Настоящее изобретение относится к способу коррекции профиля пленки на раздувных экструзионных линиях, к соответствующей пленке и к рулону.
Изготовление пластмассовой пленки (обычно называемой термином «пленка»), подходящей для гибкой упаковки, в том числе в бытовых или промышленных условиях, растет почти непрерывно в течение нескольких десятилетий, и вместе с увеличением количественного спроса качество изделия также находится в процессе непрерывного развития и специализации.
В частности, в подавляющем большинстве случаев наиболее широко распространенные и используемые пленки, особенно в промышленной области (в которой, естественно, происходит основное потребление по сравнению с бытовым применением), в настоящее время изготавливают, используя так называемые «раздувные» экструзионные линии, на которых применена хорошо известная раздувная экструзионная технология. В этой технологии использованы соответствующим образом направленные и терморегулируемые потоки воздуха для охлаждения и формования желательным образом расплавленной пластмассы (называемой термином «расплав»), выходящей из экструзионной головки.
Распространение этой технологии во всем мире представляет собой полностью установленный и хорошо известный факт, демонстрирующий без какого-либо сомнения тип установки и технологии с наибольшей степенью всемирного распространения.
Кроме того, существуют и другие технологии, которые приводят к изготовлению пластмассовых пленок для упаковки, такие как, например, так называемая «литьевая» технология, согласно которой расплав охлаждают посредством контакта с вращающимся цилиндром, охлаждаемым с применением охлаждающей текучей среды; однако, не считая некоторых специфических четко определенных рынков, раздувная технология, несомненно, является наиболее широко применяемой и распространенной.
Это широкое распространение определенно связано с относительной простотой применения производственных линий, помимо значительной гибкости, которую они обеспечивают с точки зрения разнообразия изделий, которые могут быть экструдированы; наконец, но не в меньшей степени, существует также возможность характеристики пленки с точки зрения физических и механических свойств посредством соответствующей модуляции процесса охлаждения и пленкообразования.
Кроме того, этот заключительный признак представляет собой реальную мощность раздувной технологии, наряду с характерным преимуществом осуществления процесса с очень низкой процентной долей отходов (фактически нулевой в определенных условиях, но даже в худших случаях находящейся в пределах нескольких процентов) и уменьшенным энергопотреблением, и, таким образом, особенно высокой эффективностью по сравнению с альтернативными производственными технологиями.
Одна из весьма немногочисленных, если не единственная трудность или скорее проблема раздувной технологии относится к точности коррекции поперечного профиля изготавливаемой пленки, которая является относительно менее высокой, чем точность, которая может быть достигнута с применением других альтернативных технологий.
Литьевая технология, например, благодаря тому, что она обеспечивает практически пропорциональное соотношение между поперечным размером экструдированного расплава и поперечным размером конечной пленки (если на выходе из головки нет усадочного эффекта сужения, обычно называемого термином «шейка»), а также обеспечивает точное и, главное, однозначное регулирование локальной толщины, которое может быть достигнуто посредством различных систем. Обычно осуществляют механическую коррекцию профиля указанной головки; это становится возможным благодаря тому, что две «стенки» экструзионной головки, как правило, являются независимыми друг от друга, и, таким образом, их относительное положение может быть легко модифицировано.
В случае раздувной технологии, с другой стороны, единственное возможное регулирование представляет собой так называемое «центрирование» головки, которую составляют, в основном, сплошной внутренний диск (так называемый «охватываемый диск») и наружное концентрическое кольцо (так называемое «охватывающее кольцо»); расплав пропускают в канал, который образуется между указанными двумя элементами, и, таким образом, получают характерную цилиндрическую или воронкообразную форму.
Из описанного выше является очевидным, что коррекция профиля пленки, изготовленной с применением раздувной технологии, может лишь исправлять «макродефекты» на общем уровне; по существу, как уже было отмечено, существует лишь возможность достижения (теоретически) идеальной концентричности между охватываемым диском и охватывающим кольцом. Оказывается невозможным, с другой стороны, локальное исправление какого-либо дефекта, созданного возможными проблемами скольжения или вязкости материалов внутри головки, причем эта ситуация, к сожалению, является общей и частой, особенно в случае «многоцелевых» линий (т.е. почти во всех случаях).
Невозможность исправления локальных дефектов профиля приводит, в качестве немедленного и логического последствия, к изготовлению рулонов пленки, отличающихся присутствием так называемых «шнуров», т.е. областей, в которых толщина пленки не является однородной по отношению к остальной части пленки, причем эти области могут быть вогнутыми или выпуклыми, т.е. имеющими большую и меньшую толщину по отношению к средней толщине пленки. В обоих случаях присутствие этой локализованной неоднородности вызывает серьезные проблемы в последующих технологических операциях (таких как соединение, печать, металлизация и т.д.), которым обычно подвергают подавляющее большинство пластмассовых пленок.
