Область техники
Настоящее изобретение относится к высокопрочной многофазной луженой листовой стали в форме листовой заготовки и способу ее изготовления.
Предшествующий уровень техники Луженая листовая сталь представляет собой упаковочный материал, полученный путем лужения поверхности листовой стали. Благодаря сочетанию высокой прочности листовой стали и высокой коррозионной стойкости слоя олова, луженая листовая сталь широко применяется в качестве материала для изготовления внешней упаковки и тары под пищевые продукты, напитки, химикаты и прочие подобные товары, такой как, например, сборные банки, состоящие из двух или трех частей, бочки, легко открываемые или завинчивающиеся крышки, колпачки и т.д. В последние годы, учитывая постоянные требования к энергосбережению, снижению выбросов, снижению затрат и сокращению потребления, толщина луженой пластины постоянно уменьшается. Например, толщина материалов класса DI, используемых в производстве обычных банок для напитков, была уменьшена с 0,28 - 0,29 мм (двадцать лет назад) до 0,21 - 0,22 мм, а толщина луженых пластин для изготовления легко открываемых крышек уменьшена, примерно, с 0,25 мм (луженые пластины одиночной холодной прокатки) до, примерно, 0,18 мм (луженые пластины двойной холодной прокатки). Чтобы гарантировать нормальное использование истонченных материалов, к прочности луженой пластины предъявляются все более высокие требования.
В международной заявке WO 2008/102006 A1, опубл. 28.08.2008, раскрыт способ получения высокопрочной луженой листовой стали, согласно которому прочность листовой стали увеличивается при низкотемпературном отжиге, а деформация растяжения листовой стали гарантируется выбором состава стали, имеющего сверхнизкое содержание углерода (5 - 40 ч/млн углерода), в результате чего получается серия тонких луженых необработанных пластин с пределом текучести 500 МПа или выше (в конце). Однако эта листовая сталь представляет собой сверхнизкоуглеродистую сталь. Следовательно, такой производственный процесс влечет за собой необходимость дополнительное обезуглероживания в вакууме, что приводит к увеличению стоимости производства стали.
В заявке на патент США US 20150010779 A1, опубл. 01.08.2015, раскрыт способ изготовления листовой стали в форме луженой необработанной пластины с пределом прочности на растяжение, по меньшей мере, 500 МПа и удлинением при разрыве более 5%. Состав сплава этой листовой стали следующий, масс. %: С≤0,1, N≤0,02, Mn≤0,5, Si≤0,04, Αl≤0,1, Cr≤0,1, Ρ≤0,03, Cu≤0,1, Ni≤0,1, Sn≤0,04, Mo≤0,04, V≤0,04, Ti≤0,05, Nb≤0,05, В≤0,005. Посредством нагрева до 700°С или выше при высокой скорости нагрева (75 К/с, а предпочтительно - свыше 100 К/с), выдержки в течение короткого времени (1 - 2 с) и охлаждения со скоростью охлаждения 100 - 1200 К/с на стадии непрерывного отжига может быть получена луженая необработанная пластина, имеющая предел прочности на растяжение, по меньшей мере, 500 МПа и относительное удлинение при разрыве более 5%. Этот метод требует быстрого протекания стадии непрерывного отжига, при котором скорость нагрева и скорость охлаждения очень высоки. Это подразумевает очень высокие требования к оборудованию и точности эксплуатации и контроля. Следовательно, трудно реализовать стабильное промышленное производство в больших масштабах.
В заявке на патент КНР CN 101999009 A, опубл. 30.03.2011, раскрыт способ изготовления высокопрочной луженой стали в форме необработанных пластин, предназначенных для производства контейнеров, с пределом прочности на растяжение 500 МПа или выше, где состав стали следующий, масс. %: С 0,01 - 0,05, Si 0,04 или менее, Mn 0,1 - 1,2, S 0,10 или менее, А1 0,001 - 0,100, N 0,10 или менее, Ρ 0,0020 - 0,100, а остаток составляет Fe и неизбежные примеси. Ключевым процессом этого метода является стадия двойной холодной прокатки со степенью обжатия 20 - 50%. Хотя прочность листовой стали, полученной этим способом, высока, высокая степень обжатия на стадии двойной холодной прокатки приводит к низкому коэффициенту деформации растяжения листовой стали, что не подходит для применения в тех случаях, когда требуется определенная способность к деформации.
Задачей настоящего изобретения является создание высокопрочной многофазной луженой листовой стали в форме необработанной пластины и способа ее изготовления, при котором свойства листовой стали после прокалки и степень обжатия при двойной холодной прокатке соответствуют следующим соотношениям: предел текучести Rp0,2≥(400+12 × DCR) МПа, относительное удлинение при разрыве А≥(25 -1,2 × DCR)% и 5%≤DCR≤18%. Луженая необработанная пластина обладает высокой прочностью и хорошим коэффициентом деформации растяжения, что полезно для изготовления трехкомпонентных корпусов банок, днищ банок, легко открываемых крышек, завинчивающихся крышек и т.п., в производстве которых предъявляются высокие требования к прочности и деформации растяжения.
Техническое решение изобретения, разработанное для решения вышеуказанной задачи, заключается в следующем:
Высокопрочная многофазная луженая листовая сталь, имеющая химический состав, масс. %: С 0,081 - 0,14, Mn 0,2 - 0,8, А1 0,01 - 0,09, Ρ 0,01 - 0,03, Ν 0,002 - 0,015, а также дополнительно включающий в себя один или более из следующих компонентов, масс. %: В 0,001 - 0,005, Cr 0,005 - 0,05, Ti 0,001 - 0,1, Nb 0,001 - 0,2, Cu 0,005 - 0,03, Мо 0,001 -0,008, а остаток представляет собой Fe и другие неизбежные примеси, при этом удовлетворяются следующие условия: 0,21%≤Mn+1,3Сг+3,2Мо+0,5 Cu≤0,91%.
