По протяженности трубопроводов Россия занимает второе место в мире после США, однако таких изношенных трубопроводов нет ни в одной развитой стране мира. Жилищно-коммунальная сфера РФ становится источником угрозы для социального и экономического развития страны. Дело в том, что значительная часть трубопроводов, особенно в системе ЖКХ, проложена из недолговечных стальных труб [B.C. Ромейко. Журнал Стройпрофиль №5. 2002. http://stroyprofile.com/archive/447/ (дата обращения 14.12.2020)]. Между тем современное энергосберегающее законодательство распространяется как на системы водоснабжения, а так и на неразрывно связанные с ними системы водоотведения, которые являются системами массового обслуживания со значительным ресурсо-энерго-потреблением. Общая подача воды коммунальными водопроводами составляет 27 миллионов кубометров в сутки, водоотведение 21 миллион кубометров в сутки, что в десятки раз превышает подачу природных ресурсов (уголь, нефть, сельскохозяйственные продукты, и т.д.) другими отраслями промышленности [Исаев В.Н. Композиты 21 век. 2011. http://трубыпрагма.рф/-article_id=73.htm/ (дата обращения 11.12.2020).].
По трубопроводам ежегодно перемещается грузов в 154 раза больше, чем всеми другими видами транспорта. При таких объемах потеря даже 1% перекачиваемой воды превышает вес всех твердых грузов, перевозимых в стране в течение года. При отсутствии надежных защитных покрытий в стальных трубопроводах через 10…15 лет появляются сквозные проржавления, трещины в стенке или неплотности в соединениях. Вытекающая из дырявых напорных трубопроводов вода изменяет структуру почвы околотрубного пространства. Это приводит к провалам грунта, подтоплению подвалов, повреждению фундаментов близлежащих зданий. Если рядом проложена канализация, потерявшая герметичность, то вода из водопровода размывает вокруг трубопровода зараженный канализационными стоками (в том числе и фекальными) грунт и может переместить его в водоносные слои. При перерывах водоподачи в напорных трубопроводах образуется вакуум, при котором через сквозные неплотности засасываются грунтовые воды и окружающий грунт, который оседает на внутренней поверхности водопровода. Эти отложения, масса которых в зависимости от диаметра трубопровода составляет 0,5-15 кг на 1 п.м, часто становятся источниками практически всех видов загрязнения питьевой воды. Они фактически сводят «на нет» все усилия очистных сооружений, которые нужны для того, чтобы перевести «природную» воду в категорию «питьевого качества». При общей протяженности трубопроводов водоснабжения 523 тыс.км более 60% отслужили свой амортизационный срок, а около 160 тыс.км по уровню изношенности необходимо заменить. Прямые потери в изношенных трубопроводах воды до 40%, тепла до 15%, электроэнергии в 3…5 раз, стоков до 10% оплачиваются налогоплательщиками, стоимость потерь стала соизмерима с ВВП страны. Нормальный срок службы стальных трубопроводов в системах водоснабжения и водоотведения ~20 лет, а реальный ~ 10…15 лет. Проблему изношенных трубопроводов так или иначе придется решать [В.С. Ромейко. Журнал Стройпрофиль №5. 2002., http://stroyprofile.com/archive/447/ (дата обращения 14.12.2020)].
Одним из методов противокоррозионной защиты подземных стальных сооружений является их изоляция от электролитической среды с помощью битумных покрытий [Семенова И.В., Флорианович Г.М., Хорошилов А.В. Коррозия и защита от коррозии. / Под ред. И.В. Семеновой. - М.: ФИЗМАЛИТ, 2002. - 336 с.].
