Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и соответствующему способу подачи металлических прутков к обрабатывающей машине, такой как, например, машина для гибки арматурных хомутов и скоб, гибочная машина, поперечно-строгальный станок, бандажная машина, или аналогичной или подобной машине иного типа. В частности, предлагаемое устройство подходит для, по существу, автоматического извлечения по меньшей мере одного прутка за один раз из пучка прутков, расположенных в контейнере, сохраняя при этом указанный контейнер неподвижным и так, что его номинальная ось неизменно выровнена с осью втягивающего узла обрабатывающей машины, вне зависимости от соответствующего положения извлечения прутков по отношению к контейнеру.
Уровень техники
Известны машины для обработки металлических прутков, которые за один раз обрабатывают один или более прутков, например, для изготовления профилированных деталей для строительной промышленности или иного типа изделий. Машины, которые используют металлические прутки, обычно имеют несколько контейнеров, установленных и/или выполненных на подающей тележке, в которой подготовлены соответствующие пучки прутков, при этом прутки различного диаметра находятся в разных контейнерах, из которых в каждом случае извлекаются прутки, подлежащие поставке к обрабатывающей машине.
Работа по захватыванию и выгрузке отдельных прутков из пучка часто очень затруднена из-за того, что прутки, длина которых может достигать даже 12 м и более, расположены хаотично, переплетаясь и скручиваясь друг с другом.
Из документа WO 2005/080021, принадлежащего заявителю настоящей заявки, известно устройство подачи, содержащее первое магнитное средство, которое отделяет из пучка головные части нескольких прутков и располагает указанные головные части на плоскости, выступающей относительно пучка, и второе магнитное средство, которое перехватывает от первого магнитного средства за один раз один пруток из нескольких прутков и выгружает его в требуемое положение выпускания, в частности во втягивающий узел обрабатывающей машины, так что пруток может быть отправлен на обработку.
Имеющиеся на тележке контейнеры имеют, по существу, треугольную форму с постепенным уменьшением ширины от верха к днищу. Следовательно, по мере того, как прутки постепенно извлекаются, изменяется положение оставшихся прутков по отношению к оси втягивающего узла и более нет никакого взаимного выравнивания.
Кроме того, из итальянской заявки №IT-A-UD 2006A000096 на выдачу патента, также принадлежащей настоящему заявителю, известно, что с целью облегчения операций по извлечению металлических прутков из пучка каждый раз перед извлечением подающую тележку отводят в сторону для того, чтобы расположить контейнер, содержащий пучок прутков, по отношению к первому магнитному средству в соответствии со степенью наполненности контейнера и соответствующим положением подлежащих извлечению прутков внутри контейнера. Таким образом гарантируется извлечение прутков в нужном порядке.
Тем не менее, обычно подающую тележку после извлечения необходимо возвращать в исходное положение, по существу, в то состояние, в котором по меньшей мере заданная номинальной ось находится вровень с осью втягивающего узла для всей продолжительности операции по загрузке прутков для того, чтобы облегчить окончательную выемку их из соответствующего пучка.
Это положение контейнера, в котором он выровнен с втягивающим узлом, не всегда совпадает с положением загрузки новых прутков и, следовательно, по окончании полной выемки прутков тележку снова необходимо отводить в сторону для того, чтобы позволить первому магнитному средству опять начать процесс захватывания согласно установленному порядку извлечения.
Следовательно, первое магнитное средство должно дожидаться полной выемки прутков из пучка перед тем, как приступить к извлечению новых прутков как для предотвращения неконтролируемых изгибаний прутков в процессе выемки, так и вследствие опасности подвергнуть ударам вынимаемые прутки.
Раскрытие изобретения
Исходя из сказанного, цель настоящего изобретения состоит в создании устройства и усовершенствовании способа подачи металлических прутков, которые позволяют оптимизировать подачу прутков, уменьшая затрачиваемое на выполнение операции время от одной загрузки до следующей, вне зависимости от положения прутков в контейнере, из которого их вынимают, и независимо от степени наполненности указанного контейнера.
Заявитель спроектировал, проверил и осуществил настоящее изобретение для преодоления имевшихся в предшествующем уровне техники недостатков и для достижения этих и других целей и получения преимуществ.
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения изложены прочие отличительные признаки изобретения или варианты основополагающей идеи изобретения.
