Область техники, к которой относится изобретение
Настоящее изобретение касается гибочной машины для металлических прутков, в частности металлических прутков, подаваемых с рулона или бухты, и разрезаемых в каждом случае в соответствии с формой и размером, то есть линейным развертыванием, изготавливаемого профилированного изделия. В частности, гибочная машина согласно изобретению включает по меньшей мере вспомогательный узел протяжки, способный перемещать, возможно вперед и назад, концевые сегменты или хвостовые части рулона так, чтобы быть в состоянии изогнуть указанные последние сегменты с большой легкостью и точностью и/или удалить сегменты или рабочие отходы из машины.
В ЕР-АI-1535675 описаны признаки ограничительной части независимых пунктов формулы 1 и 10.
Уровень техники изобретения
Известны гибочные машины для прутков, пригодные для создания профилированных упрочняющих элементов, таких как, например, арматурные хомуты, по существу, такие машины содержат, по меньшей мере, гибочный узел, ножницы и узел протяжки, расположенный впереди по ходу от ножниц для того, чтобы поднимать прутки из накопителя и подавать их в гибочную машину.
Известные гибочные машины могут иметь второй узел протяжки, расположенный позади по ходу от гибочного узла, который используется для перемещения прутка линейно по отношению к гибочному узлу так, чтобы выполнить изгибы хвостовой части и чтобы сделать профилированную деталь.
Узлы протяжки могут быть роликового типа, захватами или комбинациями роликов и захватов.
Также известно, что в определенных гибочных машинах для предварительного резания металлических прутков или сегментов прутков используется дополнительный узел протяжки, расположенный непосредственно впереди по ходу от ножниц, которые, в свою очередь, расположены впереди по ходу от гибочного узла.
Дополнительный узел протяжки остается всегда зажатым на предварительно обрезанном обрабатываемом прутке, главным образом так, чтобы позволить, когда изделие является завершенным, удалить рабочие отходы или излишки из машины, и так, чтобы помочь узлу протяжки, расположенному позади по ходу от гибочной машины, подавать последние сегменты прутков при выполнении так называемых хвостовых изгибов.
Однако если в этот последний тип известной гибочной машины подаются металлические прутки, поступающие с рулона, известный вспомогательный узел протяжки, который остается всегда зажатым на обрабатываемом прутке, может вызвать образование петель в сегментах, содержащихся между ним и другим узлом протяжки, расположенным впереди по ходу от ножниц, с последующей блокировкой гибочной машины, прерыванием производства и потребностью в специализированном вмешательстве особого обслуживания.
Целью настоящего изобретения является, таким образом, создание гибочной машины для прутков, подаваемых с рулона, снабженной дополнительным узлом протяжки, расположенным непосредственно впереди по ходу от ножниц, которая не имеет функциональных недостатков известного уровня техники.
Заявитель изобрел, испытал и воплотил настоящее изобретение, чтобы преодолеть недостатки предшествующего уровня техники и достичь этих и других целей и преимуществ.
Сущность изобретения
Настоящее изобретение сформулировано и охарактеризовано в независимом пункте формулы изобретения, в то время как зависимые пункты описывают другие особенности изобретения или варианты главной идеи изобретения.
В соответствии с выше упомянутой целью гибочная машина согласно настоящему изобретению используется для профилирования металлических прутков, подаваемых с рулона, и включает по меньшей мере гибочный узел для сгибания прутка, по меньшей мере узел резания, расположенный впереди по ходу от гибочного узла, и способный отрезать по размеру прутки, подаваемые с рулона, первый узел протяжки, расположенный впереди по ходу от узла резки и способный раскручивать прутки из рулона, чтобы подавать их к гибочному узлу, по меньшей мере, второй дополнительный узел протяжки, расположенный перед узлом резки и после первого узла протяжки, способный подавать концевую часть рулона, например, когда он почти закончился, и возможно удалять рабочие отходы, чтобы закончить завершенное изделие.
Согласно отличительному признаку настоящего изобретения второй узел протяжки включает взаимодействующие с ним избирательные зажимные/разжимные средства, способные воздействовать соответствующим образом на захватывающие элементы узла протяжки для того, чтобы определить по меньшей мере первый по существу не влияющий эксплуатационный режим, при котором захватывающие элементы не препятствуют подаче металлических прутков, подаваемых первым узлом протяжки так, чтобы позволить им продвигаться свободно через второй узел протяжки, и второй эксплуатационный режим, в котором захватывающие элементы воздействуют на подачу металлических прутков и тем самым определяют подачу их в гибочный узел.
Согласно изобретению, в частности, предполагается, что второй активный эксплуатационный режим имеет место, когда рулон, с которого подают прутки, близок к концу, то есть, когда сегмент прутка, который образуется после резки, не зажимается больше первым узлом протяжки, а оставшийся сегмент удаляется из машины.
