Настоящее изобретение касается области техники прокатной технологии. Конкретно, изобретение касается горячей прокатки прокатываемого материала из металлического материала, в частности стали или алюминия, с получением катаной полосы в прокатной клети.
Уровень техники
Из WO 2017/215595 A1 известно, что и верхний, и нижний рабочий валок прокатной клети имеют конический участок, проходящую внутрь рабочую поверхность и цилиндрический уступ. Верхний рабочий валок смонтирован в прокатной клети в обратном направлении к нижнему рабочему валку. Для продления кампании прокатки предусмотрено смещать рабочие валки во время прокатки в противоположных осевых направлениях. При этом одна кромка прокатываемой полосы всегда лежит на грани между коническим участком и рабочей поверхностью. С помощью этой меры срок службы рабочих валков при кампании прокатки без замены или перешлифовки может продлеваться до 150 км и больше. Как может изменяться эффективный контур рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети с получением катаной полосы, из этой публикации не явствует.
Краткое изложение изобретения
Задача изобретения заключается в том, чтобы предложить способ и устройство для изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети между двумя рабочими валками с получением катаной полосы.
Так как рабочие поверхности во время горячей прокатки изнашиваются, контур рабочего валка во время эксплуатации в целом иной, чем исходный контур рабочего валка, то есть тот контур, который рабочий валок имеет до начала горячей прокатки. Под эффективным контуром рабочей поверхности рабочего валка должен пониматься контур, который должна была бы иметь рабочая поверхность (не смещенного в осевом направлении во время горячей прокатки) рабочего валка, так чтобы при горячей прокатке прокатываемого материала у прокатываемой полосы настраивался определенный профиль или, соответственно, определенная плоскостность.
Предлагаемая изобретением задача решается соответственно с помощью способа по пп.1-4 формулы изобретения, а также с помощью устройства по п.7 формулы изобретения. Предпочтительные варианты осуществления являются каждый предметом зависимых пунктов формулы изобретения.
С одной стороны, решение поставленной изобретением задачи обеспечивается с помощью способа уменьшения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети с получением катаной полосы по п.1 формулы изобретения, при этом прокатная клеть включает в себя:
- верхний рабочий валок и нижний рабочий валок, при этом каждый рабочий валок имеет два конца для вращательной опоры рабочего валка в подушках;
- при этом каждый рабочий валок в осевом направлении имеет конический участок и после него рабочую поверхность;
- при этом рабочие поверхности рабочих валков перед горячей прокаткой имеют нецилиндрический исходный контур;
- при этом верхний рабочий валок смонтирован в обратном направлении к нижнему рабочему валку;
- при этом каждый рабочий валок имеет отдельное смещающее устройство для осевого смещения рабочего валка, включающего в себя этапы способа:
- горячая прокатка прокатываемого материала между двумя рабочими валками, при этом радиальная протяженность рабочей поверхности рабочего валка во время прокатки сокращается на Δr;
- осевое смещение рабочих валков в противоположных направлениях на путь  смещения, при этом Δr указывает износ рабочей поверхности в радиальном направлении (R), а α угол подъема конического участка данного рабочего валка.
смещения, при этом Δr указывает износ рабочей поверхности в радиальном направлении (R), а α угол подъема конического участка данного рабочего валка.
Вследствие «уменьшения эффективного контура» контур рабочей поверхности уплощается или, соответственно, выравнивается. Другими словами, при этом эффективный контур становится более плоским. Благодаря этому может уменьшаться т.н. «strip crown» (англ. профиль полосы), например, C0, C25, C40.
Прокатная клеть, а также рабочие валки прокатной клети выполнены, например, в соответствии с фиг.1 WO 2017/215595. Однако в настоящем изобретении не обязательно необходимо, чтобы рабочие поверхности рабочих валков были выполнены, проходя внутрь. Прокатываемый материал подвергается горячей прокатке в межвалковом зазоре между верхним и нижним рабочим валком прокатной клети, при этом рабочие валки вследствие контакта с прокатываемым материалом изнашиваются. Конкретно, радиус рабочих поверхностей вследствие износа рабочих валков уменьшается на Δr. Во избежание кромок износа в рабочих поверхностях рабочих валков рабочие валки смещаются каждый в противоположных осевых направлениях, например, верхний рабочий валок вправо, а нижний рабочий валок влево. Когда данный рабочий валок смещается на путь смещения, эффективный контур рабочей поверхности уменьшается, вследствие чего подвергается целенаправленному влиянию профиль или, соответственно, плоскостность прокатываемой полосы. Вследствие уменьшения эффективного контура полоса в области кромок полосы несколько утолщается, что прямо и непосредственно сказывается на профиле или, соответственно, плоскостности полосы. Δr указывает износ рабочей поверхности рабочего валка в радиальном направлении, а α - угол подъема конического участка данного рабочего валка.
Эквивалентным этому образом для уменьшения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети с получением катаной полосы по п.2 формулы изобретения скорость v осевого смещения, т.е. первая производная по времени пути s смещения, рабочего валка может устанавливаться на значение  .
.  указывает скорость износа рабочей поверхности рабочего валка в радиальном направлении.
указывает скорость износа рабочей поверхности рабочего валка в радиальном направлении.
При этом возможно, чтобы скорость v смещения устанавливалась в течение продолжительного времени на значение больше  , или чтобы скорость v смещения устанавливалась только в пределах ограниченного окна времени во время эксплуатации на значение больше .
, или чтобы скорость v смещения устанавливалась только в пределах ограниченного окна времени во время эксплуатации на значение больше .
С другой стороны, решение поставленной изобретением задачи осуществляется с помощью способа увеличения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети с получением катаной полосы по п.3, при этом прокатная клеть включает в себя:
- верхний рабочий валок и нижний рабочий валок, при этом каждый рабочий валок имеет два конца для вращательной опоры рабочего валка в подушках;
- при этом каждый рабочий валок в осевом направлении имеет конический участок и после него рабочую поверхность;
- при этом рабочие поверхности рабочих валков перед горячей прокаткой имеют нецилиндрический исходный контур;
- при этом верхний рабочий валок смонтирован в обратном направлении к нижнему рабочему валку;
- при этом каждый рабочий валок имеет отдельное смещающее устройство для осевого смещения рабочего валка, включающего в себя этапы способа:
- горячая прокатка прокатываемого материала между двумя рабочими валками, при этом радиальная протяженность рабочей поверхности рабочего валка во время прокатки сокращается на Δr;
- осевое смещение рабочих валков в противоположных направлениях на путь  смещения, при этом Δr указывает износ рабочей поверхности в радиальном направлении, а α - угол подъема конического участка данного рабочего валка.
