Изобретение относится к области металлургии, а именно к способам производства высокоштампуемых листовых сверхнизкоуглеродистых IF-сталей (сталей без элементов внедрения), которые могут быть использованы для изготовления штампованных изделий особо сложной формы. Такие стали должны иметь высокие показатели пластичности, а также штампуемости (низкими значениями предела текучести и высокими значениями коэффициента нормальной пластической анизотропии r90 и коэффициента деформационного упрочнения n90). Учитывая также, что такие стали могут использоваться без нанесения цинкового покрытия, целесообразно предусмотреть технологические приемы, направленные на повышение его стойкости против атмосферной коррозии.
Известен способ производства холоднокатаного листового проката из IF-стали, включающий выплавку стали, разливку, горячую прокатку, травление, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в агрегате непрерывного отжига и дрессировку, отличающийся тем, что выплавляют сталь, содержащую, мас.%: С - 0,002-0,006, Si - 0,005-0,02, Mn - 0,08-0,13, Al - 0,03-0,06, Ti - 0,03-0,08, Fe и неизбежные примеси - остальное, температуру конца горячей прокатки назначают в интервале 900-930°С, температуру рекристаллизационного отжига назначают в интервале 830-840°С для проката с минимальным значением относительного удлинения 39-40% и 850-860°С для проката с минимальным значением относительного удлинения 42-44%, температуру начала нерестаривания назначают в соответствии с зависимостью (1):
Тп.н.≤[920-12,5×δтр.] (1)
где Тп.н. - температура начала нерестаривания, °С, δтр. - требуемая минимальная величина относительного удлинения, %; 920 и 12,5 - эмпирические коэффициенты (Патент RU 2721681, МПК C21D 8/04, С22С 38/14, опубл. 22.05.2020).
Данный способ позволяет получать из стали унифицированного химического состава прокат с уровнем свойств, соответствующим сталям марок DC05, DC06 и DC07. В то же время данным способом невозможно производство холоднокатаного проката с гарантированным значением относительного удлинения не менее 48%. Кроме того, при использовании данного способа уровень прочностных характеристик не является стабильным - предел текучести изменяется от 110 до 150 МПа, предел прочности - от 250 до 310 МПа. При этом стойкость такого проката против атмосферной коррозии может быть недостаточной, что приведет к возникновению на поверхности коррозионных поражений при хранении проката или в дальнейшем, при эксплуатации изделий из него.
Наиболее близким аналогом заявляемого изобретения является способ производства холоднокатаного листового проката из IF-стали, включающий выплавку стали, разливку, горячую прокатку, травление, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в агрегате непрерывного отжига и дрессировку. При этом согласно изобретению, выплавляют сталь состава, содержащую, мас.%: С - 0,002-0,005, Si - 0,01-0,020, Mn - 0,06-0,15, Al - 0,02-0,05, Ti - 0,04-0,07, Fe и неизбежные примеси - остальное, горячую прокатку заканчивают при температуре 900-920°С, а рекристаллизационный отжиг холоднокатаной полосы проводят при температуре 850-870°С, причем скорость движения полосы в агрегате непрерывного отжига составляет не более 90 м/мин.
(Патент RU 2755132, МПК C21D 1/26, C21D 8/04, опубл. 13.09.2021 - прототип)
Техническим результатом данного изобретения является повышение пластичности холоднокатаного проката, стабильности его прочностных характеристик, а также коррозионной стойкости, при сохранении высоких показателей штампуемости. При этом в соответствии с данным способом, основным условием повышения коррозионной стойкости холоднокатаного проката является предупреждение развития процессов старения за счет более полного связывания примесей внедрения в стойкие соединения путем использования сравнительно высоких температур отжига и низких скоростей движения полосы в АНО. Использование указанных технологических приемов приводит к снижению производительности и к повышению затрат на производство.
Техническим результатом настоящего изобретения является повышение производительности и снижение затрат на производство холоднокатаного листового проката из IF-стали, при сохранении высоких показателей пластичности, штампуемости, стабильности прочностных характеристик и коррозионной стойкости.
Указанный технический результат достигается тем, что в известном способе производства холоднокатаного листового проката из IF-стали, включающем выплавку стали, разливку, горячую прокатку с получением полос, травление, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в агрегате непрерывного отжига и дрессировку, согласно изобретению, выплавляют сталь, содержащую, мас.%: С 0,003-0,006, Si 0,015-0,030, Mn - 0,06-0,15, Al - 0,01-0,06, Ti - 0,04-0,06, Fe и неизбежные примеси - остальное, горячую прокатку заканчивают при температуре 890-930°С, холодную прокатку производят на полосы толщиной не более 1,2 мм, рекристаллизационный отжиг проводят при температуре 820-840°С, а скорость движения полосы в агрегате непрерывного отжига составляет не менее 120 м/мин.
