ОБЛАСТЬ ТЕХНИКИ
[0001]
Настоящее изобретение относится к листу электротехнической стали с ориентированной зеренной структурой, стальному листу, используемому для финишного отжига, отжиговому сепаратору, способу изготовления листа электротехнической стали с ориентированной зеренной структурой, и способу изготовления стального листа, используемого для финишного отжига.
УРОВЕНЬ ТЕХНИКИ
[0002]
Лист электротехнической стали с ориентированной зеренной структурой, представляет собой стальной лист, содержащий, от 0,5 до 7 мас.% Si или около того и имеющий ориентацию кристаллов, контролируемую ориентацией {110}<001> (ориентацией по Госсу). Для контроля ориентации кристаллов используется явление катастрофического роста зерен, называемое вторичной рекристаллизацией.
[0003]
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой заключается в следующем: сляб нагревают и подвергают горячей прокатке для получения горячекатаного стального листа. Горячекатаный стальной лист отожжен в соответствии с потребностями. Горячекатаный стальной лист травят. Травленный горячекатаный стальной лист подвергается холодной прокатке с обжатием холодной прокатки 80% или более для производства холоднокатаного стального листа. Холоднокатаный стальной лист подвергают обезуглероживающему отжигу, чтобы вызвать первичную рекристаллизацию. Обезуглероженный с отжигом холоднокатаной стальной лист подергают финишному отжигу, вызывающему вторичную рекристаллизацию. Благодаря вышеуказанному процессу получают лист электротехнической стали с ориентированной зеренной структурой.
[0004]
После вышеупомянутого обезуглероживающего отжига и перед финишным отжигом на поверхность холоднокатаного стального листа наносится отжиговый сепаратор, содержащий MgO в качестве основного компонента. Обычно способ заключается в нанесении водной суспензии, содержащей компоненты отжигового сепаратора, на холоднокатаный стальной лист и его высушивании. Холоднокатаный стальной лист с нанесенным на него отжиговым сепаратором сматывают в рулон, а затем подвергают финишному отжигу. Во время финишного отжига MgO из отжигового сепаратора и SiO2 из внутреннего оксидного слоя, образованного на поверхности холоднокатаного стального листа во время обезуглероживающего отжига, реагируют, в результате чего на поверхности стального листа образуется первичное покрытие, содержащее форстерит (Mg2SiO4) в качестве основного компонента. После формирования первичного покрытия первичное покрытие, например, формируют с изолирующим покрытием (также называемое «вторичное покрытие»), состоящим из коллоидного кремнезема и фосфата. Первичное покрытие и изоляционное покрытие имеют меньший коэффициент теплового расширения, чем основной стальной лист. По этой причине первичное покрытие вместе с изоляционным покрытием придает натяжение основному стальному листу, чтобы уменьшить потери в стали (сердечнике). Кроме того, первичное покрытие повышает адгезию изоляционного покрытия к основному стальному листу. Поэтому предпочтительно чтобы адгезия первичного покрытия к основному стальному листу была выше.
[0005]
С другой стороны, повышение плотности магнитного потока и снижение потерь на гистерезис являются эффективными для снижения потерь в стали в листе электротехнической стали с ориентированной зеренной структурой.
[0006]
Для повышения плотности магнитного потока листа электротехнической стали с ориентированной зеренной структурой эффективно контролировать ориентацию кристаллов основного стального листа в соответствии с ориентацией по Госсу. Техника для улучшения интеграции в ориентацию по Госсу предлагается в патентных документах 1-3. В этой патентной литературе химические элементы, улучшающие магнитные свойства, которые усиливают действие ингибиторов (выделившихся фаз, подавляющих нормальный рост кристаллических зерен) (Cu, Sn, Sb, Bi, Te, Pb, Se и т.д.), содержатся в основном стальном листе. Благодаря этому повышается интеграция ориентаций кристаллов в ориентацию по Госсу и может быть повышена плотность магнитного потока листа электротехнической стали с ориентированной зеренной структурой.
[0007]
Однако, поверхность раздела основного стального листа и первичного покрытия формируется таким образом, чтобы свободная энергия поверхности раздела была как можно ниже, делая границу раздела основного стального листа и первичного покрытия плоской. В частности, если основной стальной лист содержит химические элементы для улучшения магнитных свойств, то легче сделать границу раздела плоской. Если поверхность раздела основного стального листа и первичного покрытия становится более плоской, то закрепляющие структуры первичного покрытия, вызывающие физическую прочность сцепления между первичным покрытием и основным стальным листом, теряются, поэтому адгезия первичного покрытия к основному стальному листу снижается. В частности, из-за сжимающего напряжения, вызванного процессами изгиба, отслаивание становится легче, а адгезия заметно снижается.
[0008]
Техника повышения адгезии первичного покрытия со стальным листом описана в патентных документах 4 и 5.
[0009]
В патентном документе 4 компоненты сляба изготавливаются с содержанием Ce от 0,001 до 0,1 мас.%, а поверхность стального листа формируется с первичным покрытием, содержащим от 0,01 до 1000 мг/м2 Ce. В патентном документе 5 лист электротехнической стали с ориентированной зеренной структурой содержит от 1,8 до 7 мас.% Si, имеет первичное покрытие, содержащее форстерит в качестве основного компонента, содержит в первичном покрытии один или два элемента из Ce, La, Pr, Nd, Sc и Y с плотностью на сторону от 0,001 до 1000 мг/м2 и содержит один или более элементов из Sr, Ca и Ba с плотностью на сторону в общем количестве от 0,01 до 100 мг/м2.
[0010]
В патентном документе 5 описан способ изготовления, включающий серию процессов нанесения покрытия и сушки отжигового сепаратора на поверхности основного стального листа, который был подвергнут обезуглероживающему отжигу, а затем финишному отжигу. Раскрыт способ изготовления листа электротехнической стали с ориентированной зеренной структурой, превосходной по магнитным свойствам и адгезии первичного покрытия, отличающийся тем, что отжиговый сепаратор, содержащий MgO в качестве основного компонента, содержит один или более оксидов, гидроксидов, сульфатов или карбонатов Ce, La, Pr, Nd, Sc и Y со средним размером частиц от 0,1 до 25 мкм в общем количестве в пересчете на металл в диапазоне от 0,01 до 14 мас.% по отношению к MgO.
СПИСОК ЦИТАТ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0011]
[PTL 1] Японская нерассмотренная патентная публикация № 6-88171
[PTL 2] Японская нерассмотренная патентная публикация № 8-269552
[PTL 3] Японская нерассмотренная патентная публикация № 2005-290446
[PTL 4] Японская нерассмотренная патентная публикация № 2008-127634
[PTL 5] Японская нерассмотренная патентная публикация № 2012-214902
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0012]
Однако в патентном документе 5, касающемся адгезии первичного покрытия, упоминается эффект уменьшения отслаивания торцевых поверхностей, вызванного операцией сдвига, но не оцениваются относительно сопротивления отслаиванию из-за операций изгиба (операции изгиба на десятки мм или около того) как меньших по применимости, чем операции сдвига. Поведение при отслаивании из-за сдвига и из-за изгиба различается, поэтому для обеспечения адгезии первичного покрытия к основному стальному листу в электротехническом стальном листе, используемом в последние годы для способа изготовления железных сердечников с высокой гибкостью, необходима адгезия, при которой первичное покрытие не отслаивается при изгибе в более жестких условиях, чем раньше. Даже в материале, где нет проблем с устойчивостью к отслаиванию торцевых поверхностей, в ряде случаев не всегда удается получить устойчивость к жестким операциям изгиба.
Далее, в процессе очистки составляющих стального листа на последней стадии финишного отжига выделяется азот и другие газы, содержащиеся в стальном листе. В это время первичное покрытие замедляет прохождение газа. В это время, если скорость прохождения газа через первичное покрытие становится слишком медленной, то давление газа на границе раздела первичного покрытия и основного железа становится высоким, и первичное покрытие иногда сдувается и разрушается. Благодаря этому на поверхности стального листа появляются открытые части основного материала точечной формы такого размера, который можно различить невооруженным глазом. Если эти открытые части основного материала точечной формы появляются с определенной численной плотностью в широком диапазоне поверхности стального листа, то возникают серьезные дефекты в изоляции и качестве внешнего вида. Упомянутые выше способы улучшения адгезии первичного покрытия не обязательно подавляют точечные дефекты, поэтому была предпринята попытка контролировать форму первичного покрытия, не приводящая к появлению точечных дефектов.
[0013]
Что касается адгезии первичного покрытия, то были проведены различные исследования по отслаиванию торцевых поверхностей при операциях сдвига и отслаиванию поверхности при операциях изгиба, но нельзя сказать, что были предложены оптимальные способы изготовления стального листа и способы изготовления, строго различающиеся между собой. Поведение и механизм отслаивания из-за сдвига и изгиба и образования газа высокого давления различаются, поэтому при использовании способа изготовления железных стержней, которые требуют операций изгиба, становится необходимой адгезия, при которой первичное покрытие не отслаивается при выполнении более жестких операций изгиба, чем раньше, и подавление дефектов в первичном покрытии, вызванных выделением газа из стального листа. Если включить Y, La, Ce, Sr, Ca и Ba в отжиговый сепаратор для формирования первичного покрытия, содержащего Y, La, Ce, Sr, Ca и Ba, то появляются технические проблемы, такие как в случае, когда может не быть проблем с адгезией первичного покрытия при операциях сдвига, но адгезия первичного покрытия при операциях изгиба будет недостаточной, или такие как в случае, если газ, выделяющийся из стального листа во время финишного отжига, вызовет разрушение первичного покрытия основного стального листа и возникновение дефектов, и на поверхности стального листа проявляются точечные формы. По этой причине, поскольку лист электротехнической стали свободен от проблем с изоляцией и внешним видом и отличается высокой надежностью, то был желателен материал с адгезией первичного покрытия при операциях изгиба (ниже, называемый просто «адгезией покрытия») и с небольшим количеством дефектов, если на основном металле проявляются точечные формы.
[0014]
Целью настоящего изобретения является получение листа электротехнической стали с ориентированной зеренной структурой, превосходного по магнитным свойствам и адгезии первичного покрытия к основному стальному листу, имеющего мало дефектов, когда основной металл проявляет точечные формы, и который используется для финишного отжига стального листа, предложить отжиговый сепаратор, способ изготовления листа электротехнической стали с ориентированной зеренной структурой и способ изготовления стального листа используемого для финишного отжига.
РЕШЕНИЕ ПРОБЛЕМЫ
[0015]
Настоящее изобретение характеризуется контролем и определением структуры границы раздела первичного покрытия и основного стального листа из листа электротехнической стали с ориентированной зеренной структурой для задания структуры первичного покрытия.
В настоящем изобретении на основе особенностей формы, схематически показанных на фиг. 1, первичное покрытие разделяют на две области в направлении толщины и задают структуры в соответствующих областях. В последующем объяснении, чтобы определить эти две области, сторона поверхности будет называться термином «поверхностный оксидный слой (1)», а сторона основного стального листа будет называться термином «закрепляющий оксидный слой (2)». Поверхностный оксидный слой (1) представляет собой область в направлении толщины, где присутствует часть первичного покрытия, покрывающая относительно равномерно поверхность основного стального листа (далее это иногда будет называться «поверхностными оксидами»). Закрепляющий оксидный слой (2) представляет собой область в направлении толщины, где присутствуют части первичного покрытия, проникающие в основной стальной лист, далее они иногда будут называться «закрепляющими оксидами»). Ссылочное значение H0 глубины, разделяющей их, будет объяснено позже.
В этом описании структура поверхности раздела будет определяться морфологическими особенностями первичного покрытия со стороны основного стального листа. Подробности будут объяснены позже вместе с методами измерения.
Такие структуры границы раздела первичного покрытия и основного стального листа, в частности характерные формы, в целом иногда называются с использованием термина «корни».
[0016]
Поверхность раздела между первичным покрытием и основным стальным листом листа электротехнической стали с ориентированной зеренной структурой образует неровные формы, где закрепляющие оксиды проникают внутрь основного стального листа. Если глубина проникновения закрепляющих оксидов увеличивается и численная плотность частиц оксида (/мкм3) увеличивается, то адгезия первичного покрытия к основному стальному листу повышается за счет так называемого «закрепляющего эффекта»
[0017]
С другой стороны, если закрепляющие оксиды слишком сильно проникают внутрь основного стального листа, то они станут факторами, препятствующими росту кристаллических зерен стального листа во время вторичной рекристаллизации или перемещению границы домена во время намагничивания, при этом магнитные свойства ухудшатся.
[0018]
Кроме того, первичное покрытие обладает эффектом придания натяжения стальному листу и снижения потерь в стали. Для увеличения натяжения поверхностный оксидный слой (1) в первичном покрытии предпочтительно имеет высокое содержание Mg2SiO4 с малым коэффициентом линейного расширения, в то время как поверхностный оксидный слой (1) предпочтительно толстый.
[0019]
Авторы исследовали и изучили магнитные свойства листа электротехнической стали с ориентированной зеренной структурой, содержащего элементы для улучшения магнитных свойств и адгезии первичного покрытия, сформированного с использованием отжигового сепаратора, содержащего Y, La и Ce и Ca, Sr и Ba, на основе вышеуказанных общих предположений. В результате авторы получили следующие результаты.
Здесь, в следующем объяснении, один или более элементов, выбранных из группы, включающей Y, La и Ce, иногда будут описаны вместе как «элементы группы Y», а один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, иногда будут описаны вместе как «элементы группы Ca».
[0020]
Если отжиговый сепаратор содержит элементы группы Y и элементы группы Ca для формирования первичного покрытия, даже если адгезия покрытия при сдвиге достаточна, то иногда адгезия покрытия при изгибе будет недостаточной. Кроме того, если добавлять элементы группы Y и элементы группы Ca одновременно в больших количествах для улучшения адгезии покрытия при изгибе, то потери в стали и плотность магнитного потока иногда снижаются.
Далее, ниже, даже если увеличить площадь поверхности закрепляющего оксидного слоя (2), чтобы контролировать форму первичного покрытия для повышения адгезии покрытия, то иногда первичное покрытие сдувается газом, выделяющимся из стального листа во время финишного отжига, и возникают дефекты, когда на основном металле проявляются точечные формы.
После этого, если просто упомянута «адгезия», кроме мест, четко различающихся по адгезии покрытия при сдвиге и адгезии покрытия при изгибе, то это иногда будет использоваться с намерением указания адгезии покрытия при сдвиге и адгезии при изгибе.
Далее, ниже, когда просто ссылаются на «точечные дефекты», то это иногда используется для обозначения дефектов, при которых первичное покрытие сдувается газом, выделяющимся из стального листа во время финишного отжига, а на основном стальном листе проявляются точечные формы.
Авторы дополнительно изучили влияние элементов группы Y и элементов группы Ca в отжиговом сепараторе и в результате получили следующие результаты.
[0021]
Если отжиговый сепаратор содержит элементы группы Y, то закрепляющий оксидный слой (2) становится толще. Благодаря этому улучшается адгезия покрытия при сдвиге.
Кроме того, если отжиговый сепаратор содержит элементы группы Ca, то численная плотность закрепляющего оксидного слоя (2) сформированного первичного покрытия увеличивается, и адгезия покрытия при сдвиге улучшается. Кроме того, по мере того, как общее количество элементов группы Са, указанных ниже в первичном покрытии, составляющих общее содержание элементов группы Са, содержащихся в виде примесей в порошке исходного материала MgO, и количество, полученное из соединений элементов группы Са, содержащихся вне порошка исходного материала Mg, в подходящих соотношениях, то адгезия покрытия при изгибе повышается, а ухудшение магнитных свойств подавляется, и также подавляются дальнейшие точечные дефекты. В то же время в первичном покрытии поверхностный оксидный слой (1) становится однородным по толщине, и фазы Mg2SiO4 увеличиваются, и, кроме того, закрепляющий оксидный слой (2) становится длиннее в продольном направлении ширины в дополнение к направлению толщины. Считается, что улучшение адгезии покрытия при изгибе вызвано тем, что толщина поверхностного оксидного слоя (1) становится равномерной и концентрация локальных напряжений в областях поверхностного оксидного слоя (1), которые становятся тонкими по толщине, снижается во время операций изгиба. Кроме того, улучшение магнитных свойств, как полагают, обусловлено более высоким напряжением, действующим на стальной лист из-за увеличения количества фаз Mg2SiO4 в поверхностном оксидном слое (1). Кроме того, за счет подавления точечных дефектов не только увеличивается площадь поверхности раздела закрепляющего оксидного слоя (2), ответственного за адгезию, но и оксиды переплетаются по форме, в результате чего образуется структура со многими путями диффузии газа. Считается, что причиной этого является улучшение газопроницаемости закрепляющего оксидного слоя (2).
Кроме того, было выяснено, что первичное покрытие, обладающее такими превосходными свойствами, характеризуется не только просто видом неровной формы на границе раздела, но и формой присутствия Al вблизи границы раздела первичного покрытия. Далее были уточнены особенности отжигового сепаратора, используемого для формирования такого первичного покрытия.
Граница раздела основного стального листа и первичного покрытия приобретает сложную трехмерную форму, имеющую неровные формы, такие как показано на фиг. 1, поэтому авторы экспериментировали с заданием структурных особенностей границы раздела фаз трехмерной формы. Эти мероприятия должны по своей сути квантовать «трехмерные структуры», но это было трудно, поскольку они являются трехмерными и сложными структурами. По этой причине авторы экспериментировали с проецированием информации, относящейся к межфазным структурам, на плоскость, параллельную поверхности стального листа, как описано ниже, и заданием особенностей границы раздела на «плоскости». Кроме того, было подтверждено, что эффект настоящего изобретения может быть оценен и объяснен количественными положениями, основанными на «особенностях на плоскости проекции».
[0022]
Отличительной особенностью настоящего изобретения, полученного в результате этих выводов, являются следующие:
То есть, при использовании отжигового сепаратора, содержащего MgO в качестве основного компонента и где элементы группы Y и элементы группы Ca составляют первичное покрытие, содержащее Mg2SiO4 в качестве основного компонента и содержащего элементы группы Y и элементы группы Ca, если первичное покрытие и границы раздела первичного покрытия и основного стального листа удовлетворяют признакам, показанным в следующих пунктах (1)-(8), то закрепляющий оксидный слой (2) и поверхностный оксидный слой (1) становятся подходящими по форме, и становится возможным достижение как адгезии первичного покрытия при сдвиге и изгибе, так и нужные характеристики потерь в стали.