Кроме того, высокопрочная многофазная луженая стальная пластина-заготовка имеет структуру, состоящую из ферритных зерен, частиц перлита, мартенсита и цементита.
Предпочтительно, чтобы феррит в структуре необработанной пластины из высокопрочной многофазной луженой листовой стали имел размер зерна≤7 мкм.
Предпочтительно, чтобы частицы перлита+мартенсита+цементита в структуре высокопрочной многофазной луженой стальной пластины-заготовки имели объемную долю в диапазоне 5-20 масс. %.
Предпочтительно, чтобы частицы мартенсита в структуре высокопрочной многофазной луженой стальной пластины-заготовки имели объемную долю в диапазоне 1-5 масс. %.
Предпочтительно, чтобы мартенсит в структуре высокопрочной многофазной луженой стальной пластины-заготовки имел содержание твердого раствора углерода≥0,07 масс. %.
Предпочтительно, чтобы после прокалки высокопрочная многофазная луженая необработанная листовая сталь имела предел текучести Rp0,2≥(400+12 × DCR) МПа и значение удлинения при разрыве А≥(25 - 1,2 × DCR) %, где DCR представляет собой степень обжатия при двойной холодной прокатке, при этом соблюдается неравенство 5%≤DCR≤18%.
В структурном составе высокопрочной многофазной стальной луженой необработанной пластины согласно настоящему изобретению присутствуют следующие компоненты.
С: Углеродный элемент является основным усиливающим элементом в составе материала. В настоящем изобретении углерод усиливает листовую сталь следующими двумя способами: один заключается в усилении твердым раствором углерода в мартенситной структуре, а другой - в усилении путем осаждения углерода в виде перлитных листов или частиц цементита. Чтобы гарантировать эффект упрочнения листовой стали, в стальной лист должен быть добавлен углерод в количестве≥0,081 масс. %. Неоправданно большое количество углерода имеет тенденцию осаждаться на границах ферритовых зерен в процессе отжига, тем самым ухудшая пластичность листовой стали и отрицательно влияя на условия конечной обработки, условия сварки, изотропность, а в особенности - свойства материала после прокаливания и нагревания. В связи с этим содержание углерода в стали согласно настоящему изобретению поддерживается на уровне 0,081 - 0,14 масс. %.
Mn: Основная функция марганцевого элемента, аналогично углеродному элементу в настоящем изобретении, заключается в дальнейшем повышении прочности листовой стали за счет твердого раствора марганца. Кроме того, марганцевый элемент и сера в стали образуют сульфид марганца (MnS), тем самым устраняя проблему горячеломкости стали, которой чревато наличие серы, чтобы улучшить рабочие характеристики стали в процессе горячей деформации. Однако чрезмерное количество марганца имеет тенденцию вызывать сегрегацию марганца в слитке и заметное распределение строчечной структуры в горячекатаном толстом листе, что нежелательно сказывается на
характеристиках конечного продукта - тонколистовой стали - в процессе штамповки, особенно в случаях, когда локальная деформация стальной полосы велика (например, в процессе клепки в ходе изготовления легко открываемых колпачков), так как сегрегация марганца имеет тенденцию вызывать локальное растрескивание. В связи с этим содержание марганца в стали согласно настоящему изобретению поддерживается на уровне 0,2 - 0,8 масс. %.
А1: Алюминий в основном служит для удаления кислорода из стали, а также может измельчать зерна. Элемент азота и элемент алюминия в стали образуют нитрид алюминия (A1N), который осаждается, тем самым устраняя влияние азота на старение тонкой стальной полосы в процессе прокалки и нагревания. Добавление избыточного количества алюминия приводит к снижению литейных свойств заготовки. В связи с этим содержание алюминия в стали согласно настоящему изобретению поддерживается на уровне 0,01 - 0,09 масс. %.
Р: Фосфор, который также является укрепляющим элементом в форме твердого раствора, способен повысить прочность стали. Тем не менее, чрезмерное количество фосфора приводит к повышению холодноломкости и пластичности листовой стали, а также к снижению изгибаемости в холодном состоянии и свариваемости стали. В связи с этим содержание фосфора в стали согласно настоящему изобретению поддерживается в диапазоне 0,01 - 0,03 масс. %.
N: Твердый раствор азота способен значительно увеличить прочность стали. Тем не менее, чрезмерное количество азота снижает сопротивление старению при прокалке тонкой стальной полосы. Кроме того, это оказывает негативное влияние на изотропию. В связи с этим содержание азота в тонколистовой стали согласно настоящему изобретению поддерживается на уровне 0,002 - 0,015 масс. %.