Кроме того, предполагается, что этот режим может иметь место тогда, когда желательно изготовить маленькие профилированные куски, например, когда последняя сторона короче, чем расстояние между первым узлом протяжки и гибочным узлом.
Преимущественно, пока не обнаружен режим, в котором пруток захвачен первым узлом протяжки, захватывающие элементы второго узла протяжки остаются в первом не влияющем эксплуатационном режиме, так чтобы предотвратить случайную не синхронизированную подачу в два узла протяжки, вызывающую образование петель с последующими блокированиями.
В момент, когда концевая часть последнего прутка, получаемого с рулона, освобождается первым узлом протяжки, избирательные зажимные/разжимные средства переводят захватывающие элементы второго узла подачи в их второй активный эксплуатационный режим, вызывая подачу последнего сегмента рулона в гибочный узел.
Таким образом, с помощью гибочной машины согласно настоящему изобретению возможно выборочно привести в действие или освободить захват второго узла протяжки на подаваемом металлическом прутке, согласно эксплуатационному состоянию первого узла протяжки и/или длины прутков, избегая таким образом риска образования петель или других деформаций между двумя узлами протяжки.
Это преимущество позволяет уменьшить случайные перебои в работе машины, таким образом увеличивая ее производительность, а также уменьшая частоту и стоимость внештатного обслуживания.
