Настоящее изобретение относится к горячекатаной стали, пригодной для использования в агрессивных средах, в частности, при коррозии сернистой нефтью в нефтяной и газовой промышленности.
В наши дни нефть и газ добывают из глубоких скважин. Эти глубокие скважины обычно классифицируются как бессернистые или с наличием сероводорода. Бессернистые скважины являются слабо коррозионноактивными, но скважины с присутствием сероводорода являются очень коррозионноактивными из-за присутствия коррозионных агентов, таких как сероводород, диоксид углерода, хлориды и свободная сера. К коррозионным условиям скважин с наличием сероводорода добавляются высокие температуры и высокое давление. Следовательно, добыча нефти или газа из этих скважин с наличием сероводорода становится очень сложной, поэтому для высокосернистых нефтегазовых сред выбираются материалы, отвечающие строгим критериям стойкости к коррозии сернистой нефтью, одновременно обладающие подходящими механическими свойствами.
В связи с эти выполняют интенсивные исследования и разработки для удовлетворения требованиям к коррозионной стойкости в высокотоксичной и агрессивной среде при одновременном повышении прочности материала. Однако, увеличение прочности стали затрудняет переработку стали в такие изделия, как бесшовные трубы, магистральные трубы из-за снижения формуемости, и, таким образом, требуется разработка материалов, обладающих как высокой прочностью с формуемостью, так и адекватной коррозионной стойкостью в соответствии со стандартами.
Предыдущие исследования и разработки в области высокопрочной стали с высокой формуемостью и коррозионной стойкостью привели к созданию нескольких способов обработки стали, некоторые из которых перечислены здесь для окончательной оценки настоящего изобретения.
В US 20100037994 заявлен способ обработки заготовки из мартенситно-стареющей стали, включающий получение заготовки из мартенситно-стареющей стали, имеющей состав, включающий 17 – 19 мас.% никеля, 8 – 12 мас.% кобальта, 3 – 5 мас.% молибдена, 0,2 - 1,7 мас.% титана, 0,15 - 0,15 мас.% алюминия и остальное железо, которую подвергают термомеханической обработке при температуре солюционизации аустенита; и непосредственному старению заготовки из мартенситно-стареющей стали при температуре старения для формирования выделений в микроструктуре заготовки из мартенситно-стареющей стали без каких-либо промежуточных термических обработок между термомеханической обработкой и непосредственным старением, при этом термомеханическая обработка и непосредственное старение дают заготовку мартенситно-стареющей стали со средним размером зерна по ASTM равным 10. Но US20100037994 не обеспечивает коррозионной стойкости и только предлагает способ экономичной обработки мартенситно-стареющей стали.
EP2840160 предлагает мартенситно-стареющую сталь с подходящими усталостными характеристиками, включающую в массовых %: C: ≤0,015%, Ni: 12,0 - 20,0%, Mo: 3,0 - 6,0%, Co: 5,0 - 13,0%, Al: 0,01 - 0,3%, Ti: 0,2 - 2,0%, O: ≤0,0020%, N: ≤0,0020% и Zr: 0,001 - 0,02%, остальное Fe и неизбежные примеси. EP2840160 обеспечивает необходимую прочность, но не предлагает сталь, которая обладает коррозионной стойкость к сернистой нефти.
Целью настоящего изобретения является решение этих проблем путём создания горячекатаной стали, которая одновременно имеет:
- предел прочности при растяжении более или равный 1100 МПа и предпочтительно более 1200 МПа,
- общее удлинение более или равное 18% и предпочтительно более 19%,
- стойкость к коррозии сернистой нефтью и отсутствие в стали трещин в соответствии со стандартами NACE TM0177 при нагрузке по меньшей мере 85% предела текучести.
В предпочтительном осуществлении сталь, согласно изобретению, может также иметь предел текучести 850 МПа или более.
В предпочтительном осуществлении стальные листы в соответствии с изобретением могут также иметь отношение предела текучести к пределу прочности при растяжении 0,6 или более.
Предпочтительно такая сталь также может быть пригодной для формовки, в частности, для прокатки, с подходящей свариваемостью и способностью к нанесению покрытия.