Следовательно, поскольку сама концепция раздувной технологии не позволяет решить коренную проблему, были предприняты попытки «обхода» препятствия посредством вмешательства выше по потоку относительно него, т.е. попытки распределения дефектов толщины по всей ширине изготавливаемого рулона, таким образом, чтобы предотвратить возникновение вышеупомянутых шнуров.
Таким образом, были изготовлены вращающиеся головки, которые посредством вращения вокруг своей оси обеспечивали непрерывное распределение локальных дефектов толщины по всей ширине рулона.
Появление и последующее быстрое распространение технологии совместной экструзии, в которой одновременно применяются различные экструдеры (как правило, их число составляет от 3 до 11) для изготовления многослойных пленок, имеющих несопоставимо улучшенные характеристики по сравнению с однослойными пленками, привело к последующему чрезмерному усложнению и недостаточной надежности этого решения, которое вскоре было отвергнуто.
После этого были приняты в эксплуатацию так называемые «осциллирующие приводы», т.е. системы, в которых пленка после ее образования вращается посредством пары «диагональных» планок, которые распределяют системные дефекты толщины пленки в рулоне.
Это решение по-прежнему используют повсеместно, но оно не может полностью решить проблему; фактически, существуют значительные ограничения его применимости в случаях особенно клейких или особенно жестких пленок, поскольку в указанных случаях вращение указанных диагональных планок может очень легко создавать морщины или складки, которые необратимо ухудшают качество рулона.
Таким образом, в последнее время профиль пленки корректировали посредством воздействия на нее активным и непассивным способом, то есть посредством эффективного корректирования ее толщины; это решение, которое является совершенно обычным, и которое в настоящее время, как правило, но не исключительно, осуществляют, используя так называемый «сегментированный диск», расположенный ниже наружного охлаждающего кольца, которое обеспечивает охлаждение наружной части пленки.
На окружности этого диска расположены «n» сегментов, физически разделенных секторами из металла или какого-либо другого материала, совместимого с граничными условиями. Указанные сегменты регулируют количество или температуру (или оба эти параметра) потока воздуха, что, таким образом, обеспечивает регулирование толщины пленки согласно значению вышеупомянутых параметров.
Как правило, принимая в целях сравнения возможность коррекции величины воздушного потока, проходящего через соответствующий сегмент, чем больше воздушный поток, тем более значительное локальное охлаждение пленки будет гарантировано; следовательно, локальная толщина пленки будет больше, чем толщина остальной части пленки, и, поскольку она соответствует более высокой температуре, однако будет присутствовать возможность «растяжения» в машинном направлении и/или в поперечном направлении, и в результате этого конечная толщина уменьшается в остальной части пленки.
Эта технология, наряду с вышеупомянутой возможностью применения осциллирующего привода для распределения ошибок в рулоне, привела к получению указанного рулона, имеющего профиль высокого качества, если и не сопоставимого с качеством, которое может быть получено посредством литьевой технологии, то по меньшей мере достаточного для выполнения требований последующих технологических операций (таких как соединение, печать, металлизация и т.д.).
Однако, как упомянуто выше, вращение осциллирующего привода не всегда может быть применено благоприятным образом; следовательно, активная коррекция профиля остается единственной возможностью исправления дефектов толщины.
Однако даже это решение имеет известные и очевидные ограничения, поскольку активная коррекция профиля воздействует на поперечное сечение расплава, которое является переменным, что определяет соотношение раздува (так называемое соотношение BUR или раздувное соотношение); в частности, для раздувных соотношений, находящихся в пределах «нормального» применения линии этого типа, т.е. составляющих от 2:1 до 4:1, сегмент коррекционного кольца, который, как правило, но не обязательно имеет размер, составляющий приблизительно 25 мм, фактически «расширяет» свое рабочее сечение в 2-4 раза с соответствующим относительным уменьшением разрешения.
Другими словами, сегмент обязательно воздействует на часть расплава, выходящего из экструзионной головки, имеющей постоянный размер, который, как уже было указано выше, как правило, составляет приблизительно 25 мм в ширину, но согласно раздувной технологии это оказывается абсолютно нормальным и в некоторых случаях необходимым для улучшения характеристик пленки, чтобы воздействовать на тип ориентации в поперечном направлении («TD») по отношению к движению пленки, раздувая пузырь до тех пор, пока он не приобретет диаметр, который превышает в 2-4 раза диаметр исходной головки. Таким образом, это выглядит так, как если бы единственный сегмент, на который воздействует коррекция профиля, «растягивался» в поперечном направлении, физически увеличиваясь в размере с кратностью, равной соотношению BUR.
Следовательно, даже когда применяются все вспомогательные средства, описанные выше, дефекты профиля пленок, изготовленных с помощью раздувной технологии, не могут быть полностью устранены ни в одном случае, поскольку они представляют собой характерные дефекты самого процесса экструзии, которая с применением полимерных смол, которые описывает «статистическое распределение» их физико-химических характеристик, в свою очередь, подвержена этой изменчивости, которая не может быть определена никаким образом и определенно не является контролируемой.