Согласно варианту избирательные зажимные/разжимные средства включают один или более силовых приводов, способных удерживать захватывающие элементы, например, два или более ролика, выборочно расположенные на расстоянии и отделенные от металлических прутков при их перемещении в соответствии с предусмотренным эксплуатационным режимом.
Согласно другому варианту избирательные зажимные/разжимные средства включают элемент сцепления, который выборочно делает ролики холостыми так, чтобы определить первый не влияющий эксплуатационный режим.
Краткое описание чертежей
Эти и другие особенности настоящего изобретения станут очевидными из последующего описания некоторых предпочтительных вариантов осуществления изобретения, данных как неограниченный пример со ссылкой на прилагаемые чертежи, где:
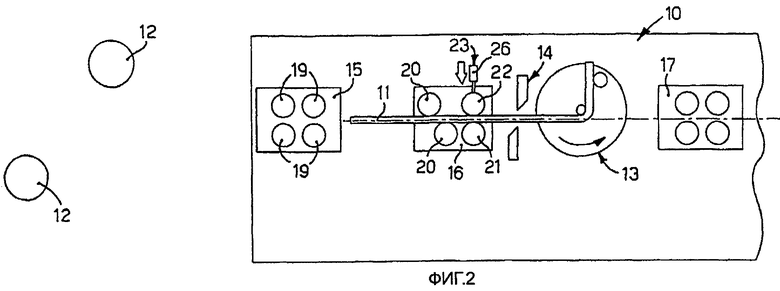
на фиг.1 и 2 схематично показан вид сверху гибочной машины согласно изобретению в двух различных рабочих стадиях;
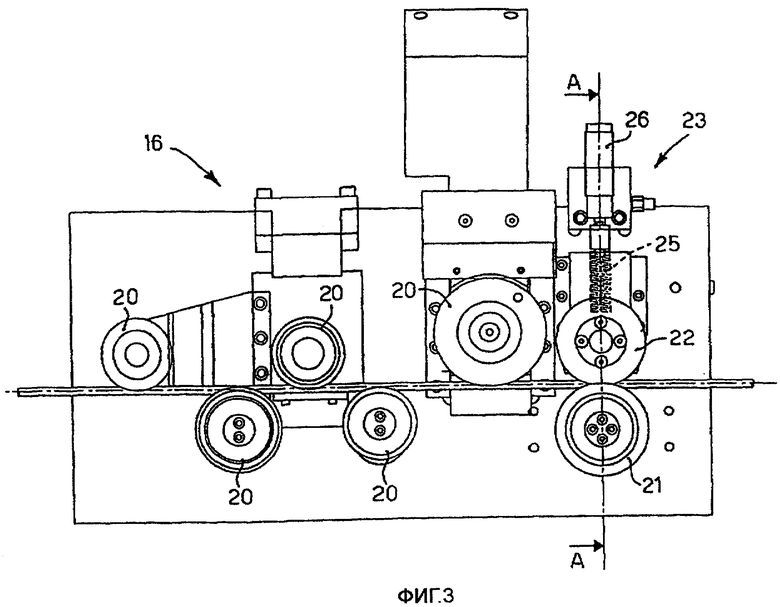
на фиг.3 показана увеличенная деталь машины согласно изобретению в рабочем положении, показанном на фиг.1;
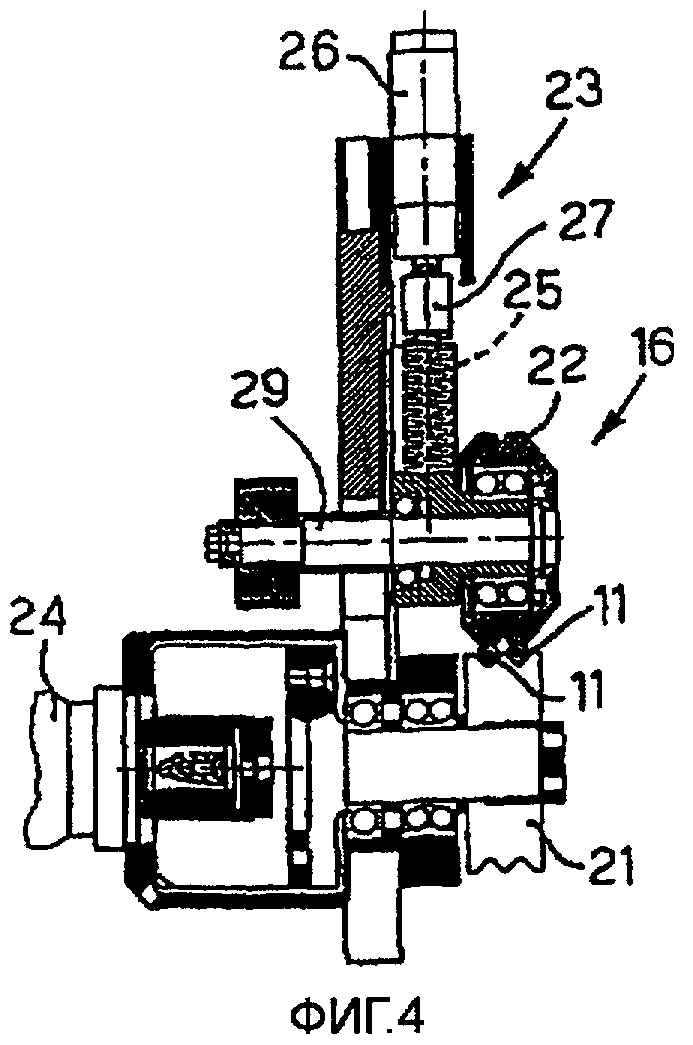
на фиг.4 показано сечение А-А, показанное на фиг.3, в эксплуатационном режиме согласно фиг.1;
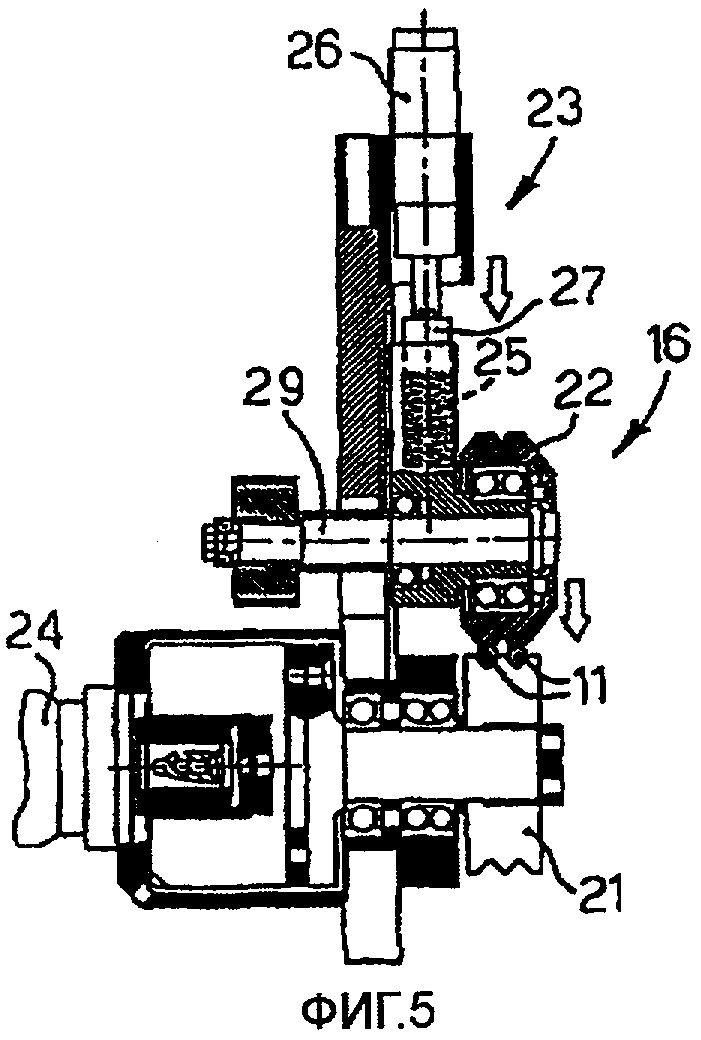
на фиг.5 показано сечение А-А, показанное на фиг.3, в эксплуатационном режиме согласно фиг.2;
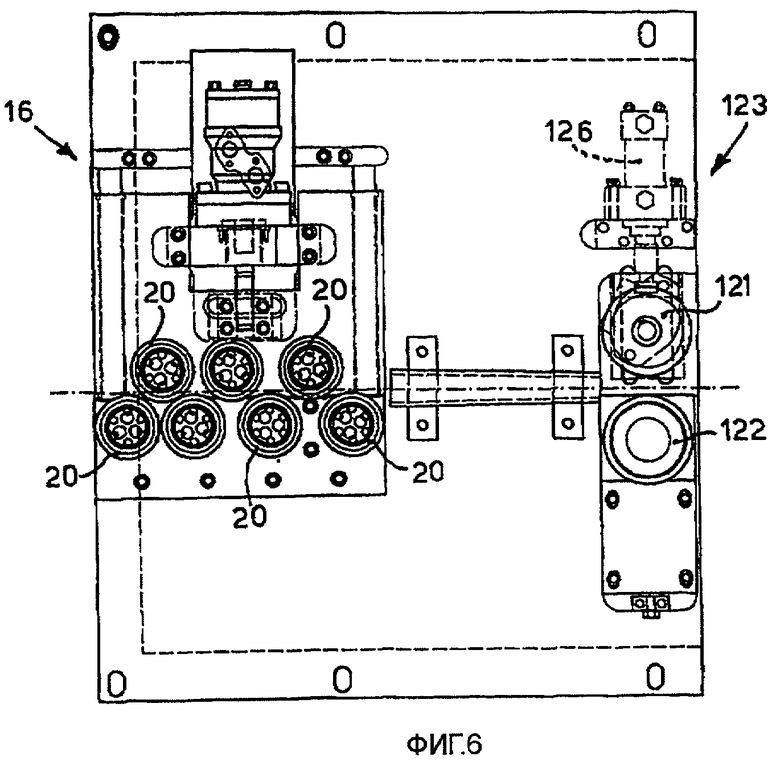
на фиг.6 показана увеличенная деталь варианта машины согласно изобретению;
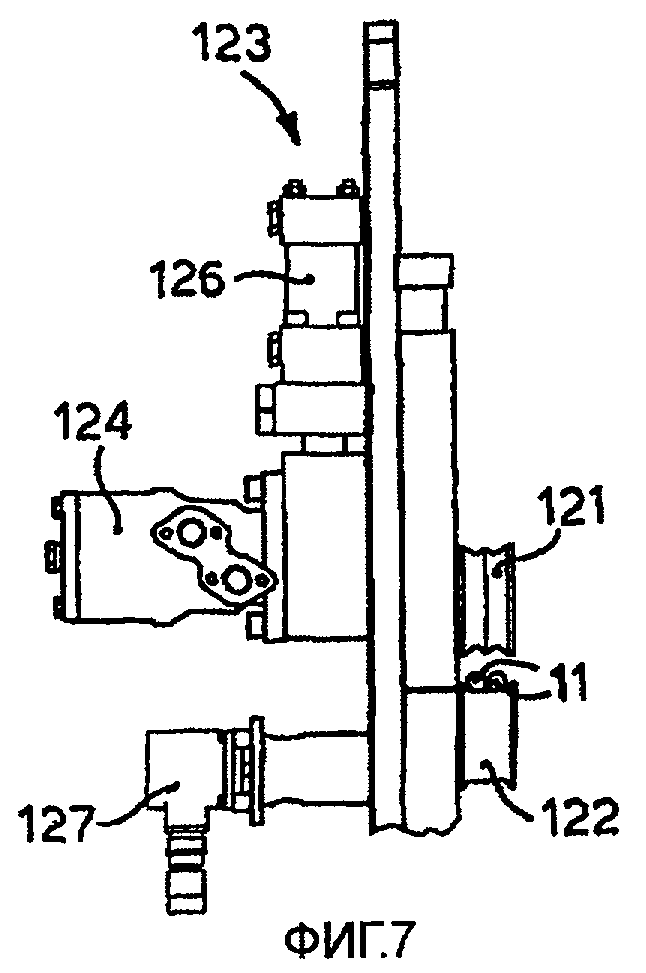