Для получения структуры мартенситной фазы при комнатной температуре должно быть гарантировано образование определенного количества мартенситной фазы при отжиге листовой стали. Для этой цели пропорции Mn, Cr, Мо, Cu и других легирующих элементов являются критически важными. В настоящем изобретении пропорции этих легирующих элементов контролируются таким образом, чтобы они соответствовали неравенству 0,21 масс. % nMn+l,3Cr+3,2Мо+0,5Cu≤0,91 масс. %. Если сумма составит менее 0,21 масс. %, содержание мартенсита будет слишком низким, чтобы придать листовой стали достаточные рабочие характеристики. Если сумма превысит 0,91 масс. %, будет трудно изготовить стальную пластину, так как технологическое окно двойной холодной прокатки должно быть сужено, чтобы обеспечить требуемое сочетание прочности и деформации растяжения листовой стали. Кроме того, добавление бора способно повысить сопротивление старению при прокалке тонкой листовой стали и снизить потери в связи с деформацией растяжения после прокалки листовой стали. Добавление титана и ниобия способно влиять на размер аустенитного зерна при отжиге и, кроме того, влиять на структурную морфологию и механические характеристики многофазной стали при комнатной температуре. Таким образом, содержание Mn, Cr, Мо, Cu, В, Ti, Nb и других элементов можно регулировать и контролировать, как описано выше, с учетом конкретных требований к прочности и деформации растяжения после прокалки и старения в условиях практического применения.
Высокопрочная многофазная луженая листовая сталь согласно настоящему изобретению имеет конструктивную особенность, которая подразумевает требование к структуре стали, в соответствии с которым вышеупомянутая структура состоит из частиц феррита, перлита, мартенсита и цементита, причем феррит имеет размер зерна ≤7 мкм в направлении, перпендикулярном направлению прокатки; частицы перлита, мартенсита и цементита в структуре полосовой стали составляют 5-20 масс. % от общего объема; мартенсит в структуре полосовой стали составляет 1-5 масс. % от общего объема; а мартенсит в полосовой стали имеет содержание твердого раствора углерода ≥0,07 масс. %.
Феррит в структуре листовой стали является наиболее типичным элементом в обычной холоднокатаной стали. В настоящем изобретении размер ферритного зерна в луженой необработанной пластине поддерживается на уровне ≤7 мкм. Как таковая, прочность ферритовой матрицы обеспечивается за счет тонкозернистого упрочнения. Тем не менее, требование высокой прочности не может быть удовлетворено путем исключительно измельчения ферритных зерен. Следовательно, три упрочняющие фазы частиц перлита, мартенсита и цементита также присутствуют в структуре луженой необработанной пластины согласно настоящему изобретению, где перлит и мартенсит являются основными упрочняющими фазами, которые превращаются из аустенита путем охлаждения во время отжига, причем сам аустенит образуется при нагревании. Перлит состоит из ферритовых и цементитных полос, обычно образующихся при высоких температурах во время охлаждения. Мартенсит представляет собой сверхтвердый раствор феррита, который обычно образуется при низких температурах во время охлаждения и оказывает наибольшее влияние на упрочнение стали.
Чтобы обеспечить эффект усиления перлита и мартенсита, настоящее изобретение требует, чтобы частицы перлита, мартенсита и цементита в структуре составляли 5 масс. % или более от общего объема структуры. В связи с плохой пластичностью перлита и мартенсита избыточный перлит и мартенсит снижают деформацию растяжения тонкой полосовой стали. Следовательно, общая объемная доля частиц перлита, мартенсита и цементита в структуре высокопрочной многофазной луженой стальной пластины-заготовки составляет 20 масс. % или менее.
Кроме того, для обеспечения упрочнения полосовой стали мартенсит в структуре полосовой стали согласно настоящему изобретению должен составлять 1 масс. % или более. Чтобы избежать негативного влияния избыточного мартенсита на пластичность полосовой стали, структура мартенсита должна поддерживаться на уровне 5 масс. % или менее. Между тем, для обеспечения упрочняющего воздействия мартенсита на полосовую сталь содержание твердого раствора углерода в мартенсите в структуре полосовой стали, согласно настоящему изобретению, должно составлять 0.07 масс. % или более.
Способ изготовления высокопрочной многофазной луженой листовой стали, в соответствии с настоящим изобретением, характеризуется тем, что химический состав луженой стальной пластины-заготовки включает следующие компоненты, масс %: С 0,081 -0,14, Mn 0,2 - 0,8, А1 0,01 - 0,09, Ρ 0,01 - 0,03, Ν 0,002 - 0,015, а также дополнительно включает в себя один или более из следующих компонентов, масс. %: В 0,001 - 0,005, Cr 0,005 - 0,05, Ti 0,001 - 0,1, Nb 0,001 - 0,2, Cu 0,005 - 0,03, Мо 0,001 - 0,008, а остаток представляет собой Fe и другие неизбежные примеси, при этом удовлетворяются следующие условия: 0,21 масс. % (Mn+1,3 Cr+3,2 Мо+0,5 Cu) 0,91 масс. %, причем луженую необработанную пластину подвергают непрерывному отжигу и двойной холодной прокатке, при этом температура Τ на стадии непрерывного отжига составляет,°С: (727 - 100 × С - 30 × Mn - 1000 × Ν)≤Τ≤800, время выдержки составляет 30 - 50 с, скорость охлаждения в зоне, в которой температура 250°С или выше, составляет 50 - 90°С/с, при этом степень обжатия при двойной холодной прокатке DCR составляет, %: 5≤DCR≤18.
Кроме того, стадии производства, предшествующие непрерывному отжигу луженой необработанной пластины, включают выплавку, горячую прокатку, травление и одиночную холодную прокатку.