смещения, при этом Δr указывает износ рабочей поверхности в радиальном направлении, а α - угол подъема конического участка данного рабочего валка.
Путем «увеличения эффективного контура» по п.3 или 4 формулы изобретения достигается противоположный эффект, чем путем «уменьшения эффективного контура» по пп.1 или 2 формулы изобретения. Другими словами, с помощью способа по пп.3 или 4 формулы изобретения эффективный контур становится более крутым. Благодаря этому может увеличиваться т.н. «strip crown» (англ. профиль полосы), например, C0, C25, C40.
Также в варианте осуществления по п.3 формулы изобретения прокатная клеть может или, соответственно, рабочие валки прокатной клети могут быть выполнены, например, в соответствии с фиг.1 WO 2017/215595. И здесь не обязательно необходимо, чтобы рабочая поверхность рабочих валков была выполнена, проходя внутрь. В противоположность п.1 формулы изобретения каждый рабочий валок смещается на путь смещения. Благодаря этому эффективный контур рабочих валков увеличивается или, соответственно, этот контур делается более крутым, вследствие чего подвергается целенаправленному влиянию профиль или, соответственно, плоскостность прокатываемой полосы. Вследствие увеличения эффективного контура полоса в области кромок полосы несколько утоняется, что прямо и непосредственно сказывается на профиле или, соответственно, плоскостности полосы. Δr снова указывает износ рабочей поверхности рабочего валка в радиальном направлении, а α - угол подъема конического участка данного рабочего валка.
Эквивалентным этому образом для увеличения эффективного контура прокатываемой полосы по п.4 формулы изобретения скорость v осевого смещения, т.е. первая производная по времени пути s смещения, рабочего валка может устанавливаться на значение  . указывает скорость износа рабочей поверхности рабочего валка в радиальном направлении.
. указывает скорость износа рабочей поверхности рабочего валка в радиальном направлении.
При этом также возможно, чтобы скорость v смещения устанавливалась в течение продолжительного времени на значение больше 0 и меньше , или чтобы скорость v смещения устанавливалась только в пределах ограниченного окна времени во время эксплуатации на значение больше 0 и меньше .
Таким образом, способы по пп.1 и 2 формулы изобретения по сравнению с пп.3 и 4 формулы изобретения покрывают противоположные целевые установки. По пп.1 и 2 формулы изобретения эффективный контур рабочей поверхности рабочего валка уменьшается, в отличие от чего по пп.3 и 4 формулы изобретения эффективный контур рабочей поверхности рабочего валка увеличивается.
В частности, при горячей прокатке в прокатной клети очень тонких полос, например, имеющих толщину от 0,5 до 2 мм, предлагаемым изобретением способом подвергается влиянию, прежде всего, плоскостность, и менее сильно профиль полосы. Это обусловлено тем, что так называемое поперечное течение у очень тонких полос невелико. В отличие от этого, при применении предлагаемого изобретением способа у полос, имеющих толщину ˃ 2 мм, подвергается влиянию, прежде всего, профиль, и менее сильно плоскостность полосы.
При исследованиях компании-заявительницы выяснилось, что посредством осевого пути s смещения или, соответственно, скорости v осевого смещения рабочих валков в зависимости от износа Δr или, соответственно, скорости износа может подвергаться целенаправленному влиянию профиль и/или плоскостность прокатываемой полосы. Так, выяснилось, что осевое смещение рабочего валка на путь смещения или, соответственно, скорость смещения приводит к уменьшению или, соответственно, уплощению эффективного контура. При этом эффективный контур становится более плоским. С другой стороны, выяснилось, что осевое смещение рабочего валка на путь смещения или, соответственно, скорость смещения приводит к увеличению или, соответственно, к увеличению крутизны эффективного контура.
Поставленная изобретением задача решается также с помощью устройства для изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети с получением катаной полосы по п.7 формулы изобретения, при этом прокатная клеть включает в себя:
- верхний рабочий валок и нижний рабочий валок, при этом каждый рабочий валок имеет два конца для вращательной опоры рабочего валка в подушках;
- при этом каждый рабочий валок в осевом направлении имеет конический участок и после него рабочую поверхность;
- при этом рабочие поверхности рабочих валков перед горячей прокаткой имеют нецилиндрический исходный контур;
- при этом верхний рабочий валок расположен в обратном направлении к нижнему рабочему валку;
- по одному отдельному смещающему устройству для верхнего и нижнего рабочего валка для осевого смещения рабочего валка;
- устройство для определения износа Δr или скорости износа рабочей поверхности по меньшей мере одного рабочего валка в радиальном направлении;
- регулировочное устройство для осевого смещения рабочих валков в противоположных направлениях в зависимости от износа Δr или скорости износа рабочих валков, причем это регулировочное устройство с возможностью передачи сигнала соединено с устройством для определения износа Δr или скорости износа.
Предлагаемое изобретением устройство предназначено как для уменьшения, так и для увеличения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала между двумя рабочими валками в прокатной клети. Путем уменьшения или увеличения эффективного контура может подвергаться целенаправленному влиянию профиль и/или плоскостность полосы.
С помощью устройства для определения радиального износа или скорости износа рабочей поверхности рабочих валков определяется срабатывание рабочей поверхности в радиальном направлении. Это определение может осуществляться либо по измерительной технологии, либо предпочтительно при помощи модели износа, которая учитывает, например, силу F прокатки, пройденный рабочим валком путь sUmfang и/или время прокатки. Пройденный рабочим валком путь определяется в соответствии с  , при этом φ указывает угол пройденных рабочим валком оборотов в радианах. По поводу других деталей модели износа ссылаемся на EP 2 548 665 B1.
, при этом φ указывает угол пройденных рабочим валком оборотов в радианах. По поводу других деталей модели износа ссылаемся на EP 2 548 665 B1.