на фиг.7 показан вид сбоку детали, показанной на фиг.6, в эксплуатационном режиме согласно фиг.1;
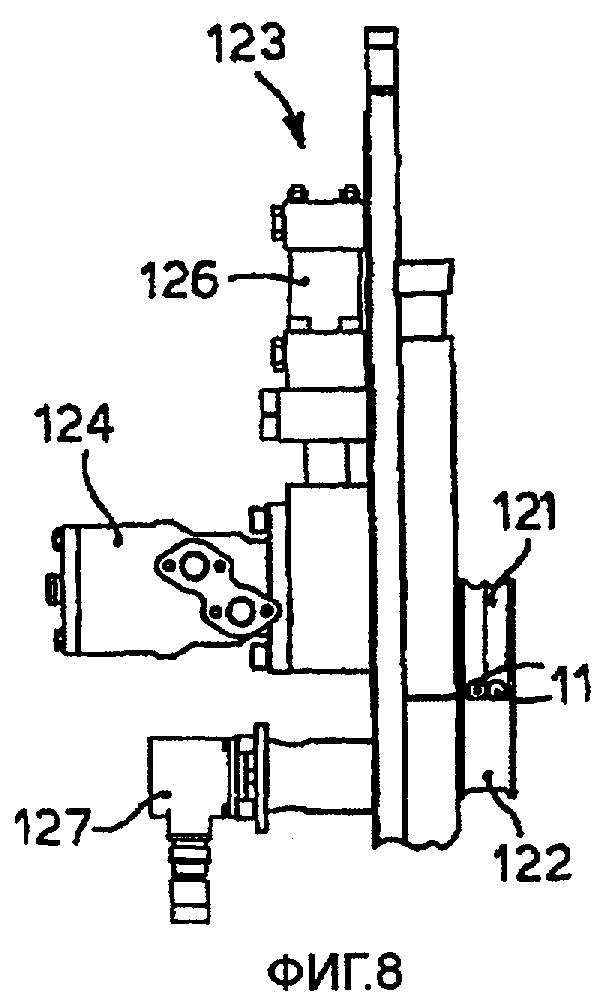
на фиг.8 показан вид сбоку детали, показанной на фиг.6, в эксплуатационном режиме согласно фиг.2.
Детальное описание некоторых предпочтительных вариантов осуществления изобретения
Со ссылкой на прилагаемые чертежи гибочная машина 10 согласно настоящему изобретению предназначена для изготовления профилированных упрочняющих деталей для строительной отрасли, начиная от металлических прутков 11, подаваемых прямо с рулона 12 или бухты. В этом случае два металлических прутка 11, поступающие от двух различных рулонов 12, подаются одновременно в гибочную машину 10, но не может быть исключено, что в гибочную машину 10 может также подаваться единственный металлический пруток 11 или три и более металлических прутка одновременно.
Гибочная машина 10 согласно изобретению по существу включает гибочный узел 13, ножницы 14, расположенные впереди по ходу от гибочного узла 13, первый узел 15 протяжки с парой роликов 19, расположенных впереди по ходу от ножниц 14, и второй узел протяжки, или вспомогательный узел 16 протяжки, расположенный непосредственно впереди по ходу от ножниц 14 и позади по ходу от первого узла 15 протяжки.
В этом случае гибочная машина 10 также включает третий узел 17 протяжки, расположенный позади по ходу от гибочного узла 13 и способный передавать металлические прутки 11 на этапе гибки, называемом гибкой хвостовой части их последнего сегмента.
