Изобретение относится к технологии изготовления сварочных материалов, а точнее к технологии изготовления сварочных флюсов, применяемых для сварки под водой.
Целью изобретения является снижение содержания водорода в металле шва, а также повышение сроков годности флюса.
Для реализации этого способа возможно например, использование в качестве гид- рофобизующей жидкости силоксанов, органосилоксанов и олигоорганосилоксанов. Способность этих жидкостей смачивать поверхность гранул флюса и образовывать с ними однородную нерасслаивающуюся массу зависит от их вязкости. При этом жидкости с кинематической вязкостью свыше 40 мм2/с образуют стойкие к расслаиванию
суспензии, но плохо смачивают поверхность гранул флюса, а жидкости с кинематической вязкостью 20 мм /с и менее быстро расслаиваются с флюсом, но обладают хорошей смачивающей способностью по отношению к поверхности гранул.
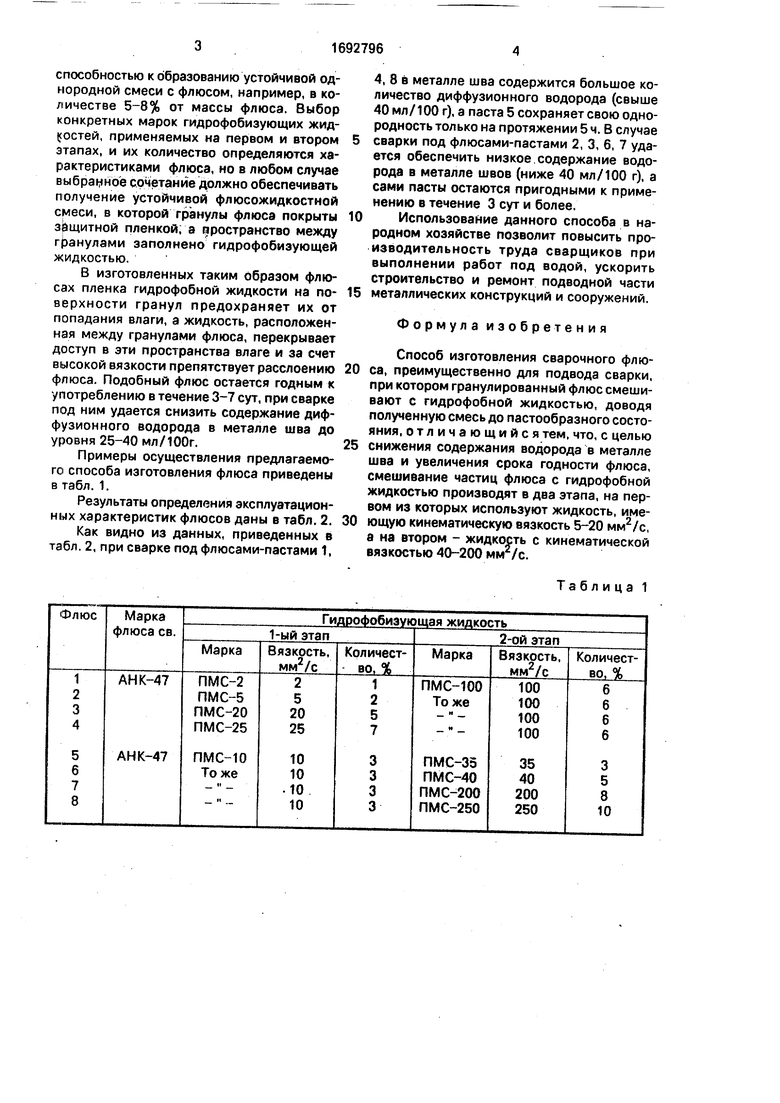
Для улучшения смачивания гранул флюса гидрофобной жидкостью и стабильности этой смеси предложен процесс смешивания проводить в два этапа. На первом этапе в смешивающие устройства вводят гидрофобную жидкость вязкостью 5-20 мм /с, обладающую хорошей смачивающей способностью, например, в количестве 2-5% от массы флюса. Затем без остановки смешивающего устройства в сырую массу вводят гидрофобизующую жидкость с более высокой вязкостью 40-200 мм /с, обладающую
ON Ю Ю V4
Ч О
способностью к образованию устойчивой однородной смеси с флюсом, например, в количестве 5-8% от массы флюса. Выбор конкретных марок гидрофобизующих жид- (состей, применяемых на первом и втором этапах, и их количество определяются характеристиками флюса, но в любом случае выбранное сочетание должно обеспечивать получение устойчивой флюсожидкостной смеси, в которой гранулы флюса покрыты защитной пленкой, а пространство между гранулами заполнено гидрофобизующей жидкостью.
В изготовленных таким образом флюсах пленка гидрофобной жидкости на по- верхности гранул предохраняет их от попадания влаги, а жидкость, расположенная между гранулами флюса, перекрывает доступ в эти пространства влаге и за счет высокой вязкости препятствует расслоению флюса. Подобный флюс остается годным к употреблению в течение 3-7 сут, при сварке под ним удается снизить содержание диффузионного водорода в металле шва до уровня 25-40 мл/100г.
Примеры осуществления предлагаемого способа изготовления флюса приведены в табл.1.