В одном из предпочтительных вариантов осуществления устройство для определения износа Δr или скорости износа рабочей поверхности соединено с толщиномерным устройством для измерения толщины прокатываемой полосы и устройством для определения расстояния между верхним и нижним рабочим валком. Из этого, обычно вертикального, расстояния между рабочими валками и измеренной толщины полосы может определяться износ или, соответственно, скорость износа.
По одному из альтернативных вариантов осуществления устройство для определения износа Δr или скорости износа рабочей поверхности имеет модель износа (см. EP 2 548 665 B1), причем эта модель износа соединена по меньшей мере с одним из группы прибора для измерения силы прокатки для определения силы F прокатки, пройденного рабочим валком пути  и часами для определения времени прокатки.
и часами для определения времени прокатки.
Предпочтительно устройство по п.7 формулы изобретения имеет также измерительный прибор для определения профиля и/или плоскостности прокатываемой полосы, причем этот измерительный прибор расположен в направлении массового потока после прокатной клети.
При этом предпочтительно, если регулировочное устройство для осевого смещения рабочих валков в противоположных направлениях в зависимости от износа или скорости износа рабочих валков учитывает также измеренный профиль PRIst и/или измеренную плоскостность PLIst прокатываемой полосы. В этом случае регулировочное устройство соединено с возможностью передачи сигнала с устройством для определения износа или скорости износа и измерительным прибором для определения профиля и/или плоскостности прокатываемой полосы.