(1) Численная плотность D3 числа областей концентрации Al - от 0,015 до 0,150/мкм2,
(2) (Площадь S5 областей, состоящих из областей закрепляющего оксидного слоя и областей концентрации Al)/(площадь S3 областей концентрации Al) ≥0,30,
(3) Расстояние H5 от среднего значения высот в направлении толщины областей, состоящих из областей закрепляющего оксидного слоя и областей концентрации Al минус H0: от 0,4 до 4,0 мкм,
(4) (Общий периметр L5 областей, состоящих из областей закрепляющего оксидного слоя и областей концентрации Al)/(наблюдаемая площадь S0): от 0,020 до 0,500 мкм/мкм2,
(5) (Площадь S1 областей закрепляющего оксидного слоя)/(наблюдаемая площадь S0) ≥0,15
(6) Общее содержание элементов группы Y: от 0,1 до 6,0 мас.%,
(7) Общее содержание элементов группы Ca: от 0,1 до 6,0 мас.%,
(8) Численная плотность D4 концентрированных областей элементов группы Ca: от 0,005 до 2,000/мкм2
[0023]
Кроме того, стальной лист, используемый для финишного отжига для изготовления листа электротехнической стали с ориентированной зеренной структурой, удовлетворяет следующему условию (9):
(9) Численная плотность D42 элементов группы Ca в областях концентрации элементов группы Ca слоя отжигового сепаратора: от 0,005 до 1,400/мкм3.
[0024]
Кроме того, первичное покрытие и отжиговый сепаратор, способные образовывать слой отжигового сепаратора, удовлетворяют условиям (10)-(17).
(10) (0,00562[Y]+0,00360[La]+0,00712[Ce])/0,0412[Мg]•100(%): от 0,20 до 1,60%,
(11) (1,40[Ca]+1,18 Sr+1,12 Ba)/1,66[Mg] •100%: от 0,20 до 1,80%,
(12) (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Мg] •100%: от 0,010 до 0,080%,
(13) (12) (10)/(11): 0,020 до 0,200,
(14) Средний размер частиц R1 MgO: от 0,1 до 2,8 мкм,
(15) Средний размер частиц R2 частиц, содержащих элементы группы Ca в областях концентрации элементов группы Ca: от 0,2 до 3,0 мкм,
(16) (средний размер частиц R2)/(средний размер частиц R1): от 0,5 до 3,0.
[0025]
Суть настоящего изобретения, полученного с помощью этих результатов, заключается в следующем:
Лист электротехнической стали с ориентированной зеренной структурой по настоящему изобретению содержит основной стальной лист, имеющий химический состав, содержащий, мас.%, C: 0,0050% или менее, Si: 2,5-4,5%, Mn: 0,02-0,20%, один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005% или менее, кисл. раств. Al: 0,010% или менее и N: 0,010% или меньше, и имеющие остальные вещества, состоящие из Fe и примесей, и первичное покрытие, сформированное на поверхности основного стального листа, и содержащее Mg2SiO4 в качестве основного компонента, где информация о неровной форме поверхности первичного покрытия в направлении от стороны первичного покрытия в сторону основного стального листа в направлении толщины основного стального листа, как положительная предоставляется в проекции на плоскости, параллельной поверхности стального листа, где определенное центральное значение высоты поверхности первичного покрытия составляет H0, первичного покрытия существующего на стороне основного стального листа от H0+0,2 мкм, называется как «закрепление области оксидного слоя» и основного покрытия, существующего на стороне первичного покрытия от Н0+0,2 мкм определяется как «область поверхности оксидного слоя», и по диаграмме корреляции распределения характеристического рентгеновского излучения, несущей информацию о интенсивности составляющей на первичном покрытии в проекции на плоскость, параллельную поверхности стального листа и неровной формы, причем определяется максимальное значение интенсивности характеристического рентгеновского излучения Al, и область, где интенсивность характеристического рентгеновского излучения Al составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Al, определяется как «область концентрации Al», причем первичное покрытие удовлетворяет условиям
(1) Плотность числа D3 областей концентрации Al: от 0,015 до 0,150/мкм2,
(2) (Площадь S5 областей, которая является областью закрепляющего оксидного слоя и также является областью концентрации Al)/(площадь S3 областей концентрации Al) ≥0,30,
(3) Расстояние H5 от среднего значения высот в направлении толщины областей, которые являются областями закрепляющего оксидного слоя, а также области концентрации Al, минус H0: от 0,4 до 4,0 мкм,
(4) (Периметр L5 областей, которые являются областями закрепляющего оксидного слоя, а также областями концентрации Al)/(наблюдаемая площадь S0): от 0,020 до 0,500 мкм/мкм2,
(5) (Площадь S1 областей закрепляющего оксидного слоя)/(наблюдаемая площадь S0) ≥0,15
[0026]
Кроме того, лист электротехнической стали с ориентированной зеренной структурой характеризуется тем, что первичное покрытие содержит один или более элементов, выбранных из группы, включающей Y, La и Ce, и один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, и, когда в диаграмме корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы идентифицированы максимальные значения интенсивности характеристического рентгеновского излучения Ca, Sr и Ba, и область, где интенсивность характеристического рентгеновского излучения Ca составляет 20% или более от максимального значения интенсивность характеристического рентгеновского излучения Ca, область, где интенсивность характеристического рентгеновского излучения - интенсивность излучения Sr составляет 20% или более от максимального значения интенсивность характеристического рентгеновского излучения Sr, и область, где интенсивность характеристического рентгеновского излучения Ba составляет 20% или более от максимального значения интенсивность характеристического рентгеновского излучения Ba, вместе определяются как «области концентрации элементов группы Ca», первичное покрытие удовлетворяет условиям
(6) Отношение общего содержания одного или более элементов, выбранных из группы, включающей Y, La и Ce, к содержанию Mg2SiO4 в первичном покрытии: от 0,1 до 6,0%,
(7) Отношение общего содержания одного или более элементов, выбранных из группы, включающей Ca, Sr и Ba, к содержанию Mg2SiO4 в первичном покрытии: от 0,1 до 6,0%,
(8) Численная плотность D4 областей концентрации элементов группы Ca: от 0,005 до 2,000/мкм2.
[0027]
Кроме того, стальной лист, используемый для финишного отжига для изготовления листа электротехнической стали с ориентированной зеренной структурой содержит основной стальной лист, имеющий химический состав, содержащий, мас.%, C: 0,1% или менее, Si: 2,5-4,5%, Mn: 0,02-0,20%, один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005-0,07%, кисл. раств. Al: от 0,005 до 0,050% и N: от 0,003 до 0,0300% и имеющий остаток, состоящий из Fe и примесей, и слой отжигового сепаратора, нанесенный на поверхность основного стального листа и содержащий MgO в качестве основного компонента, где, когда при корреляции диаграммы распределения интенсивности характеристического рентгеновского излучения и неровной формы, предоставляется информацию, относящаяся к отжиговому сепаратору на плоскости, параллельной поперечному сечению в направлении толщины основного стального листа, идентифицируются максимальные значения интенсивности характеристического рентгеновского излучения Ca, Sr и Ba, и область где интенсивность характеристического рентгеновского излучения Ca составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ca, область, где интенсивность характеристического рентгеновского излучения Sr составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Sr, и область, где интенсивность характеристического рентгеновского излучения Ba составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ba, вместе называемые как «области концентрации элементов группы Ca», слой отжигового сепаратора удовлетворяется
(9) Численная плотность D42 частиц, содержащих один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, в областях концентрации элементов группы Ca, присутствующих в области от 0 до 3,0 мкм от поверхности основного стального листа: от 0,005 до 1,400/мкм3.
[0028]
Отжиговый сепаратор согласно настоящему изобретению представляет собой отжиговый сепаратор, содержащий MgO в качестве основного компонента, где отжиговый сепаратор содержит один или более элементов, выбранных из группы, включающей Y, La и Ce, и один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, причем при определении соотношений (%) содержания Mg, Y, La, Ce, Ca, Sr и Ba, содержащихся в отжиговом сепараторе, относительно к содержанию MgO соответственно [Mg], [Y], [La], [Ce], [Ca], [Sr] и [Ba], удовлетворяет условиям
(10) (0,00562[Y]+0,00360[La]+0,00714[Ce])/0,0412[Mg]•100(%): от 0,20 до 1,60(%) и
(11) (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Mg]•100(%): от 0,20 до 1,80(%), и
при определении долей (%) содержания Mg, Ca, Sr и Ba, содержащихся в порошке сырья MgO, относительно содержания MgO в порошке сырья, содержащемся в сепараторе отжига, как соответственно [Mg’], [Ca’], [Sr’] и [Ba’], и удовлетворяет условиям
(12) (0,0249[Ca’]+0,0114[Sr’]+0,0073[Ba’])/0,0412[Mg’]•100(%): от 0,010 до 0,080(%), кроме того
(13) соотношение (0,0249[Ca’]+0,0114[Sr’]+0,0073[Ba’])/0,0412[Mg’]•100% по отношению к (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Mg]•100% составляет 0,200-0,020, кроме того
(14) средний размер частиц R1 MgO: от 0,1 до 2,8 мкм,
(15) средний размер частиц R2 частиц, содержащих один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, в отжиговом сепараторе: от 0,2 до 3,0 мкм, и
(16) (средний размер частиц R2)/(средний размер частиц R1): от 0,5 до 3,0.
[0029]
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно настоящему изобретению включает процесс горячей прокатки сляба, содержащего, мас.%: C: 0,1% или менее, Si: 2,5-4,5%, Mn: 0,02-0,20%, один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005-0,07%, кисл. раств. Al: от 0,005 до 0,05% и N: от 0,003 до 0,030% и имеющий остальные вещества, состоящие из Fe и примесей, для производства горячекатаного стального листа, процесса холодной прокатки горячекатаного стального листа с обжатием холодной прокатки 80% или более для производства холоднокатаного стального листа, процесса обезуглероживающего отжига холоднокатаного стального листа для производства листа отожженного с обезуглероживанием, процесса покрытия поверхности листа отожженного с обезуглероживанием водной суспензией и его сушки, а также процесса финишного отжига стального листа после высыхания водной суспензии, где водная суспензия содержит вышеупомянутый отжиговый сепаратор.
[0030]
Способ изготовления стального листа с использованием финишного отжига для изготовления листа электротехнической стали с ориентированной зеренной структурой включает процесс горячей прокатки сляба, содержащего, мас.%, C: 0,1% или менее, Si: 2,5-4,5%, Mn: 0,02-0,20%, один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005-0,07%, кисл. раств. Al: от 0,005 до 0,05% и N: от 0,003 до 0,030% и имеющий остальные вещества, состоящие из Fe и примесей, для производства горячекатаного стального листа, процесс холодной прокатки горячекатаного стального листа с обжатием холодной прокатки 80% или более для производства холоднокатаного стального листа, процесс обезуглероживающего отжига холоднокатаного стального листа для производства отожженного с обезуглероживанием листа и процесс покрытия поверхности отожженного с обезуглероживанием листа водной суспензией и его сушки, причем водная суспензия содержит вышеупомянутый отжиговый сепаратор.
ЭФФЕКТЫ ОТ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0031]
Лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим изобретением обладает превосходными магнитными свойствами и отличной адгезией первичного покрытия к основному стальному листу. Способ получения листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим изобретением позволяет изготовить вышеупомянутый лист электротехнической стали с ориентированной зеренной структурой. Отжиговый сепаратор в соответствии с настоящим изобретением применяется в вышеуказанном способе получения. Благодаря этому может быть получен лист электротехнической стали с ориентированной зеренной структурой по настоящему изобретению. Стальной лист для финишного отжига в соответствии с настоящим изобретением предназначен для изготовления листа электротехнической стали с ориентированной зеренной структурой по настоящему изобретению. Способ получения стального листа с использованием финишного отжига в соответствии с настоящим изобретением позволяет изготовить вышеуказанный стальной лист с использованием финишного отжига.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0032]
На фиг. 1 представлено схематическое изображение образца первичного покрытия размером 20 мкм • 15 мкм.
На фиг. 2 представлен вид для объяснения фильтра Гаусса, применяемого к данным о высоте первичного покрытия, полученным с помощью лазерного микроскопа.
На фиг. 3 представлен схематический вид, показывающий трехмерную структуру задней поверхности и закрепляющих элементов отслаивающегося первичного покрытия.
На фиг. 4 представлен вид, объясняющий корреляцию диаграммы распределения интенсивности характеристического рентгеновского излучения и неровной формы.
ОПИСАНИЕ ВАРИАНТОВ СПОСОБОВ ОСУЩЕСТВЛЕНИЯ
[0033]
Детали будут объяснены позже, но в настоящем изобретении для идентификации структур границы раздела первичного покрытия и основного стального листа листа электротехнической стали с ориентированной зеренной структурой исследуется поверхность первичного покрытия, отделенная от листа электротехнической стали с ориентированной зеренной структурой со стороны, которая сцеплена с основным стальным листом, то есть поверхность первичного покрытия со стороны, образующей границу раздела первичного покрытия и основного стального листа. Эта наблюдаемая поверхность анализируется конфокальным лазерным микроскопом сканирующего типа для получения распределения неровной формы на границе раздела (информация о границе раздела в направлении глубины). Далее наблюдаемая поверхность анализировалась с помощью SEM-EDS. Распределения концентраций различных элементов, присутствующих в первичном покрытии, были получены из характерных интенсивностей рентгеновского излучения. Наблюдения за этим оборудованием выполняются в направлении, вертикальном к поверхности стального листа, с которого снят слой, поэтому полученная информация представляет собой информацию о первичном покрытии, имеющем трехмерную структуру (неровные формы и интенсивность характеристического рентгеновского излучения), проецируемую на плоскость, параллельную поверхности стального листа.
В объяснении относительно границ раздела в Описании здесь следует заранее отметить, что в объяснении используются «объекты на плоскости проекции». Например, «площадью», относящейся к структурам границы раздела, является площадь, полученная на плоскости проекции. Области присутствия элементов идентифицируются на основе интенсивности характеристического рентгеновского излучения элементов, полученных на плоскости проекции.
Однако, подтверждено, что эти признаки, полученные на плоскости проекции, могут хорошо описывать характерные признаки по настоящему изобретению. Использование информации о первичном покрытии на плоскости проекции для объяснения настоящего изобретения, само собой разумеется, не приводит к какой-либо потере значимости настоящего изобретения.
Кроме того, в настоящем описании, если не указано иное, далее, в отношении числовых значений А и В, выражение «от А до В» означает «А или больше и В или меньше». В этом выражении, когда единице присваивается только числовое значение B, эта единица также применяется к числовому значению A. Далее, в этом описании «основной компонент» означает компонент, содержащийся в 50% по массе или более в определенном веществе, и предпочтительно означает 70% по массе или более, более предпочтительно 90% по массе или более.
[0034]
Ниже будет подробно объяснен лист электротехнической стали с ориентированной зеренной структурой, в соответствии с настоящим изобретением и способ изготовления листа электротехнической стали с ориентированной зеренной структурой, отжиговый сепаратор, используемый для изготовления листа электротехнической стали с ориентированной зеренной структурой, стальной лист после финишного отжига, используемый для изготовления листа электротехнической стали с ориентированной зеренной структурой, и способ изготовления стального листа, используемого для финишного отжига. В этом описании «%» в отношении содержимого элементов будет означать «массовые %», если не указано иное.
[0035]
Лист электротехнической стали с ориентированной зеренной структурой в соответствии с одним аспектом настоящего изобретения снабжен основным стальным листом и первичным покрытием, сформированным на поверхности основного стального листа.
[0036]
Основной стальной лист
Химический состав основного стального листа, образующего вышеупомянутый лист электротехнической стали с ориентированной зеренной структурой, включает следующие элементы. При условии, однако, что отличительная особенность настоящего изобретения заключается в первичном покрытии. Основной стальной лист не обязательно должен быть специальным. Следует отметить, что, как поясняется в следующем способе изготовления, основной стальной лист изготавливается холодной прокаткой с использованием горячекатаного стального листа, имеющего далее разъясненный химический состав. Кроме того, в процессе финишного отжига теряются компоненты, поэтому химический состав основного стального листа, образующего лист электротехнической стали с ориентированной зеренной структурой, и химический состав горячекатаного стального листа значительно различаются.
[0037]
C: 0,0050% или менее
Углерод (С) является элементом, эффективным для контроля микроструктуры до завершения обезуглероживающего отжига в процессе производства, но если содержание С превышает 0,0050%, магнитные свойства листа электротехнической стали с ориентированной зеренной структурой листа конечного продукта падают. Следовательно, содержание С составляет 0,0050% или менее. Содержание С предпочтительно как можно ниже. Однако, даже при снижении содержания С менее чем до 0,0001% производственные затраты только возрастают. Вышеприведенный эффект практически не меняется. Поэтому предпочтительный нижний предел содержания С составляет 0,0001%.
[0038]
Si: от 2,5 до 4,5%
Кремний (Si) повышает электрическое сопротивление стали, чтобы уменьшить потери на вихревое токи. Если содержание Si составляет менее 2,5%, вышеуказанный эффект не достигается в достаточной степени. С другой стороны, если содержание Si превышает 4,5%, холодная обрабатываемость стали падает. Поэтому содержание Si составляет от 2,5 до 4,5%. Предпочтительный нижний предел содержания Si составляет 2,6%, более предпочтительно 2,8%. Предпочтительный верхний предел содержания Si составляет 4,0%, более предпочтительно 3,8%.
[0039]
Mn: от 0,02 до 0,20%
Марганец (Mn) связывается с далее объясненными S и Se в процессе производства с образованием MnS и MnSe. Эти выделившиеся фазы действуют как ингибиторы (ингибиторы нормального роста кристаллических зерен) и вызывают вторичную рекристаллизацию в стали. Mn также повышает горячую обрабатываемость стали. Если содержание Mn составляет менее 0,02%, вышеуказанный эффект получается недостаточным. С другой стороны, если содержание Mn превышает 0,20%, то вторичная рекристаллизация не происходит, и магнитные свойства стали могут упасть. Поэтому содержание Mn составляет от 0,02 до 0,20%. Предпочтительный нижний предел содержания Mn составляет 0,03%, более предпочтительно 0,04%. Предпочтительный верхний предел содержания Mn составляет 0,13%, более предпочтительно 0,1%.
[0040]
Один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005% или менее
Содержащиеся сера (S) и селен (Se) связываются с Mn в процессе производства с образованием MnS и MnSe, функционирующих в качестве ингибиторов. Однако, если содержание этих элементов превышает всего 0,005%, из-за остающихся ингибиторов магнитные свойства падают. Кроме того, из-за сегрегации S и Se в листе электротехнической стали с ориентированной зеренной структурой, иногда возникают дефекты поверхности. Поэтому в листе электротехнической стали с ориентированной зеренной структурой, общее содержание одного или нескольких элементов, выбранных из группы, состоящей из S и Se, составляет 0,005% или менее. Общее содержание S и Se в листе электротехнической стали с ориентированной зеренной структурой предпочтительно как можно ниже. Однако, даже при снижении содержания S и Se в листе электротехнической стали с ориентированной зеренной структурой до уровня менее чем 0,0001% производственные затраты только возрастают. Вышеприведенный эффект практически не меняется. Поэтому предпочтительный нижний предел общего содержания одного или нескольких элементов, выбранных из группы, состоящей из S и Se, в листе электротехнической стали с ориентированной зеренной структурой составляет 0,0001%.