Чтобы обеспечить образование перлита и мартенсита в конечной структуре многофазной стальной луженой необработанной пластины, температуру на стадии нагревания в процессе отжига для полосовой стали следует контролировать, поддерживая ее выше температуры превращения аустенита. С, Mn и Ν, как основные элементы в стали, могут влиять на температуру аустенизации. Следовательно, температура Τ непрерывного отжига листовой стали согласно настоящему изобретению≥(727 - 100 × С - 30 × Mn - 1000 × Ν)°С.Однако чрезмерно высокая температура отжига приведет к резкому росту зерен полосовой стали, что приведет к снижению прочности полосовой стали. Следовательно, температура отжига Τ должна составлять≤800°С. Таким образом, температуру отжига Τ поддерживают на уровне (727 - 100 × С -30 × Mn - 1000 × N)°C≤T≤800°C на стадии непрерывного отжига.
Чтобы обеспечить полную аустенизацию в процессе отжига полосовой стали, время выдержки должно быть ≥30 с. Чем дольше время выдержки при отжиге, тем активнее рост зерен полосовой стали. Следовательно, при условии, что обеспечивается аустенизация полосовой стали, время выдержки составляет ≤50 с. Таким образом, время выдержки регулируют в диапазоне 30 - 50 с. на стадии непрерывного отжига.
Скорость отжига определяет количество перлита и мартенсита, расстояние между перлитными полосами и содержание твердого раствора углерода в мартенсите. Для обеспечения оптимальной структуры полосовой стали скорость охлаждения в зоне, имеющей температуру 250°С или выше, должна составлять ≥50°С/с. Если скорость охлаждения слишком низкая, перлитное превращение будет более полным, и мартенсит не образуется. Кроме того, расстояние между итоговыми перлитными полосами будет большим, а прочность листовой стали будет снижена. Также требуется, чтобы скорость охлаждения в зоне, имеющей температуру 250°С или выше, была ≤90°С/с. Если скорость охлаждения слишком высока, перлитное превращение будет подавлено, что приведет к наличию избыточного мартенсита в структуре. Несмотря на то, что прочность листовой стали будет увеличена, это вызовет также большие потери в деформации растяжения. Таким образом, скорость охлаждения в зоне, имеющей температуру 250°С или выше, на стадии непрерывного отжига поддерживают на уровне 50 -90°С/с.
После непрерывного отжига высокопрочную луженую многофазную стальную пластину-заготовку подвергают двойной холодной прокатке. Основная функция двойной холодной прокатки заключается в дополнительном утончении полосовой стали и дальнейшем повышении ее прочности. Тем не менее, в то же время деформация растяжения полосовой стали будет снижаться. В связи с этим степень обжатия при двойной холодной прокатке должна составлять≤18%.
На основании вышеуказанного химического состава, структуры и способа изготовления после прокаливания при 150 - 300°С в течение 15 -60 мин. высокопрочная многофазная стальная луженая листовая заготовка имеет предел текучести Rp0,2≥(400+12 × DCR) МПа и значение деформации растяжения А≥(25 - 1,2 × DCR) %, где DCR представляет собой степень обжатия при двойной холодной прокатке, при этом соблюдается неравенство 5%≤DCR≤18%.
Ниже перечислены положительные результаты, достигаемые посредством настоящего изобретения.
Содержание углерода и марганцевого эквивалента в составе сплава высокопрочной листовой луженой многофазной стали увеличиваются. По сравнению со сверхнизкоуглеродистой сталью, данная композиционная система позволяет исключить из производственного процесса этап обезуглероживания в вакууме, тем самым снижая стоимость производства стали.
По сравнению с быстрым процессом непрерывного отжига, температура отжига в процессе непрерывного отжига регулируется более точно, а скорость охлаждения низка. Это подразумевает более низкие требования к оборудованию и точности эксплуатации и контроля. Следовательно, обеспечивается возможность контролировать форму пластины и легче производить широкие пластины из луженой листовой стали. Кроме того, легче реализовать стабильное промышленное производство в больших масштабах.
Высокопрочная луженая многофазная стальная пластина-заготовка может быть подвергнута двойной холодной прокатке. По сравнению с процессом одиночной холодной прокатки, процесс двойной холодной прокатки желателен для дальнейшего утончения полосовой стали. По сравнению с листовой сталью, полученной с более высокой степенью обжатия в ходе двойной холодной прокатки, листовая сталь, полученная в соответствии с настоящим изобретением, все равно сохраняет высокую деформацию растяжения А≥(25 - 1,2 × DCR)% после прокалки, при том, что в данном неравенстве DCR представляет собой степень обжатия в ходе двойной холодной прокатки, где 5%≤DCR≤18%.
Краткое описание чертежей Конкретные особенности и характеристики изобретения изложены со ссылкой на следующие чертежи.
На Фиг. 1 представлена фотография металлографической структуры листовой стали из Примера 1.
На Фиг. 2 представлена собой фотография, на которой показана топография частиц перлита+мартенсита+цементита в металлографической структуре листовой стали из Примера 1.
Конкретные способы реализации изобретения Далее изобретение проиллюстрировано со ссылкой на следующие примеры и сопровождающие чертежи.