Само смещающее устройство может представлять собой, например, электромеханический (например, ходовой винт с циркулирующими шариками, имеющий электродвигатель) или гидравлический привод.
Для прокатки тонких стальных полос предпочтительно, если исходный контур рабочей поверхности представляет собой параболический контур, имеющий глубину от 100 до 300 мкм, при этом центральная область тоньше, чем краевая область параболического контура.
Краткое описание чертежей
Другие преимущества и признаки настоящего изобретения вытекают из последующего описания неограничивающих примеров осуществления, при этом на фигурах показано:
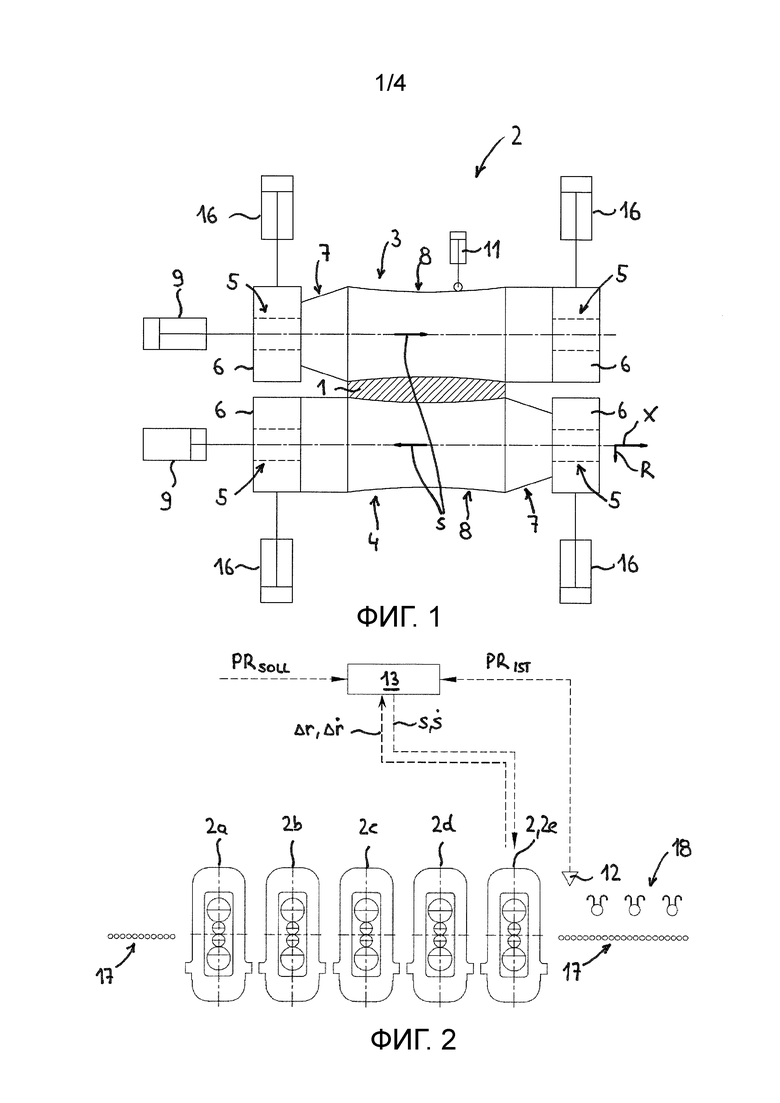
фиг.1: схематичное изображение прокатной клети, имеющей верхний и нижний рабочий валок, для изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала с получением полосы;
фиг.2: схематичное изображение предлагаемого изобретением устройства для изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала с получением полосы вместе с прокатной клетью в соответствии с фиг.1;
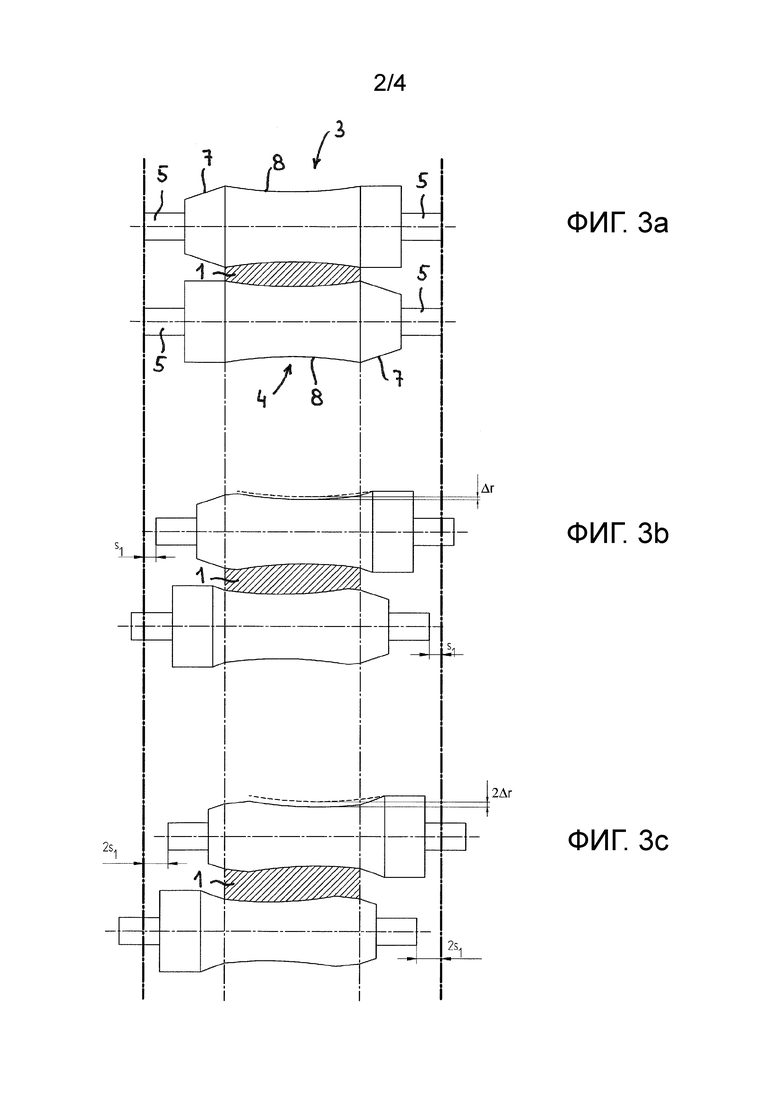
фиг.3a…3с: изображение предлагаемого изобретением способа уменьшения эффективного контура во время горячей прокатки прокатываемого материала с получением полосы в прокатной клети;
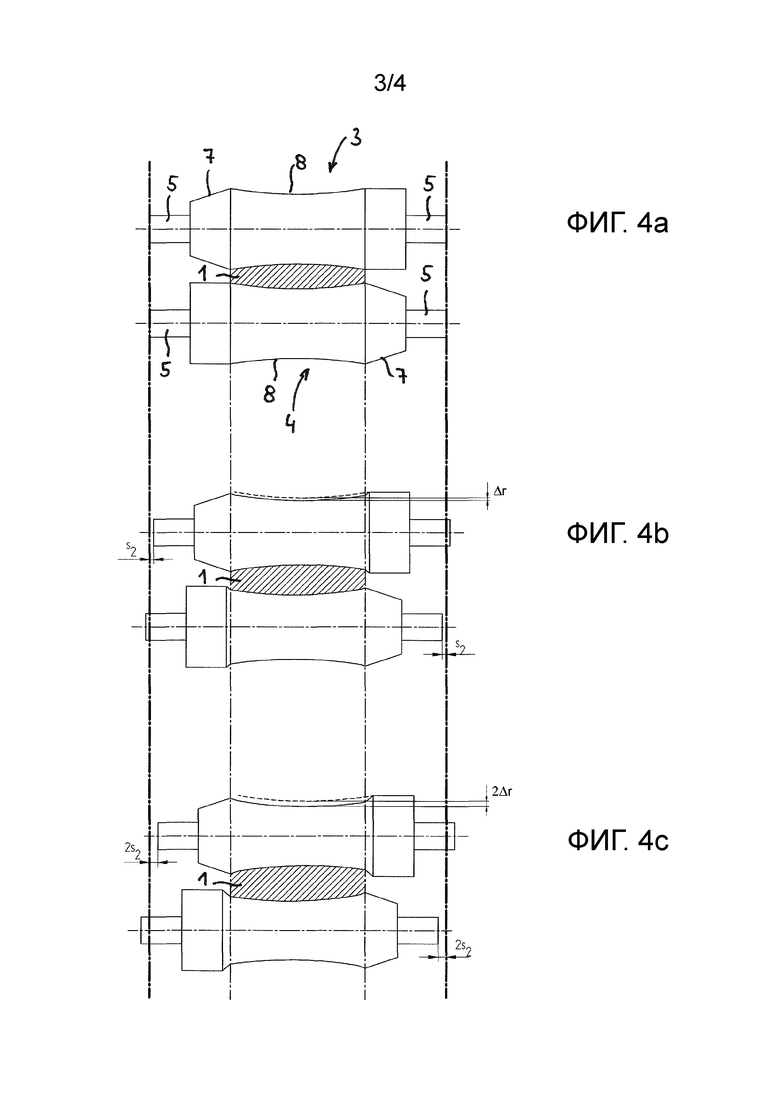
фиг.4a…4с: изображение предлагаемого изобретением способа увеличения эффективного контура во время горячей прокатки прокатываемого материала с получением полосы в прокатной клети;
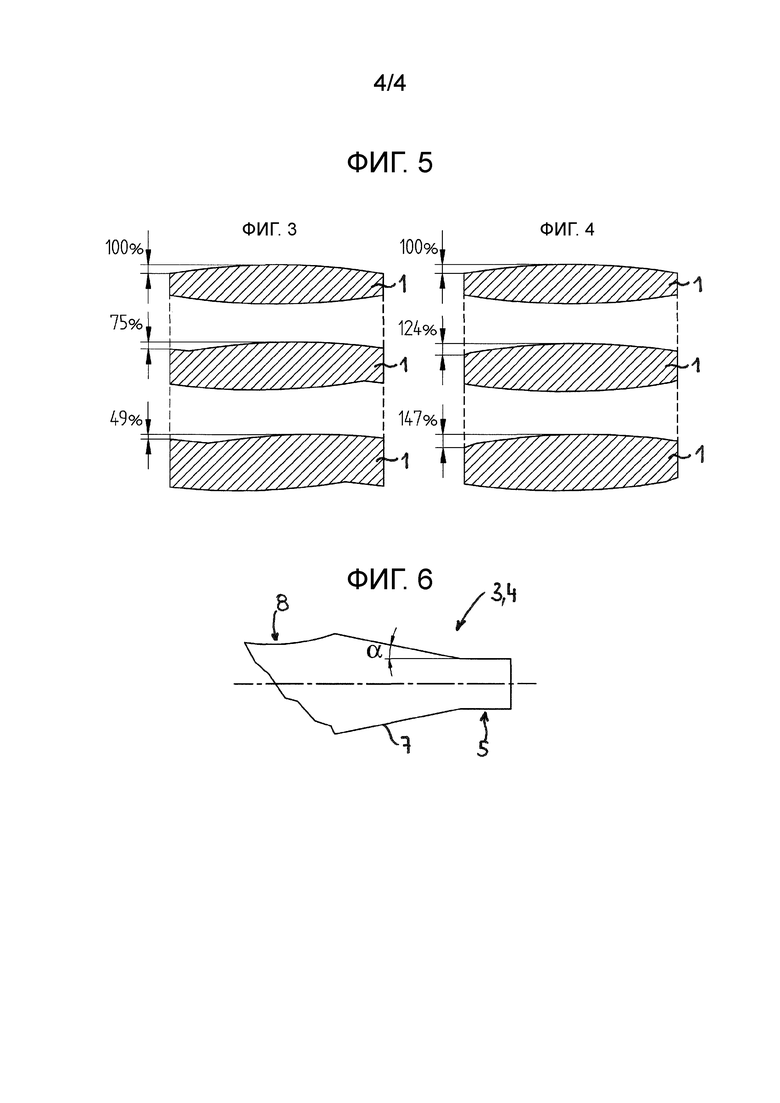
фиг.5: сравнение профиля полосы из фиг.3 с фиг.4;
фиг.6: схематичное изображение участка рабочего валка.