Сущность изобретении заключается в том, что обеспечение необходимого комплекса механических свойств холоднокатаного проката сверхнизкоуглеродистой стали, включающего предел прочности, предел текучести, относительное удлинение, коэффициенты r90 и n90, а также коррозионной стойкости достигается использованием определенного химического состава, и способа получения проката. Необходимым условием обеспечения требуемого комплекса свойств является соблюдение определенного содержания основных элементов, влияющих на свойства, мас.%: С 0,003-0,006, Si 0,015-0,030, Mn - 0,06-0,15, Al - 0,01-0,06, Ti - 0,04-0,06, остальное - железо и неизбежные примеси. При этом диапазон содержания таких элементов, как углерод, кремний и алюминий регламентирован менее жестко, а верхний предел содержания основного легирующего элемента титана ниже, чем в прототипе, что исключит получение сталей с содержанием титана более 0,06%, имеющих более высокую себестоимость, чем стали с содержанием титана не более 0,06%.
Нижний предел содержания таких элементов, как углерод, марганец, и кремний определяется необходимостью обеспечения требуемой прочности. Превышение верхнего предела содержания указанных элементов, а также алюминия и титана приводит к твердорастворному упрочнению и снижению пластичности.
Обеспечение содержания алюминия в стали не менее 0,01% гарантирует достаточную степень раскисленности стали. Обеспечение содержания титана в стали не менее 0,04% необходимо для достаточного связывания азота, серы и углерода в стойкие соединения.
Для получения высоких показателей пластичности и штампуемости необходимо формирование однородного ферритного зерна, предупреждение повышенной разнозернистости. Одним из условий этого является окончание прокатки в температурном интервале 890-930°С. Окончание прокатки при более высоких температурах приводит к повышенной разнозернистости из-за развития собирательной рекристаллизации. Окончание прокатки при более низких температурах также приводит к повышенной разнозернистости из-за формирования на заключительных стадиях прокатки феррита, которое может происходить неравномерно по объему металла. При этом диапазон допустимых значений температуры окончания прокатки регламентирован менее жестко, чем в прототипе, что также является одним из факторов, обеспечивающих снижение затрат на производство.
Проведение холодной прокатки на полосы толщиной не более 1,2 мм с последующим рекристаллизационным отжигом в АНО при температурах 820-840°С, при скорости движения полосы не менее 120 м/мин обеспечивает полное протекание рекристаллизационных процессов, необходимое для получения высоких показателей пластичности, штампуемости, стабильности прочностных характеристик. При этом для проката толщиной более 1,2 мм при указанных температурах отжига и скорости движения полосы не будет обеспечено достаточно полное протекание рекристаллизации. К таким же последствиям приведет уменьшение температуры отжига ниже указанного диапазона. Отжиг при более высоких температурах приведет к повышению затрат на производство.
Ключевым условием обеспечения высокой стойкости против атмосферной коррозии путем предупреждения развития процессов старения, при повышении производительности и снижении затрат на производство, является использование высоких скоростей движения полосы в АНО - не менее 120 м/мин. При меньших скоростях движения полосы, на заключительных стадиях обработки в АНО развиваются процессы старения -формирование сегрегации атомов внедрения на дислокациях. Это приводит к снижению показателей пластичности, штампуемости и коррозионной стойкости.
Примеры реализации изобретения
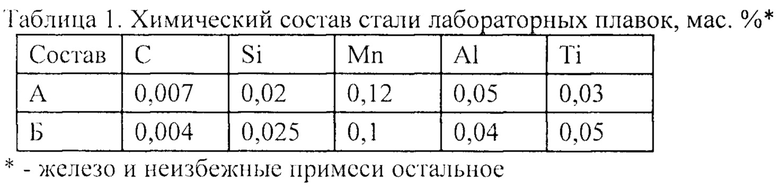
Сталь двух химических составов была получена при лабораторной выплавке в вакуумной индукционной печи. В таблице 1 приведено содержание основных химических элементов.