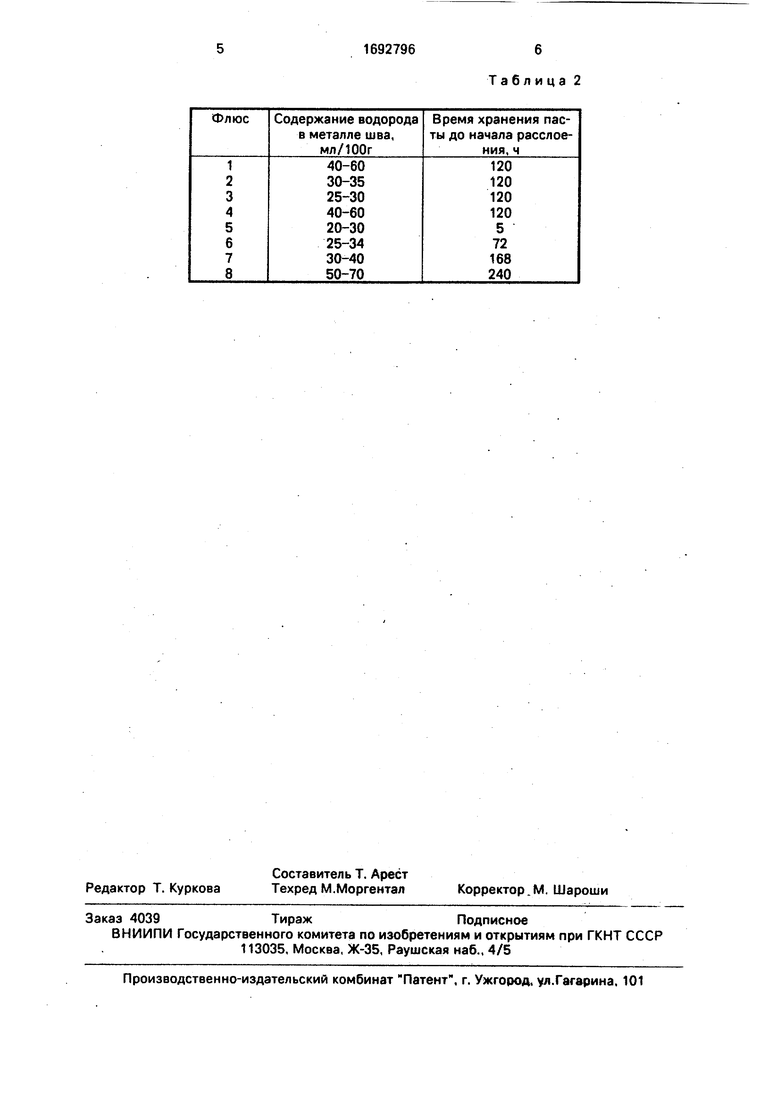
Результаты определения эксплуатационных характеристик флюсов даны в табл. 2.
Как видно из данных, приведенных в табл. 2, при сварке под флюсами-пастами 1,
4, 8 в металле шва содержится большое количество диффузионного водорода (свыше 40 мл/100 г), а паста 5 сохраняет свою однородность только на протяжении 5 ч. В случае сварки под флюсами-пастами 2, 3, 6, 7 удается обеспечить низкое содержание водорода в металле швов (ниже 40 мл/100 г), а сами пасты остаются пригодными к применению в течение 3 сут и более.
Использование данного способа в народном хозяйстве позволит повысить производительность труда сварщиков при выполнении работ под водой, ускорить строительство и ремонт подводной части металлических конструкций и сооружений.
Формула изобретения
Способ изготовления сварочного флюса, преимущественно для подвода сварки, при котором гранулированный флюс смешивают с гидрофобной жидкостью, доводя полученную смесь до пастообразного состояния, отличающийся тем, что, с целью снижения содержания водорода в металле шва и увеличения срока годности флюса, смешивание частиц флюса с гидрофобной жидкостью производят в два этапа, на первом из которых используют жидкость, имеющую кинематическую вязкость 5-20 мм2/с, а на втором - жидкость с кинематической вязкостью 40-200 мм /с.
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Керамический флюс для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1706818A1 |
| Керамический флюс для сварки низколегированных высокопрочных сталей | 1989 |
|
SU1784426A1 |
| Способ изготовления сварочных флюсов | 1990 |
|
SU1808593A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС-ДОБАВКА | 2012 |
|
RU2484936C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х90 | 2008 |
|
RU2387527C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2002 |
|
RU2228828C2 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-55 | 2005 |
|
RU2295431C2 |
| Флюс-добавка | 2015 |
|
RU2623982C2 |
| ФЛЮС-ДОБАВКА | 2013 |
|
RU2564801C2 |
| Сварочный электрод | 1990 |
|
SU1738567A1 |
Изобретение относится к технологии сварки, а именно к изготовлению флюсов, предназначенных для автоматической дуговой сварки под водой. Способ состоит в смешивании гранулированного флюса с гидрофобными жидкостями. Цель изобретения - снижение содержания водорода в металле шва и увеличение сроков годности флюса. Флюс изготавливают в виде пасты, жидкостная составляющая которой состоит из двух гидрофобных жидкостей: одна - с кинематической вязкостью 5-20 мм /с, а вторая - с кинематической вязкостью 40-200 мм2/с. Смешивание осуществляют в два этапа последовательно каждой гидрофобной жидкостью, что обеспечивает образование защитного водоотталкивающего слоя на поверхности гранул флюса и водонепроницаемых пленок между гранулами. Полученный таким образом флюс-паста сохраняет свою гомогенность на протяжении длительного времени. 2 табл. Ј
| Способ изготовления легирующих флюсов | 1961 |
|
SU150558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР Мз 1223547, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