Согласно обозначенной выше цели предложенное устройство для подачи металлических прутков конструктивно сопряжено с обрабатывающей машиной и содержит загрузочные средства, выполненные с возможностью загрузки одного или более металлических прутков в указанную обрабатывающую машину, и вмещающие средства контейнерного типа, выполненные на тележке, в которых в соответствующих пучках расположены металлические прутки.
Отличительной особенностью настоящего изобретения является то, что устройство также содержит отклоняющее средство, расположенное после вмещающего средства и перед обрабатывающей машиной и выполненное с возможностью перемещения, по меньшей мере в сторону, независимо от последней, с тем, чтобы задавать положение по меньшей мере головной части металлических прутков, извлекаемых в каждом случае, по отношению к номинальной оси, вдоль которой прутки лежат во вмещающем средстве, для смещения прутков, поочередно один за другим или группами, в сторону по отношению к оси подачи обрабатывающей машины, по мере их постепенного извлечения из вмещающего средства.
Следовательно, в настоящем изобретении подлежащие извлечению металлические прутки, по меньшей мере их головные части, перемещаются в сторону по отношению к оси подачи вне зависимости от их соответствующего положения внутри загрузочного средства.
Таким образом, имеется возможность одновременно осуществить как окончательную выемку уже загружаемых прутков, что всегда имеет место, по существу, вдоль оси подачи машины, так и захват новых прутков из пучка, что имеет место в положении, смещенном в сторону по отношению к указанной оси подачи, и, следовательно, без создания взаимных помех.
Предлагаемое изобретением решение дает еще большие преимущества в общем случае, когда вмещающее средство содержит один или более контейнеров для пучков, которые имеют, по существу, треугольную форму с постепенным уменьшением ширины.
Следовательно, при таком положении уровень наполненности контейнера можно отслеживать исходя из изначального веса пучка и числа постепенно выгружаемых прутков для того, чтобы установить требуемый порядок извлечения прутков и для задания расположения извлекающих средств.
Следовательно, в настоящем изобретении боковое перемещение отклоняющего средства может соотноситься с постепенным опорожнением контейнера для того, чтобы гарантировать, что всегда соблюден нужный порядок извлечения прутков и верное взаимное расположение извлекающих средств и отклоняющего средства на основании известного положения контейнера.
Более того, боковое перемещение головных частей прутков вызывает их упругую деформацию, за счет чего, когда они извлечены и выпущены загрузочным средством, они стремятся автоматически вернуться в положение, в котором они находятся на одной линии с осью подачи машины, что облегчает надлежащую выемку из пучка.