Другой целью настоящего изобретения является также создание способа изготовления этих листов, которые совместимы с обычными промышленными применениями, но при этом надёжным в эксплуатации при изменении производственных параметров.
Горячекатаный стальной лист настоящего изобретения необязательно может иметь покрытие для дальнейшего повышения его коррозионной стойкости.
Никель присутствует в стали в количестве 15 - 25%. Никель является важным элементом стали по настоящему изобретению для придания прочности стали за счёт образования интерметаллидов с молибденом и титаном во время нагрева перед отпуском, эти интерметаллиды также действуют как центры для формирования повторно образовавшегося аустенита. Никель также играет ключевую роль в образовании повторно образовавшегося аустенита во время отпуска, который придаёт стали деформацию растяжения. Но содержание никеля менее 15% не сможет придать прочность из-за уменьшения образования интерметаллидов, тогда как, при содержании никеля более 25%, он будет формировать более 80% повторно образовавшегося аустенита, что также отрицательно влияет на предел прочности при растяжении стали. Предпочтительное содержание никеля для настоящего изобретения может составлять 16 - 24% и более предпочтительно 16 - 22%.
Кобальт является важным элементом для стали по настоящему изобретению и присутствует в количестве 6 - 12%. Целью добавления кобальта является помощь в формировании повторно образовавшегося аустенита во время отпуска, тем самым придавая стали деформацию растяжения. Кроме того, кобальт также способствует формированию интерметаллических слоёв молибдена, уменьшая долю молибдена, образующего твёрдый раствор. Но когда содержание кобальта превышает 12%, он образует избыток повторно образовавшегося аустенита, который отрицательно влияет на прочность стали, в то время как, если содержание кобальта составляет менее 6%, это не будет снижать долю образования твёрдого раствора. Предпочтительное содержание кобальта для настоящего изобретения может составлять 6 - 11% и более предпочтительно 7 - 10%.
Молибден является важным элементом, составляющим 2 - 6% стали по настоящему изобретению; молибден увеличивает прочность стали по настоящему изобретению за счёт образования интерметаллидов с никелем и титаном во время нагрева при отпуске. Молибден является важным элементом для придания коррозионной стойкости стали по настоящему изобретению. Однако избыточное добавление молибдена увеличивает стоимость добавления легирующих элементов, так что по экономическим причинам его содержание ограничивается 6%. Предпочтительный предел содержания молибдена составляет 3 - 6% и более предпочтительно 3,5 - 5,5%.
Содержание титана в стали по настоящему изобретению составляет 0,1 - 1%. Титан образует интерметаллиды, а также карбиды, придавая стали прочность. При содержании титана менее 0,1% требуемый эффект не достигается. Предпочтительное содержание для настоящего изобретения может составлять 0,1 - 0,9% и более предпочтительно 0,2 - 0,8%.
Углерод присутствует в стали в количестве 0,0001 - 0,03%. Углерод является остаточным элементом и привносится при переработке. Содержание примеси углерода ниже 0,0001% невозможно из-за ограничений процесса, и следует избегать присутствия углерода выше 0,03%, поскольку это снижает коррозионную стойкость стали.
Содержание фосфора в стали по настоящему изобретению составляет 0,002 - 0,02%. Фосфор снижает свариваемость точечной сваркой и пластичность в горячем состоянии, в частности, из-за его способности к сегрегации на границах зёрен или совместной сегрегации. По этим причинам его содержание ограничено 0,02%, предпочтительно менее 0,015%.
Сера не является важным элементом, но может содержаться в качестве примеси в стали, и с точки зрения настоящего изобретения содержание серы предпочтительно должно быть как можно более низким, но с точки зрения стоимости производства оно составляет 0,005% или менее. Кроме того, если в стали более высокое содержание серы, она взаимодействует с образованием сульфидов и снижает её положительное влияние на сталь по настоящему изобретению, поэтому содержание предпочтительно ниже 0,003%.
Содержание азота ограничено 0,01%, чтобы избежать старения материала, азот образует нитриды, которые придают прочность стали по настоящему изобретению за счёт дисперсионного упрочнения с ванадием и ниобием, но, когда содержание азота превышает 0,01%, он может образовывать большое количество нитридов алюминия, которые вредны для настоящего изобретения, поэтому предпочтительный верхний предел содержания азота составляет 0,005%.