Битумные покрытия применяют для антикоррозионной защиты чугунных канализационных труб по ГОСТ 6942.3-80 в ОАО "Свободный Сокол" (г Липецк), на Хабаровском заводе отопительного оборудования, Нижнетагильском котельно-радиаторном, Липецком трубном, Думиничском, Макеевском труболитейном заводах. В качестве антикоррозионного покрытия применяют нефтяной битум марки БНИ-1У-3 (ГОСТ 9812-74), строительный битум марок БН 70/30, БН 90/10 (ГОСТ 6617-76), дорожный битум марок БН 90/130. БН 60/90 (ГОСТ 22245-90). Подготовка битума включает обезвоживание и окисление. Перед битумированием трубы подогревают в проходной печи до 200…250°С в течение 10 мин., затем их погружают в ванну с битумом. Температура битума в ванне должна быть 180…200°С. Из ванны трубы поступают на стол кантователя, который поднимает их в наклонном положении для слива остатков битума с поверхности трубы. Качество покрытия должно удовлетворять требованиям ГОСТ 9583-75 и ТУ 14-3-259-74. Основной недостаток этой технологии - пожароопасность, так как нефтяной битум является горючим веществом с температурой вспышки 220…300°С и минимальной температурой самовоспламенения 368°С. Известны случаи загорания битума в ваннах. Кроме того, битум относится к канцерогенным веществам [https://truba24.ru/library/articles/(дата обращения 2.12.2020)].
В качестве антикоррозионного прототипа выбрано нефтяное битумное покрытие, полученное из битума после стадий обезвоживания и окисления на окислительной установке. Такие признаки прототипа, как готовая форма, не требующая смешения компонентов или перемешивания состава перед нанесением, гидрофобность, наличие в составе атомов кислорода, способных к адсорбции на активных центрах защищаемой металлической поверхности, совпадают с существенными признаками заявляемого способа.
Технической задачей является разработка способа защиты трубопроводов от подземной коррозии посредством нанесения покрытий осветленного отработанного моторного масла (ММОО) на их поверхность.
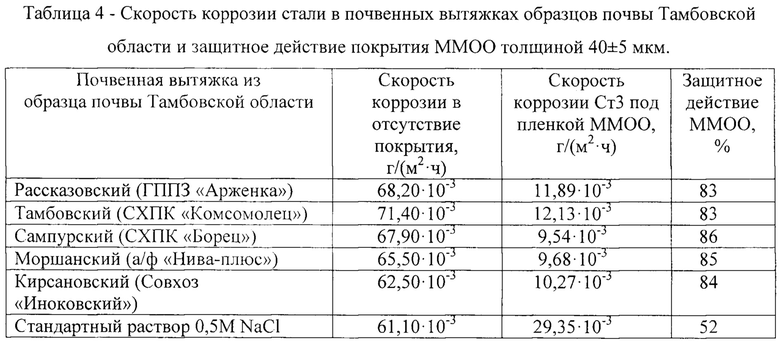
Данная техническая задача решается с помощью оценки защитного действия покрытий осветленного отработанного моторного масла на поверхности углеродистой стали Ст3, рассчитанного по результатам коррозионных испытаний и электрохимических измерений на Ст3 в водных почвенных вытяжках при наличии и в отсутствие покрытия осветленного отработанного моторного масла на металлической поверхности. В качестве коррозионной среды использовали водные вытяжки из почв Тамбовской области РФ в реперных точках отбора и для сравнения 0,5 М раствор хлорида натрия.
Сущность способа заключается в том, что не пожароопасные, вязкие, гидрофобные, содержащие полярные группы с атомами кислорода покрытия осветленного отработанного моторного масла ММОО способны эффективно замедлять анодную ионизацию стали. Защитную эффективность ММОО обуславливают образующиеся в них процессе эксплуатации асфальто-смолистые вещества: нейтральные смолы и асфальтены. Они адсорбируются на активных центрах поверхности металла, что и обеспечивают основной вклад в защитную эффективность [Вигдорович В.И., Князева Л.Г., Цыганкова Л.Е. и др. Научные основы и практика создания антикоррозионных материалов на базе отработанных нефтяных и растительных масел. Тамбов. Изд-во Першина Р.В. 2012. 325 с.].