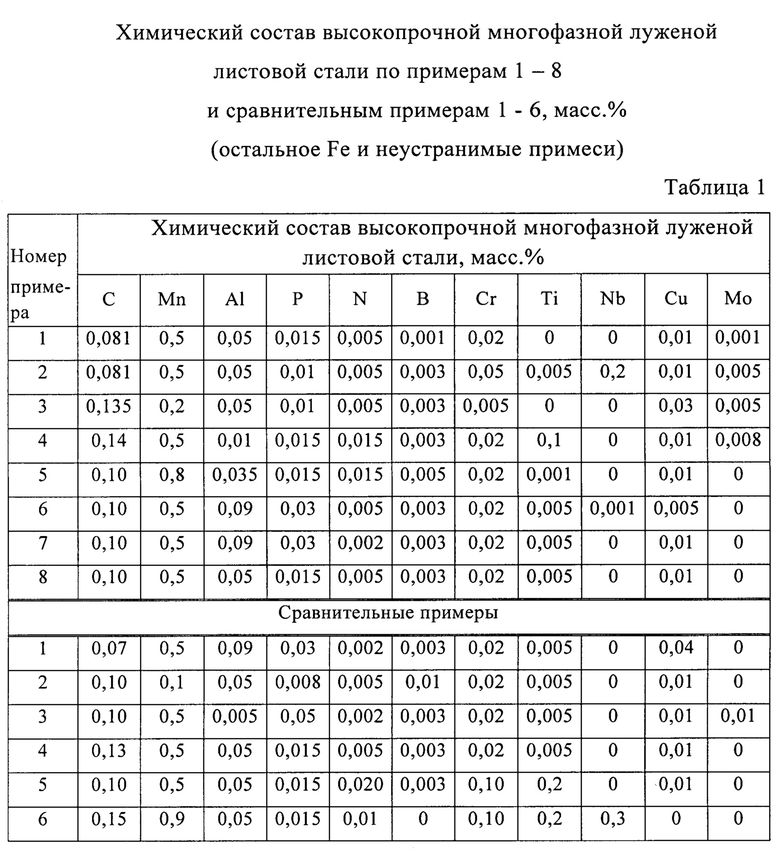
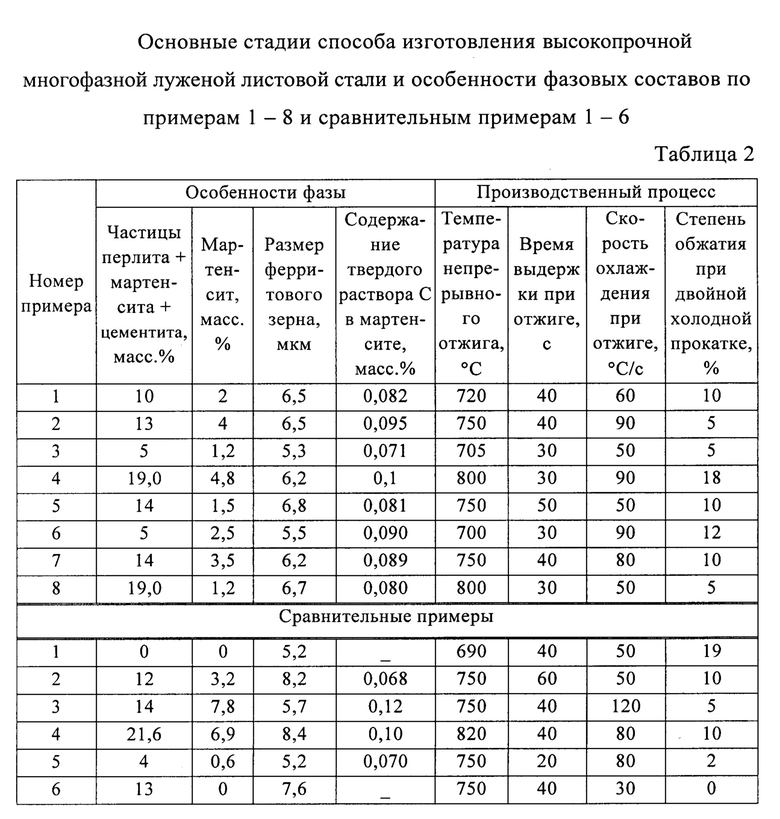
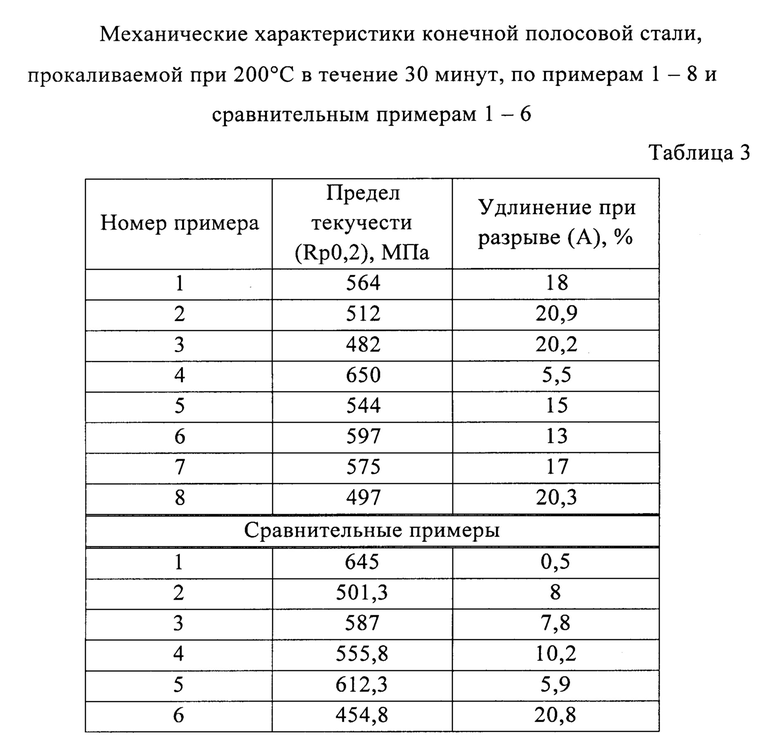
В таблице 1 приведены составы сплавов в примерах и в сравнительных примерах. В таблице 2 показаны особенности основных стадий процесса и особенности фазовых составов в примерах и сравнительных примерах. В таблице 3 приведены значения характеристик предела текучести и удлинения при разрыве в примерах и сравнительных примерах после прокалки (температура прокалки - 200°С, время прокалки - 30 мин).