Алюминий не является важным элементом, но может содержаться в качестве технологической примеси в стали, т.к. алюминий добавляют в сталь в расплавленном состоянии для очистки стали по настоящему изобретению путём удаления кислорода, присутствующего в расплавленной стали, для предотвращения образования газовой фазы кислорода, поэтому алюминий может присутствовать до 0,1% в качестве остаточного элемента. С точки зрения настоящего изобретения содержание алюминия предпочтительно должно быть как можно более низким.
Ниобий является необязательным элементом настоящего изобретения. Содержание ниобия в стали по настоящему изобретению может составлять 0 - 0,1%, и он добавляется в сталь по настоящему изобретению для образования карбидов или карбонитридов для придания прочности стали по настоящему изобретению за счёт дисперсионного упрочнения.
Ванадий является необязательным элементом, содержание которого составляет 0 - 0,3% в стали по настоящему изобретению. Ванадий эффективен для повышения прочности стали за счёт образования карбидов, нитридов или карбонитридов, и верхний предел составляет 0,3% по экономическим причинам. Эти карбиды, нитриды или карбонитриды образуются во время второй и третьей стадии охлаждения. Предпочтительный предел содержания ванадия составляет 0 - 0,2%.
Медь может быть добавлена в качестве необязательного элемента в количестве 0 - 0,5% для повышения прочности стали и улучшения ее коррозионной стойкости. Для достижения такого эффекта требуется минимум 0,01% меди. Однако, когда её содержание превышает 0,5%, она может ухудшить внешний вид поверхности.
Хром является необязательным элементом для настоящего изобретения. Содержание хрома в стали по настоящему изобретению может составлять 0 - 0,5%. Хром является элементом, который улучшает коррозионную стойкость стали, но содержание хрома, превышающее 0,5%, приводит к центральной совместной сегрегации после литья.
Другие элементы, такие как бор или магний, могут быть добавлены по отдельности или совместно в следующих массовых пропорциях: бор  0,001%, магний 0,0010%. До указанного максимального уровня содержания эти элементы позволяют измельчать зерно во время затвердевания.
0,001%, магний 0,0010%. До указанного максимального уровня содержания эти элементы позволяют измельчать зерно во время затвердевания.
Остальная часть стали состоит из железа и неизбежных примесей, образующихся в результате обработки.
Микроструктура стали включает:
Повторно образовавшийся аустенит представляет собой фазу матрицы стали по настоящему изобретению и составляет по меньшей мере 60% доли площади. Повторно образовавшийся аустенит настоящей стали обогащён никелем, то есть повторно образовавшийся аустенит настоящей стали содержит бóльшее количество никеля по сравнению с остаточным аустенитом. Повторно образовавшийся аустенит образуется во время отпуска стали и одновременно обогащается никелем. Повторно образовавшийся аустенит стали по настоящему изобретению придает как деформацию растяжения, так и коррозионную стойкость к сернистой нефти.
Мартенсит присутствует в стали по настоящему изобретению в количестве 20 - 40% доли площади. Мартенсит настоящего изобретения включает как свежий мартенсит, так и отпущенный мартенсит. Свежий мартенсит образуется во время охлаждения после отжига и подвергается отпуску на стадии отпуска. Мартенсит придаёт стали настоящего изобретения как деформацию растяжения, так и прочность.
В стали по настоящему изобретению присутствуют интерметаллические соединения никеля, титана и молибдена. Интерметаллические соединения образуются как во время нагрева, так и в процессе отпуска. Образующиеся интерметаллические соединения являются как межкристаллитными, так и внутризёренными. Межкристаллитные интерметаллические соединения настоящего изобретения присутствуют как в мартенсите, так и в повторно образовавшемся аустените. Эти интерметаллические соединения по настоящему изобретению могут иметь цилиндрическую или шаровидную форму. Интерметаллические соединения стали по настоящему изобретению формируются в виде интерметаллических соединений Ni3Ti, Ni3Mo или Ni3(Ti,Mo). Интерметаллическое соединение стали по настоящему изобретению придаёт стали по настоящему изобретению прочность и коррозионную стойкость, особенно к сернистой нефти.