[0041]
Кисл. раств. Al: 0,010% или менее
Алюминий (Al) связывается с N в процессе изготовления листа электротехнической стали с ориентированной зеренной структурой с образованием AlN, функционирующего в качестве ингибитора. Однако, если содержание кисл. раств. Al в листе электротехнической стали с ориентированной зеренной структурой составляет более 0,010%, то вышеуказанный ингибитор остается в чрезмерном количестве в основном стальном листе, поэтому магнитные свойства падают. Поэтому, содержание кисл. раств. Al составляет 0,010% или менее. Предпочтительный верхний предел содержания кисл. раств. Al составляет 0,004%, более предпочтительно 0,003%. Содержание кисл. раств. Al предпочтительно как можно ниже. Однако, даже при снижении содержания кисл. раств. Al в листе электротехнической стали с ориентированной зеренной структурой менее 0,0001%, производственные затраты просто растут. Вышеприведенный эффект практически не меняется. Поэтому предпочтительнее нижний предел содержания кисл. раств. Al в листе электротехнической стали с ориентированной зеренной структурой, составляет 0,0001%. Обратите внимание, что в этом Описании кисл. раств. Al означает «кислоторастворимый Al». Поэтому содержание кисл. раств. Al - это содержание кислоторастворимого Al.
Следует отметить, что, как объяснено далее, Al по отличительной особенности первичного покрытия по настоящему изобретению получен из основного стального листа. По этой причине, на первый взгляд, тот факт, что содержание Al в основном стальном листе равно нулю, казалось бы, противоречит присутствию Al в первичном покрытии, но то, что концентрируется в первичном покрытии, это «Al, который содержался в основном стальном листе в середине производства». В листе электротехнической стали с ориентированной зеренной структурой по настоящему изобретению, после того, как происходит концентрация Al, по отличительной особенности настоящего изобретения, Al из основного стального листа выводится за пределы системы путем высокотемпературной термической обработки, также называемой «очистным отжигом», одного процесса финишного отжига. По этой причине конечный основной стальной лист, не содержащий Al, и конечное первичное покрытие, имеющее Al, полученное из присутствующего основного стального листа, не противоречат друг другу.
[0042]
N: 0,010% или менее
Азот (N) связывается с Al в процессе производства листа электротехнической стали с ориентированной зеренной структурой с образованием AlN, который действует как ингибитор. Однако, если содержание N в листе электротехнической стали с ориентированной зеренной структурой превышает 0,010%, то вышеуказанный ингибитор чрезмерно остается в листе электротехнической стали с ориентированной зеренной структурой, поэтому магнитные свойства падают. Следовательно, содержание N составляет 0,010% или менее. Предпочтительный верхний предел содержания N составляет 0,004%, более предпочтительно 0,003%. Содержание N предпочтительно как можно ниже. Однако, даже при снижении общего содержания N в листе электротехнической стали с ориентированной зеренной структурой до менее чем 0,0001% производственные затраты только возрастают. Вышеприведенный эффект практически не меняется. Поэтому предпочтительный нижний предел содержания N в листе электротехнической стали с ориентированной зеренной структурой составляет 0,0001%.
[0043]
Остаток химического состава основного стального листа листа электротехнической стали с ориентированной зеренной структурой согласно настоящему изобретению состоит из Fe и примесей. Здесь «примеси» означают следующие элементы, которые поступают из руды, используемой в качестве сырья, лома или производственной среды и т.д. при промышленном изготовлении основного стального листа или остаются в стали без полного удаления при очистном отжиге и которые допускаются в содержании, не оказывающем вредного влияния на работу листа электротехнической стали с ориентированной зеренной структурой по настоящему изобретению.
[0044]
Относительно примесей
Что касается меди (Cu), олова (Sn), сурьмы (Sb), висмута (Bi), теллура (Te) и свинца (Pb), то часть Cu, Sn и Sb, Bi, Te и Pb в основном стальном листе выводится за пределы системы путем высокотемпературной термической обработки, также известной как «очистной отжиг» одного процесса финишного отжига. Эти элементы повышают селективность ориентации при вторичной рекристаллизации при финишном отжиге, проявляя улучшение плотности магнитного потока, но если они остаются в основном стальном листе после завершения финишного отжига, то вызывают ухудшение потерь в стали в виде простых примесей. Следовательно, общее содержание одного или нескольких элементов, выбранных из группы, включающей Cu, Sn и Sb, Bi, Te и Pb, составляет 0,30% или менее. Как объяснялось выше, эти элементы являются примесями, поэтому общее содержание этих элементов предпочтительно как можно ниже.
[0045]
Первичное покрытие
Отличительная особенность структуры первичного покрытия является наиболее важной в настоящем изобретении. Этот отличительный признак, как объяснялось ранее, также включает ограничение метода измерения. В настоящем изобретении информация о границе раздела первичного покрытия и основного стального листа проецируется на плоскость, параллельную поверхности стального листа, и определяется на этой плоскости (отсюда иногда просто описывается как «плоскость проекции»). Для получения представления об отличительной особенности первичного покрытия, важно понимать метод измерения, поэтому сначала будет объяснен метод измерения.
[0046]
Способ измерения первичного покрытия, в частности структур границы раздела
Лист электротехнической стали с ориентированной зеренной структурой с первичным покрытием, сформированным на его поверхности, подергается электролизу постоянным потенциалом в электролитическом растворе, так что начинает растворяться только лист основной стали, затем первичное покрытие отделяется от листа основной стали и используется в качестве образца для наблюдения. Обратите внимание, что при электролизе для получения образца основной стальной лист границы раздела избирательно подергается электролизу, поэтому нет необходимости электризовать весь основной стальной лист. Может быть установлено подходящее количество электролиза. Количество электролиза составляет, например, 80 Кл на 1 см2 площади стального листа (80 Кл/см2). При разделении первичного покрытия существует способ прикрепления первичного покрытия на адгезивную поверхность коммерчески доступной металлической ленты и т.д., затем удаление основного стального листа и наблюдение за тем, что остается на стороне ленты, способ использования парафина для его обволакивания, а затем удаления парафина и т.д.
После этого это отделенное первичное покрытие иногда будет называться «образцом для наблюдения за границей раздела», а поверхность первичного покрытия, подлежащая наблюдению со стороны, нанесенной на основной стальной лист, иногда будет называться «наблюдаемой поверхностью».
[0047]
Затем образец наблюдения за границей раздела наблюдается различными типами наблюдательного оборудования в направлении, вертикальном к поверхности очищенного стального листа. (направление толщины листа электротехнической стали с ориентированной зеренной структурой). Соответственно, данные, полученные от оборудования, становятся информацией об образце для наблюдения границы раздела, наложенной на проекционную плоскость. На основе этих данных проекции на плоскость дается следующее объяснение. То есть, например, описание «на границе раздела» является объяснением состояния данных на плоскости проекции. Здесь направление в направлении толщины от стороны первичного покрытия к стороне основного стального листа определяется как положительное. Термин «высота», используемый ниже, выражает направление от стороны первичного покрытия к стороне основного стального листа как вверх.
[0048]
В отношении вышеуказанной наблюдаемой поверхности образца для наблюдения границы раздела, область размером 20 мкм • 15 мкм или более анализируется конфокальным лазерным микроскопом сканирующего типа (модель № VK9710, изготовлено Keyence) для получения данных о неровной форме границы раздела на плоскости проекции. В это время шаги сканирования выполняются с интервалом 0,1 мкм или менее. Полученные 30000 пикселей (200 пикселей • 150 пикселей) или более данных о неровной форме сглаживаются один раз фильтром Гаусса размера 3 на 3 фиг. 2) один раз. Кроме того, данные о неровной форме после сглаживания обрабатывались автоматической коррекцией квадрической поверхности на основе осевой линии в направлении ширины и осевой линии в направлении высоты, чтобы разложить данные на плоскости проекции и получить окончательную диаграмму распределения неровной формы 200 • 150.
На фиг. 3 представлен схематический вид, показывающий трехмерную структуру задней поверхности отслоенного первичного покрытия и закрепляющих элементов. H0 - центральное значение высоты поверхности первичного покрытия. H1 - среднее значение высот закрепляющих элементов, присутствующих в положениях, превышающих H0. Эти положения (H1 - H0) в настоящем изобретении составляют от 0,40 до 2,00 мкм. Фиг. 3 проецируется на плоскость, параллельную поверхности стального листа, и представляет собой плоскость проекции, несущую информацию о распределении по высоте неровной формы.
Наблюдаемая поверхность образца для наблюдения за границей раздела анализируется на интенсивность характеристического рентгеновского излучения Ca, Sr, Ba и Al с использованием SEM-EDS (номер модели: JSM-7900F, производства JEOL). В это время шаги сканирования выполняются на расстоянии 0,1 мкм или менее, и на плоскости проекции получается диаграмма распределения интенсивности характеристического рентгеновского излучения 200 • 150 пикселей. В это время, основываясь на разрешении диаграммы распределения интенсивности характеристического рентгеновского излучения, область с разрешением 200 • 150 пикселей или более накладывается на диаграмму распределения неровной формы. То есть, это делается для того, чтобы каждый пиксель из 200 • 150 пикселей или более из области цифрового изображения диаграммы распределения интенсивности характеристического рентгеновского излучения соответствовал одной или нескольким точкам данных высоты диаграммы распределения неровной формы в соответствующей области (предпочтительно по всем точкам). Ниже это будет называться диаграммой корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы. Этот схематический вид показан на фиг. 4. Способ идентификации формы покрытия с использованием информации, полученной из этой фигуры, будет объяснен далее.
[0049]
Из полученной таким образом диаграммы корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы для определения областей A0-A5, описанных ниже, используется следующая процедура.
На схематическом представлении корреляции диаграммы распределения интенсивности характеристического рентгеновского излучения и неровной формы, показанной на фиг. 4, вся наблюдаемая область внутри самого внешнего прямоугольника обозначена A0. Области, окрашенные в темно-серый цвет, являются частями, превышающими центральное значение H0 высоты неровной формы. Внутренние стороны частей, показанные светло-серыми линиями, являются областями (закрепляющие оксидные области) A1 еще на 0,2 мкм выше, чем H0. Внешние стороны частей, показанные светло-серыми линиями, являются областями поверхностного оксидного слоя A2. Области концентрации Al (алюминия) представлены A3 (показаны точками) и A5 (показаны черным цветом). В частности, A5 показывает области концентрации Al (алюминия), присутствующие внутри закрепляющих оксидных областей (A1). Области A4 (части внутри пунктирных линий) показывают области концентрации элементов группы Ca, описанные ниже.
[0050]
Область A0 является наблюдаемой областью в целом, то есть, по крайней мере, областью 20 мкм • 15 мкм или более. Все пиксели диаграммы корреляции интенсивности характеристического рентгеновского излучения и неровной формы соответствуют этой области A0. Ниже A0 иногда будет называться «наблюдаемой областью».
[0051]
Области A1 и области A2 классифицируются на основе интенсивности характеристического рентгеновского излучения и диаграммы корреляции распределения неровной формы.
В настоящем изобретении первичное покрытие классифицируется по двум типам областей в направлении толщины исходя из положения H0 в направлении толщины стального листа, то есть «закрепляющего оксидного слоя (2)» и «поверхностного оксидного слоя (1)», как описано выше. Области A1 и области A2 - это области с классификациями, расположенными на плоскости проекции.
H0 - это центральное значение высоты поверхности из данных высоты диаграммы корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы. Здесь это среднее арифметическое значение двух значений высоты, близких к центру 200 • 150 пикселей. Кроме того, область высотой H0+0,2 мкм или более является «закрепляющим оксидным слоем (2)», в то время как то, что видно на плоскости проекции, является «областью закрепляющего оксидного слоя» A1. Таким же образом, область высотой менее H0+0,2 мкм является «поверхностным оксидным слоем (1)» и является «областью поверхностного оксидного слоя» A2 на плоскости проекции.
[0052]
Области A3 и области A4 классифицируются на основе диаграммы корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы.
На диаграмме корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы идентифицируется максимальное значение интенсивности характеристического рентгеновского излучения Al (алюминия), и область, где получена интенсивность, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Al, обозначается как A3. Ниже область A3 будет называться «областью концентрации Al».
Далее, на диаграмме корреляции интенсивности характеристического рентгеновского излучения и неровной формы определяются характеристические интенсивности рентгеновского излучения Ca, Sr и Ba и область, объединяющая область, где получена интенсивность характеристического рентгеновского излучения Ca, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ca, область, где получена интенсивность характеристического рентгеновского излучения Sr, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Sr, и область, где получена интенсивность характеристического рентгеновского излучения Ba, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского обозначается А4. То есть, область A4 - это область, где интенсивность характеристического рентгеновского излучения любого элемента Ca, Sr и Ba становится интенсивностью, составляющей 20% или более от максимального значения интенсивности характеристического рентгеновского излучения этого элемента. Ниже область A4 будет называться «областью концентрации элементов группы Ca».
[0053]
Кроме того, область, присутствующая в области A1 закрепляющего оксидного слоя и состоящая из области A3, области концентрации Al (алюминия), обозначается как A5. Ниже область A5 будет называться «областью закрепления Al (алюминия)».
[0054]
Далее, в вышеуказанных областях определяются количественные плотности числа областей (/мкм2), общая площадь областей (мкм2) и положение областей в направлении толщины (высота (мкм)). Площади необходимы в областях A0, A1, A3 и A5. Их общие площади обозначаются как S0, S1, S3 и S5.
Количественные плотности областей необходимы в А3 и А4. Количественные плотности областей A3 и A4 соответственно составляют D3 и D4. При определении количественных плотностей область, где пиксели продолжаются вверх и вниз или влево и вправо в единицах пикселей, считается одной областью. Кроме того, идентифицируются области, состоящие из четырех или более пикселей, и подсчитывается их количество. Обратите внимание, что площадь одного пикселя составляет, как объяснено выше, шаг сканирования 0,1 мкм во время измерения (более конкретно 0,092 мкм), поэтому площадь области становится 0,1 мкм • 0,1 км (более конкретно, 0,092 мкм • 0,092 мкм) •количество областей.
Само собой разумеется, но, например, D3 - это для областей A3 значение общего количества областей, измеренных при рассмотрении областей, где пиксели продолжаются в единицах пикселей, как отдельные области, разделенные на площадь наблюдаемой области A0 (то есть всей наблюдаемой области S0). D4 также вычисляется аналогичным методом.
Положение областей в направлении толщины требуются в областях A5. Положение области A5 обозначается как H5. Обратите внимание, что это положение идентифицируется на основе H0 границы раздела поверхностного оксидного слоя (1) и закрепляющего оксидного слоя (2). В частности, это значение среднего значения высот для всех пикселей области A5 минус H0. Область A5 - это область, где высота на диаграмме корреляции интенсивности характерного рентгеновского излучения и неровной формы находится в положении H0+0,2 мкм или более, поэтому среднее значение высот пикселей области A5 всегда составляет H0+0,2 мкм или более. В результате H5 приобретает значение 0,2 мкм или более.
[0055]
Отличительная особенность первичного покрытия/ Распределение Al внутри закрепляющего оксидного слоя
Ниже будет объяснено первичное покрытие, характеризующее настоящее изобретение. Первичное покрытие по настоящему изобретению содержит Mg2SiO4 в качестве основного компонента, но существует основная отличительная особенность в распределении Al вблизи границы раздела первичного покрытия и основного стального листа. Эта особенность в основном может быть идентифицирована в «закрепляющем оксидном слое (2)», поэтому сначала будет объяснена особенность, относящаяся к закрепляющему оксидному слою (2), а затем характеристика первичного покрытия в целом.
Что касается приведенного выше D3 численной плотности концентрированных областей A3 вблизи границы раздела, то настоящее изобретение характеризуется тем, что D3: от 0,015 до 0,150/мкм2. Если D3 находится за пределами этого диапазона, то эффект улучшения адгезии покрытия при изгибе не может быть получен.
Кроме того, отношение периметра L5 областей, состоящих из области закрепляющего оксидного слоя в концентрированных областях Al, то есть областей, состоящих из области закрепляющего оксидного слоя A1 и областей, концентрации Al (алюминии) A3 (области закрепления Al A5), к наблюдаемой области, L5/S0, характеризуется тем, что находится в диапазоне от 0,020 до 0,500 мкм/ мкм2. Если это соотношение становится менее 0,02 мкм/мкм2, то не может быть получен эффект улучшения адгезии покрытия при изгибе. Кроме того, если более 0,500 мкм/мкм2, то свойство потери в стали ухудшается. Здесь периметр L5 представляет собой сумму периметров области закрепления Al A5, в то время как периметр области закрепления Al A5 является периметром последовательных пикселей, образующих одну области закрепления Al A5.
Кроме того, что касается положения H5 в направлении толщины области закрепления Al A5, то H5 характеризуется величиной от 0,4 до 4,0 мкм. Если это значение становится меньше 0,4 мкм, то невозможно получить эффект улучшения адгезии покрытия при изгибе. Кроме того, если расстояние превышает 4,0 мкм, то закрепляющие оксиды растягиваются слишком сильно в направлении толщины, поэтому периметр уменьшается, и свойство выделения газа больше не улучшается и образуются точечные дефекты.
[0056]
Причина, по которой приведенное выше распределение Al влияет на изгибаемость, не ясна, но считается, что она заключается в следующем:
Al является элементом с сильной склонностью к образованию оксидов, поэтому во время финишного отжига на поверхности стального листа Al избирательно окисляется, и Al диффундирует изнутри основного стального листа к поверхности. В это время на поверхности оксидов, образующихся в результате реакции отжигового сепаратора, при замене части MgAl2O4 уменьшается количество Mg2SiO4, повышается коэффициент линейного расширения и ухудшаются магнитные свойства. Кроме того, поверхностный оксидный слой (1), состоящий в основном из Mg2SiO4, становится неравномерным по толщине. Чтобы избежать этого, Al можно окислять внутри стального листа, чтобы предотвратить его попадание на поверхностный оксидный слой (1). То есть считается, что настоящее изобретение позволяет достичь как улучшения магнитных свойств, так и улучшения адгезии покрытия при изгибе путем создания структуры, в которой оксиды Al образуются в передних концевых положениях закрепляющих оксидов, глубоко проникающих в основной стальной лист.
Заданное значение, выражающее это состояние, равно H5. В настоящем изобретении H5 составляет 0,4 мкм или более. То есть считается, что вышеуказанная структура достигается путем формирования областей закрепления Al в положениях внутри стального листа, отделенных от H0 на 0,4 мкм или более (передние торцевые стороны закрепляющих оксидов), и обеспечения периметров L5 областей закрепления Al на наблюдаемую площадь 0,02 мкм или более.
Кроме того, утверждение, что такие области закрепления Al A5 присутствуют на передних концах закрепляющих оксидов, означает, следовательно, что D3 становится подходящим диапазоном значений. То есть, если плотность числа областей закрепления Al A5 мала, D3 становится низким. Кроме того, даже если временно возникнет ситуация, когда области закрепления Al становятся чрезмерно высокими по плотности, то поскольку расстояние между соседними областями закрепления Al A5 становится меньше, они в конечном итоге будут сливаться вместе с ростом первичного покрытия, и, наконец, D3 будет трудно стать чрезмерно высоким по значению.