Описание вариантов осуществления
На фиг.1 схематично показана прокатная клеть 2 как часть устройства для изменения эффективного контура рабочей поверхности 8 рабочего валка 3, 4 во время горячей прокатки прокатываемого материала в прокатной клети 2 с получением катаной полосы 1. Путем изменения, т.е. уменьшения или увеличения, эффективного контура может подвергаться влиянию профиль и/или плоскостность полосы 1 во время горячей прокатки. Прокатываемый материал подвергается горячей прокатке в межвалковом зазоре между верхним рабочим валком 3 и нижним рабочим валком 4. Каждый рабочий валок 3, 4 имеет два конца 5, которые смонтированы каждый с возможностью смещения в подушке 6 в не изображенных станинах прокатной клети 2. Кроме того, каждый рабочий валок 3, 4 включает в себя конический участок 7 и рабочую поверхность 8 (см. также фиг.6). Верхний рабочий валок 3 смонтирован в прокатной клети 2 в обратном направлении к нижнему рабочему валку 4. Верхний и нижний рабочий валок 3, 4 могут смещаться во время эксплуатации посредством отдельных смещающих устройств 9 в осевом направлении. Верхний рабочий валок 3 во время эксплуатации смещается вправо; нижний рабочий валок 4, в отличие от этого, влево (см. стрелки пути s смещения). Кроме того, с помощью установочных устройств 16 может настраиваться межвалковый зазор между верхним и нижним рабочим валком 3, 4. Чтобы можно было регистрировать износ рабочей поверхности 8 верхнего рабочего валка 3 во время эксплуатации, верхний рабочий валок имеет устройство 11 для определения износа, или предлагаемое изобретением устройство имеет модель износа. Одного единственного устройства 11 или, соответственно, одной единичной модели износа достаточно, если рабочие валки 3, 4 изготовлены из одного и того же материала. Конечно, возможно также, чтобы верхний и нижний рабочий валок 3, 4 имели по отдельному устройству 11 для определения износа или отдельной модели износа. Это может быть целесообразно, когда рабочие валки 3, 4 во время горячей прокатки эксплуатируются с различными скоростями. Однако в этой публикации надо исходить из того, что рабочие валки 3, 4 состоят из одного и того же материала и эксплуатируются с одинаковой скоростью. Измерение износа Δr или, соответственно, скорости износа рабочей поверхности 8 рабочих валков 3, 4 в радиальном направлении может осуществляться контактным путем, например, с помощью ролика, который касается рабочей поверхности 8, или бесконтактно, например, оптически. Так как осевое смещение рабочих валков в прокатной клети для компенсации износа уже известно из WO 2017/215595 A1, детали включаются сюда путем ссылки на этот документ. Однако из этого документа неизвестно, как эффективный контур может целенаправленно изменяться во время прокатки полосы.
На последующих фигурах изображение опорных валков было опущено в целях обзорности. Каждому специалисту в области прокатной технологии известно, что опорные валки обычно имеются и противодействуют прогибу рабочих валков.
На фиг.2 схематично изображено устройство для изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети 2 пятиклетьевой чистовой группы прокатных клетей, например, в комбинированной установке для литья и прокатки. Не изображенный прокатываемый материал подводится по рольгангу 17 к чистовой группе прокатных клетей, имеющей прокатные клети 2a-2e, и там в горячем состоянии подвергается чистовой прокатке. В последней прокатной клети 2, 2e по измерительной технологии с помощью устройства 11 (см. фиг.1) регистрируется износ Δr или, соответственно, скорость износа рабочих поверхностей 8 рабочих валков 3, 4. Альтернативно можно также осуществлять регистрацию Δr или, соответственно, не по измерительной технологии, а с применением т.н. модели износа. Устройство включает в себя также измерительный прибор 12 для определения профиля или, соответственно, плоскостности прокатываемой полосы. Этот измерительный прибор расположен в направлении массового потока после прокатной клети 2. В конкретном случае в регулировочное устройство 13 вводится фактический профиль PRIst. Наряду с фактическим профилем в регулировочное устройство 13, кроме того, вводится номинальный профиль PRSoll. Регулировочное устройство 13 рассчитывает с учетом износа Δr или, соответственно, скорости износа и опционально измеренного профиля PRIst и номинального профиля PRSoll путь s смещения или, соответственно, скорость  смещения для верхнего и нижнего рабочего валка 3, 4 (см. фиг.1). Путем более быстрого или более медленного осевого смещения рабочих валков 3, 4 может целенаправленно изменяться эффективный контур рабочих валков 3, 4. У очень тонких полос это сказывается, прежде всего, на плоскостности полосы; в противоположность этому, изменение эффективного контура у более толстых полос сказывается, прежде всего, на профиле прокатываемой полосы. Прокатываемая полоса после чистовой прокатки охлаждается в участке 18 охлаждения и после этого отводится, например, путем наматывания.