В дополнение к вышеупомянутой микроструктуре микроструктура горячекатаного стального листа не содержит микроструктурных компонентов, таких как феррит, бейнит, перлит и цементит, но они могут быть обнаружены в виде следов. Могут присутствовать даже следы интерметаллического соединения железа, такого как железо-молибден и железо-никель, но присутствие интерметаллических соединений железа не оказывает значительного влияния на эксплуатационные свойства стали.
Сталь по настоящему изобретению может быть превращена в бесшовную трубную продукцию или стальной лист, или даже в конструктивную или рабочую деталь для использования в нефтегазовой промышленности или любой другой отрасли, связанной с сернистой нефтью. В предпочтительном осуществлении для иллюстрации изобретения стальной лист в соответствии с изобретением может быть изготовлен следующим способом. Предпочтительный способ заключается в получении стального полуфабриката с химическим составом согласно изобретению. Разливка может производиться либо в слитки, заготовки, прутки, либо непрерывно в виде тонких слябов или тонких полос, то есть толщиной от около 220 мм для слябов, до нескольких десятков миллиметров для тонкой полосы.
Например, сляб, имеющий вышеописанный химический состав, изготавливают путём непрерывной разливки, при этом сляб необязательно подвергается прямому мягкому обжатию во время процесса непрерывной разливки, чтобы избежать центральной сегрегации. Сляб, полученный в процессе непрерывной разливки, может использоваться непосредственно при высокой температуре после непрерывной разливки или может быть сначала охлаждён до комнатной температуры, а затем повторно нагрет для горячей прокатки.
Температура сляба, подвергаемого горячей прокатке, предпочтительно составляет не менее 1150°C и должна быть ниже 1300°C. Если температура сляба ниже 1150°C, прокатный стан подвергается чрезмерной нагрузке. Поэтому температура сляба предпочтительно является достаточно высокой, чтобы горячая прокатка могла быть завершена в пределах 100% аустенитного диапазона. Повторный нагрев при температурах выше 1275°C приводит к снижению производительности, а также является дорогостоящим в промышленном масштабе. Поэтому предпочтительная температура повторного нагрева составляет 1150 - 1275°C.
Конечная температура горячей прокатки для настоящего изобретения составляет 800 - 975°C, предпочтительно 800 - 950°C.
Затем проводят охлаждение полученной таким образом горячекатаной стальной полосы от конечной температуры горячей прокатки до диапазона температур от 10°C до Ms. Предпочтительный диапазон температур для охлаждения горячекатаной стальной полосы составляет от 15°C до Ms - 20°C.
После этого нагревают горячекатаную стальную полосу до температуры отжига от Ae3 до Ae3 + 350°C. Горячекатаную стальную полосу выдерживают при температуре отжига более 30 минут. В предпочтительном осуществлении диапазон температур отжига составляет от Ae3 + 20°C до Ae3 + 350°C и более предпочтительно от Ae3 + 40°C до Ae3 + 300°C.
Затем проводят охлаждение горячекатаной стальной полосы со скоростью охлаждения 1 - 100°C/с. В предпочтительном осуществлении скорость охлаждения при охлаждении после выдержки при температуре отжига составляет 1 - 80°C/с и более предпочтительно 1 - 50°C/с. Горячекатаную стальную полосу охлаждают до диапазона температур от 10°C до Ms после отжига и предпочтительно от 15°C до Ms - 20°C. На этой стадии охлаждения образуется свежий мартенсит, и скорость охлаждения выше 1°C/с гарантирует, что горячекатаная полоса будет полностью мартенситной по своей природе.