По химическому составу нефтяные масла представляют собой смесь углеводородов (изопарафиновых, нафтено-парафиновых, нафтено-ароматических) с эффективной молекулярной массой 300-750 г/моль, содержащих в составе молекул 20-60 атомов углерода, а также гетероорганические соединения, содержащие кислород, серу, азот и являющихся основой смол, содержащихся в базовых маслах [Магеррамов A.M., Ахмедова Р.А., Ахмедова Н.Ф. Нефтехимия и нефтепереработка. Учебник для высших учебных заведений. Баку: «Бакы Университета», 2009. 600 с.].
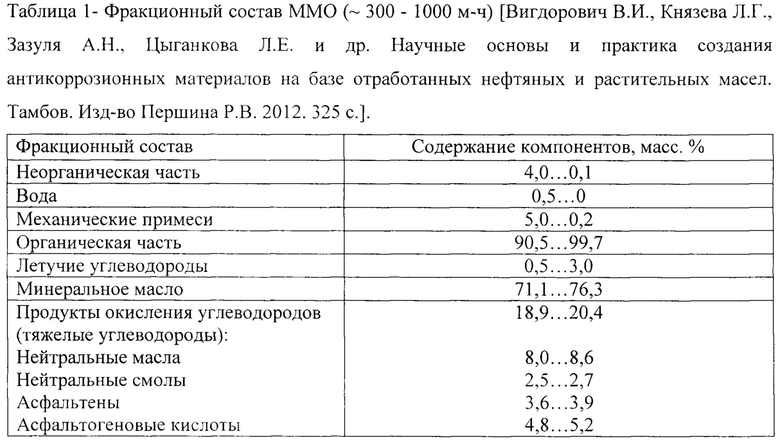
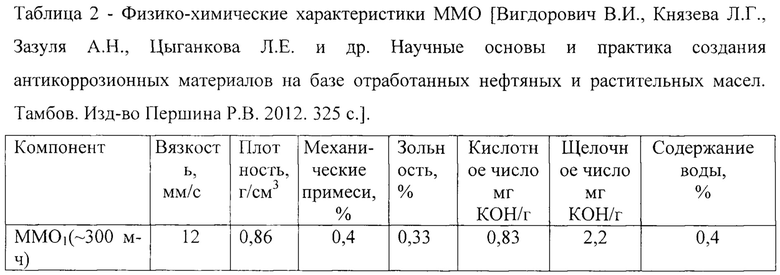
При длительной эксплуатации в двигателях внутреннего сгорания моторные качество масла ухудшается из-за термического разложения; окисления; испарения; деградации присадок и истощения их действия; загрязнения продуктами сгорания топлива, масла и продуктами износа; обводнения в результате конденсации воды и газов, проникающих в картер или нарушения герметичности системы охлаждения; смешения масла с топливом из-за неисправностей топливного насоса или топливной системы и др. В результате масла не могут дальше применяться по целевому назначению и должны быть заменены свежими. Продолжительность работы масла по основному назначению измеряется в мото-часах (м-ч). Выраженный ингибирующий эффект по отношению к коррозии стали дают содержащиеся в отработанном моторном масле (ММО) высшие альдегиды, карбоновые кислоты, смолисто-асфальтеновые соединения, являющиеся продуктами окисления углеводородов, входящих в состав моторных масел и их присадок (таблица 1 и 2). Защитная эффективность по отношению к коррозии стали систематически возрастает с увеличением срока эксплуатации масла [Вигдорович В.И., Цыганкова Л.Е., Шель Н.В., Таныгин А.Ю. Антикоррозионные составы на базе ингибированных товарных и отработанных нефтяных и рапсовых масел. Научные основы и практика разработки. // Вестник Тамбовского государственного технического университета. - 2008. Т. 14. №3. С. 517-529].