смещения для верхнего и нижнего рабочего валка 3, 4 (см. фиг.1). Путем более быстрого или более медленного осевого смещения рабочих валков 3, 4 может целенаправленно изменяться эффективный контур рабочих валков 3, 4. У очень тонких полос это сказывается, прежде всего, на плоскостности полосы; в противоположность этому, изменение эффективного контура у более толстых полос сказывается, прежде всего, на профиле прокатываемой полосы. Прокатываемая полоса после чистовой прокатки охлаждается в участке 18 охлаждения и после этого отводится, например, путем наматывания.
Способы изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемой полосы рассматриваются ниже с помощью фиг.3a-3c и 4a-4c.
На фиг.3a полоса 1 подвергается горячей прокатке в межвалковом зазоре между верхним рабочим валком 3 и нижним рабочим валком 4. Вначале полоса имеет некоторую исходную толщину. Оба рабочих валка 3, 4 имеют по два конца 5, коническому участку 7 и рабочей поверхности 8. Верхний рабочий валок 3 смонтирован в обратном направлении к нижнему рабочему валку 4.
После определенного времени прокатки рабочие поверхности 8 рабочих валков 3, 4 в радиальном направлении изношены на величину Δr (см. фиг.3b). Если поддерживается постоянное вертикальное расстояние между двумя рабочими валками 3, 4, прокатываемая полоса 1 становится при этом толще прибл. на 2Δr. При продолжении горячей прокатки рабочие поверхности 8 рабочих валков 3, 4 изнашиваются на величину 2.Δr (см. фиг.3c), так что полоса становится толще прибл. на 4Δr.
Можно компенсировать изменение толщины прокатываемой полосы 1 путем установки по меньшей мере одного рабочего валка 3 или 4 (см. WO 2017/215595 A1).
На фиг.3a-3c рабочие валки 3, 4 смещаются в осевом направлении так, что путь s смещения рабочих валков 3, 4 в осевом направлении соответствует условию  , при этом Δr указывает износ рабочего валка 3, 4 в радиальном направлении, а α угол подъема конического участка. Эквивалентным образом смещение может описываться скоростью износа, причем тогда рабочие валки 3, 4 смещаются в осевом направлении с осевой скоростью
, при этом Δr указывает износ рабочего валка 3, 4 в радиальном направлении, а α угол подъема конического участка. Эквивалентным образом смещение может описываться скоростью износа, причем тогда рабочие валки 3, 4 смещаются в осевом направлении с осевой скоростью  . В соответствии с фиг.3b износ рабочей поверхности 8 рабочих валков 3, 4 составляет Δr; отсюда получается путь смещения:
. В соответствии с фиг.3b износ рабочей поверхности 8 рабочих валков 3, 4 составляет Δr; отсюда получается путь смещения:  . В соответствии с фиг.3c износ рабочей поверхности 8 рабочих валков 3, 4 составляет 2.Δr; отсюда получается путь смещения:
. В соответствии с фиг.3c износ рабочей поверхности 8 рабочих валков 3, 4 составляет 2.Δr; отсюда получается путь смещения: 
 . При этом верхний рабочий валок 3 смещается вправо, а нижний рабочий валок 4 влево.
. При этом верхний рабочий валок 3 смещается вправо, а нижний рабочий валок 4 влево.
Как явствует из левой части рисунка из фиг.5, этот способ приводит к тому, что расстояние между контуром полосы 1 между двумя краями и контуром полосы 1 у краев со временем сокращается. Другими словами, эффективный контур рабочих валков 3, 4 становится более плоским или, соответственно, эффективный контур рабочих валков 3, 4 уменьшается.
На фиг.4a-4c рабочие валки 3, 4 смещаются в осевом направлении так, что путь смещения рабочих валков 3, 4 в осевом направлении соответствует условию 
 , при этом Δr указывает износ рабочего валка 3, 4 в радиальном направлении, а α - угол подъема конического участка. Эквивалентным образом смещение может описываться скоростью износа, причем тогда рабочие валки 3, 4 смещаются в осевом направлении с осевой скоростью
, при этом Δr указывает износ рабочего валка 3, 4 в радиальном направлении, а α - угол подъема конического участка. Эквивалентным образом смещение может описываться скоростью износа, причем тогда рабочие валки 3, 4 смещаются в осевом направлении с осевой скоростью  . В соответствии с фиг.4b износ рабочей поверхности 8 рабочих валков 3, 4 составляет 3,4 Δr; отсюда получается путь смещения:
. В соответствии с фиг.4b износ рабочей поверхности 8 рабочих валков 3, 4 составляет 3,4 Δr; отсюда получается путь смещения:  . В соответствии с фиг.4c износ рабочей поверхности 8 рабочих валков 3, 4 составляет 3, 4 2.Δr; отсюда получается путь смещения:
. В соответствии с фиг.4c износ рабочей поверхности 8 рабочих валков 3, 4 составляет 3, 4 2.Δr; отсюда получается путь смещения:  . При этом верхний рабочий валок 3 смещается вправо, а нижний рабочий валок 4 влево.
. При этом верхний рабочий валок 3 смещается вправо, а нижний рабочий валок 4 влево.
Как явствует из правой части рисунка из фиг.5, этот способ приводит к тому, что расстояние между контуром полосы 1 между двумя краями и контуром полосы 1 у краев со временем возрастает. Другими словами, эффективный контур рабочих валков 3, 4 становится более крутым или, соответственно, эффективный контур рабочих валков 3, 4 увеличивается.
На фиг.3b, 3c, 4b и 4c штриховой линией изображена часть неизношенной рабочей поверхности 8 верхнего рабочего валка 3. Расстояние между неизношенной и изношенной рабочей поверхностью 8 дает износ Δr в радиальном направлении.