Кроме того, если сформированы вышеупомянутые подходящие области закрепления Al A5, Al, диффундирующий изнутри стального листа, больше не достигает поверхностного оксидного слоя (1), поэтому S5/S3 неизбежно становится высоким значением.
Обратите внимание, что в настоящем изобретении состояние Al в областях концентрации Al A3 вообще не предписано, но если принять во внимание тот факт, что основным компонентом первичного покрытия является Mg2SiO4, уместно думать, что Al в A3 присутствует в виде оксида.
[0057]
Отличительная особенность первичного покрытия/Наличие областей закрепляющего оксидного слоя
В первичном покрытии по настоящему изобретению нельзя сказать, что форма закрепляющего оксидного слоя (2) имеет замечательные характерные особенности с точки зрения внешней формы, но вышеупомянутое характерное распределение Al использует явления в передних концевых областях закрепляющего оксидного слоя (2), поэтому, если сами закрепляющие оксиды отсутствуют, формирование характерного распределения Al также становится затруднительным.
По этой причине предписывается наличие закрепляющих оксидов и доля площадей областей закрепляющего оксидного слоя на плоскости проекции. Следует отметить, что сам численный диапазон этого положения является одним из пределов, наблюдаемых даже в листе электротехнической стали с ориентированной зеренной структурой, превосходном по адгезии покрытия при общей операции сдвига, но также можно сказать, что он важен как существенное условие для получения характерного распределения Al.
В настоящем изобретении необходимо, чтобы (площадь S1 областей закрепляющего оксидного слоя)/(наблюдаемая область S0) ≥0,15. Это значение меньше 0,15 означает, что даже если каждый отдельный закрепляющий оксид образуется на значительной площади, численная плотность числа закрепляющих оксидов чрезвычайно мала или даже если численная плотность составляет определенную величину, площадь каждого отдельного закрепляющего оксида мала. В любом случае он выражает состояние, в котором интервал между закрепляющими оксидами становится относительно широким. Подробности будут объяснены позже, но в такой ситуации становится трудно сформировать вышеупомянутую характеристику распределения Al.
[0058]
Отличительная особенность первичного покрытия/Состав первичного покрытия и распределение элементов группы Ca
Первичное покрытие по настоящему изобретению содержит форстерит (Mg2SiO4) в качестве основного компонента. Более конкретно, первичное покрытие содержит от 50 до 95 мас.% Mg2SiO4. Оставшаяся часть - это в основном общеизвестные MgAl2O4 и другие оксиды или MnS или сульфиды щелочноземельных металлов.
[0059]
Кроме того, первичное покрытие по настоящему изобретению содержит элементы группы Y всего от 0,1 до 6,00 мас.% и элементы группы Ca всего от 0,1 до 6,00 мас.% по отношению к содержанию Mg2SiO4 в первичном покрытии.
[0060]
Детали будут объяснены позже, но для реализации вышеупомянутого распределения оксидов Al предпочтительно использовать отжиговый сепаратор, содержащий элементы группы Y. В этом случае элементы группы Y также остаются в первичном покрытии после финишного отжига. Если общее содержание элементов группы Y в первичном покрытии составляет менее 0,1 мас.%, нельзя сказать, что содержание элементов группы Y в отжиговом сепараторе является достаточным и адгезия покрытия при изгибе улучшается. Если более 6,0 мас.%, то толщина закрепляющего оксидного слоя (2) становится слишком большой, и оксиды препятствуют движению границы домена во время намагничивания, поэтому отрицательное воздействие на магнитные свойства становится заметным.
Таким же образом, для реализации вышеупомянутого распределения оксидов Al предпочтительно использовать отжиговый сепаратор, содержащий элементы группы Ca. В этом случае элементы группы Ca также остаются в первичном покрытии после финишного отжига. При общем содержании элементов группы Са в первичном покрытии менее 0,1 мас.% нельзя сказать, что содержание элементов группы Са в отжиговом сепараторе является достаточным. Невозможно повысить адгезию покрытия при изгибе. При более чем 6,0 мас.% количественная плотность закрепляющего оксидного слоя (2) становится слишком высокой, и соседние закрепляющие оксиды соединяются и образуют цельные частицы, в результате чего количественная плотность закрепляющих оксидных частиц падает. Кроме того, невозможно получить характерное распределение Al и повысить адгезию покрытия при изгибе.
[0061]
Содержание Mg2SiO4 в первичном покрытии получают путем использования первичного покрытия, отделенного от листа электротехнической стали вышеуказанным способом, в качестве образца и количественного анализа Mg в образце с помощью масс-спектрометрии плазмы индукционной связи (ICP-MS). Произведение полученного квантованного значения (мас.%) и молекулярной массы Mg2SiO4, деленной на два атомных веса Mg, составляет содержание Mg2SiO4.
Далее, таким же образом, Ca, Ba и Sr, а также La, Y и Ce количественно анализируются методом, аналогичным приведенному выше. Полученное содержание (мас.%) рассчитывают таким же образом, как и выше, для расчета содержания этих элементов. Общее количество полученных концентраций Ca, Ba и Sr определяется как «содержание элементов группы Ca», а общее количество полученных концентраций La, Y и Ce определяется как «содержание элементов группы Y».
[0062]
Кроме того, в первичном покрытии настоящего изобретения численная плотность областей концентрации элементов группы Са D4 на плоскости проекции предпочтительно составляет 0,005/мкм2 или более. Детали будут объяснены позже, но элементы группы Ca, которые содержит отжиговый сепаратор, как полагают, играют важную роль в управлении численной плотностью закрепляющих оксидов в процессе формирования первичного покрытия. Численная плотность D4 элементов группы Ca, сосредоточенных в областях A4 на первичном покрытии, описанном здесь, как полагают, выражает состояние, когда элементы группы Ca, действующие для образования закрепляющих оксидов в процессе формирования первичного покрытия, остаются в первичном покрытии. Если D4 становится высоким, то элементы группы Ca равномерно поступают в закрепляющие оксиды, поэтому численная плотность D3 оксидов на основе Al становится выше, и проникновение закрепляющих оксидов внутрь основного стального материала повышается.
Если D4 становится менее 0,005/мкм2, то численная плотность закрепляющих частиц оксида не может быть получена в достаточной степени, и адгезия не улучшается. Мало того, вышеуказанное характерное распределение Al не может быть получено.
Верхний предел особо не установлен, но если D4 слишком высок, то частота образования частиц закрепляющего оксида, образованных в связи с этим, также становится чрезмерно высокой, и соседние закрепляющие оксиды соединяются и образуют целостные частицы, поэтому образование характерного распределения Al нарушается, как объяснено выше. По этой причине D4 предпочтительно составляет 2000/мкм2 или менее.
[0063]
Способ изготовления
Будет объяснен один пример способа изготовления листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим изобретением.
Одним из примеров способа изготовления листа электротехнической стали с ориентированной зеренной структурой является процесс выплавки стали, процесс горячей прокатки, процесс отжига горячекатаного листа, процесс холодной прокатки, процесс отжига с обезуглероживанием, процесс финишного отжига, процесс выравнивающего отжига, процесс спекания покрытия и процесс управления стенкой домена. Ниже будут объяснены эти процессы. Обратите внимание, что условия обработки следующих процессов не отличаются от общих диапазонов и не должны быть специальными. В способе настоящего изобретения характеризующим признаком является состояние поверхности стального листа, содержащего отжиговый сепаратор в стальном листе перед финишным отжигом для управления структурой первичного покрытия.
[0064]
Процесс выплавки стали
В процессе выплавки стали расплавленную сталь получают в конвертере или другим обычным способом, и известный процесс рафинирования и процесс литья выполняют для изготовления сляба, имеющего следующий химический состав. Обратите внимание, что элементы химического состава сляба в определенной степени удаляются из компонентов стали при далее объясненном финишном отжиге. В частности, S, Al, N и т. д., действующие как ингибиторы в значительной степени удаляются. По этой причине химический состав сляба, описанного здесь, отличается от химического состава стального листа конечного продукта.
[0065]
C: 0,1% массы или менее,
Если содержание С превышает 0,1 мас.%, время, необходимое для обезуглероживающего отжига, увеличивается. В этом случае производственные затраты растут, а производительность падает. Поэтому содержание С в слябе составляет 0,1 мас.% или менее. Предпочтительный верхний предел содержания С в слябе составляет 0,092 мас.%, более предпочтительно 0,085 мас.%. Кроме того, если содержание C ниже 0,005 мас.%, то состояние дисперсии MnS, MnSe, AlN и других выделившихся фаз, а также структура частиц стального листа после отжига обезуглероживания не станут однородными, и степень интеграции в ориентацию по Госсу после вторичной рекристаллизации может ухудшиться. Поэтому нижний предел содержания С в слябе составляет 0,005 мас.%. Предпочтительный нижний предел содержания С в слябе составляет 0,02 мас.%, более предпочтительно 0,04 мас.%.
[0066]
Si: от 2,5 до 4,5 мас.%,
Как объяснено в разделе, посвященном химическому составу листа электротехнической стали с ориентированной зеренной структурой готового продукта, Si повышает электрическое сопротивление стали, но при чрезмерном его количестве холодная обрабатываемость падает. Если содержание S в слябе составляет 2,5-4,5 мас.%, то содержание Si в листе электротехнической стали с ориентированной зеренной структурой после процесса финишного отжига становится 2,5-4,5 мас.%. Предпочтительный верхний предел содержания Si в слябе составляет 4,0%, более предпочтительно 3,8 мас.%. Предпочтительный нижний предел содержания Si в слябе составляет 2,6 мас.%, более предпочтительно 2,8 мас.%.
[0067]
Mn: от 0,02 до 0,20 мас.%
Как поясняется в разделе, посвященном химическому составу листа электротехнической стали с ориентированной зеренной структурой готового продукта, в процессе производства Mn связывается с S и Se с образованием выделившихся фаз, которые действуют как ингибиторы. Mn еще больше повышает горячую обрабатываемость стали. Если содержание Mn в слябе составляет от 0,02 до 0,20%, то содержание Mn в листе электротехнической стали с ориентированной зеренной структурой, после процесса финишного отжига становится от 0,05 до 0,20 мас.%. Предпочтительный верхний предел содержания Mn в слябе составляет 0,13%, более предпочтительно 0,10%. Предпочтительный нижний предел содержания Mn в слябе составляет 0,03%, более предпочтительно 0,04%.
[0068]
Один или более элементов, выбранных из группы, состоящей из S и Se: всего от 0,005% до 0,070%
Сера (S) и селен (Se) связываются с Mn в процессе производства с образованием MnS и MnSe. MnS и MnSe функционируют как ингибиторы, необходимые для подавления роста кристаллических зерен при вторичной рекристаллизации. Если общее содержание одного или нескольких элементов, выбранных из группы, состоящей из S и Se, составляет менее 0,005% по массе, то вышеуказанный эффект трудно получить. С другой стороны, если общее содержание одного или нескольких элементов, выбранных из группы, состоящей из S и Se, превышает 0,070 мас.%, то вторичная рекристаллизация в процессе производства не происходит, и магнитные свойства стали падают. Поэтому в слябе общее содержание одного или нескольких элементов, выбранных из группы, состоящей из S и Se, составляет от 0,005 до 0,070%. Предпочтительный нижний предел общего содержания одного или нескольких элементов, выбранных из группы, состоящей из S и Se, составляет 0,008%, более предпочтительно 0,016%. Предпочтительный верхний предел общего содержания одного или нескольких элементов, выбранных из группы, состоящей из S и Se, составляет 0,060%, более предпочтительно 0,050%.
[0069]
кисл. раств. Al: от 0,005 до 0,050 мас.%
Алюминий (Al) связывается с N в процессе производства с образованием AlN. AlN действует как ингибитор. Если содержание кисл. раств. Al в слябе составляет менее 0,005%, то вышеуказанного эффекта не получается. С другой стороны, если содержание кисл. раств. Al в слябе составляет более 0,050 мас.%, AlN грубеет. В этом случае AlN становится трудно функционировать в качестве ингибитора, и иногда вторичная рекристаллизация не вызывается. Следовательно, содержание кисл. раств. Al в слябе составляет от 0,005 до 0,050%. Предпочтительный верхний предел содержания кисл. раств. Al в слябе составляет 0,040%, более предпочтительно 0,035%. Предпочтительный нижний предел содержания кисл. раств. Al в слябе составляет 0,010%, более предпочтительно 0,015%.
[0070]
N: от 0,0030 до 0,0300 мас.%
В процессе производства азот (N) связывается с Al с образованием AlN, функционирующего в качестве ингибитора. Если содержание N в слябе составляет менее 0,0030 мас.%, то вышеуказанный эффект не достигается. С другой стороны, если содержание N в слябе превышает 0,0300 мас.%, AlN грубеет. В этом случае AlN становится трудно функционировать в качестве ингибитора, и иногда вторичная рекристаллизация не вызывается. Поэтому содержание N в слябе составляет от 0,0030 до 0,0300%. Предпочтительный верхний предел содержания N в слябе составляет 0,0200 мас.%, более предпочтительно 0,0150%. Предпочтительный нижний предел содержания N в слябе составляет 0,0040%, более предпочтительно 0,0060%.
[0071]
Остаток химического состава в слябе по настоящему изобретению состоит из железа и примесей. Здесь «примеси» означают элементы, которые поступают из руды, используемой в качестве сырья, лома или производственной среды и т. д. при промышленном изготовлении сляба и присутствие которых допускается в диапазоне, не оказывающем вредного воздействия на сляб по настоящему варианту осуществления.
[0072]
Относительно дополнительных элементов
Сляб в соответствии с настоящим изобретением может дополнительно содержать, вместо части Fe, один или более элементов, выбранных из группы, включающей Cu, Sn и Sb, всего 0,60 мас.% или менее. Все эти элементы являются необязательными.
[0073]
Один или более элементов, выбранных из группы, состоящей из Cu, Sn и Sb: всего от 0 до 0,60 мас.% меди (Cu), олова (Sn) и сурьмы (Sb) являются необязательными элементами и не должны включаться. Если это так, Cu, Sn и Sb повышают плотность магнитного потока листа электротехнической стали с ориентированной зеренной структурой. Если Cu, Sn и Sb присутствуют хотя бы в небольшом количестве, то в определенной степени достигается вышеуказанный эффект. Однако, если содержание Cu, Sn и Sb превышает всего 0,6%, то становится трудно сформировать внутренний оксидный слой во время обезуглероживающего отжига. В этом случае во время финишного отжига задерживается образование первичного покрытия, которое протекает с реакцией MgO отжигового сепаратора и SiO2 внутреннего оксидного слоя. В результате адгезия образовавшегося первичного покрытия падает. Кроме того, после очистного отжига Cu, Sn и Sb легко остаются в качестве примесных элементов. В результате магнитные свойства ухудшаются. Следовательно, содержание одного или нескольких элементов, выбранных из группы, состоящей из Cu, Sn и Sb, составляет всего от 0 до 0,6 мас.%. Предпочтительный нижний предел общего содержания одного или нескольких элементов, выбранных из группы, состоящей из Cu, Sn и Sb, составляет 0,005 мас.%, более предпочтительно 0,007 мас.%. Предпочтительный верхний предел общего содержания одного или нескольких элементов, выбранных из группы, состоящей из Cu, Sn и Sb, составляет 0,50 мас.%, более предпочтительно 0,45 мас.%.
[0074]
Сляб в соответствии с настоящим изобретением может дополнительно содержать, вместо части Fe, один или более элементов, выбранных из группы, состоящей из Bi, Te и Pb, всего 0,030 мас.% или менее. Все эти элементы являются необязательными.
[0075]
Один или более элементов, выбранных из группы, включающей Bi, Te и Pb: всего от 0 до 0,030%
Висмут (Bi), теллур (Te) и свинец (Pb) являются необязательными элементами, но являются элементами, которые следует учитывать в настоящем изобретении со следующей точки зрения.
Эти элементы повышают плотность магнитного потока листа электротехнической стали с ориентированной зеренной структурой. Предпочтительное нижнее предельное значение общего содержания одного или нескольких элементов, выбранных из группы, состоящей из Bi, Te и Pb, для этого составляет 0,0005 мас.%, более предпочтительно 0,001 мас.%.
С другой стороны, если во время финишного отжига эти элементы сегрегируют на поверхность, то закрепляющий оксидный слой (2) не станет толще, и адгезия покрытия к первичному покрытию снизится. По этой причине, несмотря на эффект повышения плотности магнитного потока, для обеспечения адгезии покрытия количество элементов должно было быть ограничено 0,005 мас.% или около того или менее. Эффект настоящего изобретения становится особенно эффективным при изменении структуры закрепляющих оксидов для улучшения адгезии покрытия, поэтому становится особенно эффективным при применении способа изготовления, содержащего эти элементы. В случае применения настоящего изобретения превосходная адгезия покрытия становится обеспечивается этими элементами даже в количестве 0,010 мас.% или более, более предпочтительно 0,015 мас.% или более. При этом, если чрезмерно добавлять эти элементы, то невозможно избежать снижения адгезии даже в результате осуществления настоящего изобретения, поэтому верхний предел составляет 0,030 мас.%. Предпочтительный верхний предел составляет 0,020%, в то время как более предпочтительный верхний предел составляет 0,015%.
[0076]
Процесс горячей прокатки
Сляб, имеющий вышеупомянутый химический состав, нагревается. Температура нагрева сляба составляет, например, от 1280 до 1350°С или менее. Нагретый сляб подвергается горячей прокатке для производства горячекатаного стального листа. Горячекатаный стальной лист может быть отожжен по мере необходимости. Условия отжига горячекатаного стального листа составляют, например, от 900 до 1100°C в течение 3-5 минут.
[0077]
Процесс холодной прокатки
В процессе холодной прокатки горячекатаный стальной лист подвергается холодной прокатке для производства холоднокатаного стального листа.
[0078]
Подготовленный горячекатаный стальной лист подвергается холодной прокатке для производства холоднокатаного стального листа основного стального листа. Холодная прокатка может быть выполнена только один раз или может быть выполнена несколько раз. При выполнении холодной прокатки несколько раз после выполнения холодной прокатки проводят технологический отжиг с целью размягчения стали, а затем проводят холодную прокатку. При выполнении холодной прокатки один раз или несколько раз изготавливается холоднокатаный стальной лист, имеющий толщину готового изделия (толщину готового изделия).
[0079]
Обжатие холодной прокатки за один или более проход холодной прокатки составляет 80% или более. Здесь обжатие холодной прокатки (%) определяется следующим образом:
Обжатие холодной прокатки (%) = 1-(толщина холоднокатаного стального листа после финишной холодной прокатки)/(толщина горячекатаного стального листа до начала начальной холодной прокатки)•100%
[0080]
Обратите внимание, что предпочтительный верхний предел обжатия холодной прокатки составляет 95%. Кроме того, перед холодной прокаткой горячекатаного стального листа горячекатаный стальной лист может быть подвергнут термической обработке или травлению.