Многие ингибиторы коррозии и консервационные составы на их основе которых имеют лучший товарный вид, нежели отработанное моторное масло ММО. Из-за этого проведена процедура осветления ММО. Помимо декоративных соображений следовало удалить из ММО механические примеси и асфальтоподобный слой, которые могли затруднить пневмораспыление при комнатной температуре. Покрытие осветленного ММО по сравнению с неосветленным отработанным моторным маслом менее эффективно для защиты стали, но оно более эффективно по сравнению влиянием пленки свежего моторного масла М-10Г2(к) [Вигдорович В.И., Князева Л.Г., Зазуля А.Н., Цыганкова Л.Е. и др. Научные основы и практика создания антикоррозионных материалов на базе отработанных нефтяных и растительных масел. Тамбов. Изд-во Першина Р.В. 2012. 325 с.].
Предпочтительно было использовать безреагентное осветление отработанного моторного масла ММОО, поскольку это упрощает и удешевляет процесс получения материала покрытия для стальных трубопроводов ЖКХ. Само по себе нанесение ММОО на поверхность трубопровода может облегчить подготовку зданий к сезонной эксплуатации, проведение текущего и капитального ремонта и в ряде случаев сократить или даже исключить необходимость внепланового ремонта трубопроводов. Еще одно преимущество осветленного отработавшего моторного масла, как и не осветленного, - это возможность нанесения покрытия на влажную поверхность. Дело в том, что масла лучше, чем вода смачивают поверхность стали, поэтому при нанесении масляного покрытия происходит вытеснение воды с металлической поверхности. Нефтяные масла водопроницаемы, они не могут полностью предотвратить транспорт воды к поверхности стали [Е.Д. Таныгина, В.И. Вигдорович, Л.Е. Цыганкова, Н.В. Шель, А.Н. Зазуля. Антикоррозионные тонкопленочные материалы на основе индивидуальных парафиновых углеводородов. Издательство Першина Р.В. 2013. 424 с.]. Нужно отметить, что в условиях подземной коррозии внешний вид покрытия трубопровода не так уж важен, поэтому процедурой осветления можно и пренебречь.
Осветленное отработанное моторное масло получено безреагентным методом центробежной очистки.
Не пожароопасные, вязкие, гидрофобные, содержащие полярные группы с атомами кислорода осветленные отработанные моторные масла ММОО способны эффективно замедлять анодную ионизацию стали. Защитную эффективность (Z) ММОО обуславливают образовавшиеся в процессе эксплуатации моторных масел асфальто-смолистые вещества: нейтральные смолы и асфальтены. Они адсорбируются на активных центрах поверхности металла, что и обеспечивают основной вклад в защитную эффективность [Вигдорович В.И., Князева Л.Г., Зазуля А.Н., Цыганкова Л.Е. и др. Научные основы и практика создания антикоррозионных материалов на базе отработанных нефтяных и растительных масел. Тамбов. Изд-во Першина Р.В. 2012. 325 с.].