Некоторые примеры вышеуказанных способов активной коррекции профиля однослойной или многослойной пленки на экструзионной линии с применением раздувной технологии раскрыты в следующих документах: ЕР 2514580 А2, DE 10029175 A1, DE 4218996 A1, GB 2243 73 A, JP 2004122435 A, JP 2005254647 А.
Таким образом, цель настоящего изобретения заключается в том, чтобы решить эту техническую проблему с совершенно новой точки зрения, скрывая/маскируя дефекты профиля пленки, но не устраняя дефекты; кроме того, как можно видеть, оказывается практически невозможным их полное устранение, поскольку дефекты также зависят от факторов, свойственных природе полимера, который составляет пленку, и, по существу, указанные дефекты часто имеют меньший поперечный размер, чем разрешение регулирующего инструмента.
Как разъясняется выше, минимальная ширина, на которую воздействует система коррекции профиля, фактически составляет приблизительно 25 мм; это значение, в свою очередь, умножают на BUR; следовательно, разрешение системы коррекции профиля посредством сегментированного диска всегда составляет по меньшей мере более чем или равняется 25 мм, т.е. оказывается невозможным исправление каким-либо образом возможного дефекта толщины, если ширина составляет менее чем указанное значение.
Учитывая поперечное сечение пленки и полагая, что дефекты профиля могут быть идентифицированы как возвышенные или пониженные области по отношению к центральной линии, цель настоящего изобретения заключается не в том, чтобы устранить эти возвышенные и пониженные области, но в том, чтобы заполнять пространства между возвышенными или пониженными областями до тех пор, пока не будет обеспечена постоянная толщина, т.е. цель заключается в том, чтобы создать «преднамеренный переменный дефект», способный компенсировать неизбежные дефекты, которые образуются в процессе изготовления пленки.
Таким образом, задача настоящего изобретения заключается в том, чтобы определить устройство и способ коррекции профиля пленок, изготовленных с применением раздувной технологии, которые преодолевают недостатки предшествующего уровня техники.
Все проблемы, указанные выше, могут быть замечательным образом преодолены настоящим изобретением, которое предлагает создание устройства и способа активной коррекции профиля пленок, изготовленных с применением раздувной технологии, которые способны обойти ограничения, обнаруженные в документах предшествующего уровня техники, в отношении как точности, так и функциональности.
Таким образом, задача настоящего изобретения относится к способу активной коррекции профиля однослойной или многослойной пленки на экструзионной линии с применением раздувной технологии, причем указанный способ отличается тем, что он включает стадию активной коррекции профиля, на которой образуется указанный профиль пленки, посредством синусоидальной волны, подвижной в поперечном направлении и имеющей амплитуду, практически равную достигаемому допуску профиля с базовой коррекцией профиля, и переменную скользящую частоту, при этом стадию активной коррекции профиля осуществляют посредством диска, имеющего «n» сегментов, физически разделенных секторами из металла или любого другого совместимого материала, которые регулируют количество или температуру, или оба параметра потока охлаждающего воздуха.
С другой стороны, период этой синусоидальной волны тесно связан с разрешением коррекционной системы, которая может производить указанную волну, и, таким образом, оказывается в значительной степени ограниченным доступным оборудованием, т.е. признаками конструкции системы коррекции профиля.
Волна представляет собой «синусоидальную кривую», полностью определяемую и определенную ее амплитудой и частотой, причем частота является пропорциональной степени дефекта, не исправленного системой базовой коррекции профиля.
Стадия активной коррекции профиля, т.е. создания профиля посредством синусоидальной кривой, осуществляется посредством алгоритма управления, который, на основании теоретических вычислений, подтвержденных последующими экспериментами в реальных условиях эксплуатации, допускает немедленное создание синусоидальной волны, без необходимости ожидания какой-либо обратной связи от измерителя толщины в течение фазы фактического изготовления пленки, но придерживается максимального значения дефекта, прогнозируемого для каждой точки пленки на основании теоретических вычислений и обнаруживаемого при каждом считывании показаний измерительных систем в фазе начальной разработки конкретного производства.
По существу, каждое производство имеет фазу начальной разработки установки для достижения режима; в течение этой фазы начальной разработки измерители толщины обнаруживают дефекты толщины в каждой точке пленки, изготовленной с применением только базовой коррекции, т.е. без коррекции способом согласно настоящему изобретению. На основании этого измерения и на основании теоретических вычислений, подтвержденных экспериментами в реальных условиях эксплуатации, определяют специфические значения амплитуды и частоты синусоидальной волны для пленки в процессе ее изготовления, при этом, как указано выше, период синусоидальной волны представляет собой величину, которая, хотя и имеет также значительную важность, в значительной степени определяется признаками конструкции системы коррекции профиля, которая, как можно видеть, может приобретать наиболее изменчивые и переменные формы.