На фиг.6 показано геометрическое определение угла α подъема конического участка 7 рабочего валка 3, 4.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Полоса
2, 2a…2e Прокатная клеть
3 Верхний рабочий валок
4 Нижний рабочий валок
5 Конец рабочего валка
6 Подушка
7 Конический участок
8 Рабочая поверхность
9 Смещающее устройство
11 Устройство для определения износа или скорости износа
12 Измерительный прибор для определения профиля и/или плоскостности
13 Регулировочное устройство для осевого смещения верхнего и нижнего рабочего валка
16 Установочное устройство
17 Рольганг
18 Участок охлаждения
F Сила прокатки
PRSoll Номинальный профиль
PRIst Фактический профиль
r Радиус
R Радиальное направление
Δr Износ рабочей поверхности в радиальном направлении
Скорость износа рабочей поверхности в радиальном направлении
s Путь смещения
sUmfang Пройденный путь рабочего валка
v Скорость смещения
X Осевое направление
α Угол подъема конического участка
 Первая производная по времени.
Первая производная по времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОКАЛЬНОЕ ИЗМЕНЕНИЕ МЕЖВАЛКОВОГО ЗАЗОРА В ОБЛАСТИ КРОМОК ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 2020 |
|
RU2764915C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КАТАНЫХ ПОЛОС С НУЖНОЙ РАЗНОТОЛЩИННОСТЬЮ ПРОФИЛЯ | 2002 |
|
RU2280518C2 |
| ВАЛКИ ПРОКАТНОГО СТАНА ДЛЯ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ESP, ИМЕЮЩИЕ БОЛЬШОЙ РЕСУРС | 2017 |
|
RU2728996C2 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ПРОКАТКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203154C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПОЛУЧЕНИЯ КАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2300432C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
Изобретение относится к способу изменения эффективного контура рабочей поверхности рабочего валка во время горячей прокатки прокатываемого материала в прокатной клети с получением катаной полосы. Осуществляют горячую прокатку прокатываемого материала между двумя рабочими валками. При этом радиальная протяженность рабочей поверхности рабочего валка во время прокатки сокращается. Обеспечивают осевое смещение рабочих валков в противоположных направлениях на путь смещения, который вычисляют по приведенному в формуле изобретения математическому выражению. В результате обеспечивается возможность изменения контура рабочей поверхности во время горячей прокатки. 5 н. и 6 з.п. ф-лы, 6 ил.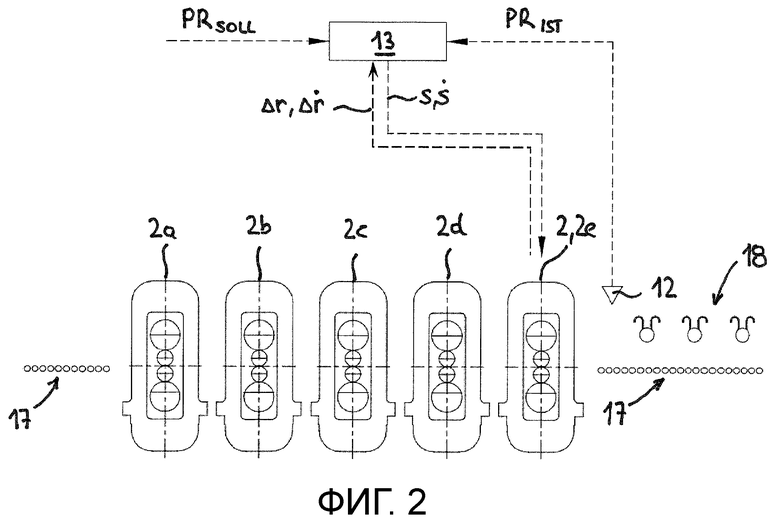
1. Способ горячей прокатки прокатываемого материала в прокатной клети (2) с получением катаной полосы (1), при этом прокатная клеть включает в себя:
- верхний рабочий валок (3) и нижний рабочий валок (4), при этом каждый рабочий валок (3, 4) имеет два конца (5) для вращательной опоры рабочего валка (2, 3) в подушках (6);
- при этом каждый рабочий валок (3, 4) в осевом направлении (X) имеет конический участок (7) и после него рабочую поверхность (8);
- при этом рабочие поверхности (8) рабочих валков (3, 4) перед горячей прокаткой имеют нецилиндрический исходный контур (8a);
- при этом верхний рабочий валок (3) смонтирован в обратном направлении к нижнему рабочему валку (4);
- при этом каждый рабочий валок имеет отдельное смещающее устройство (9) для осевого смещения рабочего валка (3, 4), включающий в себя этапы способа:
- горячая прокатка прокатываемого материала между двумя рабочими валками (3, 4), при этом радиальная протяженность рабочей поверхности (8) рабочего валка (3, 4) во время прокатки сокращается на Δr;
- осевое смещение рабочих валков (3, 4) в противоположных направлениях на путь  смещения, при этом Δr указывает износ рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) данного рабочего валка (3, 4).
смещения, при этом Δr указывает износ рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) данного рабочего валка (3, 4).
2. Способ горячей прокатки прокатываемого материала в прокатной клети (2) с получением катаной полосы (1), при этом прокатная клеть включает в себя:
- верхний рабочий валок (3) и нижний рабочий валок (4), при этом каждый рабочий валок (3, 4) имеет два конца (5) для вращательной опоры рабочего валка (3, 4) в подушках (6);
- при этом каждый рабочий валок (3, 4) в осевом направлении (X) имеет конический участок (7) и после него рабочую поверхность (8);
- при этом рабочие поверхности (8) рабочих валков (3, 4) перед горячей прокаткой имеют нецилиндрический исходный контур (8a);
- при этом верхний рабочий валок (3) смонтирован в обратном направлении к нижнему рабочему валку (4);
- при этом каждый рабочий валок (3, 4) имеет отдельное смещающее устройство (9) для осевого смещения рабочего валка (3, 4), включающий в себя этапы способа:
- горячая прокатка прокатываемого материала между двумя рабочими валками (3, 4), при этом радиальная протяженность рабочей поверхности (8) рабочего валка (3, 4) во время прокатки сокращается со скоростью  ,
,
- осевое смещение рабочих валков (3, 4) в противоположных направлениях со скоростью  смещения, при этом указывает скорость износа рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) данного рабочего валка (3, 4).
смещения, при этом указывает скорость износа рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) данного рабочего валка (3, 4).