Пример 1
Состав сплава в Примере 1, приведенный в Таблице 1, следующий, масс. %: С 0,081, Mn 0,5, А1 0,05, Ρ 0,015, Ν 0,005, В 0,001, Cr 0,02, Cu 0,01, Мо 0,001.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 10 масс. % от общего объема; мартенситная зона составила 2 масс. % от общего объема; размер зерна феррита составил 6,5 мкм; а содержание твердого раствора углерода в мартенсите составило 0,082 масс. %. Температура на стадии непрерывного отжига для полосовой стали составляла 720°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 60°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 10%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 564 МПа; удлинение при разрыве составило 18%.
Как видно из Фиг. 1 и 2, структура луженой необработанной пластины в данном примере состояла из частиц феррита, перлита, мартенсита и цементита, где зона перлита+мартенсита+цементита составляла 10 масс. % от общего объема; мартенситная зона составляла 2 масс. % от общего объема; размер зерна феррита составлял 6,5 мкм (размер зерна феррита измеряли по металлографической структуре, показанной на Фиг. 1 в поперечном направлении, с использованием метода секущих); а содержание твердого раствора углерода в мартенсите составило 0,082 масс. %.
Пример 2
Состав сплава в Примере 2, приведенный в Таблице 1, следующий, масс. %: С 0,081, Mn 0,5, А1 0,05, Ρ 0,01, Ν 0,005, В 0,003, Cr 0,05, Ti 0,005, Nb 0,2, Cu 0,01, Мо 0,005.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 13 масс. % от общего объема; мартенситная зона составила 4 масс. % от общего объема; размер зерна феррита составил 6,5 мкм; а содержание твердого раствора углерода в мартенсите составило 0,095 масс. %. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 90°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 5%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 512 МПа; удлинение при разрыве составило 20,9%.
Пример 3
Состав сплава в Примере 3, приведенный в Таблице 1, следующий, масс. %: С 0,135, Mn 0,2, А1 0,05, Ρ 0,01, Ν 0,005, В 0,003, Cr 0,005, Cu 0,03, Мо 0,005.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 5 масс. % от общего объема; мартенситная зона составила 1,2 масс. % от общего объема; размер зерна феррита составил 5,3 мкм; а содержание твердого раствора углерода в мартенсите составило 0,071 масс. %. Температура на стадии непрерывного отжига составляла 705°С; время выдержки на стадии отжига составляло 30 с; скорость охлаждения при отжиге составляла 50°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 5%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 482 МПа; удлинение при разрыве составило 20,2%.
Пример 4
Состав сплава в Примере 4, приведенный в Таблице 1, следующий, масс. %: С 0,14, Mn 0,5, А1 0,01, Ρ 0,015, Ν 0,015, В 0,003, Cr 0,02, Ti 0,1, Cu 0,01, Мо 0,008.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 19 масс. % от общего объема; мартенситная зона составила 4,8 масс. % от общего объема; размер зерна феррита составил 6,2 мкм; а содержание твердого раствора углерода в мартенсите составило 0,1 масс. %. Температура на стадии непрерывного отжига составляла 800°С; время выдержки на стадии отжига составляло 30 с; скорость охлаждения при отжиге составляла 90°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 18%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 650 МПа; удлинение при разрыве составило 5,5%.
Пример 5
Состав сплава в Примере 5, приведенный в Таблице 1, следующий, масс. %: С 0,1, Mn 0,8, А1 0,035, Ρ 0,015, Ν 0,015, В 0,005, Cr 0,02, Ti 0,001, Cu 0,01.
Особенности фазового состава и процесса производства листовой стали. приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 14 масс. % от общего объема; мартенситная зона составила 1,5 масс. % от общего объема; размер зерна феррита составил 6,8 мкм; а содержание твердого раствора углерода в мартенсите составило 0,081 масс. %. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 50 с; скорость охлаждения при отжиге составляла 50°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 10%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 544 МПа; удлинение при разрыве составило 15%.
Пример 6
Состав сплава в Примере 6, приведенный в Таблице 1, следующий, масс. %: С 0,1, Mn 0,5, А1 0,09, Ρ 0,03, Ν 0,005, В 0,003, Cr 0,02, Ti 0,005, Nb 0,001, Cu 0,005.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 5 масс. % от общего объема; мартенситная зона составила 2,5 масс. % от общего объема; размер зерна феррита составил 5,5 мкм; а содержание твердого раствора углерода в мартенсите составило 0,09 масс. %. Температура на стадии непрерывного отжига составляла 700°С; время выдержки на стадии отжига составляло 30 с; скорость охлаждения при отжиге составляла 90°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 12%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 597 МПа; удлинение при разрыве составило 13%.
Пример 7
Состав сплава в Примере 7, приведенный в Таблице 1, следующий, масс. %: С 0,1, Mn 0,5, А1 0,09, Ρ 0,03, Ν 0,002, В 0,003, Cr 0,02, Ti 0,005, Cu 0,01.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 14 масс. % от общего объема; мартенситная зона составила 3,5 масс. % от общего объема; размер зерна феррита составил 6,2 мкм; а содержание твердого раствора углерода в мартенсите составило 0,089 масс. %. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 80°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 10%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 575 МПа; удлинение при разрыве составило 17%.