Таким образом, в способе активной коррекции согласно настоящему изобретению амплитуда синусоидальной волны, пропорциональная степени существующей ошибки, определяется в фазе начальной разработки изготовления пленки, в которой определяют толщину и, следовательно, дефекты профиля в каждой точке пленки, изготовленной с применением базовой коррекции.
Таким образом, синусоидальная кривая определяется по амплитуде степенью существующей ошибки, в то время как частота зависит от технологических условий линии (таких как скорость, толщина, мощность потока и т.д.).
Таким образом, априорное определение частоты является затруднительным; специалист в данной области техники, разумеется, способен определять ее на основании анализа воздействия указанной волны на профиль пленки.
Таким образом, измерители толщины используют для определения профиля пленки «без» синусоидальной волны, чтобы осуществлять измерение, которое позволяет, как указано выше, определять амплитуду волны; они обеспечивают исправленную обратную связь с системой коррекции профиля для первого исправления, т.е. для осуществления стадии активной коррекции профиля пленки способом согласно настоящему изобретению с применением синусоидальной волны, имеющей правильную амплитуду.
После этого стадию активной коррекции профиля пленки осуществляют первый раз с применением синусоидальной волны, имеющей определенную амплитуду и частоту, теоретически вычисленную на основании характеристик производственной линии, и системы измерения толщины обеспечивают вторую обратную связь, что также позволяет оптимизировать частоту волны для данного производства.
Таким образом, в способе активной коррекции согласно настоящему изобретению частота синусоидальной волны определяется на первой сессии изготовления пленки с применением синусоидальной волны, имеющей определенную амплитуду.
При этом система коррекции профиля действует автоматически, в то время как системы измерения толщины постоянно взаимодействует с коррекционной системой, чтобы проверять надежность и эффективность синусоидальной кривой, определяемой таким способом, с возможностью модификации синусоидальной волны в случае отклонения от данных, вычисленных и определенных при первом пуске.
Однако описанные выше операции относятся к первому пуску конкретного производства пленки; другими словами, как только определяются наиболее существенные значения, характеризующие синусоидальную волну (т.е. амплитуда и частота, поскольку, как уже было упомянуто, период представляет собой значение, определяемое формой конструкции системы коррекции профиля и, таким образом, подверженное ограничениям механической природы), они сохраняются в конкретной процедуре, имеющей отношение к указанному производству, таким образом, что они могут быть востребованы и повторно использованы каждый раз, когда осуществляется указанное производство. Таким образом, как только будут определены и сохранены указанные значения, время установки режима линии становится сокращенным по абсолютной величине и совместимым с производственными требованиями, теоретически составляя даже менее чем время, требуемое для «классической» коррекционной системы с осциллирующим приводом, которая, как можно видеть, всегда является ограниченной не только в отношении скорости реакции сегментированного диска, но также в отношении скорости вращения привода.
Следующие задачи настоящего изобретения также относятся к однослойной или многослойной пленке, имеющей профиль, который может быть получен способом активной коррекции согласно настоящему изобретению, и к рулону, образованному указанной однослойной или многослойной пленкой.
В тексте настоящей патентной заявки базовая коррекция профиля означает коррекцию, осуществляемую сначала посредством соединения охватываемого диска и охватывающего кольца в головке, а затем посредством диска для тонкого регулирования профиля, т.е. посредством диска, имеющего «n» сегментов, физически разделенных секторами из металла или какого-либо другого материала, совместимого с граничными условиями, который регулирует количество или температуру (или оба параметра) охлаждающего воздушного потока, что позволяет, как описано выше, сокращать, но не устранять дефекты толщина пленки.
Как правило, посредством создания дефекта элемента, сопоставимого с уже существующим дефектом, и обеспечения его движения в поперечном направлении по всей ширине пленки, способ/система согласно настоящему изобретению имеет возможность скрытия/маскировки дефектов, которые не могут быть исправлены посредством существующей коррекционной системы, вызывая своего рода «виртуальное скольжение» пленки или получение такого же эффекта, который возникает с применением физического вращения осциллирующего привода.
Стадия активной коррекции профиля пленки в способе согласно настоящему изобретению может быть осуществлена посредством такого же сегментированного диска, который осуществляет базовую коррекцию профиля пленки.
По существу, работает такой же сегментированный диск, описанный выше и в настоящее время используемый только для базовой коррекции профиля, также с применением конкретного алгоритма управления, который «накладывает» на существующий профиль базовой коррекции также и второй профиль активной коррекции, который, посредством синусоидальной волны, является подвижным в поперечном направлении, имея амплитуду, практически равную достигаемому допуску профиля с базовой коррекцией профиля, и имея переменную скользящую частоту, на основании разнообразных факторов (которые, как правило, но не исключительно, могут представлять собой скорость линии, конечную ширину изготавливаемой пленки, толщину пленки и другие факторы), обеспечивает активную коррекцию профиля пленки согласно настоящему изобретению.