В предпочтительном варианте осуществления отклоняющее средство содержит ползун, выполненный с возможностью бокового перемещения относительно вмещающего средства в направлении, поперечном выпуску металлических прутков, и на котором выполнены один или более направляющих элементов, которые взаимодействуют с головными частями прутков для перемещения их в сторону по отношению к оси подачи обрабатывающей машины.
Краткое описание чертежей
Эти и другие отличительные признаки изобретения очевидны из нижеследующего описания предпочтительного варианта осуществления, приведенного в качестве неограничивающего примера, выполненного со ссылками на прилагаемые чертежи, на которых:
на фиг.1 показан схематический вид в плане устройства подачи металлических прутков согласно настоящему изобретению;
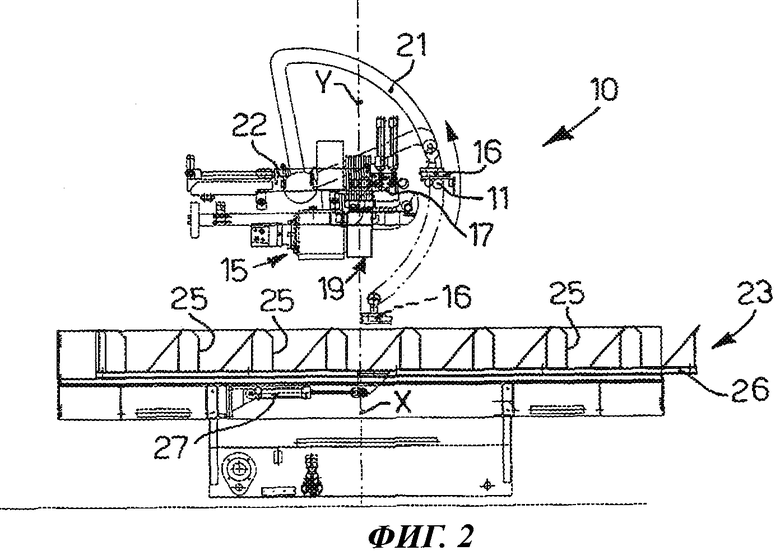
на фиг.2 показан схематический вид спереди устройства подачи, проиллюстрированного на фиг.1;
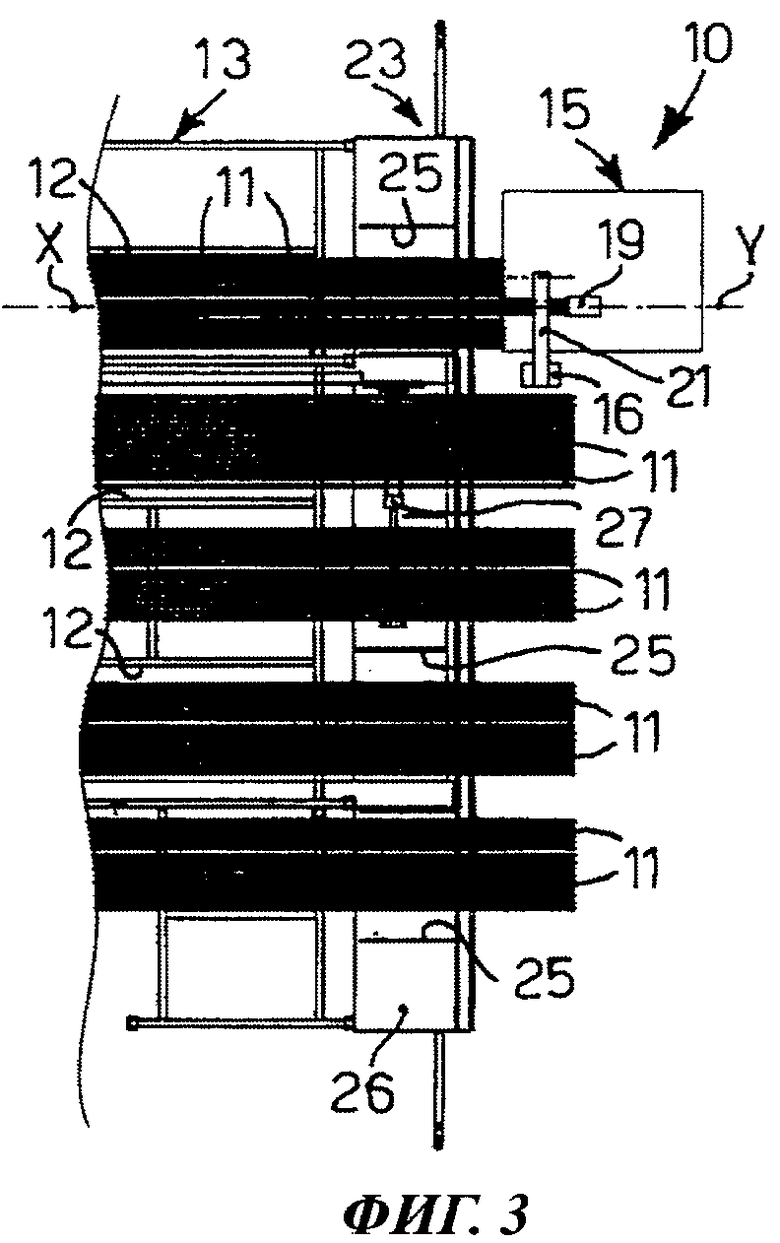
на фиг.3 показан схематический вид сверху устройства подачи, проиллюстрированного на фиг.1, в первом рабочем положении;
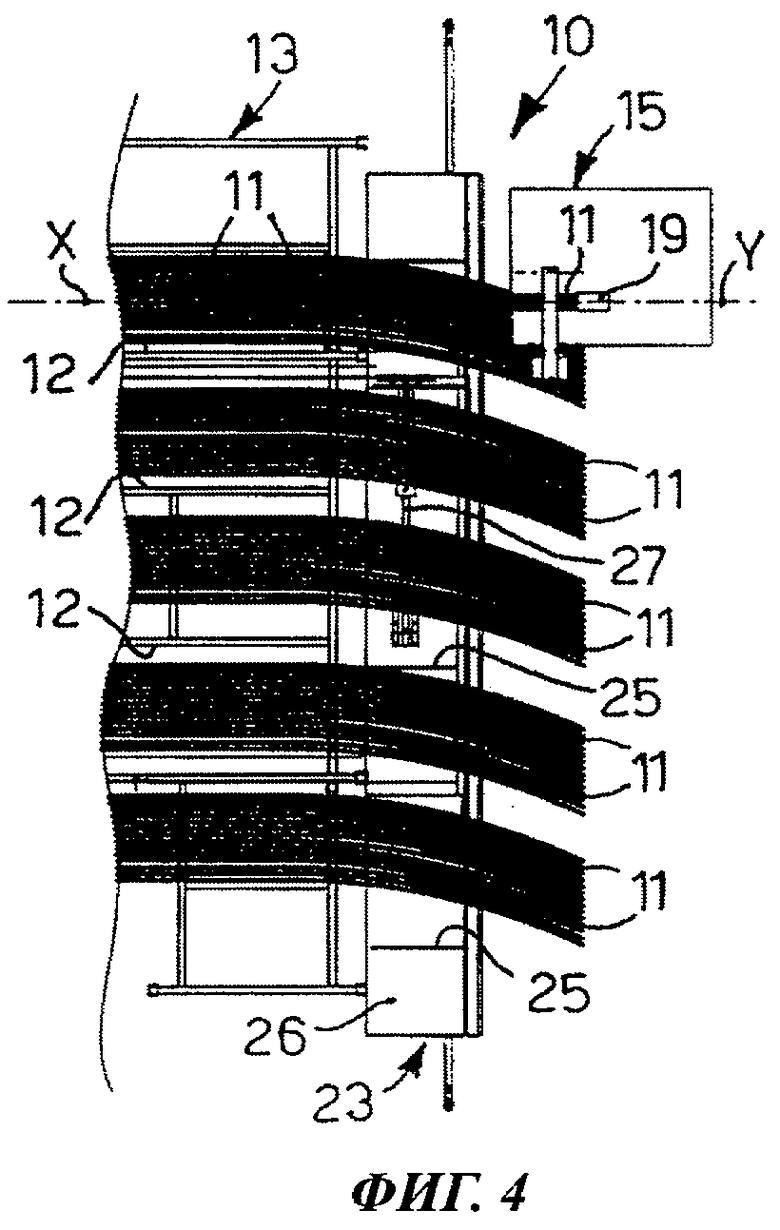
на фиг.4 показан схематический вид сверху устройства подачи, проиллюстрированного на фиг.1, во втором рабочем положении;
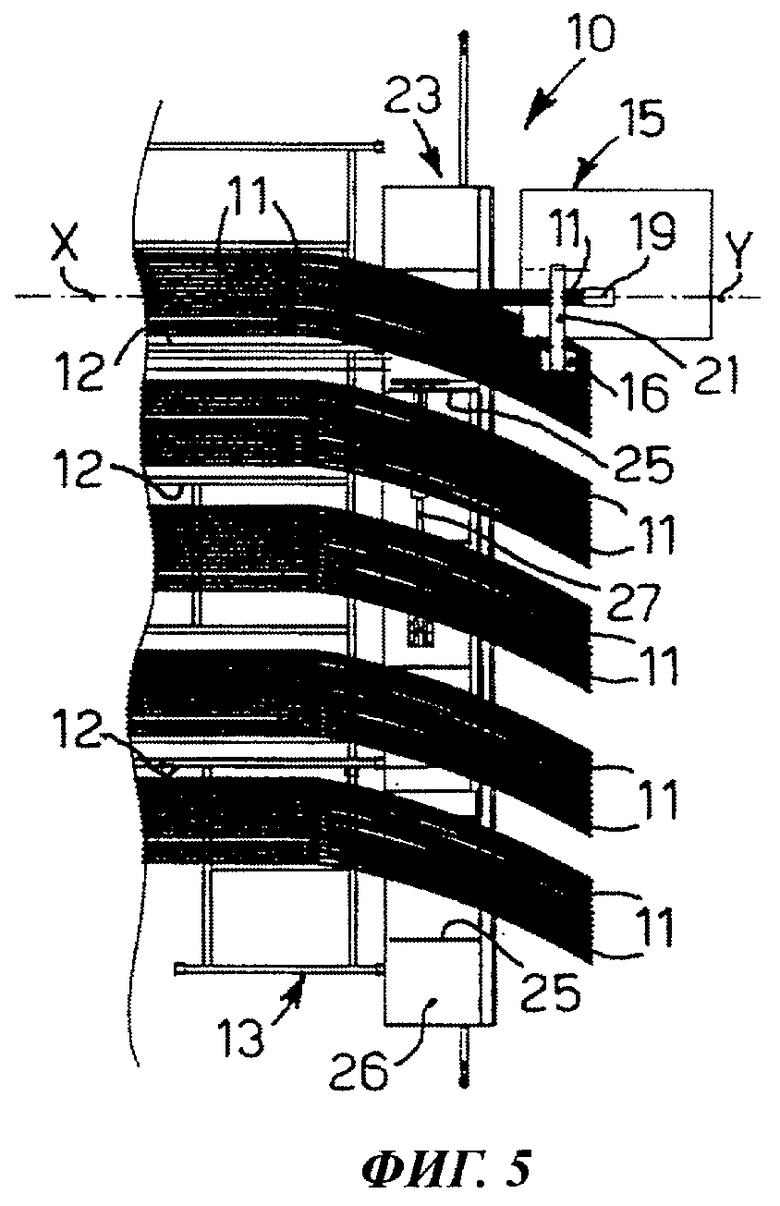
на фиг.5 показан схематический вид сверху устройства подачи, проиллюстрированного на фиг.1, в третьем рабочем положении.