Пример 8
Состав сплава в Примере 8, приведенный в Таблице 1, следующий, масс. %: С 0,1, Mn 0,5, Al 0,05, Ρ 0,015, Ν 0,005, Β 0,003, Cr 0,02, Ti 0,005, Cu 0,01.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 19 масс. % от общего объема; мартенситная зона составила 1,2 масс. % от общего объема; размер зерна феррита составил 6,7 мкм; а содержание твердого раствора углерода в мартенсите составило 0,080 масс. %. Температура на стадии непрерывного отжига составляла 800°С; время выдержки на стадии отжига составляло 30 с; скорость охлаждения при отжиге составляла 50°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 5%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 497 МПа; удлинение при разрыве составило 20,3%.
Сравнительный пример 1
Состав сплава в Сравнительном примере 1, приведенный в Таблице 1, следующий, масс. %: С 0,07, Mn 0,5, А1 0,09, Ρ 0,03, Ν 0,002, В 0,003, Cr 0,02, Ti 0,005, Cu 0,04.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: отсутствие зоны перлита+мартенсита; размер зерна феррита составил 5,2 мкм. Температура на стадии непрерывного отжига составляла 690°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 50°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 19%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 645 МПа; удлинение при разрыве составило 0,5%.
Сравнительный Пример 2
Состав сплава в Сравнительном примере 2, приведенный в Таблице 1, следующий, масс. %: С 0,1, Mn 0,1, А1 0,05, Ρ 0,008, Ν 0,005, В 0,01, Cr 0,02, Ti 0,005, Cu 0,01.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 12 масс. % от общего объема; мартенситная зона составила 3,2 масс. % от общего объема; размер зерна феррита составил 8,2 мкм; а содержание твердого раствора углерода в мартенсите составило 0,068 масс. %. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 60 с; скорость охлаждения при отжиге составляла 50°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 10%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 501.3 МПа; удлинение при разрыве составило 8%.
Сравнительный Пример 3
Состав сплава в Сравнительном примере 3, приведенный в Таблице
1, следующий, масс. %: С 0,1, Mn 0,5, А1 0,005, Ρ 0,05, Ν 0,002, В 0,003, Cr 0,02, Ti 0,005, Cu 0,01, Мо 0,01.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 14 масс. % от общего объема; мартенситная зона составила 7,8 масс. % от общего объема; размер зерна феррита составил 5,7 мкм; а содержание твердого раствора углерода в мартенсите составило 0,12 масс. %. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 120°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 5%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 587 МПа; удлинение при разрыве составило 7,8%.
Сравнительный Пример 4
Состав сплава в Сравнительном примере 4, приведенный в Таблице 1, следующий, масс. %: С 0,13, Mn 0,5, А1 0,05, Ρ 0,015, Ν 0,005, В 0,003, Cr0,02, Ti 0,005, Cu 0,01.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 21,6 масс. % от общего объема; мартенситная зона составила 6,9 масс. % от общего объема; размер зерна феррита составил 8,4 мкм; а содержание твердого раствора углерода в мартенсите составило 0,1 масс. %. Температура на стадии непрерывного отжига составляла 820°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 80°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 10%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 555.8 МПа; удлинение при разрыве составило 10,2%.
Сравнительный Пример 5
Состав сплава в Сравнительном примере 5, приведенный в Таблице 1, следующий, масс. %: С 0,10, Mn 0,5, А1 0,05, Ρ 0,015, Ν 0,02, В 0,003, Cr 0,10, Ti 0,2, Cu 0,01.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: зона частиц перлита+мартенсита+цементита составила 4 масс. % от общего объема; мартенситная зона составила 0,6 масс. % от общего объема; размер зерна феррита составил 5,2 мкм; а содержание твердого раствора углерода в мартенсите составило 0,07 масс. %. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 20 с; скорость охлаждения при отжиге составляла 80°С/с; а степень обжатия при двойной холодной прокатке для полосовой стали составляла 2%. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 612,3 МПа; удлинение при разрыве составило 5,9%.
Сравнительный Пример 6
Состав сплава в Сравнительном примере 6, приведенный в Таблице 1, следующий, масс. %: С 0,15, Mn 0,9, А1 0,05, Ρ 0,015, Ν 0,01, Cr 0,10, Ti 0,2, Nb 0,3.