Существуют многочисленные преимущества решения согласно настоящему изобретению, связанные с различными аспектами как способа, так и линии для производства многослойной пленки с применением раздувной технологии.
Первое преимущество решения согласно настоящему изобретению заключается в том, что оно делает присутствие осциллирующего привода полностью бесполезным, обеспечивая следующие значительные выгоды:
i) в отношении производительности: даже особенно клейкие или жесткие пленки фактически могут быть успешно обработаны в отличие от того, что в настоящее время наблюдается с применением систем предшествующего уровня техники, в которых предусмотрено присутствие осциллирующего привода;
ii) в экономическом отношении: значительная экономия с точки зрения первоначальных капиталовложений на приобретение экструзионной линии, в составе которой осциллирующий привод представляет собой значительную часть указанных капиталовложений.
Кроме того, благодаря устранению осциллирующего привода, возникает последующее непосредственное и постоянное согласование между сегментами диска для регулирования профиля и относительным положением на пленке и, таким образом, на конечном рулоне; другими словами, благодаря присутствию осциллирующего привода, единственный сегмент, регулируемый диском, непрерывно изменяет положение на конечном рулоне, делая невозможным, например, преднамеренное создание «шнуров» толщины в фиксированном и контролируемом положении, что представляет собой чрезвычайно важные возможности для определенных применений.
Пример этого требования представляет собой изготовление растягивающихся пленок, имеющих малую толщину, для промышленного и бытового применения; в указанных случаях, т.е. в случаях, в которых номинальная толщина пленки может составлять даже менее чем 10 микрон, важно изготовить пленку, имеющую две тонкие боковые полоски значительно большей толщины, даже вдвое превышающей номинальную толщину, чтобы улучшить прочностные свойства пленки, однако без значительного увеличения плотности.
Очевидно, что изготовление пленки этого типа было бы невозможным с применением «традиционной» линии, поскольку если бы был использован осциллирующий привод, было бы полностью утрачено согласование между сегментами диска и конечным рулоном, и при этом был бы также блокирован привод, не считая шнуров, образованных на краях рулона, и, таким образом, желательных, были бы также образованы дополнительные нежелательные шнуры вследствие невозможности их надлежащей коррекции.
Другой аналогичный случай, но имеющий противоположную цель, относится к осуществлению так называемого установки однонаправленного растяжения, также называемой термином «MDO», которая уменьшает конечную толщину пленки посредством ее растяжения в направлении намотки также с различной кратностью.
Эта операция, осуществляемая посредством вращающихся с различными скоростями цилиндров, с которых стягивается пленка, также неизбежно приводит к образованию двух боковых краев, имеющих большую толщину, чем остальная часть пленки, вследствие физического эффекта, создаваемого шейкой, которая образуется в течение операции растяжения.
В этом случае существует очевидная необходимость создания профиля исходной пленки, т.е. пленки до установки однонаправленного растяжения (MDO), с краями, имеющими вогнутую форму, таким образом, что последующая операция растяжения не приводит к образованию нежелательных чрезмерных значений толщины.
Кроме того, возможность наличия идеального и постоянного согласования, как уже было упомянуто, между сегментами диска для коррекции профиля и физическим положением пленки в рулоне обеспечивает простое и выгодное применение так называемых «портальных» систем для измерения толщины на основании технологии рентгеновского излучения, бета-излучения или инфракрасного излучения (или любой другой технологии, для которой требуется эта конфигурация).
Эта возможность в настоящее время является в значительной степени ограниченной необходимостью присутствия в указанных «портальных» измерительных системах не только источника излучения, но также приемника, расположенного идеально параллельно по отношению к источнику.
Очевидно, что эта возможность не может быть практически осуществлена с применением классической раздувной экструзионной линии, снова вследствие вращения привода, которое непрерывно выводит пленку из согласования по отношению к головке. В противном случае было бы необходимым осуществление сложных и «медленных» вычислительных алгоритмов, которые основаны только на вычисленном положении осциллирующего привода, и, таким образом, оказался бы невозможным учет какого-либо возможного поперечного «скольжения» пленки. Это скольжение всегда является возможным и действительно становится чрезмерно частым вследствие конфигурации диагональных планок осциллирующего привода, помимо очевидной зависимости от природы пленки.
Таким образом, в способах и системах предшествующего уровня техники использованы менее точные системы измерения толщины, так называемые «емкостные» системы, которые по своему разрешению являются несопоставимыми с «портальными» системами, и, кроме того, все они не способны измерять с обоснованной степенью надежности толщину полимеров, таких как полиамид (РА) и сополимер этилена и винилового спирта (EVOH), которые особенно часто используют для изготовления пищевых упаковок, имеющих специфические характеристики непроницаемости по отношению к кислороду и представляющих собой упаковки, внутри которых должна быть гарантирована какая-либо модифицированная атмосфера.