[0081]
Способ обезуглероживающего отжига
Холоднокатаный стальной лист, изготовленный в процессе холодной прокатки, подвергается обезуглероживанию и азотированию при необходимости. Обезуглероживающий отжиг проводят в известной водородно-азотной влажной атмосфере. Благодаря обезуглероживающему отжигу концентрация C в листе электротехнической стали с ориентированной зеренной структурой, снижается до 50 ppm или менее, что позволяет подавлять ухудшение в результате магнитного старения. В процессе обезуглероживающего отжига в структуре стального листа происходит первичная рекристаллизация, и снимается рабочее напряжение, вызванное холодной прокаткой. Кроме того, в процессе обезуглероживающего отжига часть поверхностного слоя основного стального листа формируется с внутренним оксидным слоем, основным компонентом которого является SiO2. Образующийся здесь SiO2 реагирует с MgO в водной суспензии, содержащей отжиговый сепаратор, который должен быть нанесен позже во время финишного отжига, с образованием первичного покрытия, контролируемого по форме в настоящем изобретении. Температура отжига процесса обезуглероживающего отжига известна, например, от 750 до 950°С. Время выдержки при этой температуре отжига составляет, например, от 1 до 5 минут.
[0082]
Способ формирования слоя отжигового сепаратора
В настоящем изобретении «сепаратор отжига» обозначает вещество, сформированное для придания функции предотвращения прилипания во время финишного отжига к поверхности листа после обезуглероживающего отжига, где должен быть выполнен финишный отжиг. Кроме того, слой отжигового сепаратора, образованный на поверхности листа после обезуглероживающего отжига, называется «слоем отжигового сепаратора».
В этом процессе получают водную суспензию, содержащую соединения, образующие отжиговый сепаратор и т. д. Водную суспензию готовят путем добавления в чистую воду позднее объясненных элементов, образующих отжиговый сепаратор и т.д., в виде соединений и т.д. и перемешивания. Эта суспензия наносится на поверхность вышеуказанного листа после обезуглероживающего отжига с помощью устройства для нанесения покрытий валиком, распылителя и т.д. Стальной лист, на который наносится суспензия, помещают в печь, выдержанную при температуре от 400 до 1000°C, и выдерживают в течение 10-90 секунд, чтобы таким образом высушить суспензию на поверхности. Обратите внимание, что в это время температура самого стального листа поднимается только до 400°C или около того (никаких изменений в кристаллической структуре, таких как рекристаллизация, не происходит). То, что остается на поверхности стального листа в этот момент времени, является отжиговым сепаратором по настоящему изобретению. Состояние этого отжигового сепаратора, нанесенного на поверхность стального листа перед финишным отжигом, называется «слоем сепаратора отжига».
В основном, наконец, отжиговый сепаратор, покрывающий поверхность стального листа перед финишным отжигом, можно считать полученным простым смешиванием различных соединений и т.д., используемых в качестве сырья.
[0083]
Процесс финишного отжига
Отжиговый сепаратор сушат, затем проводят финишный отжиг. При финишном отжиге температура отжига составляет от 1150 до 1250°С, а основной стальной лист (холоднокатаный стальной лист) выдерживается. Время выдержки составляет, например, от 15 до 30 часов. Атмосфера печи при финишном отжиге является известной атмосферой. Обратите внимание, что в конечном процессе процесса финишного отжига, в частности, часть S, Al, N и других элементов, функционирующих в качестве ингибиторов, выводятся за пределы системы. Этот процесс иногда называют «очисткой (отжигом)».
[0084]
В листе электротехнической стали с ориентированной зеренной структурой, изготовленном по вышеуказанному технологическому процессу, на поверхности образуется первичное покрытие, содержащее Mg2SiO4 в качестве основного компонента. В это время, применяя описанный ниже отжиговый сепаратор, структура границы раздела основного стального листа и первичного покрытия удовлетворяет положениям настоящего изобретения, и адгезия покрытия улучшается.
[0085]
Следует отметить, что благодаря процессу обезуглероживающего отжига и процессу финишного отжига элементы химического состава горячекатаного стального листа в определенной степени удаляются из компонентов стали. В частности, S, Al, N и т. д., действующие как ингибиторы в значительной степени удаляются. По этой причине по сравнению с химическим составом горячекатаного стального листа содержание элементов в химическом составе основного стального листа листа электротехнической стали с ориентированной зеренной структурой становится ниже, как объяснено выше. При использовании горячекатаного стального листа вышеупомянутого химического состава для работы вышеуказанного способа изготовления может быть изготовлен лист электротехнической стали с ориентированной зеренной структурой, имеющий основной стальной лист вышеупомянутого химического состава.
[0086]
Способ формирования изоляционного покрытия
В одном из примеров способа изготовления листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим изобретением дальнейший процесс формирования изолирующего покрытия может быть выполнен после процесса финишного отжига. В процессе формирования изолирующего покрытия поверхность листа электротехнической стали с ориентированной зеренной структурой после снижения температуры в процессе финишного отжига покрывают изолирующим покрывающим веществом, состоящим в основном из коллоидного кремнезема и фосфата, а затем обжигают. За счет этого первичное покрытие образуется с изолирующим покрытием натяжного покрытия.
[0087]
Способ обработки для измельчения магнитных доменов
Кроме того, лист электротехнической стали с ориентированной зеренной структурой согласно настоящему изобретению, может быть подвергнут известному способу обработки для измельчения магнитных доменов после холодной прокатки, после обезуглероживающего отжига, после финишного отжига, после формирования изоляционного покрытия и т.д. В процессе измельчения магнитных доменов поверхность листа электротехнической стали с ориентированной зеренной структурой облучают лазерным лучом, имеющим эффект рафинирования магнитных доменов, или формируют с канавками на поверхности. В этом случае может быть изготовлен лист электротехнической стали с ориентированной зеренной структурой с отличными магнитными свойствами.
[0088]
Отжиговый сепаратор
Отжиговый сепаратор по настоящему изобретению содержит оксид магния (MgO) в качестве основного компонента и дополнительно содержит один или более элементов, выбранных из группы, включающей Y, La и Ce (элементы группы Y), и один или более элементов, выбранных из группы, включающей Ca, Sr и Ba (элементы группы Ca).
[0089]
Y, La и Ce
В отжиговом сепараторе соотношения содержания Y, La, Ce и Mg по отношению к содержанию MgO в сепараторе отжига выражаются в % и обозначаются как [Y], [La], [Ce] и [Mg]. Отжиговый сепаратор содержит эти элементы, удовлетворяющие следующей формуле:
(0,00562[Y]+0,00360[La]+0,00712[Ce])/0,0412[Мg]•100(%): от 0,20 до 1,60(%)
Здесь коэффициенты в приведенной выше формуле являются коэффициентами для нахождения соотношений концентраций и рассчитываются следующим образом в предположении, что атомы Y, La, Ce и Mg, присутствующие в отжиговом сепараторе, соответственно состоят из стабильных оксидов Y2O3, La2O3, CeO2 и MgO:
Коэффициент Y: 1/атомный вес Y/2=1/88,9/2=0,00562
Коэффициент La: 1/атомный вес La/2=1/138,9/2=0,00360
Коэффициент Ce: 1/атомный вес Ce=1/140,1=0,00714
Коэффициент Mg: 1/атомный вес Mg=1/24,3=0,0412
[0090]
(0,00562[Y]+0,00360[La]+0,00714[Ce])/0,0412[Mg]•100% - это доля (процент) содержания, полученного путем преобразования элементов группы Y в отжиговом сепараторе в стабильные оксиды элементов и их суммирования и основного составляющего вещества MgO в отжиговом сепараторе. Другими словами, можно сказать, что это показатель, показывающий величину влияния элементов группы Y на Mg в оксидах. Ниже (0,00562[Y]+0,00360[La]+0,00714[Ce])/0,0412[Mg]•100% будет называться «CY».
[0091]
Обратите внимание, что элементы группы Y должны содержаться в виде соединений, включающих кислород, или в виде соединений, изменяющихся на соединения, содержащие кислород, путем окисления при финишном отжиге.
Соединения элементов группы Y представляют собой, например, оксиды или гидроксиды, карбонаты, сульфаты и т. д., которые частично или полностью превращаются в оксиды путем позднее объясненной обработки обжигом (обработка сушкой) и обработки финишным отжигом.
[0092]
В отжиговом сепараторе, где добавляется соединение элементов группы Y, корни для первичного покрытия развиваются из-за объясненного позже эффекта выделения кислорода. В результате повышается адгезия первичного покрытия к основному стальному листу. Если CY составляет менее 0,20%, вышеуказанный эффект недостаточно обеспечен. С другой стороны, если CY превышает 1,60%, корни для первичного покрытия чрезмерно развиваются и магнитные свойства падают. Таким образом, CY составляет от 0,20 до 1,60%. Предпочтительный нижний предел CY составляет 0,40%, более предпочтительно 0,50%. Предпочтительный верхний предел составляет 1,40%, более предпочтительно 1,30%.
[0093]
Причина, по которой контроль содержания элементов группы Y позволяет улучшить адгезию, не совсем ясна, но считается, что она заключается в следующем: то есть элементы группы Y, содержащие кислород, выделяют кислород во время финишного отжига, поддерживают парциальное давление кислорода между стальными листами катушки во время финишного отжига и увеличивают закрепляющий оксидный слой (2) первичного покрытия. Ниже будет подробно объяснена взаимосвязь между выделением кислорода и развитием закрепляющего оксидного слоя (2).
Закрепляющий оксидный слой состоит из MgO в отжиговом сепараторе и Mg2SiO4, образованного реакцией с SiO2 внутри основного стального листа. То есть для получения закрепляющей структуры с заметными неровными формами необходимо, чтобы оксиды внутри стального листа, то есть SiO2, по своей сути имели заметные неровные формы. SiO2, имеющий такие границы раздела, обладает высокой межфазной энергией, поэтому нестабилен во время финишного отжига, выполняемого при высокой температуре. По этой причине во время финишного отжига SiO2, образовавшийся внутри основного стального листа, разрушается и диффундирует в виде SiO2 в основном стальном листе, тем самым становясь плоским. Кроме того, финишный отжиг выполняется в атмосфере водорода, поэтому поступления кислорода внутрь основного стального листа невелика. Кроме того, образуются оксиды на основе Al, которые являются более стабильными оксидами, чем SiO2, в результате чего кислород в основном стальном листе уменьшается, и SiO2 становится все более нестабильным. В результате SiO2, присутствующий внутри основного стального листа на глубине, более глубокой, чем там, где образуются оксиды на основе Al, значительно разрушается. SiO2 становится все более плоским благодаря диффузии после разрушения, и закрепляющий оксидный слой (2) первичного покрытия также становится плоским.
Здесь элементы группы Y, содержащие кислород, содержащиеся в отжиговом сепараторе, выделяют кислород, в результате чего парциальное давление кислорода между стальными листами катушки во время финишного отжига становится выше. Из-за более высокого парциального давления кислорода между стальными листами кислород подается в основной стальной лист, и сглаживание внутренних оксидов SiO2 замедляется. Задержка сглаживания SiO2 во время финишного отжига означает образование Mg2SiO4 с заметными неровными формами. Mg2SiO4 более стабилен, чем SiO2. Существует небольшое изменение формы из-за последующего финишного отжига. В результате неровные формы закрепляющего оксидного слоя (2) первичного покрытия становятся заметными.
[0094]
Ca, Sr и Ba
В настоящем изобретении задано общее содержание элементов группы Са, содержащихся в отжиговом сепараторе, общее содержание элементов группы Са, содержащихся в виде примесей в порошке сырья MgO, содержащемся в отжиговом сепараторе, и отношение этих содержаний.
В отжиговом сепараторе отношение содержания Ca, Sr, Ba и Mg по отношению к содержанию MgO в отжиговом сепараторе выражаются в % и обозначаются как [Ca], [Sr], [Ba] и [Mg]. Отжиговый сепаратор содержит эти элементы, удовлетворяющие следующей формуле:
(0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Мg]•100(%) = от 0,20 до 1,80(%)
Кроме того, содержание Ca, Sr, Ba и Mg, содержащихся в порошке сырья MgO, по отношению к содержанию MgO в порошке сырья MgO, содержащемся в отжиговом сепараторе, обозначается как [Ca’], [Sr’], [Ba’] и[Mg’]. Отжиговый сепаратор содержит эти элементы, удовлетворяющие следующей формуле:
(0,0249[Ca’]+0,0114[Sr’]+0,0073[Ba’])/0,0412[Мg’]•100(%): от 0,010 до 0,080(%)
Кроме того, общее содержание элементов группы Ca, содержащихся в отжиговом сепараторе, и общее содержание элементов группы Ca в порошке сырья MgO, содержащемся в отжиговом сепараторе, удовлетворяют соотношению (общее содержание элементов группы Ca в порошке сырья MgO, содержащемся в сепараторе отжига)/(общее содержание элементов группы Ca, содержащихся в сепараторе отжига): 0,020-0,200.
Здесь коэффициенты в приведенной выше формуле являются коэффициентами, рассчитанными с учетом того, что атомы Ca, Ba, Sr и Mg, присутствующие в отжиговом сепараторе или порошке сырья MgO, соответственно, состоят из стабильных оксидов CaO, BaO, SrO и MgO, и могут быть рассчитаны следующим образом с помощью коэффициентов, рассчитанных по соответствующим количественным соотношениям:
Коэффициент Ca: 1/атомный вес Ca=1/40,1=0,0249
Коэффициент Sr: 1/атомный вес Sr=1/87,6=0,0114
Коэффициент Ba: 1/атомный вес Ba=1/137,3=0,0073
Коэффициент Mg: 1/атомный вес Mg=1/24,3=0,0412
[0095]
(0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Mg]•100 (%) - это отношение (процент) содержания, полученного путем преобразования элементов группы Ca в отжиговом сепараторе в стабильные оксиды элементов и их суммирования c основным компонентом MgO в отжиговом сепараторе. Другими словами, можно сказать, что это показатель, показывающий величину влияния элементов группы Са на содержание Mg в оксидах. Ниже общее количественное соотношение элементов группы Ca, содержащихся в отжиговом сепараторе (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Mg]•100 (%), будет называться «CC», а общее количественное соотношение элементов группы Ca, содержащихся в виде примесей в порошке сырья MgO, содержащемся в отжиговом сепараторе (0,0249[Ca’]+0,0114[Sr’]+0,0073[Ba’])/0,0412[Mg’]•100 (%), будет называться «CC’».
Элементами группы Ca являются, например, оксиды или гидроксиды, карбонаты, сульфаты и т.д., которые частично или полностью превращаются в оксиды с помощью позднее объясненной обработки обжигом (обработка сушкой) и обработки финишным отжигом.
[0096]
Считается, что элементы группы Ca диффундируют в первичном покрытии во время финишного отжига, достигая границы раздела первичного покрытия со стороны основного стального листа и вступая в реакцию с SiO2, присутствующим в области поверхности основного стального листа, становясь отправными точками для формирования первичного покрытия, чтобы облегчить образование закрепляющих оксидов, то есть для увеличения плотности числа областей закрепляющего оксидного слоя.
Причина, по которой демонстрируется такое действие, не ясна, но считается, что она заключается в следующем.
Основной стальной лист окисляется путем обезуглероживающего отжига. В области поверхностного слоя образуется SiO2. Рост закрепляющих оксидов, части первичного покрытия, состоящего в основном из Mg2SiO4, к внутренней части основного стального листа, то есть явление увеличения толщины закрепляющего оксидного слоя (2), происходит за счет Mg, содержащегося в качестве основного элемента отжигового сепаратора, диффундирующего к SiO2 внутри основного стального листа и образующего Mg2SiO4. В то же время, как полагают, области концентрации Al, характеризующие настоящее изобретение, образованы Al, диффундирующим изнутри стального листа, реагирующим с Mg2SiO4 и концентрирующимся в этой области. То есть, чем больше Mg2SiO4 образуется внутри основного стального листа, тем больше областей концентрации Al образуется внутри основного стального листа.
Элементы группы Ca обладают действием, сходным с Mg, и образуют составные оксиды оксидов элементов группы Ca и оксидов Si. Считается, что если композитные оксиды вступают в реакцию с Al, то Al заставляют концентрироваться в областях реакции. Кроме того, при сравнении скоростей диффузии элементов группы Mg и Ca в SiO2 элементы группы Ca диффундируют быстрее. Если элементы группы Са присутствуют в отжиговом сепараторе, то композитные оксиды SiO2 и элементы группы Са образуются в области внутри листа основного металла раньше, чем Mg2SiO4 композитного оксида SiO2 и Mg, и скорость закрепления оксидов, проходящих через внутреннюю часть стального листа, увеличивается. При этом отжиговый сепаратор, содержащий элементы группы Ca, не только увеличивает толщину закрепляющего оксидного слоя (2), но и увеличивает концентрацию в нем Al, то есть H5. По этой причине элементы группы Са уже становятся оксидами или соединениями, содержащими кислород, до приготовления водной суспензии или после процесса сушки и должны диффундировать в отжиговый сепаратор.
Кроме того, если элементы группы Са содержатся в порошке сырья MgO в качестве примесей, то реакционная способность порошка сырья MgO с SiO2 повышается. Наряду с этим и в последний период отжига они функционируют как относительно стабильные источники элементов группы Са. Путем подачи источников элементов группы Са в первичное покрытие можно стабилизировать оксиды первичного покрытия. В этом случае нестабильный SiO2 может быть заменен CaMgSi2O6 или другим стабильным оксидным покрытием в любой ранний период. Кроме того, CaMgSi2O6 стабилизируется в качестве источника элементов группы Ca, не ограничивающих пути подачи Mg. В результате CaMgSi2O6 может сохраняться по форме до тех пор, пока не будет заменен Mg2SiO4. Однако, если примесных элементов группы Ca в MgO становятся чрезмерно много, то количество подачи Ca становится чрезмерным по сравнению с Mg, подача элементов группы Mg для формирования CaMgSi2O6, необходимых для поддержания сложной формы первичного покрытия, уменьшается по сравнению с элементами группы Ca, и образование более стабильного MgSi2O4 задерживается, в результате чего из-за теплового воздействия отжига первичное покрытие меняет форму и становится невозможным поддерживать сложно переплетенную форму первичного покрытия, предотвращая точечные дефекты. В результате точечные дефекты увеличиваются. Кроме того, даже если примесные элементы группы Са в MgO чрезмерно малы, то таким же образом, даже если добавки, содержащие элементы группы Са, добавленные к порошку сырья, отличному от MgO, обеспечивают достаточное количество элементов группы Са, подача Mg относительно уменьшается, в результате чего образование более стабильного MgSi2O4 замедляется и по аналогичной причине точечные дефекты увеличиваются. Поскольку общее количественное соотношение элементов группы Са в отжиговом сепараторе сбалансировано в количествах поступления Mg и Са, имеются CC=0,20-1,80 и CC’=0,010-0,080. CC’/CC=0,020-0,200.
