Изобретение относится к технологии машиностроения, в частности к пластическим деформационным способам обработки в промежутке механических операций, и может быть использовано перед окончательной обработкой осесимметричных деталей, например: валов, осей, штоков и др. Известен способ обработки длинномерных осесимметричных деталей, включающих пластическую деформацию растяжением, взятый за аналог [1].
Недостатком данного способа является пластическая деформация последовательно по участкам между захватами. Контроль температуры проводится контактным способом в центре участка. Охлаждение и разгрузку проводят по участкам. Дискретный способ осевой пластической деформации и неконтролируемое остывания приводит к неравномерному распределению осевых остаточных напряжений в сечениях и по длине детали. Совокупность недостатков приводит к потере геометрической точности в процессе эксплуатации изделия.
Наиболее близким способом к заявленному изобретению, выбранного в качестве прототипа, является способ термосиловой обработки длинномерных осесимметричных деталей, включающий деформацию осевой силой путем автоматического управления силового привода с обратной связью по величине деформации и автоматическим бесконтактным контролем температуры нагрева детали. При достижении заданной величины деформации проводится замер и расчет равномерности деформации по всей длине детали. При достижении требуемой величины равномерности деформации, нагрев детали отключают [2].
Недостатком данного способа является контроль неравномерности деформации только на поверхности детали, что не позволяет контролировать деформации по сечению по всей ее длине в процессе силовой нагрузки. Равномерность деформации по шагу резьбы на поверхности детали не соответствует равномерности деформации по сечению, а следовательно и остаточные напряжения по сечению неравномерны. Оценка неравномерности по средней величине обрабатываемых участков снижает точность измерения. Дискретный способ осевой пластической деформации приводит к неравномерному распределению осевых остаточных напряжений в сечениях и по длине детали. Совокупность недостатков приводит к потере геометрической точности в процессе эксплуатации изделия.
Задача, на решение которой направлено данное изобретение, заключается в повышении качества изготовления заготовок маложестких осесимметричных деталей с достижением следующих результатов: повышения стабильности размеров и формы длинномерных осесимметричных маложестких деталей за счет устранения направленности осевых остаточных напряжений, оставшихся после заготовительной операции; стабилизации рабочих усилий деформирования за счет выбора рациональной схемы нагружения; уничтожение технологической наследственности за счет полной перестройки структуры материала путем выборочного приложения внешних сил растяжения детали, что ведет к более равномерному распределению осевых остаточных напряжений по длине детали и приводит к минимизации пластической деформации готового изделия в эксплуатационный период.
Данная задача решается путем осевого деформирования посредством автоматически управляемых силовых электрогидравлических приводов с одновременным автоматическим контролем температуры температурным. Датчик температуры в виде тепловизора одновременно контролирует переход упругой деформации в пластическую деформацию путем контроля перехода отрицательной температуры детали в положительную температуру детали. Равномерность температуры оценивают по длине детали и ее среднюю величину принимают за среднюю начальную температуру детали. Далее контролируют скорости повышения температуры по длине детали при появлении зон очагового нагрева и зон образования шеек автоматически включают воздушный обдув для охлаждения зон образования шеек до начальной средней температуры. Циклы контроля и деформирования повторяют до температуры, при которой осевая пластическая деформация составляет ε=0.8-1%. При достижении постоянной скорости температуры по длине детали и при отсутствии зон очагового нагрева по длине детали деформирование прекращают и осуществляют автоматическое охлаждение детали с равномерной скоростью до температуры окружающей среды. Установка для осевого деформирования зафиксированной осесимметричной детали снабжена двумя пустотелыми полуцилиндрами, которые установлены относительно друг друга на расстоянии H=5d, где d - диаметр детали. На внутренних стенках полуцилиндров установлены форсунки, а на внешних стенках установлены идентично расположению форсунок управляемые дроссели. Выходы дросселей подключены к входу форсунок, а на их входы подключены выходы воздушных насосов. Форсунки и дроссели размещены равномерно вокруг центральной оси установки в три ряда с шагом 45° и по длине с шагом L=5d в каждом ряду, где L - расстояние между форсунками, d - диаметр детали. Датчик температуры и преобразователь установлены на отдельной стойке. К выходам блока управления включены контуры управления воздушным охлаждением, которые включают в себя: воздушный насос, управляемые дроссели и форсунки. Контур управления температурой включает преобразователь и последовательно соединенный с ним датчик температуры. Контур управления силовой пластической деформацией включает два электрогидропривода с механизмами захвата.