Осуществление изобретения
По ходу дальнейшего описания сделаны ссылки на приложенные чертежи, на которых проиллюстрировано предложенное устройство 10 подачи, которое применяют для загрузки одного или большего числа металлических прутков 11 за один раз в традиционную обрабатывающую машину для обработки указанных металлических прутков 11, такую как машина для гибки арматурных хомутов и скоб, гибочная машина, поперечно-строгальный станок, бандажная машина, или аналогичную или подобную машину другого типа, или также отличающуюся от перечисленных.
Металлические прутки 11 сгруппированы вместе по диаметру в пучки, каждый из которых расположен в соответствующем контейнере 12 загрузочной тележки 13 обрабатывающей машины. В данном случае каждый контейнер 12 имеет несимметрично сужающееся по направлению к днищу поперечное сечение для того, чтобы способствовать плавному продвижению металлических прутков 11 по направлению к одной стороне по мере их постепенного извлечения.
Загрузочная тележка 13 выполнена с возможностью избирательного перемещения в направлении, по существу поперечном по отношению к выводу металлических прутков 11, при помощи перемещающего элемента известного типа, например по рельсовому пути, для того, чтобы располагать соответствующие контейнеры 12 в каждом случае так, чтобы номинальная продольная ось X, по существу проходящая посередине, была, по существу, выровнена по одной линии с осью Y подачи металлических прутков 11 в обрабатывающую машину.
В данном случае устройство 10 подачи установлено на опорной раме 15 и содержит первый магнит 16, в процессе использования располагаемый преимущественно поблизости от головных частей прутков 11 и имеющий возможность извлекать некоторое число металлических прутков 11 из соответствующего контейнера 12, и второй магнит 17, перемещающийся горизонтально, который перехватывает у первого магнита 16 нужное число металлических прутков 11, обычно один за раз, для введения их во взаимодействие с известным втягивающим элементом 19, например, оборудованным валками, который подает металлические прутки 11 к обрабатывающей машине, по существу, вдоль оси Y подачи.
Первый магнит 16 установлен на механической руке 21, конструктивно сопряженной с первым приводом 22, например, газо- или гидродинамического типа, который приводит ее в движение, в данном случае, по существу по круговой траектории.
Устройство 10 подачи также содержит отклоняющий элемент 23, установленный после контейнеров 12 и перед втягивающим элементом 19, снабженный направляющими элементами 25, расположенными на выступающих частях контейнеров 12, и приспособленный для вмещения по меньшей мере головных частей металлических прутков 11.
Направляющие элементы 25 преимущественно имеют поперечное сечение, по существу эквивалентное контейнерам 12, то есть выполненное сужающимся книзу.
Отклоняющий элемент 23 также содержит ползун 26, который в данном случае установлен с возможностью скольжения в поперечном направлении на головной части загрузочной тележки 13 и на котором закреплены направляющие элементы 25.
Ползун 26 выполнен с возможностью выборочного перемещения посредством второго исполнительного механизма 27, установленного на загрузочной тележке 13.
Таким образом, отклоняющий элемент 23 имеет возможность избирательного перемещения независимо от загрузочной тележки 13, так что есть возможность перемещать в каждом случае головную часть извлекаемых металлических прутков 11 в сторону по отношению к оси Y подачи, вне зависимости от их соответствующего положения внутри контейнера 12 и относительно срединной оси Х последнего.