[0097]
Если CC меньше 0,20, то вышеуказанный эффект не может быть получен в достаточной степени. С другой стороны, если CC превышает 1,80, то закрепляющий оксидный слой становится чрезмерно толстым, и магнитные свойства иногда падают. Если CC составляет от 0,20 до 1,80, то падение магнитных свойств может быть подавлено, в то время как адгезия первичного покрытия к основному стальному листу может быть повышена.
Кроме того, если CC’ меньше 0,010 или больше 0,080, или если CC’/CC меньше 0,020 или больше 0,200, то возникнут точечные дефекты. По этой причине диапазон CC’ по настоящему изобретению составляет от 0,010 до 0,080, а диапазон CC’/CC составляет от 0,020 до 0,200.
[0098]
Дополнительные компоненты отжигового сепаратора
Отжиговый сепаратор может дополнительно содержать, при необходимости, Ti, Zr и Hf. После этого один или более элементов, выбранных из группы, состоящей из Ti, Zr и Hf, иногда будут описываться как “элементы группы Ti”.
Доля содержания Ti, Zr, Hf и Mg по отношению к содержанию MgO в сепараторе отжига выражаются в% по массе и обозначаются как [Ti], [Zr], [Hf] и [Mg]. Отжиговый сепаратор содержит эти элементы в точно таких количествах, которые удовлетворяют следующей формуле:
(0,0209[Ti]+0,0110[Zr]+0,0056[Hf])/0,0412[Мg]•100(%)≤5,0(%)
Здесь коэффициенты в приведенной выше формуле являются коэффициентами, рассчитанными с учетом того, что Ti, Zr и Hf, присутствующие в отжиговом сепараторе, соответственно состоят из стабильных оксидов TiO2, ZrO2, HfO2 и MgO, и могут быть рассчитаны следующим образом с помощью коэффициентов, рассчитанных по соответствующим количественным соотношениям:
Коэффициент Ti: 1/атомный вес Ti=1/47,9=0,0209
Коэффициент Zr: 1/атомный вес Zr=1/91,2=0,0110
Коэффициент Hf: 1/атомный вес Hf=1/178,5=0,0056
Коэффициент Mg: 1/атомный вес Mg=1/24,3=0,0412
[0099]
(0,0209[Ti]+0,0110[Zr]+0,0056[Hf])/0,0412[Mg]•100 (%) - это отношение (в процентах) содержания, полученного путем преобразования элементов группы Ti в отжиговом сепараторе в стабильные оксиды элементов и их суммирования с основным составляющем веществом MgO в отжиговом сепараторе. Другими словами, можно сказать, что это показатель, показывающий величину влияния элементов группы Ti на Mg в оксидах. Ниже (0,0209[Ti]+0,0110[Zr]+0,0056[Hf])/0,0412[Мg]•100(%) будет называться «CT». Элементы группы Ti могут быть включены отдельно или в виде сплавов или соединений. Такими соединениями являются, например, сульфаты, карбонаты, гидроксиды и т.д.
[0100]
При финишном отжиге элементы группы Ti способствуют реакции MgO в отжиговом сепараторе и SiO2 поверхностного слоя основного стального листа, образованного обезуглероживающим отжигом, и способствуют образованию Mg2SiO4. С другой стороны, если CT превышает 5,0, это эффект достигает насыщения, поэтому 5,0 является верхним пределом.
[0101]
Кроме того, отжиговый сепаратор может также содержать элементы с известными эффектами в диапазонах, не препятствующих эффекту по настоящему изобретению.
[0102]
Значения указанных выше CY, CC и CT определяются по содержанию элементов группы и содержанию Mg в отжиговом сепараторе.
[0103]
Диффузия элементов в отжиговом сепараторе
Отжиговый сепаратор по настоящему изобретению содержит различные вышеуказанные элементы, но они присутствуют не только в виде одних металлов, но и в смешанном состоянии в виде различных типов соединений.
В настоящем изобретении содержится несколько положений, касающихся этого смешанного состояния.
[0104]
В отжиговом сепараторе по настоящему изобретению средний размер частиц MgO составляет от 0,1 до 2,8 мкм. Ниже средний размер частиц MgO будет называться R1.
Если R1 меньше 0,1 мкм, то MgO становится слишком активным, листы рулона слипаются после финишного отжига, и свойства отжигового сепаратора ухудшаются.
Если R1 превышает 2,8 мкм, то MgO становится слишком инертным, и образование первичного покрытия задерживается. По этой причине R1 составляет от 0,1 до 2,8 мкм.
R1 и R2 измеряются следующим образом. То есть, порошок исходного материала измеряется методом лазерной дифракции/рассеяния на основе JIS Z8825 (2013) с использованием устройства для измерения распределения частиц по размерам типа лазерной дифракции/рассеяния для получения распределения частиц по размерам на основе объема. Кроме того, это преобразуется в распределение частиц по размерам, основанное на количестве частиц, и, наконец, для каждого элемента определяется средний размер частиц, основанный на количестве частиц.
[0105]
Отжиговый сепаратор по настоящему изобретению имеет средний размер частиц, содержащих элементы группы Са, от 0,2 до 3,0 мкм. Ниже средний размер частиц, содержащих элементы группы Ca, будет называться R2.
Если R2 меньше 0,2 мкм, то Са становится слишком активным, и количество подачи элементов группы Са в первичное покрытие во время формирования становится слишком большим по сравнению с количеством подачи Mg. По этой причине реакция Mg и Si замедляется, поэтому образование Mg2SiO4, наоборот, замедляется, и адгезия первичного покрытия ухудшается.
Если R2 превышает 3,0 мкм, то MgO и SiO2 больше не контактируют друг с другом, поэтому образование Mg2SiO4 замедляется, и адгезия первичного покрытия ухудшается.
Метод измерения R2 будет объяснен позже.
[0106]
Необходимо отметить, что R1 и R2, предписанные в настоящем изобретении, являются значениями, рассчитанными на основе числа частиц.
Как правило, средний размер частиц часто определяется на основе веса. Если основываться на весе, то в порошке с неравномерными размерами частиц количественное соотношение частиц в определенном диапазоне размеров частиц выражается долей в общем весе. Этот средний размер частиц, основанный на весе, не может служить репрезентативными частицами измеряемого объекта в целом в распределении размера частиц. Например, если количественное соотношение крупных частиц, которые чрезвычайно редки по частоте присутствия, изменяется незначительно, поскольку соотношение крупных частиц по весу в целом велико, то полученный средний размер частиц сильно колеблется.
С другой стороны, средний размер частиц, основанный на количестве частиц, описанный в настоящем изобретении, основан на количестве присутствующих частиц, классифицированных по размеру, поэтому, если количество частиц определенных размеров не сильно меняется, общий средний размер частиц не будет сильно колебаться. То есть размер становится величиной, отражающей размер частиц с высокой частотой присутствия. Другими словами, это значение имеет сильную корреляцию с количеством частиц на единицу объема.
Эффект настоящего изобретения реализуется, как объяснено ниже, путем регулирования размера частиц с высокой частотой существования. Положения изобретения должны основываться на среднем размере частиц, основанном на количестве частиц, а не на весе.
[0107]
Кроме того, отжиговый сепаратор по настоящему изобретению имеет отношение R2 к R1, то есть R2/R1, в диапазоне от 0,5 до 3,0.
Если R2/R1 становится меньше 0,5, отношение площадей (S1/S0) областей закрепления Al сформированного первичного покрытия падает, и адгезия покрытия ухудшается. Предпочтительно, это 0,6 или более, более предпочтительно 0,8 или более.
С другой стороны, даже если R2/R1 превышает 3,0, то отношение площадей (S1/S0) закрепляющих оксидов сформированного первичного покрытия падает, и адгезия покрытия ухудшается. Предпочтительно, это 2,6 или меньше, более предпочтительно 2,2 или меньше.
[0108]
Причина, по которой адгезия покрытия улучшается с помощью вышеуказанных R1, R2 и R2/R1, не ясна, но считается, что она заключается в следующем:
В общем, чем меньше порошок, тем легче ему агрегировать. При смешивании порошкообразных соединений с сильно различающимися размерами частиц мелкие соединения агрегируют. При рассмотрении смешанного состояния MgO и элементов группы Ca, если соединения элементов группы Ca являются чрезмерно мелкими и R2/R1 становится меньше 0,5, то соединения элементов группы Ca агрегируют. При нанесении такой смеси на поверхность основного стального листа в состоянии контакта с основным стальным листом области, где только элементы группы Ca контактируют с основным стальным листом, будут присутствовать как области значительного размера. При формировании первичного покрытия за счет финишного отжига в этом состоянии, в областях, где только элементы группы Ca контактируют с основным стальным листом, подача Mg становится медленной, поэтому формирование первичного покрытия становится медленным и адгезия покрытия становится плохой.
Таким же образом, если R2/R1 превышает 3,0, то диффузия элементов группы Ca по отношению к MgO становится более разреженной, поэтому подача Ca замедляется, и адгезия покрытия сформированного первичного покрытия становится плохой.
Это приводит к появлению соединений элементов группы Са между MgO и стальным листом и препятствует подаче Mg к основному стальному листу. То есть области, где MgO не контактирует с основным стальным листом, являются просто пустотами, если соединения элементов группы Са не присутствуют в относительно тонких состояниях, но если соединения элементов группы Са относительно тонкие, то области изменяются на области, препятствующие подаче Mg к основному стальному листу. В результате в областях, где MgO контактирует с основным стальным листом, и областях, где он этого не делает, возникает заметная разница в подаче Mg на основной стальной лист, и первичное покрытие становится неравномерным в развитии. По этой причине численная плотность закрепляющих оксидов становится чрезмерной и становится ингибирующим фактором в магнитных свойствах.
Таким же образом, даже при добавлении элементов группы Са с размером частиц, значительно большим, чем размер частиц MgO, диапазон, на который могут подаваться элементы группы Са, уменьшается, поэтому, в конечном итоге, подача элементов группы Са становится однобокой, и в местах, где они поставляются чрезмерно, плотность числа оснований первичного покрытия становится чрезмерно высокой.
С другой стороны, если R2/R1 находится в подходящем диапазоне, то плотность числа соединений элементов группы Са, диспергированных в слое отжигового сепаратора вблизи стального листа, увеличивается, поэтому по сравнению с тем, чтобы сделать соединения элементов группы Са более мелкими и добавлять их в больших количествах, подача Ca, Sr и Ba к основному стальному листу становится равномерной, и в результате плотность числа закрепляющих оксидов может быть равномерной.
[0109]
Слой отжигового сепаратора
Настоящее изобретение предписывает конструкцию отжигового сепаратора в состоянии, нанесенном на поверхность стального листа непосредственно перед финишным отжигом после окончания вышеупомянутого процесса формирования слоя отжигового сепаратора.
В слое отжигового сепаратора по настоящему изобретению плотность числа частиц, содержащих элементы группы Са, в областях концентрации группы Са, присутствующих в области от 0 до 3,0 мкм от поверхности основного стального листа, составляет 0,003-1,400/мкм2. Ниже эта «численная плотность частиц, содержащих элементы группы Ca в областях концентрации группы Ca», будет называться D42. При регулировании D42 в указанном выше диапазоне адгезия первичного покрытия после финишного отжига улучшается.
[0110]
Причина, по которой адгезия первичного покрытия улучшается, если D42 находится в вышеуказанном диапазоне, не совсем ясна, но, как полагают, заключается в следующем: считается, как объяснено выше, что элементы группы Ca, содержащиеся в сепараторе отжига, диффундируют в первичном покрытии, образованном во время финишного отжига, в сторону основного стального листа и образуют композитные оксиды с Al, подаваемым со стороны основного стального листа первичного покрытия, то есть со стороны основного металла на передних концах закрепляющих оксидов, тем самым действуя для фиксации Al на передних концах закрепляющих оксидов. Чтобы сделать это действие более заметным, важно положение присутствия элементов группы Ca в слое отжигового сепаратора. Наличие областей концентрации элементов группы Ca со стороны основного стального листа, то есть области от 0 до 3,0 мкм от поверхности основного стального листа, становится удобным. Кроме того, как объяснялось выше, контакт с основным стальным листом не должен иметь локального наклона. Считается, что подходящее состояние диффузии элементов в отжиговом сепараторе коррелирует с численной плотностью областей концентрации группы Са в сформированном первичном покрытии.
[0111]
D42 можно найти следующим способом.
Слой отжигового сепаратора поверхности стального листа с использованием финишного отжига после сушки анализируется с помощью EDS-SEM на поперечном сечении, полученном при обработке каждого стального листа с использованием финишного отжига обработкой CP для получения интенсивности характеристического рентгеновского излучения элементов группы Ca. То есть, полученная диаграмма распределения интенсивности характеристического рентгеновского излучения представляет собой диаграмму распределения, в которой информация, содержащаяся в сепараторе отжига, проецируется на плоскость, параллельную поперечному сечению стального листа, используемого для финишного отжига, в направлении толщины. Диаграмма распределения интенсивности характеристического рентгеновского излучения элементов группы Ca получена в поле зрения, где граница между поверхностью стального листа и слоем отжигового сепаратора становится чрезвычайно параллельной верхнему и нижнему концам наблюдаемой области, и, кроме того, слой отжигового сепаратора не выступает наружу из под донного и нижнего концов наблюдаемой области. Далее направление наблюдаемой ширины поверхности стального листа и слоя отжигового сепаратора и направление, перпендикулярное направлению наблюдаемой ширины, будут называться направлением наблюдаемой высоты. Этапы сканирования диаграммы распределения интенсивности характеристического рентгеновского излучения выполняются одинаковым образом в направлении наблюдаемой ширины и направлении наблюдаемой высоты и имеют длину 0,1 мкм или менее. Далее, направление наблюдаемой ширины делается по меньшей мере длиной 20 мкм или более. То есть, диаграмма распределения интенсивности характеристического рентгеновского излучения разбивается по меньшей мере на 200 пикселей в направлении наблюдаемой ширины. Здесь в распределении интенсивности характеристического рентгеновского излучения полученных элементов группы Ca идентифицируются соответствующие интенсивности характеристического рентгеновского излучения Ca, Sr и Ba и область, в которой получена интенсивность характеристического рентгеновского излучения Ca, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ca, область, где получена интенсивность характеристического рентгеновского излучения Sr, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Sr, и область, где получена интенсивность характеристического рентгеновского излучения Ba, составляющая 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ba, в совокупности называемые как «области концентрации элементов группы Са». Кроме того, область, в которой пиксели такой концентрированной области элемента группы Ca продолжаются вверх и вниз или влево и вправо в единицах пикселей, считается одной областью, а область, состоящая из четырех или более пикселей, считается частицей. Кроме того, координаты центра тяжести каждого элемента группы Ca, сосредоточенного в области наблюдаемой области, получают путем анализа изображений. После этого подсчитывают число N1 частиц с центрами тяжести, присутствующих на высоте 3 мкм от поверхности основного стального листа в направлении толщины. Вычисляется среднее значение R2 эквивалентных диаметров окружностей частиц, содержащих элементы группы Са, в областях концентрации элементов группы Са (√((площадь 1 пикселя)•(количество пикселей последовательных единиц)×4/р)). Из полученного N1, R2, полученного, как объяснено выше, и длины L м наблюдаемой области в направлении наблюдения (длина наблюдаемой области в направлении, перпендикулярном направлению толщины в поперечном сечении (длина наблюдаемой области в направлении ширины стального листа с использованием финишного отжига)), можно получить D42=N1/(3×L×R2)(/мкм3).
[0112]
Следует отметить, что средний размер частиц (например, R1) соединений, диспергированных в слое сепаратора отжига, понимается как практически такой же, как средний размер частиц, полученный из распределения размера частиц только порошка исходного материала, добавленного при приготовлении в виде водной суспензии. Соответственно, средние размеры частиц соединений могут быть найдены из средних размеров частиц порошков сырья с использованием методов, аналогичных методу расчета R1. Способ регулирования размеров частиц соединений, содержащих элементы в порошке сырья, до подходящих диапазонов не должен ограничиваться. Порошок, имеющий целевое распределение частиц по размерам, может быть изготовлен путем регулировки условий обжига и классификации и т.д. Это не составит труда для специалиста, владеющего техникой изготовления порошка из сырья.
[0113]
Используя такой порошок соединения группы Ca и порошок MgO в качестве сырья для водной суспензии, можно соответствующим образом контролировать плотность числа областей концентрации группы Ca по областям от 0 до 3,0 мкм от поверхности основного стального листа в слое отжигового сепаратора.
ПРИМЕРЫ
[0114]
Далее режимы настоящего изобретения будут более конкретно объяснены примерами. Эти примеры являются лишь иллюстрациями для подтверждения эффектов по настоящему изобретению и не ограничивают настоящее изобретение.
Настоящее изобретение относится к отжиговому сепаратору, играющему важную роль в формировании первичного покрытия и покрывающему стальной лист перед финишным отжигом, и к первичному покрытию, образованному им. Основной стальной лист не обязательно должен быть специальным. По этой причине в примерах стальной лист был изготовлен в постоянных условиях (горячий прокат, холодный прокат, условия отжига и т.д.), не имеющих прямой связи с эффектами изобретения. Сначала будут объяснены общие условия в примерах в целом, затем в примерах 1 и 2 будут объяснены результаты исследования эффектов изобретения путем изменения условий, относящихся к первичному покрытию.
[0115]
Производство листа электротехнической стали с ориентированной зеренной структурой
Расплавленную сталь, имеющую каждый из химических составов, указанных в таблице 1, получали в вакуумной плавильной печи. Полученная расплавленная сталь использовалась для изготовления сляба методом непрерывной разливки.
[0116]
[Таблица 1]
[0117]
Каждый сляб из таблицы 1, нагретый при температуре 1350°С, прокатывали горячим способом для изготовления горячекатаного стального листа толщиной 2,3 мм. В расплавленной стали № 5 содержание Si в расплавленной стали было слишком велико, поэтому во время горячей прокатки возникали трещины, и горячекатаный стальной лист не мог быть изготовлен.
[0118]
Полученный горячекатаный стальной лист отжигали, затем горячекатаный стальной лист травили. Отжиг горячего проката проводили при температуре 1100°С в течение 5 минут.
[0119]
Горячекатаный стальной лист после травления подвергали холодной прокатке для изготовления холоднокатаного стального листа толщиной 0,22 мм. Обжатие холодной прокатки составило 90,4%.
[0120]
Холоднокатаный стальной лист был отожжен путем первичного рекристаллизационного отжига, выполнявшего также функцию обезуглероживающего отжига. Температура отжига первичного рекристаллизационного отжига составляла от 750 до 950°С. Время выдержки при температуре отжига составляло 2 минуты.
[0121]
Холоднокатаный стальной лист после первичного рекристаллизационного отжига покрывали на его передней и задней поверхностях водной суспензией, приготовленной путем смешивания компонентов отжигового сепаратора из таблицы 2 с чистой водой.