Управление равномерного двухстороннего силового воздействия обеспечивает равномерную деформацию, что снижает уровень остаточных напряжений трех родов и обеспечивает уменьшение времени релаксации и стабилизирует дислокационные процессы.
Использование контура управления для охлаждения пиковых зон температур материала заготовки позволяет обеспечить равномерность осевых остаточных и рабочих напряжений, что устраняет коробление оси заготовки при эксплуатации.
Бесконтактный контроль пиковых зон температуры по длине детали позволяет выявить зоны образования шеек, зоны неравномерности рабочих напряжений, что устраняет неравномерность осевых остаточных напряжений.
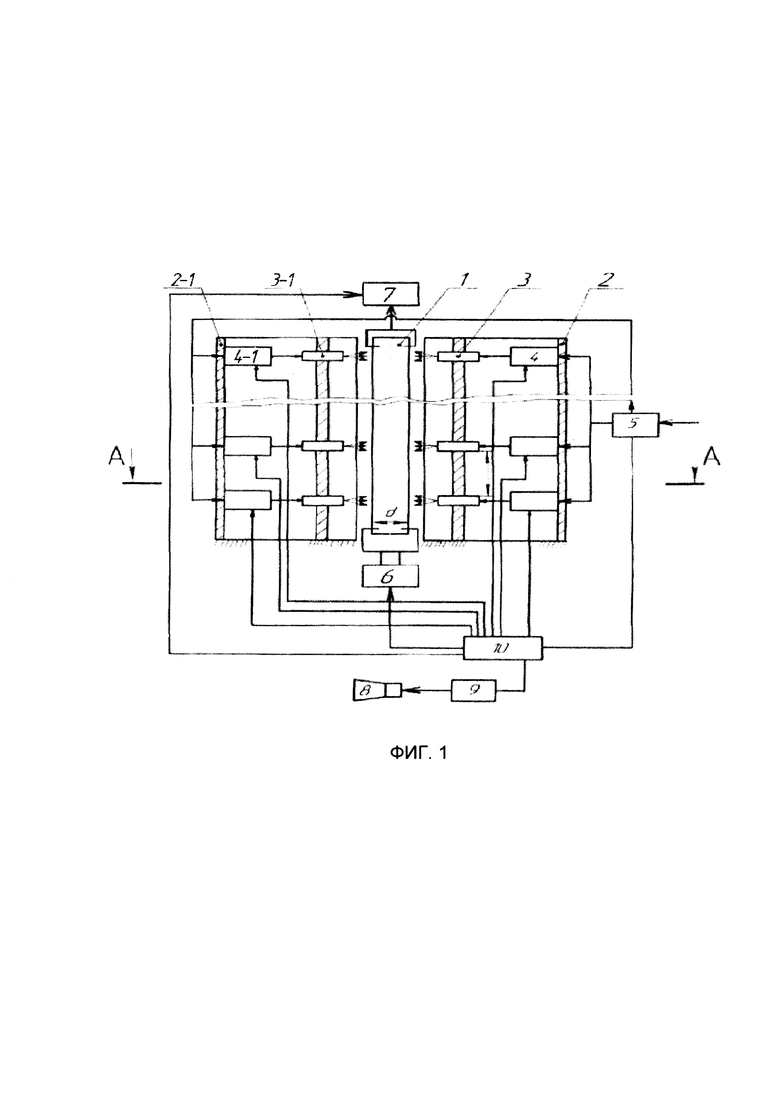
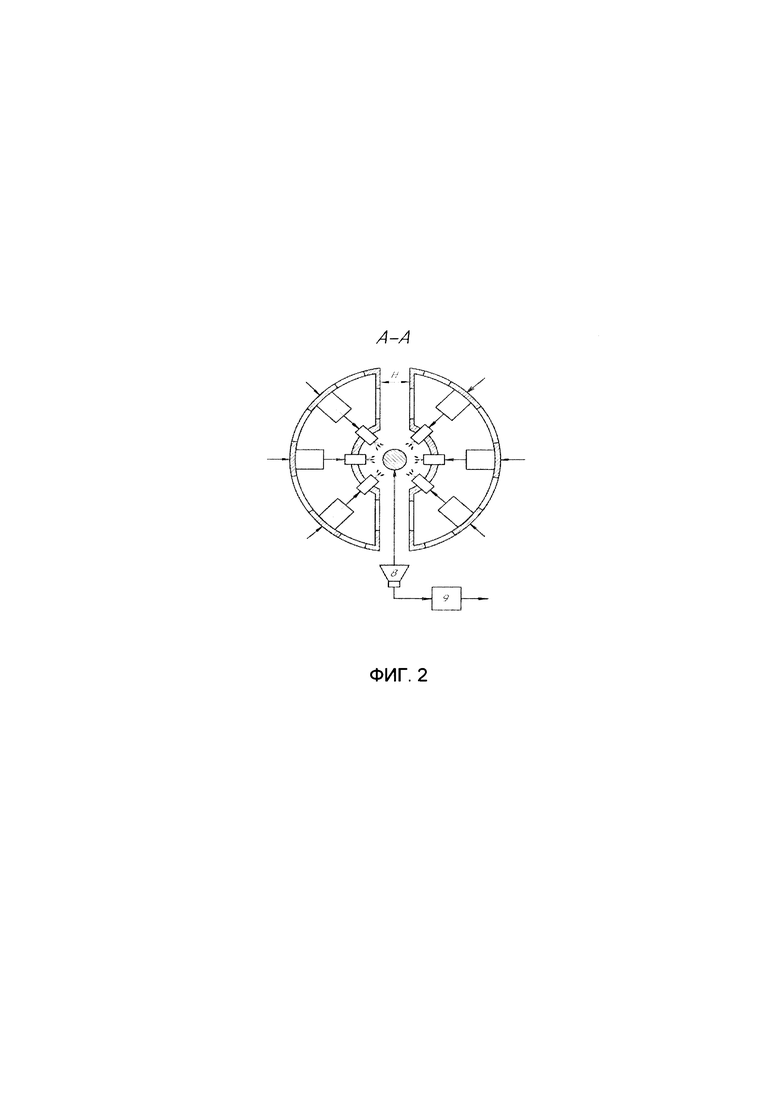
Предлагаемое изобретение иллюстрировано чертежами, представленными на фиг. 1-2. На фиг. 1 приведен общий вид установки для охлаждения длинномерных деталей. На фиг. 2 показан разрез А-А фиг. 1
Способ осевого деформирования зафиксированной осесимметричной детали осуществляется следующим образом. Деталь устанавливают в центр установки, жестко фиксируют в захватах и устанавливают между двух секций установки с зазором равным двум диаметрам детали. При осевой деформации автоматически управляют силовыми гидравлическими приводами, причем растягивающие усилия направлены в противоположные стороны. Деталь нагревают управляемым источником постоянного тока. Одновременно включают датчик температуры - тепловизор и контролируют момент перехода упругой деформации в пластическую по всей длине детали. В момент перехода отрицательной температуры детали в положительную температуру детали, оценивают равномерность температуры по длине ее детали. А среднюю величину принимают за среднюю начальную температуру детали. Далее контролируют скорость повышения температуры материала детали и при появлении зон очагового нагрева и зон образования шеек автоматически включают воздушный обдув. Это обеспечивает охлаждение зон образования шеек до начальной средней температуры. Далее циклы контроля и деформирования повторяют до температуры, когда осевая пластическая деформация должна находиться в пределах ε=08÷1%. Далее при достижении постоянной скорости температуры по длине детали и при отсутствии зон очагового нагрева деформирование детали останавливают. Для охлаждения детали с равномерной скоростью до температуры окружающей среды автоматически включают воздушный обдув в зоны утонения. Циклы повторяют при условии появления новых зон утонения до достижения деформации ε=1%, при постоянстве скорости изменения температуры на всей длине вала.