На прилагаемой фиг. 1 представлен пример профиля пленки, изготовленной:
a) с применением раздувной экструзионной линии, без осуществления стадии активной коррекции профиля пленки способом согласно настоящему изобретению, но с осуществлением стадии базовой коррекции профиля пленки (фиг. 1А);
b) с применением раздувной экструзионной линии и осуществлением как стадии базовой коррекции профиля пленки, так и стадии активной коррекции профиля пленки способом согласно настоящему изобретению (фиг. 1В);
а также пример профиля рулона, полученного с применением указанной пленки (а) (фиг. 1С) и указанной пленки (b) (фиг. 1D).
Из фиг. 1 в целом ясно, что способ/система активной коррекции пленки не только позволяет улучшать профиль индивидуальной пленки или индивидуальной локальной части пленки, но также обеспечивает получение рулона «высокого качества», т.е. рулона с увеличенным допуском максимальной толщины, превышающим 30%, что представляет собой чрезвычайно важный результат.
По существу, упорядочение профиля пленки также приводит к очевидному улучшению профиля рулона с улучшенным результатом по сравнению с результатом, который может быть получен с применением вращающегося привода, который не приводит к физической модификации профиля пленки, но просто «распределяет» ошибки таким образом, что они становятся самостоятельно компенсированными.
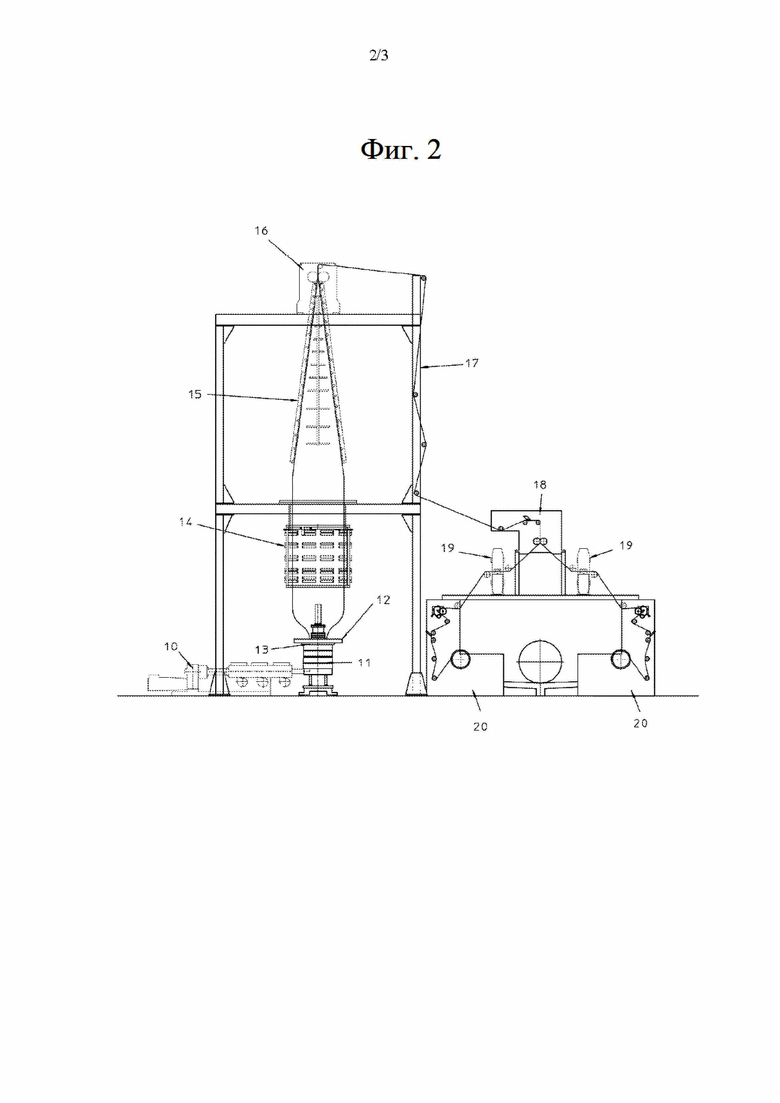
Пример экструзионной линии, которая допускает осуществление способа согласно настоящему изобретению, схематически представлен на фиг. 2, где проиллюстрированы:
- по меньшей мере один экструдер 10 (число экструдеров может быть безусловно переменным в зависимости от конечного желательного изделия);
- экструзионная головка 11 или «головка» (экструзионная головка может иметь любые формы или размеры в отношении как диаметра выпуска, так и числа слоев пленки);
- наружное охлаждающее кольцо 12 с возможность применения атмосферного или терморегулируемого воздуха;
- сегментированный диск 13 для базовой коррекции профиля и для активной коррекции профиля посредством введения «преднамеренного» дефекта (как подробно описано выше, оказываются возможными разнообразные решения посредством коррекции воздушного потока или его локальной температуры, или посредством сочетания указанных двух параметров, или с применением любых других способов, которые определяют изменчивость локальной толщины пленки); при этом в указанном сегментированном диске может быть использован такой же воздух, который использован для охлаждающего кольца 12, с применением независимого источника воздуха или с применением общего источника воздуха, используемого и для других целей, включая воздух, полученный непосредственно из атмосферы, или воздух с регулируемой температурой;
- калибровочная корзина 14;
- ряд валиков 15 для уплощения трубы;
- привод 16, обычно, но не исключительно состоящий из пары приводных роликов, находящихся в контакте друг с другом;
- опорная конструкция 17, которая поддерживает описанные выше элементы;
- система 18 для разрезания трубки и разделения двух конечных пленок;
- две измерительные системы 19 мостикового типа, по одной для каждой изготовленной пленки; измерительная система может относиться к «портальному» типу, который, как указано выше, является более точным, или также к «емкостному» типу;
- пара намоточных устройств 20 для изготовления рулонов.