Второй узел 16 протяжки включает множество роликов 20, один из которых по меньшей мере является приводным, обозначенный в целом ссылочной позицией 21, и по меньшей мере захватывающий ролик 22, расположенный напротив ролика 21 по отношению к металлическому прутку 11. В этом случае приводной ролик 21 подключается к гидравлическому валу двигателя 24.
В частности, захватывающий ролик 22 подвижен по отношению к приводному ролику 21 и связан с зажимным/разжимным устройством 23, которое, как будет объяснено здесь далее подробно, позволяет выборочно регулировать захватывающий ролик 22 между первым эксплуатационным режимом, в котором он не имеет существенно никакого воздействия на протяжку металлических прутков 11 и допускает свободную подачу прутков через второй узел 16 протяжки, и вторым эксплуатационным режимом, в котором он активно участвует в протягивании металлических прутков 11 и позволяет подавать в гибочный узел 13 концевые части или хвостовые части рулона 12, с которого поступают металлические прутки 11, когда последние больше не захвачены первым узлом 15 протяжки или позволяет указанные концевые части удалить из машины.
Каждый захватывающий ролик 22 обычно амортизируется посредством винтовой пружины 25, связанной известным способом с вращающимся валом 29 захватывающего ролика 22 так, чтобы придать последнему упругое вращение и поглотить возможные отклонения от формы и вибрацию металлических прутков 11.