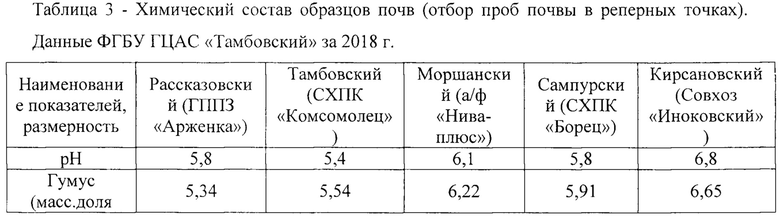
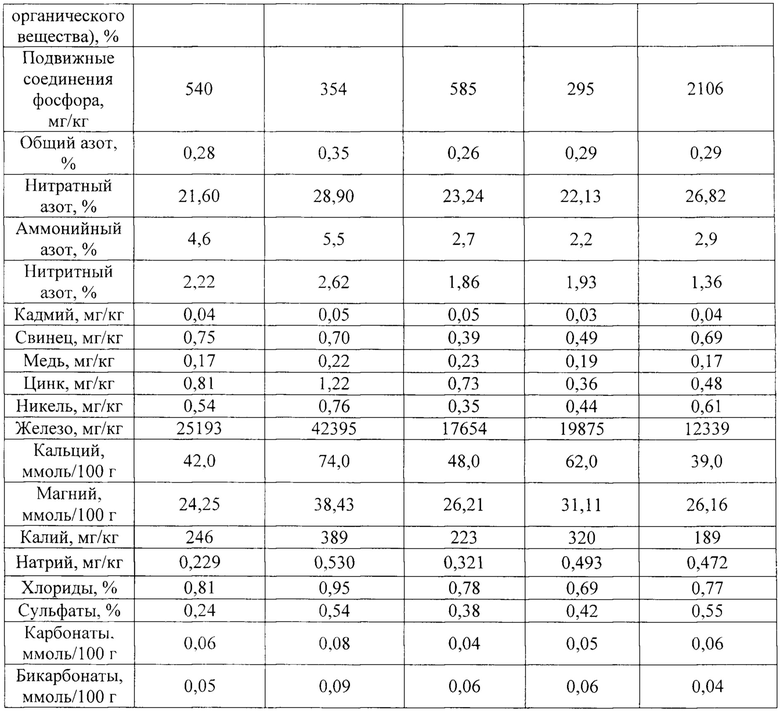
Для оценки защитной эффективности покрытий осветленного отработанного моторного масла ММОО проведены коррозионные и электрохимические исследования в почвенных водных вытяжках стали Ст3 при наличии и отсутствии покрытий ММОО на металлической поверхности. Характеристика почв Тамбовской области приведена в [Кауричев И.С., Панов Н.П. Почвоведение М.: Агропромиздат, 1989. - 718 с., Степанцова Л.В., Красин В.Н. Атлас почв Тамбовской области./ http://docplayer.ru/85992155-Atlaspochv-tambovskoy-oblasti.html / (дата обращения 14.12.2020), Бадин А.Е., Логошина Т.П. Мониторинг плодородия почв Тамбовской области. // Науч.-техн. и произв. жур. Достижения науки и техники АПК. 2019. Т. 33. №10. С. 18-21.].
Для получения водных почвенных вытяжек навеску почвы 200 г помещали в дистиллированную воду 800 г и непрерывно перемешивали в течение 30 минут. Затем суспензию оставляли на сутки и впоследствии жидкость использовали в коррозионных и электрохимических исследованиях [ГОСТ 26483-85]. Коррозионные испытания в почвенных вытяжках и 0,5 М растворе хлорида натрия (раствор сравнения) проведены на образцах стали Ст3 (три образца на 1 точку) в течение 15 суток при комнатной температуре. Образцы Ст3 обрабатывали по 6 классу чистоты, обезжиривали этанолом, взвешивали на аналитических весах (m0). Посредством штангенциркуля определяли размеры образцов и рассчитывали площадь поверхности (S).
Покрытия осветленного отработанного моторного масла ММОО наносили окунанием на предварительно подготовленные образцы при комнатной температуре. Окунание можно заменить пневмораспылением или нанесением с помощью кисти. После нанесения покрытия, образцы оставляли на сутки для формирования защитного покрытия и стекания его избытка. Затем гравиметрически определяли толщину покрытия, которая достигала 40±5 мкм. Скорость коррозии рассчитывали по формуле:
K=([(m0-m1)/(S⋅τ)]-N)⋅104,
где τ - время, ч; m1 - масса образца через 15 суток экспозиции в водной почвенной вытяжке или 0,5 М растворе хлорида натрия после удаления покрытия ММОО и продуктов коррозии (травильный раствор); N - скорость коррозии образца при перетраве чистого металла.
Величину защитного действия ММОО Z вычисляли по уравнению:
Z=[(К0-К1)/К0]⋅100%,
где К0 и К1 - соответственно скорости коррозии в отсутствие и при наличии защитного покрытия.