В частности, перемещение отклоняющего элемента 23 соразмерно с заранее определенным положением извлечения металлических прутков 11 с тем, чтобы сохранять нужный порядок извлечения прутков 11.
Устройство 10 подачи сопряжено с блоком управления (не показан).
На основании изначального веса пучка металлических прутков 11 и количества извлеченных металлических прутков 11 блок управления может с достаточной точностью вычислять степень наполненности контейнера 12 для соотнесения с указанной величиной бокового перемещения отклоняющего элемента 23 и, следовательно, головных частей металлических прутков 11 по отношению к загрузке, осуществляемой магнитами 16 и 17.
Предложенный способ подачи металлических прутков 11 к обрабатывающей машине заключается в следующем.
Сначала выполняют первый шаг - шаг установки, на котором после идентификации контейнера 12, содержащего металлические прутки 11, подлежащие загрузке к обрабатывающей машине, обеспечивают выдачу команды загрузочной тележке 13, согласно которой она должна переместить контейнер 12 в положение, в котором соответствующая срединная ось X, по существу находится на одной линии с осью Y подачи обрабатывающей машины.
Как вариант, возможно решение, в котором для выравнивания двух осей Х и Y обрабатывающую машину перемещают по отношению к загрузочной тележке 13.
В этом первом шаге также оценивают степень наполненности контейнера 12, исходя из занимаемого объема, с тем, чтобы установить требуемый порядок извлечения металлических прутков 11.
Затем переходят к выполнению второго шага - шага отклонения, на котором отклоняющий элемент 23 при помощи соответствующего направляющего элемента 25 перемещает по меньшей мере головные части металлических прутков 11 в сторону по отношению к оси Y подачи.
Это боковое перемещение выполняют посредством направляющих элементов 25 отклоняющего элемента 23, которые вследствие перемещения, сообщаемого им ползуном 26, перемещают соответствующие головные части металлических прутков 11 и приводят их в соответствующее положение извлечения по отношению к первому магниту 16.
Общая величина перемещения, прикладываемого направляющими элементами 25, соразмерна с порядком извлечения металлических прутков 11. Таким образом, первый магнит 16 извлекает металлические прутки 11 из определенного положения в пучке в соответствии со степенью наполненности контейнера 12.
Например, для проиллюстрированного здесь случая: если магнит 16 захватывает некоторые металлические прутки 11 на правой стороне контейнера 12, то общая величина бокового перемещения, сообщаемого направляющим элементом 25, очень невелика, тогда как в случае извлечения металлических прутков 11, расположенных в центральной области или на левой стороне контейнера 12, эта величина бокового перемещения постепенно возрастает.
После того, как головные части металлических прутков 11 перемещены в сторону, выполняют шаг загрузки, в котором, по существу традиционным образом, первый магнит 16 захватывает один или более металлических прутков 11 из соответствующего пучка и поднимает их до высоты нахождения второго магнита 17, так что тот извлекает их поочередно один за другим для того, чтобы привести их, прямо или косвенно, во взаимодействие с втягивающим элементом 19.
Работа второго магнита 17 облегчается за счет обусловленного упругостью возврата металлических прутков 11, которые из положения, в котором они отведены в сторону, что было вызвано действием отклоняющего элемента 23, стремятся вернуться в положение, в котором они находятся, по существу, на одной линии с осью Y подачи.
В настоящем изобретении одновременно с загрузкой вторым магнитом 17 металлических прутков 11 во втягивающий элемент 19 также имеет место новое перемещение отклоняющего элемента 23, предназначенное для того, чтобы подготовить согласно требуемому порядку извлечения новые металлические прутки 11, подлежащие извлечению первым магнитом 16.
Таким образом, первый магнит 16 может захватывать новые металлические прутки 11 так, что траектории их движения не пересекаются с траекториями, по которым движутся задние концы находящихся в процессе выемки металлических прутков 11, в то же самое время как заканчивается выемка ранее пошедших на загрузку металлических прутков 11.
Однако очевидно, что для описанных выше устройства 10 и способа могут быть выполнены модификации и/или дополнения частей без отступления от области применения и объема настоящего изобретения.
Например, настоящее изобретение охватывает ситуацию, при которой направляющие элементы 25 могут иметь форму, отличающуюся от формы контейнеров, но в любом случае они подходят для перемещения металлических прутков 11 в сторону по отношению к оси Y подачи обрабатывающей машины.