Горячую прокатку полученных слитков на толщину 4 мм производили по режиму: температура нагрева 1150°С, температура окончания прокатки представлена в табл. 2. После окончания прокатки полосу охлаждали до температуры Тсм=690°С и далее выдерживали в печи, нагретой до такой же температуры, в течение 1 ч с последующим охлаждением с печью (имитация охлаждения смотанного рулона).
Полученные горячекатаные полосы подвергали травлению для удаления окалины и холодной прокатке на толщину 1,0-1,4 мм.
Из полученных холоднокатаных полос изготавливали образцы для проведения моделирующей термической обработки на исследовательском комплексе Gleebl 3800. Фактические значения температуры отжига и промоделированной скорости движения полосы в агрегате непрерывного отжига приведены в таблице 2.
С целью определения коррозионной стойкости стали, на базе стандарта ASTM G 44-80 [Standard ASTM G 44-80 Alternate Immersion Stress corrosion Testing in 3,5% Sodium chloride solution), использовали разработанный ускоренный метод их определения, так называемый метод переменного погружения [Шаповалов Э.Т., Родионова И.Г., Зайцев А.И. и др. Факторы, определяющие коррозионную стойкость и другие потребительские свойства холоднокатаного проката // Проблемы черной металлургии и материаловедения. 2009. №3. С. 68-76].
Он состоит в циклическом погружении образцов металла в водный 3,5% раствор NaCl, 10-минутной выдержке в растворе и последующей 50-минутной экспозиции на воздухе с последующей оценкой изменения массы образца на единицу площади рабочей поверхности. Коррозионную стойкость стали оценивают по удельному привесу (увеличению массы) образцов за время испытаний, значения которого характеризуют количество продуктов коррозии, образовавшихся за время испытаний. Более высокие значения удельного привеса соответствуют более низкой коррозионной стойкости стали. По результатам предыдущих исследований показано, что скорость коррозии стального проката в атмосферных условиях для предупреждения появления коррозионных поражений на поверхности при хранении проката или при эксплуатации изделий из него не должны превышать 0,1 мм/год.
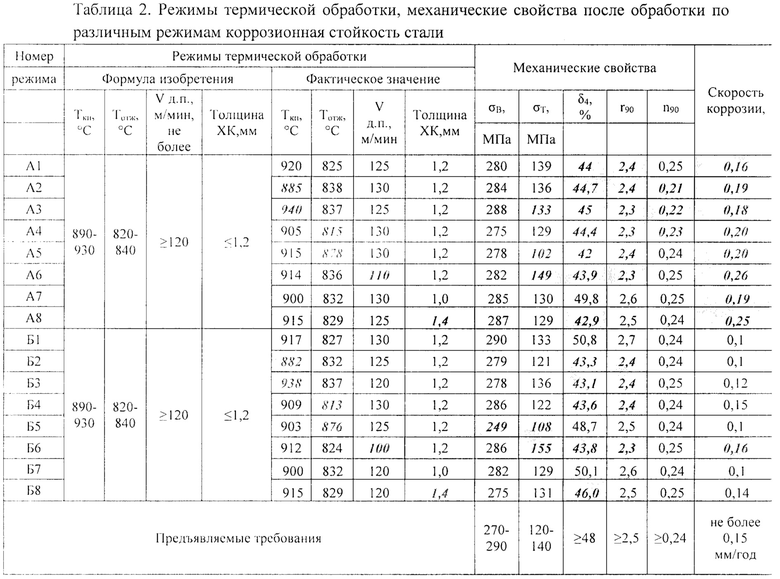
Результаты механических и коррозионных испытаний стали после моделирования отжига по различным режимам, соответствующим и не соответствующим формуле изобретения, с целью проверки возможности обеспечения уровня свойств, соответствующим стали марки DC07, а также повышенной коррозионной стойкости по предъявляемым требованиям приведены в таблице 2. В таблице приведены также диапазоны значений параметров температуры конца горячей прокатки Ткп, Тотж, скорости движения полосы в агрегате непрерывного отжига V д.п. и толщина холоднокатаной полосы (ХК), соответствующие формуле изобретения, и предъявляемым требованиям к свойствам проката указанных марок сталей. Выделены значения технологических параметров, не соответствующих формуле изобретения. Кроме того в таблице выделены неудовлетворительные значения механических свойств - относительное удлинение менее 48%. несоответствие предела текучести и предела прочности интервалам 120-140 МПа и 270-290 МПа, значения коэффициентов нормальной пластической анизотропии r90 и деформационного упрочнения n90 менее 2,5 и 0,24, соответственно. За неудовлетворительный показатель коррозионной стойкости принимали скорость коррозии более 0,15 мм/год.