Очевидно, что конечная конфигурация экструзионной линии может отличаться во множестве деталей от конфигурации, которая описана выше и схематически проиллюстрирована на фиг. 2, без нарушения представленной концепции коррекции профиля.
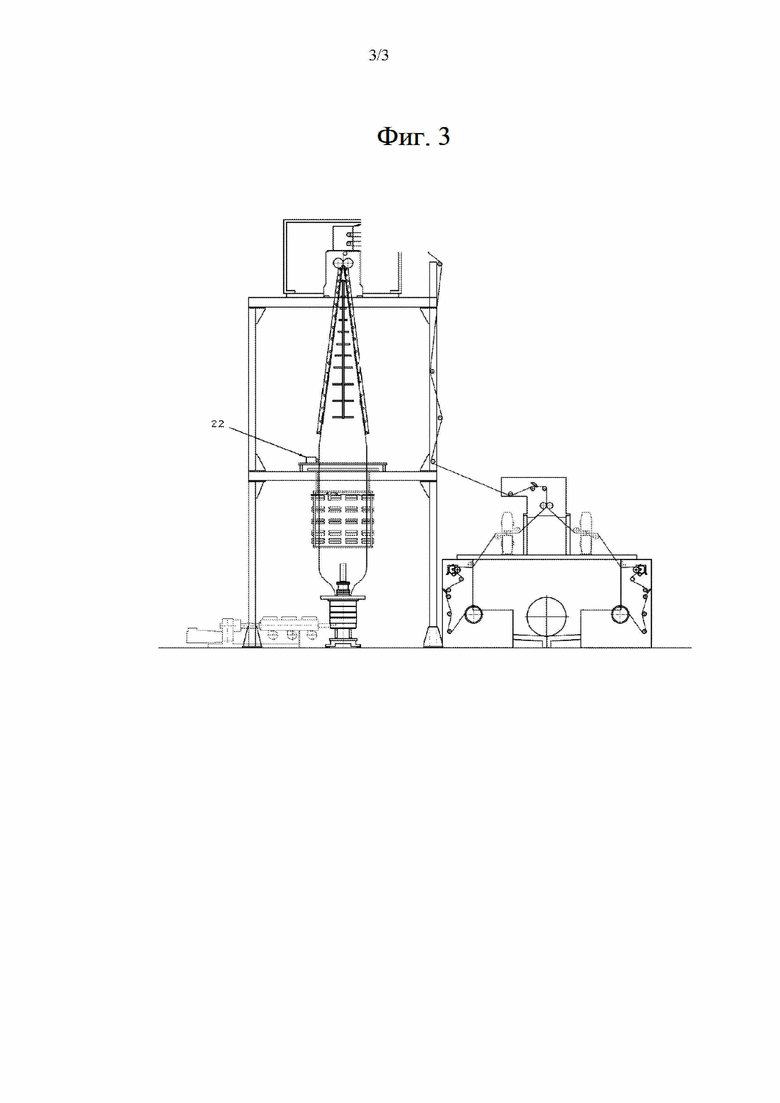
Как проиллюстрировано на фиг. 3, например, в целях обеспечения максимальной гибкости в применении экструзионной линии, было бы также возможным обеспечение линии с присутствием осциллирующего привода 21 и измеряющей толщину системы 22 емкостного типа, пригодной для применения, если должен быть изготовлен единственный рулон, или без стадии разреза трубки. Для производства этого типа, как правило, не обеспечивающего особенно «высокое качество», и, таким образом, с меньшей необходимостью создания идеального профиля, считается абсолютно достаточным традиционное решение осцилляционного привода наряду с лишь базовой коррекцией толщины пленки посредством сегментированного диска, в то время как решение, предложенное в настоящем документе, ни в каком случае не допускает точной коррекции профиля вследствие невозможности определения той из двух сторон, образующих трубку, которой может быть приписан возможный дефект профиля, определяемый измерительной системой с одним мостиком, которая используется для измерения. Таким образом, в раздувной экструзионной линии, представленной на фиг. 3, в зависимости от характеристик конечной пленки, может быть применен способ согласно предшествующему уровню техники или способ согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛЕНКИ, ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2448838C2 |
| ПОЛИПРОПИЛЕН ДЛЯ ПРИМЕНЕНИЯ В ПЛЕНКАХ | 2014 |
|
RU2648675C2 |
| Пленка на основе полипропилена | 2021 |
|
RU2815096C1 |
| Многослойная пленка | 2017 |
|
RU2752589C2 |
| ПОЛИЭТИЛЕНЫ И СОПОЛИМЕРЫ ЭТИЛЕНА ДЛЯ ЭКСТРУЗИОННО-РАЗДУВНОЙ ПЛЕНКИ | 2017 |
|
RU2765179C2 |
| Полипропиленовые пленки с улучшенными оптическими и механическими свойствами | 2015 |
|
RU2705056C2 |
| ПРОМЕЖУТОЧНАЯ ПЛЕНКА ДЛЯ МНОГОСЛОЙНОГО СТЕКЛА И МНОГОСЛОЙНОЕ СТЕКЛО | 2015 |
|
RU2693108C2 |
| ПОЛИЭТИЛЕНЫ И СОПОЛИМЕРЫ ЭТИЛЕНА ДЛЯ ЭКСТРУЗИОННО-РАЗДУВНОЙ ПЛЕНКИ | 2017 |
|
RU2727776C1 |
| СПОСОБЫ И СИСТЕМЫ ОПЕРАТИВНОГО КОНТРОЛЯ ФУНКЦИОНАЛЬНОГО СЛОЯ ПЛЕНКИ, СОДЕРЖАЩЕГО ПОДДАЮЩИЙСЯ ОБНАРУЖЕНИЮ КОМПОНЕНТ | 2018 |
|
RU2742755C1 |
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |

Изобретение относится к способу активной коррекции профиля однослойной или многослойной пленки на экструзионной линии посредством раздувной технологии. Техническим результатом является скрытие/маскировка неустранимых дефектов профиля пленки. Технический результат достигается способом активной коррекции профиля однослойной или многослойной пленки на экструзионной линии посредством раздувной технологии, который включает стадию активной коррекции профиля, на которой посредством синусоидальной волны создают указанный профиль пленки, подвижный в поперечном