В объем настоящего изобретения также входит выполнить то, что отклоняющий элемент 23 полностью независим от загрузочной тележки 13, то есть он снабжен ползуном 26, установленным с возможностью скольжения на опоре, отдельной от загрузочной тележки 13.
Согласно одному варианту отклоняющий элемент 23 содержит только один направляющий элемент 25, выполненный с возможностью взаимодействия при каждом случае с контейнером 12, из которого извлекаются металлические прутки 11.
В другом варианте устройство 10 содержит два отклоняющих элемента 23, расположенных на разных сегментах прутков 11 одного и того же пучка.
Также очевидно, что хотя настоящее изобретение описано в привязке к конкретным примерам, не вызывает сомнений, что специалист в данной области должен быть способен получить много других равнозначных форм устройства подачи металлических прутков и соответствующего способа подачи, имеющих отличительные особенности, изложенные в формуле изобретения и, следовательно, все попадающие в пределы установленного таким образом объема правовой охраны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство и способ обработки прутков | 2018 |
|
RU2764934C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ МАНИПУЛИРОВАНИЯ ПРУТКАМИ | 2017 |
|
RU2759553C2 |
| СПОСОБ ПОДАЧИ ПРУТКОВ К СТАНКУ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2440207C2 |
| ПРОИЗВОДСТВО МОЛИБДЕНА-99 С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОННЫХ ПУЧКОВ | 2014 |
|
RU2667072C2 |
| УСТРОЙСТВО И СПОСОБ ФОРМИРОВАНИЯ ПУЧКОВ КАТАНЫХ ПРУТКОВ | 2009 |
|
RU2500496C2 |
| ПОДАЮЩИЙ МЕХАНИЗМ ДЛЯ УПАКОВОЧНОЙ МАШИНЫ | 2004 |
|
RU2328420C2 |
| СПОСОБ ЗАГРУЗКИ ОБЛУЧЕННЫХ БЛОКОВ ДАВ-90 И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2510086C2 |
| УСТРОЙСТВО ПОДАЧИ РЫБЫ И СПОСОБ ПОДАЧИ | 2016 |
|
RU2716206C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ СКВАЖИН В ГРУНТЕ | 1990 |
|
RU2018580C1 |
| СПОСОБ СУХОГО ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2519248C1 |
Изобретение относится к машиностроению и может быть использовано при подаче металлических прутков к обрабатывающим машинам. Устройство содержит по меньшей мере втягивающий элемент для металлических прутков, загрузочные средства для загрузки одного или более металлических прутков в обрабатывающую машину, одно или более вмещающих средств, в которых металлические прутки расположены в соответствующих пучках. Отклоняющие средства расположены после вмещающих средств и перед втягивающим элементом и выполнены с возможностью перемещения в сторону независимо по отношению к вмещающим элементам так, чтобы обеспечить возможность задавать положение по меньшей мере головной части каждого из извлекаемых металлических прутков относительно положения прутков во вмещающих средствах для перемещения прутков в сторону, поочередно один за другим или группами по отношению к номинальной оси, вдоль которой металлические прутки неподвижно размещены в соответствующем вмещающем средстве для расположения головной части прутка в стороне относительно оси подачи. Уменьшается время выполнения загрузки вне зависимости от положения прутков в контейнере, из которого их вынимают, и независимо от степени наполненности контейнера. 2 н. и 6 з.п. ф-лы, 5 ил.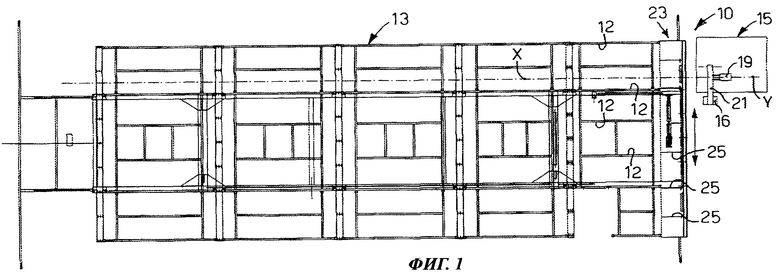
1. Устройство для подачи металлических прутков (11), сопряженное с обрабатывающей машиной, имеющей, по меньшей мере, втягивающий элемент (19) для указанных металлических прутков (11), содержащее загрузочные средства (16, 17), выполненные с возможностью загрузки одного или более металлических прутков (11) в указанную обрабатывающую машину, и одно или более продольных вмещающих средств (12) для размещения металлических прутков (11) в соответствующих пучках, причем вмещающее средство (12) имеет номинальную продольную ось (X), а втягивающий элемент (19) определяет ось (Y) подачи металлических прутков (11) в обрабатывающую машину, отличающееся тем, что оно содержит отклоняющее средство (23), расположенное после вмещающего средства (12) и перед втягивающим элементом (19) и выполненное с возможностью перемещения в сторону, независимо от вмещающего средства (12), с обеспечением перемещения головной части каждого из извлекаемых металлических прутков (11) в сторону относительно положения прутков во вмещающем средстве (12), и смещения прутков, один за другим или группами, в сторону относительно номинальной оси (X), вдоль которой металлические прутки (11) неподвижно размещены в соответствующем вмещающем средстве (12), для расположения головной части прутка в стороне по отношению к оси (Y) подачи.