Особенности фазового состава и процесса производства листовой стали приведены в Таблице 2: перлитная зона составила 13 масс. % от общего объема; мартенситная зона составила 0 масс. % от общего объема; размер зерна феррита составил 7,6 мкм. Температура на стадии непрерывного отжига составляла 750°С; время выдержки на стадии отжига составляло 40 с; скорость охлаждения при отжиге составляла 30°С/с; холодная прокатка не проводилась. Механические характеристики конечной полосовой стали, прокаливаемой при 200°С в течение 30 минут, приведены в Таблице 3: предел текучести Rp0,2 составил 454,8 МПа; удлинение при разрыве составило 20,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕТАЛЬ ИЗ ГОРЯЧЕПРЕССОВАННОГО СТАЛЬНОГО ЛИСТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 2013 |
|
RU2635056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| ЛИСТОВАЯ СТАЛЬ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ УПАКОВОЧНОЙ СТАЛИ И СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОЙ СТАЛИ | 2012 |
|
RU2586196C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННОЙ СТАЛИ | 2013 |
|
RU2581330C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2581333C2 |
| СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ УДАРНУЮ ВЯЗКОСТЬ, ПЛАСТИЧНОСТЬ И ПРОЧНОСТЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2747730C1 |
| СОДЕРЖАЩАЯ КРЕМНИЙ МИКРОЛЕГИРОВАННАЯ ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ С МИНИМАЛЬНЫМ ПРЕДЕЛОМ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ 750 МПа И УЛУЧШЕННЫМИ СВОЙСТВАМИ И СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ ИЗ ТАКОЙ СТАЛИ | 2014 |
|
RU2666392C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2013 |
|
RU2586387C2 |
| ХОЛОДНОКАТАНЫЙ И ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2803955C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОЙ СТАЛИ | 2012 |
|
RU2575525C1 |
Изобретение относится к металлургии, а именно к высокопрочной многофазной луженой листовой стали в форме листовой пластины-заготовки для изготовления упаковочных изделий, таких как трехкомпонентные корпуса банок, днища банок, легко открываемые крышки и завинчивающиеся крышки. Сталь имеет химический состав, мас.%: С 0,081-0,14, Mn 0,2-0,8, Al 0,01-0,09, Р 0,01-0,03, N 0,002-0,015, а также дополнительно включающий в себя один или более из следующих компонентов, мас.%: В 0,001-0,005, Cr 0,005-0,05, Ti 0,001-0,1, Nb 0,001-0,2, Cu 0,005-0,03, Mo 0,001-0,008, Fe и неизбежные примеси - остальное, при этом 0,21% ≤ Mn + 1,3Cr + 3,2Мо + 0,5Cu ≤ 0,91%. Структура стали состоит из частиц феррита, перлита, мартенсита и цементита. Достигаются высокие показатели прочности и деформации растяжения. 2 н. и 6 з.п. ф-лы, 2 ил., 3 табл., 8 пр.
1. Высокопрочная многофазная луженая листовая сталь в форме пластины-заготовки для изготовления упаковочных изделий, имеющая химический состав, мас.%: С 0,081-0,14, Mn 0,2-0,8, Al 0,01-0,09, Р 0,01-0,03, N 0,002-0,015, а также дополнительно включающий в себя один или более из следующих компонентов, мас.%: В 0,001-0,005, Cr 0,005-0,05, Ti 0,001-0,1, Nb 0,001-0,2, Cu 0,005-0,03, Mo 0,001-0,008, Fe и неизбежные примеси - остальное, при этом 0,21% ≤ Mn + 1,3Cr + 3,2Мо + 0,5Cu ≤ 0,91%, причем сталь имеет структуру, состоящую из частиц феррита, перлита, мартенсита и цементита.
2. Листовая сталь по п. 1, отличающаяся тем, что феррит имеет размер зерна ≤7 мкм.
3. Листовая сталь по п. 1 или 2, отличающаяся тем, что частицы перлита + мартенсита + цементита имеют объемную долю в диапазоне 5-20 мас.%.
4. Листовая сталь по п. 1 или 3, отличающаяся тем, что частицы мартенсита имеют объемную долю в диапазоне 1-5 мас.%.
5. Листовая сталь по пп. 1, 3 или 4, отличающаяся тем, что мартенсит имеет содержание твердого раствора углерода ≥ 0,07 мас.%.
6. Листовая сталь по любому из пп. 1-5, отличающаяся тем, что она после прокалки имеет предел текучести Rp0,2≥(400+12 × DCR) МПа и значение удлинения при разрыве А≥(25-1,2 × DCR)%, где DCR представляет собой степень обжатия при двойной холодной прокатке, при этом соблюдается неравенство 5%≤DCR≤18%.
7. Способ изготовления высокопрочной многофазной луженой листовой стали по любому из пп. 1-6, отличающийся тем, что химический состав стали включает следующие компоненты, мас.%: С 0,081-0,14, Mn 0,2-0,8, Al 0,01-0,09, Р 0,01-0,03, N 0,002-0,015, а также дополнительно включает в себя один или более из следующих компонентов, мас.%: В 0,001-0,005, Cr 0,005-0,05, Ti 0,001-0,1, Nb 0,001-0,2, Cu 0,005-0,03, Mo 0,001-0,008, Fe и неизбежные примеси - остальное, при этом 0,21%≤Mn+1,3Cr+3,2Mo+0,5Cu≤0,91%, причем сталь подвергают непрерывному отжигу и двойной холодной прокатке, при этом температура Т на стадии непрерывного отжига составляет, °С: (727-100×C-30×Mn-1000×N)≤Т≤800, время выдержки составляет 30-50 с, скорость охлаждения в зоне, в которой температура 250°С или выше, составляет 50-90°С/с, а степень обжатия при двойной холодной прокатке DCR составляет, %: 5≤DCR≤18.
8. Способ по п. 7, отличающийся тем, что стадии производства, предшествующие непрерывному отжигу стали, включают выплавку, горячую прокатку, травление и одиночную холодную прокатку.
| CN 102719738 A, 10.10.2012 | |||
| ЛИСТОВАЯ СТАЛЬ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ УПАКОВОЧНОЙ СТАЛИ И СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОЙ СТАЛИ | 2012 |
|
RU2586196C2 |
| СПОСОБ ПРОИЗВОДСТВА ОТРЫВНОЙ КРЫШКИ И ПРИМЕНЕНИЕ ЛИСТОВОЙ СТАЛИ С ЗАЩИТНЫМ СЛОЕМ ДЛЯ ПРОИЗВОДСТВА ОТРЫВНОЙ КРЫШКИ | 2012 |
|
RU2575062C1 |