Затем горячекатаную стальную полосу нагревают до диапазона температур отпуска со скоростью нагрева 0,1 - 100°C/с, предпочтительно 0,1 - 50°C/с, даже 0,1 - 30°C/с. Во время этого нагрева, а также во время отпуска образуются интерметаллические соединения никеля, титана и молибдена. Интерметаллические соединения, образующиеся во время этого нагрева и отпуска, являются как внутризёренными, так и межкристаллитными, которые образуют интерметаллические соединения Ni3Ti, Ni3Mo или Ni3(Ti Mo). Диапазон температур отпуска составляет 575 - 700°C, при этом отпуск стали проводят в течение от 30 минут до 72 часов. В предпочтительном осуществлении диапазон температур отпуска составляет 575 - 675°C и более предпочтительно 590 - 660°C. Во время выдержки при отпуске мартенсит снова превращается в аустенит с образованием повторно образовавшегося аустенита. Повторно образовавшийся аустенит, формирующийся во время отпуска, обогащён никелем по той причине, что в диапазоне температур отпуска по настоящему изобретению часть образующихся интерметаллических соединений, во время нагрева растворяется и обогащает аустенит никелем, и этот обогащённый никелем повторно образовавшийся аустенит стабилен при комнатной температуре.
После этого горячекатаную стальную полосу охлаждают до комнатной температуры для получения горячекатаной стали.
ПРИМЕРЫ
Следующие далее тесты, примеры, иллюстративные примеры и таблицы, которые представлены в описании, не являются ограничивающими по своей природе и должны рассматриваться только в целях иллюстрации, и будут отображать преимущественные признаки настоящего изобретения.
Стали различного состава представлены в таблице 1, причём сталь готовится в соответствии с технологическими параметрами, указанными в таблице 2, соответственно. После этого в таблице 3 представлены микроструктуры стали, полученные во время испытаний, а в таблице 4 представлены результаты оценок полученных свойств.
Таблица 1

подчеркнутые значения: не соответствуют изобретению.
Таблица 2
В таблице 2 представлены технологические параметры, применяемые для сталей таблицы 1.
Ms для всех образцов сталей рассчитывается по следующей формуле:
Ms = 764,2 - 302,6C - 30,6Mn - 16,6Ni - 8,9Cr + 2,4Mo - 11,3Cu + 8,58Co + 7,4W - 14,5Si,
где содержание элементов выражено в массовых процентах.
В то время как Ae3 рассчитывается в (°C) по следующей формуле:
Ae3 = 955 - 350C - 25Mn + 51Si + 106Nb + 100Ti + 68Al - 11Cr - 33Ni - 16Cu + 67Mo,
где содержание элементов выражено в массовых процентах.