Для стали состава А, имеющей повышенное содержание углерода и пониженное содержание титана, при прочих равных условиях (близких температурных параметрах обработки) получены более низкие значения пластичности и штампуемости, не соответствующие представленным выше требованиям (режимы A1-А6).
Показатели прочности, пластичности, штампуемости и коррозионной стойкости, соответствующие предъявляемым требованиям, достигаются при обработке образцов стали варианта Б по режиму, соответствующему формуле изобретения (режим Б1).
Понижение, как и повышение температуры Ткп (режимы Б2, Б3), приводит к снижению показателей пластичности и штампуемости (коэффициента нормальной пластической анизотропии r90 и коэффициента деформационного упрочнения n90) ниже предъявляемых требований.
Понижение температуры Тотж (режим Б4), приводит к снижению показателей пластичности и штампуемости ниже предъявляемых требований. Повышение температуры Тотж (режим Б5), приводит к понижению прочностных характеристик ниже предъявляемых требований.
Для исследуемой стали при снижении скорости движения полосы в агрегате непрерывного отжига, наблюдается некоторое повышение предела текучести, и при этом снижается пластичность и штампуемость (режим Б6), а так же повышается скорость коррозии.
Показатели прочности, пластичности, штампуемости и коррозионной стойкости, соответствующие предъявляемым требованиям, достигаются при обработке образцов стали варианта Б по режиму, соответствующему формуле изобретения (режим Б7).
Увеличение толщины холоднокатаной полосы (режим Б8), приводит к снижению показателя пластичности.
При содержании титана 0,07% свойства останутся на таком же высоком уровне как и при содержании титана советующем формуле изобретения, однако себестоимость стали будет на 2-5% процентов выше.
Таким образом, на образцах холоднокатаного проката из стали заявленного состава требуемый комплекс свойств, превышающий уровень требований к стали марки DC07, обеспечиваются при выполнении требований по режиму производства проката, изложенному в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ IF-СТАЛИ | 2021 |
|
RU2782896C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2020 |
|
RU2755132C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕНОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721681C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721263C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2023 |
|
RU2813161C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2020 |
|
RU2755318C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 220 | 2011 |
|
RU2452778C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОДОДНОКАТАННОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2019 |
|
RU2747103C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2019 |
|
RU2723872C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2379361C1 |
Изобретение относится к области металлургии, а именно к способам производства высокоштампуемых листовых сверхнизкоуглеродистых IF-сталей, которые могут быть использованы для изготовления штампованных изделий особо сложной формы. Способ производства холоднокатаных полос из IF-стали включает выплавку стали, разливку, горячую прокатку с получением полос, травление, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в агрегате непрерывного отжига и дрессировку. Выплавляют сталь, содержащую, мас.%: С - 0,003-0,006, Si - 0,015-0,030, Mn - 0,06-0,15, Al - 0,01-0,06, Ti - 0,04-0,06, Fe и неизбежные примеси - остальное, горячую прокатку заканчивают при температуре 890-930°С, холодную прокатку производят на полосы толщиной не более 1,2 мм, рекристаллизационный отжиг проводят при температуре 820-840°С, а скорость движения полос в агрегате непрерывного отжига составляет не менее 120 м/мин. Обеспечивается стабильность высоких прочностных характеристик и коррозионной стойкости при сохранении высоких показателей пластичности и штампуемости. 2 табл., 1 пр.
Способ производства холоднокатаных полос из IF-стали, включающий выплавку стали, разливку, горячую прокатку с получением полос, травление, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в агрегате непрерывного отжига и дрессировку, отличающийся тем, что выплавляют сталь, содержащую, мас.%: С - 0,003-0,006, Si - 0,015-0,030, Mn - 0,06-0,15, Al - 0,01-0,06, Ti - 0,04-0,06, Fe и неизбежные примеси - остальное, горячую прокатку заканчивают при температуре 890-930°С, холодную прокатку производят на полосы толщиной не более 1,2 мм, рекристаллизационный отжиг проводят при температуре 820-840°С, а скорость движения полос в агрегате непрерывного отжига составляет не менее 120 м/мин.
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2020 |
|
RU2755132C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2006 |
|
RU2330887C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2004 |
|
RU2258749C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2004 |
|
RU2281338C2 |
| JP 8170148 A, 02.07.1996 | |||
| US 20150267284 A1, 24.09.2015 | |||
| Устройство для моделирования диффузионных процессов | 1978 |
|
SU769565A1 |