Благодаря воздействию давления, оказываемого винтовой пружиной 25, обращенной вниз на приведенных чертежах, соответствующий захватывающий ролик 22 обычно остается в контакте с приводным роликом 21 при определенном нерабочем давлении, и в любом случае не препятствует протягиванию, при этом указанное определенное давление совершенно отличается от давления металлических прутков 11 при проходе.
При условии такого сжимающего усилия винтовой пружины 25 захватывающий ролик 22 не способен удерживать металлические прутки 11 примыкающими к приводному ролику 21, и, следовательно, второй узел 16 протяжки не выполняет никакого действия над металлическими прутками 11, которые, в противоположность, по существу свободно проходят через него, и функционирует только как направляющая.
В этом случае зажимное/разжимное устройство 23 состоит по существу из гидродинамического привода 26, расположенного выше и соосно винтовой пружине 25 так, что посредством металлического блока 27, связанного с ними, он определяет выборочное осевое сжатие винтовой пружины 25. Это сжатие определяет увеличение давления контакта между захватывающим роликом 22 и приводным роликом 21, так что металлические прутки 11 при проходе между ними захватываются по существу между двумя роликами 21 и 22, и поэтому активно подвергаются протягиванию, сообщенному вторым узлом 16 протяжки.
Гибочная машина согласно настоящему изобретению функционирует следующим образом. При нормальном режиме подачи в гибочный узел 13 (фиг.1), металлические прутки 11 удаляются по существу непрерывно от соответствующих рулонов 12 и передаются в осевом направлении в гибочный узел 13 посредством действия первого узла 15 протяжки. В этом режиме второй узел 16 протяжки остается в его незадействованном эксплуатационном режиме (фиг.4), в котором он не участвует в протягивании металлических прутков 11 и функционирует главным образом как направляющая и амортизатор.
В момент, когда хвостовые части металлических прутков 11 проходят за первый узел 15 протяжки (фиг.2), силовой гидродинамический привод создает указанное давление на винтовую пружину 25 посредством металлического блока 27 так, что металлические прутки 11 при проходе во второй узел протяжки по существу захватываются между двумя роликами 21 и 22 (фиг.5).
Таким образом, вращение, сообщенное гидродинамическим двигателем 24 приводному ролику 21, определяет осевую протяжку металлических прутков 11 по направлению к гибочному узлу 13.
В соответствии с вариантом осуществления изобретения, показанным на фиг.6-8, второй узел 16 протяжки включает кроме роликов 20 по меньшей мере приводной ролик, обозначенный в целом ссылочной позицией 121, и по меньшей мере противостоящий ролик 122, расположенный напротив приводного ролика 121 по отношению к металлическим пруткам 11 и выборочно взаимодействующий с приводным роликом 121 для того, чтобы тянуть металлические прутки 11. В этом случае приводной ролик 121 подключается к валу гидродинамического двигателя 124, который, в свою очередь, устанавливается на металлическом ползуне 127.
В частности, приводной ролик 121 подвижен по отношению к противостоящему ролику 122 и связан с зажимным/разжимным устройством 123, которое, как будет объяснено здесь далее в деталях, допускает выборочную регулировку приводного ролика 121 между первым эксплуатационным режимом, в котором он не взаимодействует с металлическими прутками 11 и позволяет им свободно проходить через второй узел 16 протяжки, и вторым эксплуатационным режимом, в котором он воздействует на металлические прутки 11 и активно участвует в их протягивании. Таким образом, приводной ролик 121 также допускает подачу в гибочный узел 13 концевых частей или хвостовых частей рулона 12, с которого поступают металлические прутки 11, когда последние не захватываются более первым узлом 15 протяжки, или позволяет удалить их из машины.
Каждый противостоящий ролик 122 связан соосно с кодовым датчиком положения 125 или другим типом датчика положения, который допускает метрический подсчет подаваемых металлических прутков 11 и посылает соответствующие сигналы командному и управляющему блоку машины 10 для того, чтобы оптимизировать управление переключением включения/выключения предусмотренных двигателей.
В этом случае зажимное/разжимное устройство 123 включает гидравлический привод 126, расположенный выше и связанный с металлическим ползуном 127 так, чтобы определить его выборочное вертикальное перемещение.
Вертикальное перемещение металлического ползуна 127 определяет движение гидродинамического двигателя 124 и, следовательно, приводного ролика 121 по отношению к противостоящему ролику 122 до контакта с металлическими прутками 11. В этом режиме металлические прутки 11 при проходе захватываются между двумя роликами 121 и 122 и поэтому подвергаются протягиванию, сообщенному вторым узлом 16 протяжки.