направлении, с амплитудой, практически равной достигаемому допуску профиля с базовой коррекцией профиля, и имеющий переменную скользящую частоту. Причем стадию активной коррекции профиля осуществляют посредством диска, имеющего «n» сегментов, физически разделенных секторами из металла или любого другого совместимого материала, которые регулируют количество или температуру или оба параметра потока охлаждающего воздуха. При этом синусоидальная волна имеет амплитуду и частоту, пропорциональную степени дефекта, не исправленного посредством системы базовой коррекции профиля. Причем амплитуда синусоидальной волны определена на стадии начальной разработки производства пленки, а толщину и, следовательно, дефекты профиля определяют в каждой точке пленки, изготовленной посредством базовой коррекции. 3 н. и 2 з.п. ф-лы, 6 ил.
1. Способ активной коррекции профиля однослойной или многослойной пленки на экструзионной линии посредством раздувной технологии, причем указанный способ включает стадию активной коррекции профиля, на которой посредством синусоидальной волны создают указанный профиль пленки, подвижный в поперечном направлении, с амплитудой, практически равной достигаемому допуску профиля с базовой коррекцией профиля, и имеющий переменную скользящую частоту, причем стадию активной коррекции профиля осуществляют посредством диска, имеющего «n» сегментов, физически разделенных секторами из металла или любого другого совместимого материала, которые регулируют количество или температуру или оба параметра потока охлаждающего воздуха; при этом указанный способ отличается тем, что синусоидальная волна имеет амплитуду и частоту, пропорциональную степени дефекта, не исправленного посредством системы базовой коррекции профиля, причем амплитуда синусоидальной волны определена на стадии начальной разработки производства пленки, при этом толщину и, следовательно, дефекты профиля определяют в каждой точке пленки, изготовленной посредством базовой коррекции.
2. Способ активной коррекции по п. 1, в котором синусоидальная волна определена посредством алгоритма управления.
3. Способ активной коррекции по п. 1, в котором частота синусоидальной волны определена на первой сессии изготовления пленки с применением синусоидальной волны, имеющей определенную амплитуду.
4. Однослойная или многослойная пленка, отличающаяся профилем, получаемым с применением способа активной коррекции по одному или нескольким из пп. 1-3.
5. Рулон, состоящий из однослойной или многослойной пленки по п. 4.
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ РЫБНЫЕ В ТОМАТНОМ СОУСЕ" | 2013 |
|
RU2514580C1 |
| DE 10029175 A1, 13.06.2001 | |||
| DE 4218996 A1, 16.12.1993 | |||
| JP 2004122435 A, 22.04.2004 | |||
| Передача от чурака к перу самопишущего прибора (индикатора) для учета режима работы лущильного станка | 1936 |
|
SU52474A1 |
| Система управления процессом формообразования экструдируемого пленочного рукава | 1988 |
|
SU1549772A1 |