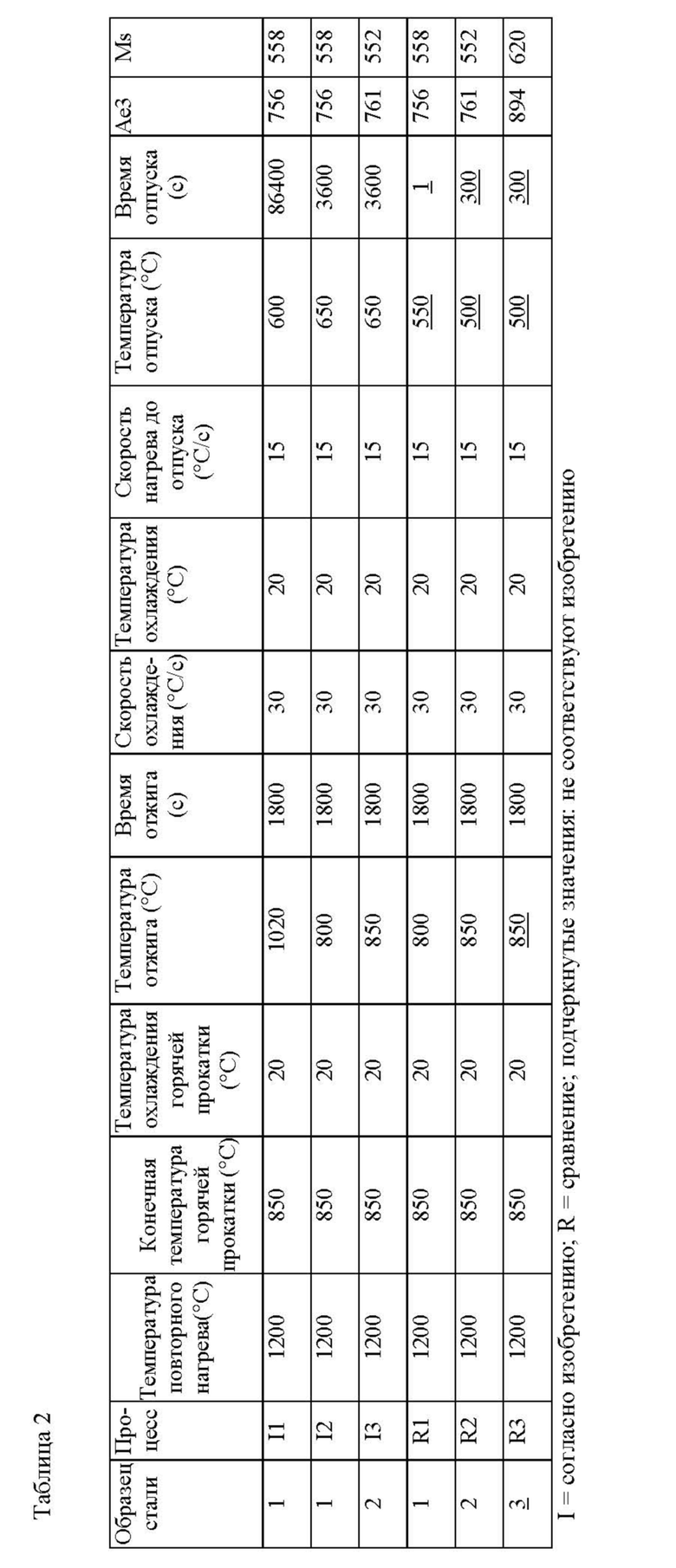
Таблица 3
В таблице 3 приведены примеры результатов испытаний, проведённых в соответствии со стандартами на различных микроскопах, таких как сканирующий электронный микроскоп, для определения микроструктуры сталей как по настоящему изобретению, так и эталонных сталей.
Результаты представлены ниже:

I = согласно изобретению; R = сравнение; подчеркнутые значения: не соответствуют изобретению
В таблице 4 приведены примеры механических свойств как стали по настоящему изобретению, так и эталонных сталей. Чтобы определить предел прочности при растяжении, предел текучести и общее удлинение, испытания на растяжение проводят в соответствии со стандартами NBN EN ISO 6892-1 на образце A25ype, а испытание на коррозионную стойкость в соответствии с NACE TM0316 по методу B с нагрузкой не менее 85% от предела текучести.
Представлены результаты различных механических испытаний, проведённых в соответствии со стандартами.
Таблица 4
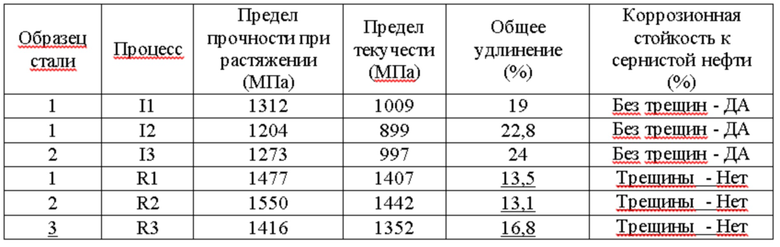
I = согласно изобретению; R = сравнение; подчеркнутые значения: не соответствуют изобретению
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ УДАРНУЮ ВЯЗКОСТЬ, ПЛАСТИЧНОСТЬ И ПРОЧНОСТЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2747730C1 |
| ХОЛОДНОКАТАНЫЙ И ТЕРМИЧЕСКИ ОБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2798141C1 |
| ХОЛОДНОКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2775990C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2815311C1 |
| ГОРЯЧЕКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2795542C1 |
| ТЕРМООБРАБОТАННЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2832021C1 |
| ХОЛОДНОКАТАНЫЙ, ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ ИЛИ ГОРЯЧЕПРЕССОВАННАЯ, ОТОЖЖЁННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2021 |
|
RU2810466C1 |
| ХОЛОДНОКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2834434C1 |
| ХОЛОДНОКАТАНАЯ МАРТЕНСИТНАЯ СТАЛЬ И СПОСОБ ПОЛУЧЕНИЯ МАРТЕНСИТНОЙ СТАЛИ | 2020 |
|
RU2785760C1 |
| ХОЛОДНОКАТАНЫЙ И ПОКРЫТЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2795439C1 |
Изобретение относится к области металлургии, а именно к горячекатаному стальному листу, используемому для изготовления конструктивных или эксплуатационных деталей для нефтяных и газовых скважин. Горячекатаный стальной лист имеет химический состав, включающий следующие элементы, мас.