Протяжка может быть сообщена либо для подачи в гибочный узел коротких сегментов прутка 11, чтобы изготовить маленькие детали, либо для удаления из машины 10.
Однако должно быть ясно, что могут быть осуществлены модификации и/или дополнения частей или этапов в гибочной машине 10 и соответствующем способе, описанном выше, не выходя за пределы настоящего изобретения.
Например, в пределах объема настоящего изобретения можно обеспечить то, что вместо гидравлического привода 26, зажимное/разжимное устройство 23 может содержать сцепление, способное выборочно реализовать вращение приводного ролика 21 относительно соответствующего гидродинамического двигателя 24 и, следовательно, определить два режима, соответственно, режим невзаимодействия, заставляя приводной ролик 21 быть неработающим, и активный режим протяжки, заставляя приводной ролик 21 тянуть.
Также в пределах объема настоящего изобретения можно создать такое зажимное/разжимное устройство, которое включает движущиеся элементы, связанные, соответственно, с роликами 21 и 22 для того, чтобы возвратно-поступательно помещать на некотором расстоянии последние друг от друга и от оси подачи металлических прутков 11.
Также ясно, что хотя настоящее изобретение было описано со ссылкой на характерные примеры, квалифицированный специалист конечно будет в состоянии получить многие другие эквивалентные варианты гибочной машины для изгибания прутков, особенно прутков, подаваемых с рулона, и соответствующий способ, имеющий особенности, сформулированные в формуле изобретения, и, следовательно, все находящиеся в пределах объема защиты.
Заявленная группа изобретений относится к области обработки металлов давлением и может быть использована для профилирования металлических прутков, подаваемых с рулона. Машина включает гибочный узел для металлических прутков, узел резания, расположенный впереди по ходу от гибочного узла для отрезания металлических прутков по размеру, первый узел протяжки, расположенный впереди по ходу от узла резания для раскручивания металлических прутков из рулона и подачи их к гибочному узлу, и второй узел протяжки, расположенный между узлом резания и первым узлом протяжки и снабженный захватывающими элементами. Второй узел протяжки включает избирательные зажимные/разжимные элементы, которые воздействуют на захватывающие элементы, чтобы выборочно конфигурировать второй узел протяжки между первым не влияющим эксплуатационным режимом, в котором захватывающие элементы не препятствуют подаче металлических прутков, и вторым активным эксплуатационным режимом, в котором захватывающие элементы вступают во взаимодействие с последними сегментами рулона, больше не захваченными первым узлом протяжки, и подают их в гибочный узел. Повышается надежность машины и качество профилированных прутков. 2 н. и 9 з.п. ф-лы, 8 ил.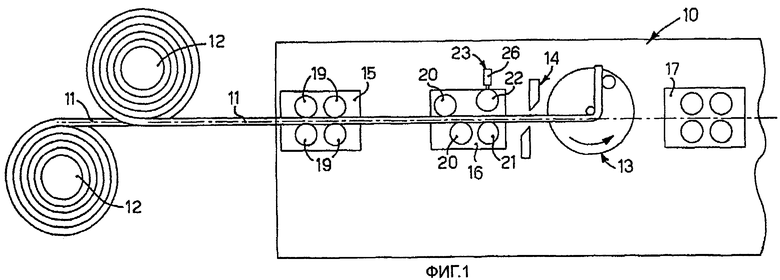
1. Гибочная машина для профилирования металлических прутков (11), подаваемых с рулона (12), при этом указанная машина содержит по меньшей мере гибочный узел (13) для указанных металлических прутков (11), узел (14) резания, расположенный впереди по ходу от указанного гибочного узла (13) и приспособленный отрезать указанные металлические прутки (11) по размеру, первый узел (15) протяжки, расположенный впереди по ходу от указанного узла (14) резания и приспособленный раскручивать указанные металлические прутки (11) из указанного рулона (12), чтобы подавать их в указанный гибочный узел (13), второй узел (16) протяжки, расположенный между указанным узлом (14) резания и указанным первым узлом (15) протяжки и снабженный захватывающими элементами (21, 22, 121, 122), отличающаяся тем, что указанный второй узел (16) протяжки содержит избирательные зажимающие/разжимающие средства (23, 123), способные воздействовать на указанные захватывающие элементы (21, 22, 121, 122), чтобы избирательно конфигурировать указанный второй узел (16) протяжки между по меньшей мере первым эксплуатационным режимом, в котором указанные захватывающие элементы (21, 22, 121, 122) не препятствуют подаче указанных металлических прутков (11), и вторым активным эксплуатационным режимом, в котором захватывающие элементы. (21, 22, 121, 122) вступают во взаимодействие с последними сегментами рулона (12), когда указанные последние сегменты не захвачены больше первым узлом (15) протяжки.
