завершения всех процессов формирования детали или ее компонентов выполняют термообработку с использованием устройства для термообработки, расположенного в установке для аддитивного изготовления детали, для снятия остаточных напряжений, уменьшения деформации и растрескивания и улучшения механических свойств формируемой детали.
12. Способ по п. 1, отличающийся тем, что послойное наплавление ведут с использованием цифровой системы управления производственным оборудованием или роботизированной системы производственного оборудования, устройства для расчета формы и размера формируемого изделия и устройства обнаружения дефектов, соединенных с производственным оборудованием, при этом осуществляют параллельный расчет формы и размера формируемого изделия и выполняют обнаружение внутренних и наружных дефектов на непросматриваемых участках, которые имеют такую форму, в которой сложно обнаружить дефекты после завершения формирования детали.
13. Способ по п. 1, отличающийся тем, что послойное наплавление ведут с использованием порошкового питателя для подачи порошка из функционально-градиентных материалов и плазмотрона для послойного наплавления с током переноса дуги 170 А, микроролик закрепляют на запястье руки промышленного робота, причем запястье руки промышленного робота синхронизируют с плазмотроном для послойного наплавления с цифровым управлением, используют боковой вертикальный ролик, который перемещают по боковой стороне зоны размягчения расплава, и перфорированный горизонтальный ролик, который упруго перемещают по полузатвердевшему размягченному участку рядом с задней стороной сварочной ванны, при этом формирование детали ведут согласно каналу цифрового моделирования с помощью трехмерной CAD-модели с учетом информации о распределении состава функционально-градиентных материалов, причем используют порошки интерметаллидного соединения никель-алюминий и порошки из сверхпрочного сплава на основе никеля, при этом параллельно формированию детали осуществляют повторный расчет формы и размера формируемого изделия с использованием устройства для расчета формы и размера формируемого изделия и устройства обнаружения дефектов, при этом при обнаружении дефектов осуществляют их удаление на непросматриваемых участках, которые имеют такую форму, в которой сложно обнаружить дефекты после завершения формирования детали.
| CN 105397494 A, 16.03.2016 | |||
| CN 106694872 A, 24.05.2017 | |||
| Упругая муфта | 1962 |
|
SU151376A1 |
| CN 105382259 A, 09.03.2016 | |||
| СОСТАВ МУЛЬЧИРУЮЩЕГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2012 |
|
RU2508335C1 |
| Устройство для корчевки пней | 1975 |
|
SU529816A1 |
| Способ серебрения стекла | 1958 |
|
SU124608A1 |