Установка осевого деформирования зафиксированной осесимметричной детали для автоматического охлаждения зон нагрева длинномерных маложестких деталей фиг. 1 и 2 содержит двухсекционную 2 и 2-1. Каждая секция устанавливается друг относительно друга на расстоянии H=2÷3d, где d - диаметр детали. Секции выполнены в виде двух пустотелых замкнутых секторов цилиндров. На внутренних стенках секций установлены форсунки 3 и 3-1, а на внешних установлены управляемые дроссели 4 и 4-1, входы которых подключены к входу форсунок 3 и 3-1, а выходы дросселей подключены к выходу воздушного насоса 5. Форсунки и дроссели размещены равномерно по периметру детали с шагом 45° и по длине с шагом L=2-÷3d, где L - расстояние между форсунками, установленными по длине детали. Деталь 1 своими концами фиксируется в механизмах захвата на фиг. 1 показаны условно и жестко закреплена на штоках электрогидроприводов 6-7. Управляемый источник постоянного тока для нагрева детали 1 на фиг. 1 не показан. На отдельной стойке установлен тепловизор 8 и преобразователь 9 (на фиг. 2 стойка не показана). Тепловизор 8 и преобразователь 9 соединены последовательно и подключены к выходу блока управления 10.
Источники информации
1. Патент РФ № 2709127, кл. C21D 7/13, C21D 8/00, 2019.
2. Патент РФ № 2615852, кл. C21D 7/13, 2015.
Группа изобретений относится к способу осевого деформирования зафиксированной осесимметричной детали и установке для его осуществления. Способ включает фиксацию детали с двух концов в вертикальном положении, осевое деформирование с одновременным осуществлением бесконтактного контроля температуры заготовки датчиком температуры в виде тепловизора и охлаждение. Осевое деформирование осуществляют посредством автоматически управляемых силовых электрогидравлических приводов с одновременным автоматическим контролем температуры температурным датчиком температуры в виде тепловизора, при этом одновременно контролируют переход упругой деформации в пластическую деформацию путем контроля перехода отрицательной температуры детали в положительную температуру детали, оценивают равномерность температуры по длине детали и ее среднюю величину принимают за среднюю начальную температуру детали, далее контролируют скорость повышения температуры по длине детали, при этом при появлении зон очагового нагрева и зон образования шеек автоматически включают воздушный обдув для охлаждения зон образования шеек до начальной средней температуры, далее циклы контроля и деформирования повторяют до температуры, при которой осевая пластическая деформация составляет ε=0.8-1%, а при достижении постоянной скорости температуры по длине детали и при отсутствии зон очагового нагрева по длине детали деформирование прекращают и осуществляют автоматическое охлаждение детали с равномерной скоростью до температуры окружающей среды. Установка содержит контур управления воздушным охлаждением, включающий воздушный насос, управляемые дроссели и форсунки, контур управления температурой, включающий преобразователь и последовательно соединенный с ним датчик температуры и контур управления силовой пластической деформацией, включающий два электрогидропривода с механизмами захвата. Технический результат заключается в повышении стабильности размеров и формы длинномерных маложестких деталей, уничтожении технологической наследственности и минимизации пластической деформации готового изделия в эксплуатационный период. 2 н.п. ф-лы, 2 ил.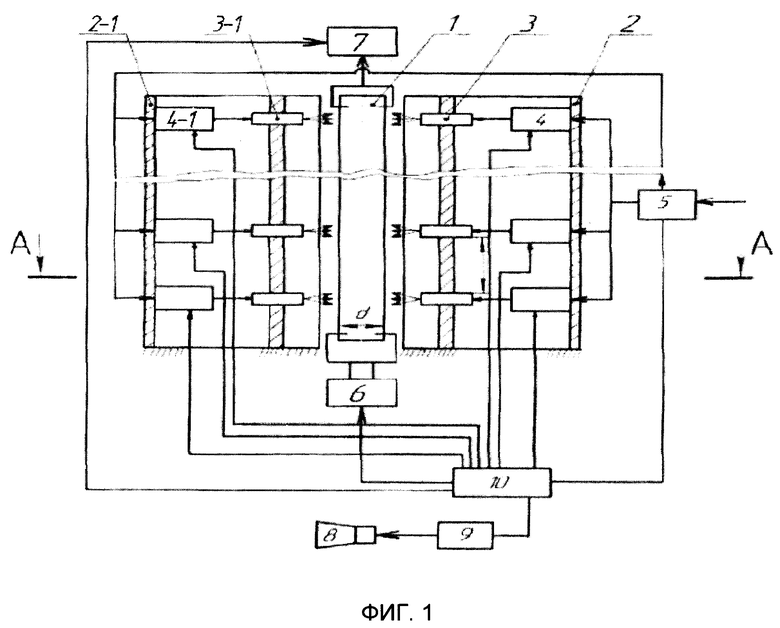