%: 15 ≤ никель ≤ 25, 6 ≤ кобальт ≤ 12, 2 ≤ молибден ≤ 6, 0,1 ≤ титан ≤ 1, 0,0001 ≤ углерод ≤ 0,03, 0,002 ≤ фосфор ≤ 0,02, 0 ≤ сера ≤ 0,005, 0 ≤ азот ≤ 0,01, при необходимости по меньшей мере один элемент из: 0 ≤ алюминий ≤ 0,1, 0 ≤ ниобий ≤ 0,1, 0 ≤ ванадий ≤ 0,3, 0 ≤ медь ≤ 0,5, 0 ≤ хром ≤ 0,5, 0 ≤ бор ≤ 0,001 и 0 ≤ магний ≤ 0,0010, остальное - железо и неизбежные примеси. Лист имеет микроструктуру, включающую по площади 20-40% отпущенного мартенсита, по меньшей мере 60% повторно образовавшегося аустенита и интерметаллических соединений молибдена, титана и никеля. Лист обладает требуемыми механическими свойствами и стойкостью к коррозии. 4 н. и 24 з.п. ф-лы, 4 табл.
1. Горячекатаный стальной лист, имеющий химический состав, включающий следующие элементы, мас.%:
15 ≤ никель ≤ 25
6 ≤ кобальт ≤ 12
2 ≤ молибден ≤ 6
0,1 ≤ титан ≤ 1
0,0001 ≤ углерод ≤ 0,03
0,002 ≤ фосфор ≤ 0,02
0 ≤ сера ≤ 0,005
0 ≤ азот ≤ 0,01
при необходимости по меньшей мере один элемент из:
0 ≤ алюминий ≤ 0,1
0 ≤ ниобий ≤ 0,1
0 ≤ ванадий ≤ 0,3
0 ≤ медь ≤ 0,5
0 ≤ хром ≤ 0,5
0 ≤ бор ≤ 0,001 и
0 ≤ магний ≤ 0,0010
остальное - железо и неизбежные примеси,
имеющий микроструктуру, включающую по площади 20-40% отпущенного мартенсита, по меньшей мере 60% повторно образовавшегося аустенита и интерметаллических соединений молибдена, титана и никеля.
2. Горячекатаный стальной лист по п. 1, в котором химический состав включает 16-24 мас.% никеля.
3. Горячекатаный стальной лист по п. 1 или 2, в котором химический состав включает 16-22 мас.% никеля.
4. Горячекатаный стальной лист по любому из пп.1-3, в котором химический состав включает 6-11 мас.% кобальта.
5. Горячекатаный стальной лист по любому из пп. 1-4, в котором химический состав включает 7-10 мас.% кобальта.
6. Горячекатаный стальной лист по любому из пп. 1-5, в котором химический состав включает 3-6 мас.% молибдена.
7. Горячекатаный стальной лист по любому из пп. 1-6, в котором химический состав включает 3,5-5,5 мас.% молибдена.
8. Горячекатаный стальной лист по любому из пп. 1-7, в котором химический состав включает 0,1-0,9 мас.% титана.
9. Горячекатаный стальной лист по любому из пп. 1-8, в котором химический состав включает 0,2-0,8 мас.% титана.
10. Горячекатаный стальной лист по любому из пп. 1-9, в котором интерметаллические соединения молибдена, титана и никеля представляют собой по меньшей мере одно из соединений, выбранных из Ni3Ti, Ni3Mo или Ni3(Ti,Mo).
11. Горячекатаный стальной лист по любому из пп. 1-10, в котором интерметаллические соединения молибдена, титана и никеля включают межкристаллитные и межзёренные интерметаллические соединения.