2. Машина по п.1, отличающаяся тем, что указанные избирательные зажимающие/разжимающие средства (23, 123) включают по меньшей мере приводной элемент (26, 126), связанный по меньшей мере с одним из захватывающих элементов (21, 22, 121, 122) и способный перемещать его по отношению к другим указанным захватывающим элементам (21, 22, 121, 122) для того, чтобы выборочно определять первый указанный эксплуатационный режим и указанный второй активный эксплуатационный режим.
3. Машина по п.1, отличающаяся тем, что указанные захватывающие элементы содержат по меньшей мере приводной ролик (21, 121) и по меньшей мере захватывающий или противостоящий ролик (22, 122), расположенный напротив указанного приводного ролика (21, 121) относительно указанных металлических прутков (11), и выборочно взаимодействующий с указанным приводным роликом (21, 121) так, чтобы выборочно тянуть указанные металлические прутки (11).
4. Машина по п.3, отличающаяся тем, что указанный захватывающий ролик (22) является подвижным по отношению к указанному приводному ролику (21) и связан с указанными избирательными зажимающими/разжимающими средствами (23, 123).
5. Машина по п.3, отличающаяся тем, что указанный приводной ролик (121) является подвижным по отношению к противостоящему ролику (122) и связан с указанными избирательными захватывающими/разжимными средствами (123).
6. Машина по п.3, отличающаяся тем, что указанный захватывающий ролик (22) связан по меньшей мере с амортизационным элементом (25), отличающаяся тем, что указанный приводной элемент (26) расположен над указанным амортизационным элементом (25) так, чтобы определять выборочное сжатие указанного амортизационного элемента (25) и, следовательно, увеличивать давление контакта между указанным захватывающим роликом (22) и указанным приводным роликом (21, 121) в указанном втором активном эксплуатационном режиме.
7. Машина по п.1, отличающаяся тем, что указанные избирательные зажимающие/разжимающие средства (23,123) содержат по меньшей мере элемент сцепления, связанный по меньшей мере с одним из указанных захватывающих элементов (21, 22, 121, 122) и способный сделать его выборочно неработающим так, чтобы определить первый невлияющий эксплуатационный режим или указанный второй активный эксплуатационный режим.
8. Машина по п.1, отличающаяся тем, что она также включает третий узел (17) протяжки, расположенный позади по ходу от указанного гибочного узла (13).
9. Машина по п.3, отличающаяся тем, что указанный противостоящий ролик (122) связан с кодовым датчиком положения (125) или другим типом датчика положения, который позволяет осуществлять метрический подсчет металлических прутков (11) при проходе.
10. Способ профилирования металлических прутков (11), подаваемых с рулона (12), посредством гибочной машины, включающей по меньшей мере гибочный узел (13) для указанных металлических прутков (11), узел (14) резания, расположенный впереди по ходу от указанного гибочного узла (13) для того, чтобы отрезать указанные металлические прутки (11) по размеру, первый узел (15) протяжки, расположенный впереди по ходу от указанного узла (14) резания для того, чтобы раскручивать указанные металлические прутки (11) из указанного рулона (12) и подавать их в указанный гибочный узел (13), и второй узел (16) протяжки, расположенный между указанным узлом (14) резания и указанным первым узлом (15) протяжки и снабженный захватывающими элементами (21, 22, 121, 122), отличающийся тем, что он включает по меньшей мере первую стадию, в которой указанные металлические прутки захватываются в первом узле (15) протяжки, а указанный второй узел (16) протяжки сконфигурирован в первом эксплуатационном режиме, в котором указанные захватывающие элементы (21, 22, 121, 122) не препятствуют подаче указанных металлических прутков (11), и вторую стадию, в которой указанные металлические прутки (11) не захватываются больше в первом узле (15) протяжки, а указанный второй узел (16) протяжки сконфигурирован в активном эксплуатационном режиме, в котором указанные захватывающие элементы (21, 22 121, 122) вступают во взаимодействие с последними сегментами рулона (12) и подают в указанный гибочный узел (13) или удаляют указанные последние сегменты из машины.
11. Способ по п.10, отличающийся тем, что он включает по меньшей мере стадию метрического подсчета металлических прутков (11) при проходе, осуществляемую противостоящим роликом (122), связанным с кодовым датчиком положения (125) или другим типом датчика положения указанного второго узла (16) протяжки.
| ДИНАМИЧЕСКИЙ МАНИПУЛЯТОР | 2019 |
|
RU2723846C1 |
| Устройство для изготовления арматурных изделий | 1978 |
|
SU721167A1 |
| Устройство для гибки пространственных арматурных каркасов | 1989 |
|
SU1675524A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2185908C2 |
| US 3713317 A, 30.01.1973. | |||