[0122]
[Таблица 2]
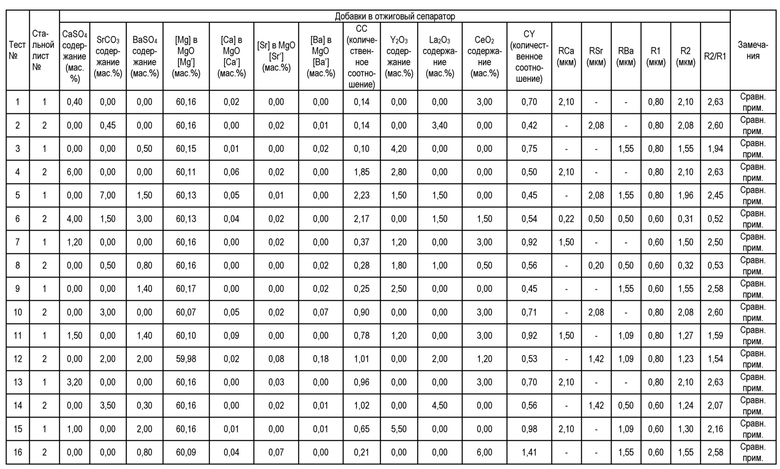
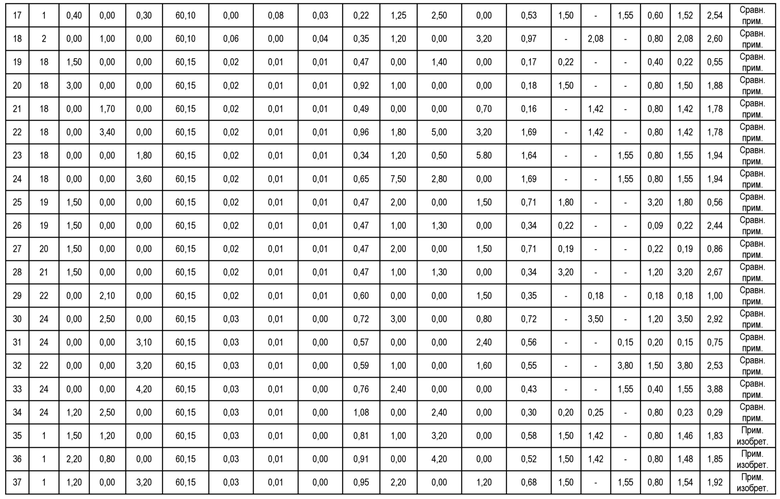
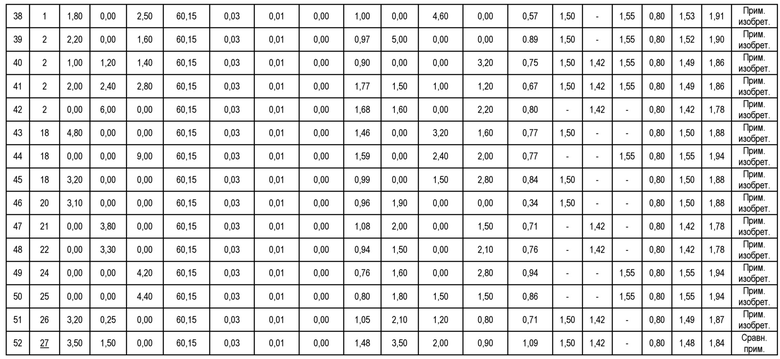
[0123]
Обезуглероженный с отжигом стальной лист, покрытый водной суспензией на его поверхности, выдерживали в печи при температуре 900°С в течение 10 секунд для сушки водной суспензии.
Образец был взят из стального листа, полученного этим способом, и был измерен для численной плотности D42, содержащих один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, в областях концентрации элементов группы Ca, присутствующих в области от 0 до 3,0 мкм от поверхности основного стального листа. Это значение показано в таблице 2.
[0124]
Кроме того, образец подвергали финишному отжигу, выдерживая его при температуре 1200°С в течение 20 часов. Благодаря вышеуказанному технологическому процессу был изготовлен лист электротехнической стали с ориентированной зеренной структурой, имеющий основной стальной лист и первичное покрытие.
В расплавленной стали № 3 содержание С было слишком велико, величина потерь железа после вторичной рекристаллизации значительно ухудшилась, и результат вышел за рамки настоящего изобретения. В расплавленной стали № 4 содержание Si было слишком малым, и вторичная рекристаллизация не происходила, поэтому значение плотности магнитного потока B8 значительно ухудшилось, и результат вышел за рамки настоящего изобретения.
В расплавленной стали № 6-17 содержание Mn, S, Se, кисл. раств. Al, или N находился за пределами диапазона подходящего количества для образования включений, необходимых для вызывания вторичной рекристаллизации, и вторичная рекристаллизация не происходила, поэтому значение плотности магнитного потока B8 значительно ухудшилось, и результат вышел за рамки настоящего изобретения.
В расплавленной стали № 19 содержание Cu было слишком велико, адгезия покрытия стала чрезвычайно плохой, и результат вышел за рамки настоящего изобретения.
В расплавленной стали № 23 содержание Sn было слишком большим, адгезия покрытия стала плохой, и результат вышел за рамки настоящего изобретения.
В расплавленной стали № 27 общее содержание Bi, Te и Pb было слишком большим, адгезия покрытия стала плохой, и результат вышел за рамки настоящего изобретения.
[0125]
В вышеуказанном производстве, так же, как и в общем листе электротехнической стали с ориентированной зеренной структурой, был проведен отжиг с обезуглероживанием и финишный отжиг (очистной отжиг). Благодаря этому состав основного стального листа становится отличным от исходного сляба. Химический состав основного стального листа изготовленного листа электротехнической стали с ориентированной зеренной структурой, приведен в таблице 3.
[0126]
[Таблица 3]
[0127]
Оценка свойств
В расплавленной стали №№ 1, 2, 16, 18, 19, 20, 21, 22, 24, 25, 26, и 27 с компонентами стального листа в рамках настоящего изобретения оценивали магнитные свойства изготовленного листа электротехнической стали с ориентированной зеренной структурой и адгезию первичного покрытия. Магнитные свойства изготовленного листа электротехнической стали с ориентированной зеренной структурой и адгезия первичного покрытия были оценены в качестве теста № 1-52.
[0128]
Магнитные свойства
Из каждого листа электротехнической стали с ориентированной зеренной структурой, прошедшего пронумерованные испытания, был взят образец в направлении прокатки длиной 300 мм и шириной 60 мм. Образец подвергали воздействию магнитного поля 800 А/м для определения плотности магнитного потока В8. Далее, изоляционное покрытие, состоящее в основном из коллоидного кремнезема и фосфата, отверждали сушкой (спекали), затем измеряли потери в стали W17/50 во время возбуждения при максимальной плотности магнитного потока 1,7 Тл и частоте 50 Гц. Лист электротехнической стали с ориентированной зеренной структурой, имеющий плотность магнитного потока B8 1,92 Тл или более и W17/50 0,75 Вт/кг или менее, считался превосходным по магнитным свойствам.
[0129]
Адгезия
Образец направления прокатки длиной 60 мм и шириной 15 мм был взят из каждого из листов электротехнической стали с ориентированной зеренной структурой в ходе пронумерованных испытаний. Образец подвергали испытанию на изгиб с кривизной 10 мм. Испытание на изгиб проводилось с использованием машины для испытания на изгиб цилиндрической оправки при установке ее на образец таким образом, чтобы осевое направление цилиндра соответствовало направлению ширины образца. Исследовали поверхность образца после испытания на изгиб и определяли общую площадь областей, в которых первичное покрытие оставалось без отслаивания. Для определения оставшейся доли первичного покрытия была использована следующая формула.
Остаточная доля первичного покрытия=общая площадь областей, в которых первичное покрытие остается без отслаивания/площадь поверхности образца •100%
Оставшаяся доля первичного покрытия в 90% или более была признана отличной адгезией покрытия.
Точечные дефекты
Образец в направлении прокатки длиной 1 м и шириной 1 м был взят из листа электротехнической стали с ориентированной зеренной структурой каждого пронумерованного испытания и визуально исследован для определения частоты NP возникновения точечных дефектов (численной плотности пор). Точечные дефекты были подавлены, если количество точечных дефектов на 1 м2 составляет 5 или менее.
[0130]
Структура первичного покрытия
Образец в направлении прокатки длиной 300 мм и шириной 60 мм был взят из каждого листа анизотропной стали пронумерованных испытаний и подвергнут электролизу при постоянном потенциале в электролитическом растворе так, чтобы только основной стальной лист начал растворяться. Первичное покрытие было отслоено, и были исследованы структура и состав первичного покрытия. Метод отслаивания и используемые методы измерения соответствовали вышеупомянутым средствам. В качестве электролитического раствора использовался неводный растворитель на основе 10% ацетилацетона - 1% метанола хлорида тетраметиламмония. Количество электролиза составляло 80 Кл/см2. Наконец, были получены следующие значения.
(1) Численная плотность D3 концентрированных областей Al
(2) Площадь S5 областей, состоящих из областей закрепляющего оксидного слоя и областей концентрации Al
(3) Площадь S3 всех концентрированных областей
(4) Расстояние H5 областей, состоящих из областей закрепляющего оксидного слоя и концентрированных областей Al, от опорного значения H0 границы раздела поверхностного оксидного слоя и закрепляющего оксидного слоя
(5) Общее содержание элементов группы Y
(6) Общее содержание элементов группы Ca
(7) Плотность числа D4 концентрированных областей группы Ca
(8) Площадь S1 областей закрепляющего оксидного слоя
(9) Наблюдаемая область S0
[0131]
Слой отжигового сепаратора
Образец вырезали из стального листа в состоянии до финишного отжига и после сушки водной суспензии. Слой отжигового сепаратора исследовали в соответствии с вышеупомянутым методом.
(10) Получена численная плотность D42 областей концентрации группы Ca в слое отжигового сепаратора
[0132]
Отжиговый сепаратор
Порошок сырья отжигового сепаратора водной суспензии измеряли в соответствии с вышеупомянутыми средствами и получали следующие значения:
(11) Общее количественное соотношение CY элементов группы Y (0,00562[Y]+0,00360[La]+0,00714[Ce])/0,0412[Мg]•100(%)
(12) Содержание CC элементов группы Ca CC (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Мg]•100(%)
(13) Средний размер частиц R1 MgO
(14) Средний размер частиц R2 элемента группы Ca, содержащего частицы
Далее отделяли только MgO отжигового сепаратора и получали следующие значения:
(16) Количество CC’ элементов группы примесей Ca в MgO (0,0249[Ca’]+0,0114[Sr’]+0,0073[Ba’])/0,0412•100(%)
(17) Соотношение CC’/CC (16)/(12) примесей в MgO в общем количестве элементов группы Ca в отжиговом сепараторе
Обратите внимание, что RCa, RSr и RBa являются соответственно средними значениями эквивалентных диаметров окружностей Ca, Sr и Ba
[0133]
Пример 1
Водную суспензию, подлежащую нанесению на стальной лист после обезуглероживающего отжига, готовили путем смешивания соединений, содержащих элементы группы MgO, Y и соединений, содержащих элементы группы Ca, с водой для получения содержания элементов группы, таких как показано в таблице 2. В это время изменились типы соединений и соотношения существования групп элементов (CY, CC).
[0134]
Результаты приведены в таблице 4. Если оставшаяся доля первичного покрытия составляет 90% или более, считается, что адгезия первичного покрытия к основному стальному листу превосходна. Известно, что удовлетворение положений настоящего изобретения приводит к хорошим свойствам. Далее, если плотность магнитного потока B8 составляет 1,92 или более, а частотное количество точечных дефектов составляет 5/м2 или менее, то судили о наличии эффекта ингибирования точечных дефектов. Известно, что выполнение положений настоящего изобретения приводит к ингибированию точечных дефектов. Ссылаясь на таблицу 4, в испытаниях № 35-51 химический состав был подходящим, и условия в отжиговом сепараторе (CC, CC’, CC’/CC, CY, R1, R2, R2/R1) были подходящими. В результате отношение площадей S1/S0 закрепляющего оксидного слоя стало 0,15 или более, отношение площадей S5/S3 областей закрепления Al A5 стало 0,30 или более, расстояние H5 составило 0,4 или более, численная плотность D3 областей концентрации Al стала 0,020 или более, и результаты были в рамках настоящего изобретения. В результате в каждом из листов электротехнической стали с ориентированной зеренной структурой в этих пронумерованных испытаниях плотность магнитного потока B8 составляла 1,93 Тл или более, и были получены отличные магнитные свойства. Кроме того, оставшаяся доля первичного покрытия составляла 90% или более, количество возникающих точечных дефектов составляло 5/м2 или менее, и были продемонстрированы отличные свойства первичного покрытия.
[0135]
С другой стороны, в тестах № 1-3 общее количественное соотношение CC элементов группы Ca было слишком малым, первичное покрытие не развивалось по форме, S1/S0 стало меньше 0,18, S5/S3 стало меньше 0,30, а D3 стало меньше 0,005. В результате оставшиеся показатели первичного покрытия соответственно составили 82%, 84% и 76%, и адгезия покрытия стала плохой.
[0136]
В тестах № 4-6 общее количественное соотношение CC элементов группы Ca был слишком большим, форма первичного покрытия развивалась слишком сильно, а D3 превышал 0,150/мкм2. В результате потери в стали W17/50 составил более 0,75, а магнитные свойства стали плохими.
[0137]
В тестах № 7-9 общее количественное соотношение CC’ элементов группы Ca в MgO было слишком мало. Кроме того, в испытаниях № 13-15 соотношение CC'/CC было слишком низким, поэтому первичное покрытие было недостаточно развито по форме, и L5/S0 стало меньше 0,020 мкм/мкм2. В результате имело место 5/м2 или более точечных дефектов, точечные дефекты стали хуже, оставшаяся доля первичного покрытия упала ниже 90%, и адгезия стала плохой.
[0138]
В тестах № 10-12 общее количественное соотношение CC’ элементов группы Ca в MgO было слишком большим. Кроме того, в испытаниях № 16-18 соотношение CC'/CC было слишком высоким, поэтому форма первичного покрытия развивалась слишком сильно, и L5/S0 составляла более 0,500 мкм/ мкм2. В результате потери в стали W17/50 составил более 0,75, а магнитные свойства стали плохими.
[0139]
В тестах № 19-21 общее количественное соотношение CY элементов группы Y было слишком малым, поэтому первичное покрытие было недостаточно развито по форме, и H5 упал ниже 0,4. В результате оставшаяся доля первичного покрытия стала 90% или менее, а адгезия стала плохой.
[0140]
В тестах № 22-24 общее количественное соотношение CY элементов группы Y было слишком велико, поэтому первичное покрытие развивалось слишком сильно по форме, а H5 превышал 4,0. В результате плотность магнитного потока стала 1,93 Тл или меньше.
[0141]
В тесте № 25 средний размер частиц R1, основанный на количестве MgO, был слишком мал, поэтому листы склеивались во время финишного отжига.
[0142]
В тесте № 26 R1 был слишком большим, и подача Mg к первичному покрытию была медленной. В результате S1/S0, S5/S3, L5/S0 и H5 оказались ниже контрольных значений. В результате оставшаяся доля первичного покрытия составила 42%, а адгезия покрытия была плохой.
[0143]
В тестах № 27, 29 и 31 R2 был слишком мал, поступление элементов группы Ca и Mg стало неравномерным, а S1/S0 стало меньше 0,15. В результате оставшаяся доля первичного покрытия составляла менее 90%, а адгезия покрытия была плохой.
[0144]
В тестах № 28, 30 и 32 R2 был слишком большим, поступление элементов группы Ca и Mg стало неравномерным, S1/S0 стало меньше 0,15, а D3 стал меньше 0,015. В результате оставшаяся доля первичного покрытия составляла менее 90%, а адгезия покрытия была плохой.
[0145]
В тесте № 33 R1 и R2 находились в пределах диапазона, но R2/R1 превышал 3,0. В результате оставшаяся доля первичного покрытия составляла менее 90%, а адгезия покрытия была плохой.
[0146]
В тесте № 34 R1 и R2 находились в диапазоне, но R2/R1 упало ниже 0,3. В результате имели место 5/м2 или более точечных дефектов, точечные дефекты стали хуже, оставшаяся доля первичного покрытия упала ниже 90%, и адгезия покрытия стала плохой.
[0147]
В тесте № 52 условия отжигового сепаратора находились в пределах, но содержание Bi, Te и Pb в расплавленных стальных компонентах превышало 0,03%. В результате оставшаяся доля первичного покрытия составляла менее 90%, а адгезия покрытия была плохой.
[0148]
[Таблица 4]
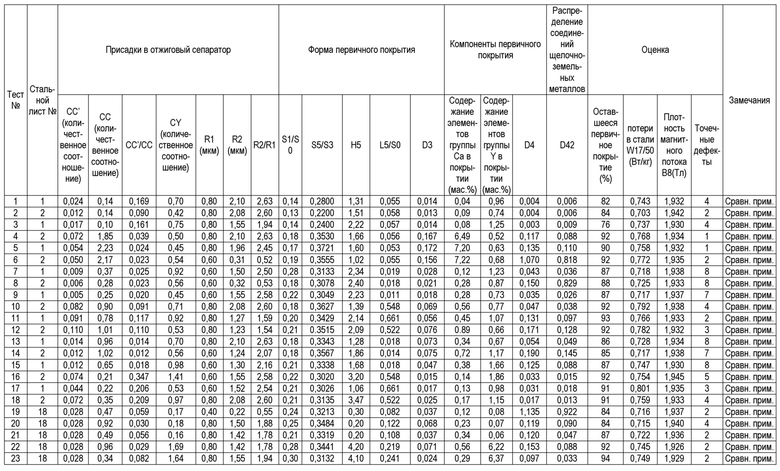
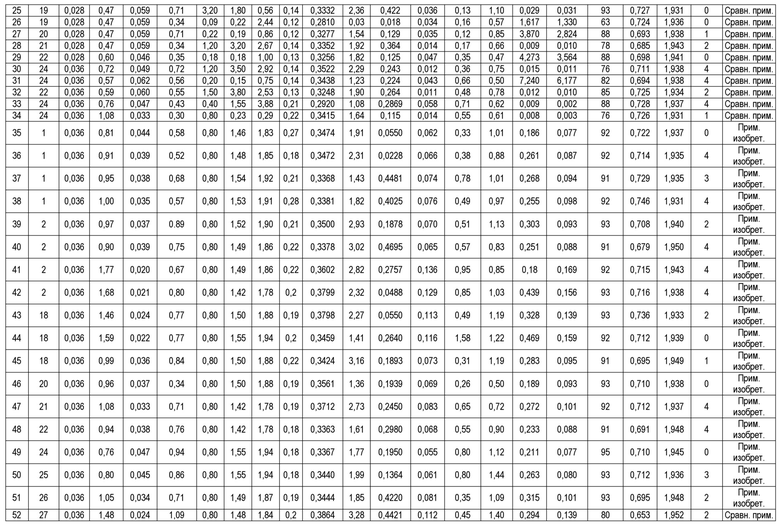
[0149]
Пример 2
Водную суспензию, подлежащую нанесению на стальной лист после обезуглероживающего отжига, готовили путем смешивания соединений, содержащих элементы группы MgO, соединений, содержащих элементы группы Ti, соединения, содержащие элементы группы Y, и соединений, содержащих элементы группы Ca, с водой для получения содержания элементов группы, таких как показано в таблице 5. В это время были изменены типы соединений и количественное соотношение групповых элементов (CY, CC, CT).