12. Горячекатаный стальной лист по любому из пп. 1-11, который имеет предел прочности при растяжении 1100 МПа или более и общее удлинение 18% или более.
13. Горячекатаный стальной лист по любому из пп. 1-12, который имеет предел прочности при растяжении 1200 МПа или более и общее удлинение 19% или более.
14. Способ изготовления горячекатаного стального листа, включающий следующие последовательные стадии:
- получение полуфабриката из стали, имеющей химический состав, указанный в любом из пп. 1-9;
- повторный нагрев указанного полуфабриката до температуры 1150-1300°C;
- горячую прокатку указанного полуфабриката в аустенитном диапазоне при конечной
температуре горячей прокатки 800-975°C с получением горячекатаной стальной полосы;
- затем охлаждения указанной горячекатаной стальной полосы до диапазона температур от 10°C до Ms;
- после этого повторный нагрев горячекатаной стальной полосы до температуры отжига в диапазоне от Ae3 до Ae3 + 350°C, её выдержку при этой температуре более 30 минут и охлаждение со скоростью 1-100°C/с до диапазона температур от 10°C до Ms;
- после этого нагрев горячекатаной стальной полосы до диапазона температур отпуска 575-700°C со скоростью нагрева 0,1-100°C/с и выдержку горячекатаной стальной полосы в диапазоне температур отпуска в течение от 30 минут до 72 часов;
- затем охлаждение горячекатаной стальной полосы до комнатной температуры с получением горячекатаного стального листа.
15. Способ по п. 14, в котором температура повторного нагрева полуфабриката составляет 1150-1275°C.
16. Способ по п. 14 или 15, в котором конечная температура горячей прокатки составляет 800-950°C.
17. Способ по любому из пп. 14-16, в котором диапазон охлаждения горячекатаной полосы после конечной горячей прокатки составляет от 15°C до Ms - 20°C.
18. Способ по любому из пп. 14-17, в котором диапазон температур отжига составляет от Ae3 + 20°C до Ae3 + 350°C.
19. Способ по п. 18, в котором диапазон температур отжига составляет от Ae3 + 40°C до Ae3 + 300°C.
20. Способ по любому из пп. 14-19, в котором скорость охлаждения после отжига составляет 1-80°C/с.
21. Способ по п. 20, в котором скорость охлаждения после отжига составляет 1-50°C/с.
22. Способ по любому из пп. 14-21, в котором диапазон температур охлаждения после отжига составляет от 15°C до Ms - 20°C.
23. Способ по любому из пп. 14-22, в котором диапазон температур отпуска составляет 575-675°C.
24. Способ по п. 23, в котором диапазон температур отпуска составляет 590-660°C.
25. Способ по любому из пп. 14-24, в котором скорость нагрева для отпуска составляет 0,1-50°C/с.
26. Способ по п. 25, в котором скорость нагрева для отпуска составляет 0,1-30°C/с.
27. Применение горячекатаного стального листа по любому из пп. 1-13 для изготовления конструктивных или эксплуатационных деталей для нефтяных и газовых скважин.
28. Конструктивная или эксплуатационная деталь для нефтяных и газовых скважин, полученная из горячекатаного стального листа по любому из пп. 1-13.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| ВЫСОКОПРОЧНАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ К ГАЗООБРАЗНОМУ ДИОКСИДУ УГЛЕРОДА И СОПРОТИВЛЕНИЕМ КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ В СЕРОВОДОРОДНОЙ СРЕДЕ | 2003 |
|
RU2307876C2 |
| ЛИСТ ДВУХФАЗНОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605014C2 |
| КАТАНАЯ СТАЛЬ, КОТОРАЯ ТВЕРДЕЕТ ПОСРЕДСТВОМ ВЫДЕЛЕНИЯ ЧАСТИЦ ПОСЛЕ ГОРЯЧЕГО ФОРМОВАНИЯ И/ИЛИ ЗАКАЛКИ В ИНСТРУМЕНТЕ, ИМЕЮЩАЯ ОЧЕНЬ ВЫСОКУЮ ПРОЧНОСТЬ И ПЛАСТИЧНОСТЬ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2578280C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2587003C2 |
| WO 2017064684 A1, 20.04.2017 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