2. Устройство по п.1, отличающееся тем, что отклоняющее средство (23) содержит один или более направляющих элементов (25), выполненных с возможностью взаимодействия по меньшей мере с головными частями металлических прутков (11).
3. Устройство по п.2, отличающееся тем, что вмещающее средство (12) имеет сужающееся вниз поперечное сечение, а направляющие элементы (25) выполнены таким образом, что они соответствуют вмещающему средству (12).
4. Устройство по п.2 или 3, отличающееся тем, что отклоняющее средство (23) содержит ползун (26), установленный с возможностью скольжения относительно вмещающего средства (12) в направлении, по существу, поперечном выпуску металлических прутков (11), на котором смонтированы направляющие элементы (25).
5. Устройство по п.4, отличающееся тем, что вмещающее средство (12) смонтировано на загрузочной тележке (13), выполненной с возможностью поперечного перемещения по отношению к выпуску металлических прутков (11), причем ползун (26) установлен с возможностью скольжения на загрузочной тележке (13) после вмещающего средства (12).
6. Устройство по п.5, отличающееся тем, что отклоняющее средство (23) содержит приводной элемент (27), установленный на загрузочной тележке (13) и выполненный с возможностью выборочного перемещения ползуна (26).
7. Способ подачи металлических прутков (11) к обрабатывающей машине, имеющей, по меньшей мере, втягивающий элемент (19) для указанных металлических прутков (11), включающий, по меньшей мере, шаг установки, на котором продольное вмещающее средство (12) для пучков металлических прутков (11) выравнивают так, чтобы его номинальная ось (X) находилась на одной линии с осью (Y) подачи втягивающего элемента (19), и шаг загрузки, на котором при помощи загрузочных средств (16, 17) извлекают металлические прутки (11) из вмещающего средства (12) и подают к втягивающему элементу (19), причем вмещающее средство (12) имеет номинальную продольную ось (X), а втягивающий элемент (19) определяет ось (Y) подачи металлических прутков (11) в обрабатывающую машину, отличающийся тем, что он включает шаг отклонения, на котором по меньшей мере головную часть каждого из извлекаемых металлических прутков (11) перемещают в сторону при помощи отклоняющего средства (23), расположенного после вмещающего средства (12), смещают один за другим или группами головные части металлических прутков (11) в сторону относительно номинальной оси (X), вдоль которой прутки неподвижно размещены в соответствующем вмещающем средстве (12), и располагают головную часть прутка в стороне по отношению к оси (Y) подачи.
8. Способ по п.7, отличающийся тем, что на шаге установки оценивают на основании веса пучков и размерных параметров металлических прутков (11) степень наполненности соответствующего вмещающего средства (12), устанавливают требуемый порядок извлечения металлических прутков (11), при этом указанное боковое перемещение головных частей металлических прутков (11) осуществляют в зависимости от постепенного изменения наполненности вмещающего средства (12).
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Устройство для разделения и поштучной подачи круглых длинномерных заготовок в зону обработки | 1984 |
|
SU1204306A1 |
| Устройство для отделения от пакета и подачи в зону обработки штучных длинномерных заготовок | 1979 |
|
SU863100A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1409382A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ПОЛУЧАЕМЫХ КОНТАКТНОЙ СВАРКОЙ СОПРОТИВЛЕНИЕМ, ИМЕЮЩИХ УЛУЧШЕННЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ ШВОВ | 2006 |
|
RU2417851C2 |