[0150]
[Таблица 5]

[0151]
Результаты приведены в таблице 6. Если оставшаяся доля первичного покрытия составляет 90% или более, было решено, что адгезия первичного покрытия к основному стальному листу была превосходной. Для других стандартов также приводится пример 1. Ссылаясь на таблицу 6, становится понятно, что удовлетворение положений настоящего изобретения приводит к получению хороших свойств.
[0152]
С другой стороны, в испытаниях № 53 и 56 общее количественное соотношение CT элементов группы Ti был слишком большим, и включения на основе Ti, образующиеся в стали во время финишного отжига, остались без очистки. В результате потери в стали W17/50 стал плохим.
[0153]
В испытании № 54 общее количественное соотношение CC элементов группы Ca было слишком большим, первичное покрытие развивалось слишком сильно по форме, и D3 стал более 0,150/мкм2. В результате потери в стали W17/50 составил более 0,75, а магнитные свойства стали плохими.
[0154]
В испытании № 55 общее количественное соотношение CY элементов группы Y было слишком большим, поэтому первичное покрытие развивалось слишком сильно по форме, а H5 превышал 4,0. В результате плотность магнитного потока стала 1,93 Т или меньше.
[0155]
В испытании № 57 общее количественное соотношение CC элементов группы Ca было слишком мало, поэтому первичное покрытие было недостаточно развито по форме, и S5/S3 упало ниже 0,3. В результате оставшаяся доля первичного покрытия стала 90% или менее, а адгезия стала плохой.
[0156]
В испытании № 58 общее количественное соотношение CY элементов группы Y было слишком мало, поэтому первичное покрытие было недостаточно развито по форме, и H5 упал ниже 0,4. В результате оставшаяся доля первичного покрытия стала 90% или менее, а адгезия стала плохой.
[0157]
В испытании № 59 R1 и R2 находились в пределах диапазона, но R2/R1 был выше 3,0. В результате возникло 5/м2 или более точечных дефектов, точечные дефекты стали хуже, оставшаяся доля первичного покрытия упала ниже 90%, и адгезия стала плохой.
[0158]
В испытании № 60 R1 и R2 находились в пределах, R2/R1 упали ниже 0,3. В результате имело место 5/м2 или более точечных дефектов, точечные дефекты стали хуже, оставшаяся доля первичного покрытия упала ниже 90%, и адгезия стала плохой.
[0159]
[Таблица 6]
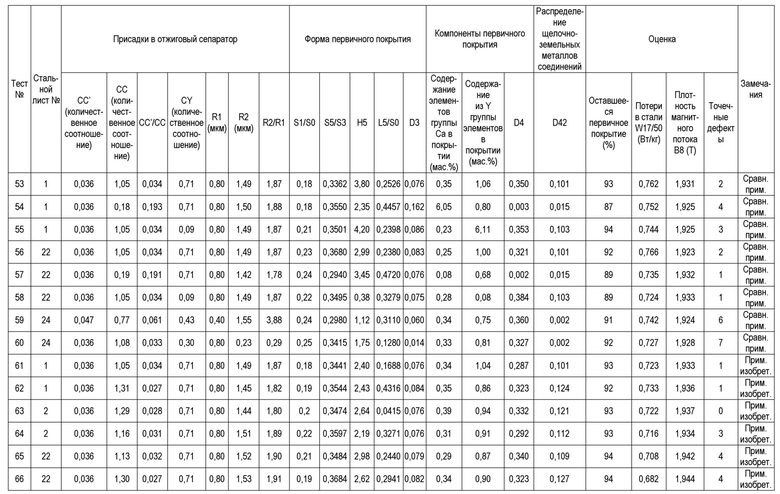
[0160]
Выше были объяснены варианты осуществления настоящего изобретения. Однако описанные выше варианты осуществления являются лишь иллюстрациями для работы с настоящим изобретением. Поэтому настоящее изобретение не ограничивается описанными выше вариантами осуществления и может быть разработано при соответствующем изменении описанных выше вариантов осуществления в объеме, не отклоняющемся от его сути.
СПИСОК ОБОЗНАЧЕНИЙ
[0161]
1. поверхностный оксидный слой
2. закрепление оксидного слоя
3. самое глубокое положение закрепления
A0. вся наблюдаемая область
A1. закрепление оксидной области
A2. область поверхностного оксидного слоя
A3. область концентрации Al (алюминия)
А4. область концентрации элементов группы Ca
А5. область концентрации Al (алюминий), присутствующая в области закрепления оксида

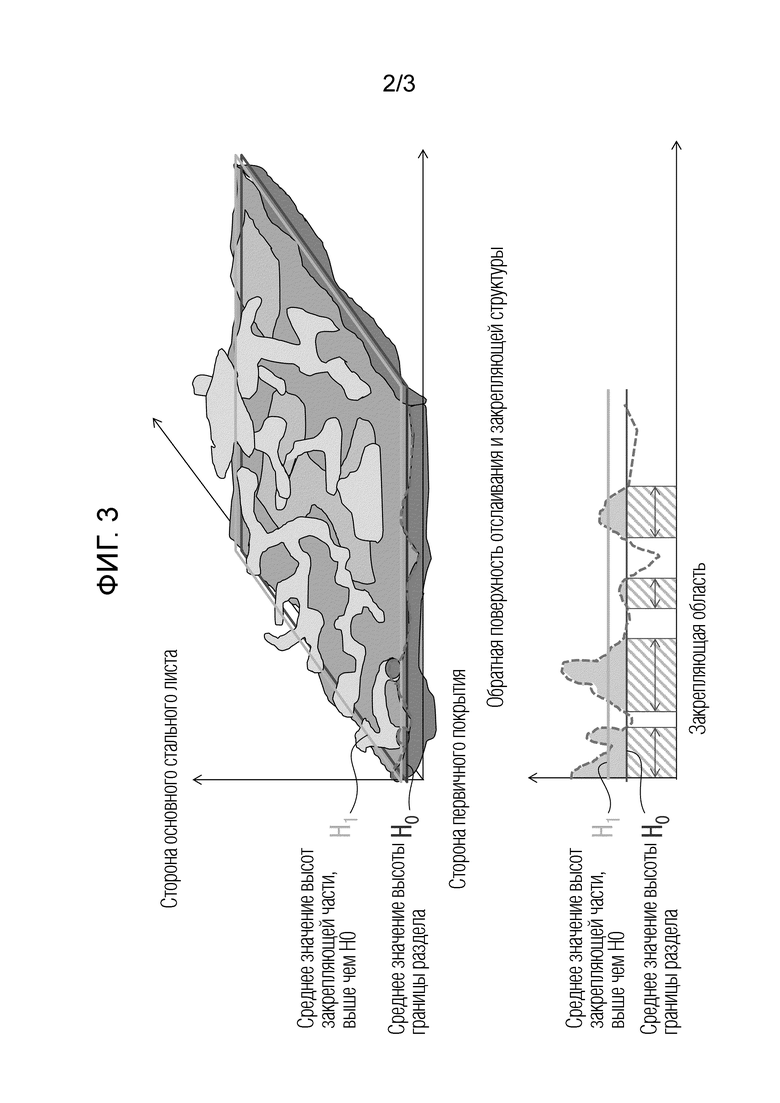

Изобретение относится к области металлургии, а именно к листу электротехнической стали с ориентированной зеренной структурой. Лист электротехнической стали содержит основной стальной лист и первичное покрытие, сформированное на поверхности основного стального листа. Основной стальной лист имеет химический состав, включающий, мас.%: C: 0,0050% или менее, Si: от 2,5 до 4,5%, Mn: от 0,02 до 0,20%, один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005% или менее, кисл. раств. Al: 0,010% или менее, N: 0,010% или менее, остальное - Fe и примеси. Первичное покрытие содержит Mg2SiO4 в качестве основного компонента. Первичное покрытие удовлетворяет условиям: (1) плотность числа D3 областей концентрации Al: от 0,015 до 0,150/мкм2; (2) (площадь S5 областей, которая является областью закрепляющего оксидного слоя и также является областью концентрации Al)/(площадь S3 областей концентрации Al) ≥ 0,30; (3) расстояние H5 от среднего значения высоты в направлении толщины областей, которое является областями закрепляющего оксидного слоя, а также областями концентрации Al, минус H0: от 0,4 до 4,0 мкм; (4) (периметр L5 областей, которые являются областями закрепляющего оксидного слоя, а также областями концентрации Al)/(наблюдаемая площадь S0): от 0,020 до 0,500 мкм/мкм2; (5) (площадь S1 областей закрепляющего оксидного слоя)/(наблюдаемая область S0) ≥ 0,15. Лист обладает превосходными магнитными свойствами и адгезией первичного покрытия. 5 н. и 2 з.п. ф-лы, 4 ил., 6 табл., 2 пр.
1. Лист электротехнической стали с ориентированной зеренной структурой, содержащий
основной стальной лист, имеющий химический состав, включающий, мас.%:
C: 0,0050% или менее,
Si: от 2,5 до 4,5%,
Mn: от 0,02 до 0,20%,
один или более элементов, выбранных из группы, состоящей из S и Se: всего 0,005% или менее,
кисл. раств. Al: 0,010% или менее и
N: 0,010% или менее, и
имеющий остаток, состоящий из Fe и примесей, и
первичное покрытие, сформированное на поверхности основного стального листа и содержащее Mg2SiO4 в качестве основного компонента, при этом
информация о неровной форме поверхности первичного покрытия при обозначении направления от стороны первичного покрытия к основному стальному листу в направлении толщины основного металлического стального листа в качестве положительной предоставляется, проецируясь на плоскость, параллельную поверхности стального листа,
при обозначении центрального значения высоты поверхности первичного покрытия как H0, причем первичное покрытие, присутствующее на стороне основного стального листа со стороны H0+0,2 мкм, обозначается как «область закрепляющего оксидного слоя», а первичное покрытие, существующее на стороне первичного покрытия со стороны H0+0,2 мкм, обозначается как «область поверхностного оксидного слоя», и
в диаграмме корреляции распределения интенсивности характеристического рентгеновского излучения, содержащей информацию о компонентах в первичном покрытии, проецируемую на плоскость, параллельную поверхности стального листа, и неровной формы, идентифицируется максимальное значение интенсивности характеристического рентгеновского излучения Al, и область, где интенсивность характеристического рентгеновского излучения Al составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Al, обозначается как «область концентрации Al»,
первичное покрытие удовлетворяет условиям
(1) Плотность числа D3 областей концентрации Al: от 0,015 до 0,150/мкм2,
(2) (Площадь S5 областей, которая является областью закрепляющего оксидного слоя и также является областью концентрации Al)/(площадь S3 областей концентрации Al) ≥ 0,30,
(3) Расстояние H5 от среднего значения высоты в направлении толщины областей, которое является областями закрепляющего оксидного слоя, а также областями концентрации Al, минус H0: от 0,4 до 4,0 мкм,
(4) (Периметр L5 областей, которые являются областями закрепляющего оксидного слоя, а также областями концентрации Al)/(наблюдаемая площадь S0): от 0,020 до 0,500 мкм/мкм2,
(5) (Площадь S1 областей закрепляющего оксидного слоя)/(наблюдаемая область S0) ≥ 0,15.
2. Лист электротехнической стали с ориентированной зеренной структурой по п. 1, где
первичное покрытие содержит один или более элементов, выбранных из группы, включающей Y, La и Ce, и один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, и,
если в диаграмме корреляции распределения интенсивности характеристического рентгеновского излучения и неровной формы определены максимальные значения интенсивности характеристического рентгеновского излучения Ca, Sr и Ba и область, где интенсивность характеристического рентгеновского излучения Ca составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ca, область, где интенсивность характеристического рентгеновского излучения Sr составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Sr, и область, где интенсивность характеристического рентгеновского излучения Ba составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ba вместе обозначаются как «области концентрации элементов группы Са»,
первичное покрытие удовлетворяет условиям
(6) Отношение общего содержания одного или нескольких элементов, выбранных из группы, включающей Y, La и Ce, к содержанию Mg2SiO4 в первичном покрытии: от 0,1 до 6,0%,
(7) Отношение общего содержания одного или нескольких элементов, выбранных из группы, включающей Ca, Sr и Ba, к содержанию Mg2SiO4 в первичном покрытии: от 0,1 до 6,0%,
(8) Численная плотность D4 областей концентрации элементов группы Ca: от 0,005 до 2,000/мкм2.
3. Стальной лист, используемый для финишного отжига для изготовления листа электротехнической стали с ориентированной зеренной структурой по п. 1 или 2, содержащий
основной стальной лист, имеющий химический состав, включающий, мас.%:
C: 0,1% или менее,
Si: от 2,5 до 4,5%,
Mn: от 0,02 до 0,20%,
один или более элементов, выбранных из группы, состоящей из S и Se: всего от 0,005 до 0,07%,
кисл. раств. Al: от 0,005 до 0,050% и
N: от 0,003 до 0,0300%, и
имеющий остальные вещества, состоящие из Fe и примесей, и
слой отжигового сепаратора, нанесенный на поверхность основного стального листа и содержащий MgO в качестве основного компонента, где
если в диаграмме корреляции распределения характерной интенсивности рентгеновского излучения и диаграмме корреляции распределения неровной формы, предоставляющих информацию, относящуюся к слою отжигового сепаратора на плоскости, параллельной поперечному сечению в направлении толщины основного стального листа, идентифицируются максимальные значения интенсивности характеристического рентгеновского излучения Ca, Sr и Ba, и область, где интенсивность характеристического рентгеновского излучения Ca составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ca, область, где интенсивность характеристического рентгеновского излучения Sr составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Sr, и область, где интенсивность характеристического рентгеновского излучения Ba составляет 20% или более от максимального значения интенсивности характеристического рентгеновского излучения Ba, вместе обозначаются как «области концентрации элементов группы Ca»,
слой отжигового сепаратора удовлетворяет
(9) Численная плотность D42 частиц, содержащих один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, в областях концентрации элементов группы Ca, присутствующих в области от 0 до 3,0 мкм от поверхности основного стального листа: от 0,005 до 1,400/мкм3.
4. Отжиговый сепаратор, используемый для изготовления листа электротехнической стали с ориентированной зеренной структурой по п. 1, при этом
отжиговый сепаратор содержит MgO в качестве основного компонента, и
отжиговый сепаратор содержит один или более элементов, выбранных из группы, включающей Y, La и Ce, и один или более элементов, выбранных из группы, включающей Ca, Sr и Ba,
при определении долей (%) содержаний Mg, Y, La, Ce, Ca, Sr и Ba, содержащихся в отжиговом сепараторе, по отношению к содержанию MgO, как соответственно [Mg], [Y], [La], [Ce], [Ca], [Sr] и [Ba], удовлетворяется
(10) (0,00562[Y]+0,00360[La]+0,00714[Ce])/0,0412[Mg]⋅100(%): от 0,20 до 1,60(%), и
(11) (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Mg]⋅100(%): от 0,20 до 1,80(%), и
при определении долей (%) содержаний Mg, Ca, Sr и Ba, содержащихся в порошке сырья MgO, по отношению к содержанию MgO в порошке сырья MgO, содержащемся в сепараторе отжига, как соответственно [Mg'], [Ca'], [Sr'] и [Ba'], и удовлетворяется
(12) (0,0249[Ca']+0,0114[Sr']+0,0073[Ba'])/0,0412[Mg']⋅100(%): от 0,010 до 0,080(%), кроме того,
(13) соотношение (0,0249[Ca']+0,0114[Sr']+0,0073[Ba'])/0,0412[Mg']⋅100 по отношению к (0,0249[Ca]+0,0114[Sr]+0,0073[Ba])/0,0412[Mg]⋅100 составляет 0,200-0,020,
причем
(14) средний размер частиц R1 MgO: от 0,1 до 2,8 мкм,
(15) средний размер частиц R2 частиц, содержащих один или более элементов, выбранных из группы, включающей Ca, Sr и Ba, в отжиговом сепараторе: от 0,2 до 3,0 мкм, и
(16) (средний размер частиц R2)/(средний размер частиц R1): от 0,5 до 3,0.
5. Отжиговый сепаратор по п. 4, дополнительно содержащий один или более элементов, выбранных из группы, включающей Ti, Zr и Hf.
6. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой по п. 1 или 2, содержащего
процесс горячей прокатки сляба, содержащего, мас.%:
C: 0,1% или менее,
Si: от 2,5 до 4,5%,
Mn: от 0,02 до 0,20%,
один или более элементов, выбранных из группы, состоящей из S и Se: всего от 0,005 до 0,07%,
кисл. раств. Al: от 0,005 до 0,05% и
N: от 0,003 до 0,030%, и
при необходимости один или более элементов, выбранных из группы, состоящей из Bi, Te и Pb, в сумме 0,030% или менее, и
при необходимости один или более элементов, выбранных из группы, состоящей из Cu, Sn и Sb, в сумме 0,60% или менее, и
имеющий остаток, состоящий из Fe и примесей
для производства горячекатаного стального листа,
процесс холодной прокатки горячекатаного стального листа с обжатием холодной прокатки 80% или более для производства холоднокатаного стального листа,
процесс обезуглероживающего отжига холоднокатаного стального листа для изготовления отожженного с обезуглероживанием листа,
процесс нанесения покрытия на поверхность отожженного с обезуглероживанием листа водной суспензией и
процесс финишного отжига стального листа после высыхания водной суспензии, причем
водная суспензия содержит отжиговый сепаратор по п. 4 или 5.
7. Способ изготовления стального листа для использования для финишного отжига по п. 3, содержащий
процесс горячей прокатки сляба, содержащего, мас.%:
C: 0,1% или менее,
Si: от 2,5 до 4,5%,
Mn: от 0,02 до 0,20%,
один или более элементов, выбранных из группы, состоящей из S и Se: всего от 0,005 до 0,07%,
кисл. раств. Al: от 0,005 до 0,05% и
N: от 0,003 до 0,030%,
при необходимости один или более элементов, выбранных из группы, состоящей из Bi, Te и Pb, в сумме 0,030% или менее,
при необходимости один или более элементов, выбранных из группы, состоящей из Cu, Sn и Sb, в сумме 0,60% или менее, и
имеющий остаток, состоящий из Fe и примесей
для производства горячекатаного стального листа,
процесс холодной прокатки горячекатаного стального листа с обжатием холодной прокатки 80% или более для производства холоднокатаного стального листа,
процесс обезуглероживающего отжига холоднокатаного стального листа для изготовления отожженного с обезуглероживанием листа и
процесс покрытия поверхности отожженного с обезуглероживанием листа водной суспензией и высушивания листа, причем
водная суспензия содержит отжиговый сепаратор по п. 4 или 5.
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ ДЛЯ ЖЕЛЕЗНОГО СЕРДЕЧНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2597190C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2674502C2 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| WO 2006126660 A1, 30.11.2006. | |||