Стационарные потенциостатические поляризационные измерения проводили с шагом потенциала 20 мВ (комнатная температура, естественная аэрация) (потенциостат IPC-Pro) в трехэлектродной ячейке из стекла «Пирекс» с разделенным анодным и катодным пространством, контактирующим через шлиф. Потенциалы измерены относительно насыщенного хлорид-серебряного электрода сравнения и пересчитаны по н.в.ш. Рабочий электрод из стали Ст3 с горизонтальной рабочей поверхностью площадью 0,5 см2 армировали в оправку из эпоксидной смолы ЭД-5 с отвердителем полиэтиленполиамином, полировали без применения паст, обезжиривали ацетоном и сушили фильтровальной бумагой. Защитную пленку ММОО с фиксированной толщиной 40±5 мкм формировали в течение 15 минут с последующей оценкой гравиметрическим методом. В качестве электролита - 0,5 М раствор хлорида натрия (раствор сравнения) или водная почвенная вытяжка. Выдержка электрода 15 минут. Защитную эффективность по отношению к общей скорости коррозии определяли по формуле:
Zкор=[(i0-i1)/i0]⋅100%,
где Zкор - защитный эффект при потенциале коррозии, %; i0 и i1 - ток коррозии, полученный из поляризационных кривых соответственно в отсутствие при наличии защитного покрытия. Для вычисления степени торможения анодного процесса Za в формулу подставляли величины анодных токов при наличии и в отсутствии покрытия ММОО при потенциале -0,20 В (н.в.ш.).
Для приготовления водных вытяжек использовали образцы почв районов Тамбовской области (таблица 3).
Покрытие ММОО для защиты Ст3 от подземной коррозии в водных почвенных вытяжках оказалось гораздо эффективнее, нежели в 0,5 М растворе хлорида натрия, видимо, за счет того, что некоторые составляющие гумуса почв выступают в роли синергетиков компонентов ММОО.
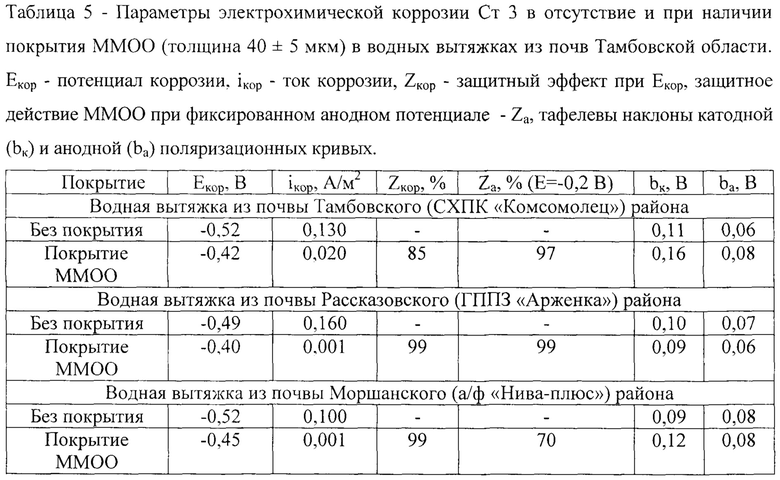
Кинетические параметры электрохимической коррозии углеродистой стали Ст3 в отсутствие и при наличии защитного покрытия осветленного отработанного моторного масла ММОО рассчитаны графически по данным поляризационных потенциостатических кривых (таблица 5).
Тафелевские коэффициенты наклона КПК и АПК для стали 3 под защитными пленками ММОО в разных водных почвенных вытяжках близки, при этом потенциал коррозии Екор смещается в анодную область по сравнению с таковым Ст3 в отсутствие покрытия. Скорость коррозии iкор при потенциале коррозии стали 3 уменьшается при нанесении покрытий ММОО, что вновь характеризует осветленные отработавшие моторные масла как эффективные ингибиторы коррозии. Величина анодного защитного действия Za, рассчитанная графически при фиксированном анодном потенциале -0,2 В для покрытий ММОО (таблица 5) достигает 70…99%. Вероятно, компоненты ММОО выступают в роли ингибиторов анодного действия.