1. Способ осевого деформирования зафиксированной осесимметричной детали, включающий фиксацию детали с двух концов в вертикальном положении, осевое деформирование с одновременным осуществлением бесконтактного контроля температуры заготовки датчиком температуры в виде тепловизора и охлаждение, отличающийся тем, что осевое деформирование осуществляют посредством автоматически управляемых силовых электрогидравлических приводов с одновременным автоматическим контролем температуры датчиком температуры в виде тепловизора, при этом одновременно контролируют переход упругой деформации в пластическую деформацию путем контроля перехода отрицательной температуры детали в положительную температуру детали, оценивают равномерность температуры по длине детали и ее среднюю величину принимают за среднюю начальную температуру детали, далее контролируют скорость повышения температуры по длине детали, при этом при появлении зон очагового нагрева и зон образования шеек автоматически включают воздушный обдув для охлаждения зон образования шеек до начальной средней температуры, далее циклы контроля и деформирования повторяют до температуры, при которой осевая пластическая деформация составляет ε=0.8÷1%, а при достижении постоянной скорости температуры по длине детали и при отсутствии зон очагового нагрева по длине детали деформирование прекращают и осуществляют автоматическое охлаждение детали с равномерной скоростью до температуры окружающей среды.
2. Установка для осевого деформирования зафиксированной осесимметричной детали способом по п.1, содержащая блок управления, два электрогидропривода, механизмы захвата с двумя захватами, жестко закрепленными на штоках электрогидроприводов, бесконтактный датчик температуры и преобразователь, отличающаяся тем, что установка снабжена двумя пустотелыми полуцилиндрами, которые установлены относительно друг друга на расстоянии H=5d, где d - диаметр детали, при этом на внутренних стенках полуцилиндров установлены форсунки, а на внешних стенках установлены идентично расположению форсунок управляемые дроссели, выходы которых подключены к входу форсунок, а входы дросселей подключены к выходу воздушного насоса, при этом форсунки и дроссели размещены равномерно вокруг центральной оси установки в три ряда с шагом 450 и по длине с шагом L=5d в каждом ряду, где L - расстояние между форсунками, d - диаметр детали, при этом датчик температуры и преобразователь установлены на отдельной стойке, в выходы блока управления включены контур управления воздушным охлаждением, включающий воздушный насос, управляемые дроссели и форсунки, контур управления температурой, включающий преобразователь и последовательно соединенный с ним датчик температуры, и контур управления силовой пластической деформацией, включающий два электрогидропривода с механизмами захвата.
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |
| RU 2015105155 A, 10.09.2016 | |||
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2018 |
|
RU2709127C1 |
| RU 2001104786 A, 27.01.2003 | |||
| Способ обработки нежестких деталей | 1985 |
|
SU1258847A1 |
| US 9580765 B2, 28.02.2017 | |||
| Фотометрический способ определения свободного хлора | 1979 |
|
SU791587A1 |
| JP 2006224135 A, 31.08.2006. | |||