3. Способ горячей прокатки прокатываемого материала в прокатной клети (2) с получением катаной полосы (1), при этом прокатная клеть включает в себя:
- верхний рабочий валок (3) и нижний рабочий валок (4), при этом каждый рабочий валок (3, 4) имеет два конца (5) для вращательной опоры рабочего валка (3, 4) в подушках (6);
- при этом каждый рабочий валок (3, 4) в осевом направлении (X) имеет конический участок (7) и после него рабочую поверхность (8);
- при этом рабочие поверхности (8) рабочих валков (3, 4) перед горячей прокаткой имеют нецилиндрический исходный контур (8a);
- при этом верхний рабочий валок (3) смонтирован в обратном направлении к нижнему рабочему валку (4);
- при этом каждый рабочий валок (3, 4) имеет отдельное смещающее устройство (9) для осевого смещения рабочего валка (3, 4), включающий в себя этапы способа:
- горячая прокатка прокатываемого материала между двумя рабочими валками (3, 4), при этом радиальная протяженность рабочей поверхности (8) рабочего валка (3, 4) во время прокатки сокращается на Δr;
- осевое смещение рабочих валков (3, 4) в противоположных направлениях на путь  смещения, при этом Δr указывает износ рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) данного рабочего валка (3, 4).
смещения, при этом Δr указывает износ рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) данного рабочего валка (3, 4).
4. Способ горячей прокатки прокатываемого материала в прокатной клети (2) с получением катаной полосы (1), при этом прокатная клеть включает в себя:
- верхний рабочий валок (3) и нижний рабочий валок (4), при этом каждый рабочий валок (3, 4) имеет два конца (5) для вращательной опоры рабочего валка (3, 4) в подушках (6);
- при этом каждый рабочий валок (3, 4) в осевом направлении (X) имеет конический участок (7) и после него рабочую поверхность (8);
- при этом рабочие поверхности (8) рабочих валков (3, 4) перед горячей прокаткой имеют нецилиндрический исходный контур (8a);
- при этом верхний рабочий валок (3) смонтирован в обратном направлении к нижнему рабочему валку (4);
- при этом каждый рабочий валок (3, 4) имеет отдельное смещающее устройство (9) для осевого смещения рабочего валка (3, 4), включающий в себя этапы способа:
- горячая прокатка прокатываемого материала между двумя рабочими валками (3, 4), при этом радиальная протяженность рабочей поверхности (8) рабочего валка (3, 4) во время прокатки сокращается со скоростью ,
- осевое смещение рабочих валков (3, 4) в противоположных направлениях со скоростью  смещения, при этом указывает скорость износа рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) соответствующего рабочего валка (3, 4).
смещения, при этом указывает скорость износа рабочей поверхности (8) в радиальном направлении (R), а α - угол подъема конического участка (7) соответствующего рабочего валка (3, 4).
5. Способ по любому из пп.1-4, при этом у очень тонких полос (1), имеющих толщину от 0,5 до 2 мм, настраивается плоскостность полосы (1).
6. Способ по любому из пп.1-4, при этом у полос (1), имеющих толщину больше 2 мм, настраивается профиль полосы (1).
7. Устройство для горячей прокатки прокатываемого материала посредством прокатной клети (2) с получением катаной полосы (1) для выполнения способа по любому из пп.1-6, при этом прокатная клеть (2) включает в себя:
- верхний рабочий валок (3) и нижний рабочий валок (4), при этом каждый рабочий валок (3, 4) имеет два конца (5) для вращательной опоры рабочего валка (3, 4) в подушках (6);
- при этом каждый рабочий валок (3, 4) в осевом направлении (X) имеет конический участок (7) и после него рабочую поверхность (8);
- при этом рабочие поверхности (8) рабочих валков (3, 4) перед горячей прокаткой имеют нецилиндрический исходный контур (8a);
- при этом верхний рабочий валок (3) расположен в обратном направлении к нижнему рабочему валку (4);
- по одному отдельному смещающему устройству (9) для верхнего (3) и нижнего рабочего валка (4) для осевого смещения рабочего валка (3, 4);
- устройство (11) для определения износа Δr или скорости износа рабочей поверхности (8) по меньшей мере одного рабочего валка (3, 4) в радиальном направлении;
- измерительный прибор (12) для определения профиля (PRIst) и/или плоскостности прокатываемой полосы (1), причем измерительный прибор (12) расположен в направлении массового потока после прокатной клети (2, 2e),
- регулировочное устройство (13) для осевого смещения рабочих валков (3, 4) в противоположных направлениях в зависимости от износа Δr или скорости износа рабочих валков (3, 4) и измеренного профиля (PRIst) и/или измеренной плоскостности покатываемой полосы (1), причем это регулировочное устройство (13) с возможностью передачи сигнала соединено с устройством (11) для определения износа Δr или скорости износа и с измерительным прибором (12).
8. Устройство по п.7, отличающееся тем, что устройство (11) для определения износа Δr или скорости износа рабочей поверхности (8) соединено с толщиномерным устройством (14) для измерения толщины прокатываемой полосы (1) и устройством (15) для определения расстояния между верхним и нижним рабочим валком (3, 4).
9. Устройство по п.7, отличающееся тем, что устройство (11) для определения износа Δr или скорости износа рабочей поверхности (8) имеет модель износа, причем эта модель износа соединена по меньшей мере с одним из группы прибора для измерения силы прокатки для определения силы F прокатки, пройденного рабочим валком пути  и часами для определения времени прокатки.
и часами для определения времени прокатки.
10. Устройство по любому из пп.7-9, отличающееся тем, что смещающее устройство представляет собой электромеханическое или гидравлическое смещающее устройство.
11. Устройство по любому из пп.7-10, отличающееся тем, что исходный контур (8a) рабочей поверхности (8) представляет собой параболический контур, имеющий глубину от 100 до 300 мкм, при этом центральная область тоньше, чем краевая область параболического контура.
| WO 2017215595 A1, 21.12.2017 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| Способ дрессировки полос | 1982 |
|
SU1049130A1 |
| КЛАПАННАЯ ГРУППА БУРОВОГО ПОРШНЕВОГО НАСОСА | 2002 |
|
RU2223435C2 |