Предложенный способ защиты трубопроводов от подземной коррозии посредством нанесения осветленных отработанных моторных масел ММОО на их поверхность является целесообразным, поскольку в составе ММОО присутствуют нейтральные смолы и асфальтены, полярные группы которых адсорбируются на активных центрах металлической поверхности. При этом достоверно замедляется скорость анодной парциальной электродной реакции стали на 70-99%. Покрытие осветленного отработанного моторного масла можно наносить на увлажненную поверхность стальных трубопроводов. Покрытие осветленного отработанного моторного масла гидрофобное и не пожароопасное, дешевое, доступное для любого потребителя из-за отсутствия ограничений сырьевой базы и простоты технологии получения. Применение осветленного отработанного моторного масла для защиты трубопроводов ЖКХ от подземной коррозии позволяет облегчить подготовку зданий к сезонной эксплуатации, проведение текущего и капитального ремонта и в ряде случаев сократить или даже исключить необходимость внепланового ремонта трубопроводов. Применение покрытий осветленного отработанного моторного масла для защиты трубопроводов ЖКХ от подземной коррозии решает проблему утилизации отработанных моторных масел.
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитное покрытие стального трубопровода от подземной коррозии | 2021 |
|
RU2760783C1 |
| Защитное покрытие стального трубопровода от подземной коррозии | 2020 |
|
RU2760782C1 |
| СПОСОБ ЗАЩИТЫ СТАЛИ ОТ АТМОСФЕРНОЙ КОРРОЗИИ ПЛЕНКАМИ РАПСОВОГО МАСЛА | 2011 |
|
RU2477764C2 |
| Способ получения антикоррозионной композиции | 2022 |
|
RU2786285C1 |
| СПОСОБ ЗАЩИТЫ УГЛЕРОДИСТОЙ СТАЛИ ОТ АТМОСФЕРНОЙ КОРРОЗИИ ПОКРЫТИЯМИ НА ОСНОВЕ ЦИНКНАПОЛНЕННОГО РАПСОВОГО МАСЛА | 2011 |
|
RU2482222C1 |
| СПОСОБ ЗАЩИТЫ МЕТАЛЛОИЗДЕЛИЙ ОТ АТМОСФЕРНОЙ КОРРОЗИИ В УСЛОВИЯХ СОЛЕВОГО ТУМАНА | 2010 |
|
RU2432387C1 |
| Композиция для антикоррозионного покрытия | 2024 |
|
RU2831548C1 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2014 |
|
RU2554007C1 |
| СПОСОБ СОРБЦИОННОЙ ОЧИСТКИ ПРОТОЧНЫХ ПРОМЫШЛЕННЫХ СТОЧНЫХ И ПИТЬЕВЫХ ВОД НА КОНЦЕНТРАТЕ ГЛАУКОНИТА ОТ КАТИОНОВ СВИНЦА (II) | 2013 |
|
RU2537313C2 |
| СПОСОБ ОЧИСТКИ ПРОМЫШЛЕННЫХ СТОЧНЫХ И ПИТЬЕВЫХ ВОД НА ГЛАУКОНИТЕ ОТ КАТИОНОВ ЖЕЛЕЗА (II) | 2011 |
|
RU2483027C1 |
Изобретение относится к области защиты металлов от подземной коррозии и может быть использовано для защиты трубопроводов от коррозии в условиях почв Центрального федерального округа РФ. Ингибитор анодного действия подземной коррозии стали содержит осветленное отработанное моторное масло ММОО, полученное безреагентным методом центробежной очистки. Технический результат: защитная эффективность ингибитора подземной коррозии составляет 70-99%, получен простой безреагентной технологией, является доступным из-за отсутствия ограничений сырьевой базы и решает проблему утилизации отработанного моторного масла. 5 табл.
Ингибитор анодного действия подземной коррозии стали, содержащий осветленное отработанное моторное масло ММОО, полученное безреагентным методом центробежной очистки.
| СПОСОБ УЛУЧШЕНИЯ КАЧЕСТВА ИЗОЛЯЦИИ ТЕПЛОПРОВОДОВ | 2003 |
|
RU2254515C2 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2141509C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "ТЕФТЕЛИ РЫБНЫЕ В ТОМАТНО-ОВОЩНОМ ПЮРЕ" | 2013 |
|
RU2514990C1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| JP 6390742 B1, 19.09.2018. | |||

