ПЕРЕКРЕСТНАЯ ССЫЛКА
[0001] Настоящая заявка испрашивает приоритет заявки на патент Китая №202010212401.9, поданной в Национальное ведомство по интеллектуальной собственности Китая 24 марта 2020 г. и озаглавленной «Роботизированная система определения воздухопроницаемости и способ и система управления процессом спекания», содержание которой полностью включено в данный документ в качестве ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0002] Настоящая заявка относится к области детектирования процесса спекания, в частности к роботизированной системе определения воздухопроницаемости и способу и системе управления процессом спекания.
УРОВЕНЬ ТЕХНИКИ
[0003] В металлургии воздухопроницаемость спекаемой смеси очень важна для производственного процесса спекания, поскольку смесь, имеющая хорошую воздухопроницаемость, может избежать чрезмерного возгорания. Следовательно, в процессе спекания воздухопроницаемость смеси, которая должна находиться в требуемом диапазоне, может улучшить качество спекаемого продукта.
[0004] Спекаемую смесь обычно получают путем перемешивания и гранулирования спекаемого материала в смесителе. Смешивание и гранулирование являются основными операциями процесса спекания, напрямую определяющими воздухопроницаемость смеси и влияющими на производственный процесс спекания. Оборудование, используемое в процессе спекания, представляет собой спекательную тележку, а технологический параметр процесса спекания представляет собой технологический параметр спекательной тележки, включающий толщину слоя, скорость вращения колеса и расход воздуха.
[0005] Воздухопроницаемость влияет на стабильность конечной стадии процесса спекания: если воздухопроницаемость высокая, точка прожога спекания достигается раньше времени; если воздухопроницаемость низкая, точка прожигания спекания не достигается. Технологические параметры процесса спекания также влияют на воздухопроницаемость. Следовательно, чтобы обеспечить воздухопроницаемость смеси, технологические параметры процесса спекания необходимо отрегулировать, чтобы обеспечить стабильность точки прожога при спекании. Следовательно, регулирование технологических параметров процесса спекания с учетом воздухопроницаемости, становится актуальной технической проблемой, которую требуется решить в данной области техники.
КРАТКОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0006] Изобретение относится к роботизированной системе определения воздухопроницаемости и способу и системе управления процессом спекания, направленным на решение проблемы, заключающейся в том, что в известном способе нельзя точно отрегулировать технологический параметр процесса спекания, основываясь на воздухопроницаемости.
[0007] В первом аспекте изобретение предоставляет способ управления процессом спекания на основе роботизированной системы определения воздухопроницаемости, включающий следующие этапы:
[0008] управление роботизированной системой для определения содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы, а также определения содержания влаги и насыпной плотности первой анализируемой пробы и гранулометрического состава и насыпной плотности второй анализируемой пробы; первая анализируемая проба и вторая анализируемая проба относятся к смеси, полученной путем смешивания и гранулирования спекаемого материала в смесителе;
[0009] определение насыпной плотности смеси и вычисление скорости изменения насыпной плотности смеси на основе значений насыпной плотности первой анализируемой пробы и насыпной плотности второй анализируемой пробы;
[0010] регулирование поправочного коэффициента воздухопроницаемости смеси в соответствии с соответствующей заданной стратегией регулирования коэффициента на основе значения скорости изменения насыпной плотности смеси при условии, что содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности;
[0011] вычисление воздухопроницаемости смеси и скорости изменения воздухопроницаемости смеси на основе значений скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы; а также
[0012] управление моделью интеллектуального управления процессом спекания для выбора целевой стратегии управления в соответствии со скоростью изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям.
[0013] Кроме того, первая анализируемая проба содержится в первой чаше для помещения пробы, а вторая анализируемая проба содержится во второй чаше для помещения пробы; и управление роботизированной системой для определения насыпной плотности первой анализируемой пробы и второй анализируемой пробы включает:
[0014] управление взвешивающим устройством в роботизированной системе для взвешивания первой анализируемой пробы в первой чаше для помещения пробы и взвешивания второй анализируемой пробы во второй чаше для помещения пробы для определения начального веса нетто W10 первой анализируемой пробы и начального веса нетто W20 второй анализируемой пробы;
[0015] определение объема V1 первой чаши для помещения пробы и объема V2 второй чаши для помещения пробы;
[0016] определение насыпной плотности p1 первой анализируемой пробы на основе значений объема V1 первой чаши для помещения пробы и начального веса нетто W10 первой анализируемой пробы согласно формуле p1=W10/V1; а также
[0017] определение насыпной плотности р2 второй анализируемой пробы на основе значений объема V2 второй чаши для помещения пробы и начального веса нетто W20 второй анализируемой пробы согласно формуле p2=W20/V2.
[0018] Кроме того, определение насыпной плотности смеси на основе значений насыпной плотности первой анализируемой пробы и насыпной плотности второй анализируемой пробы включает:
[0019] вычисление насыпной плотности смеси по формуле Px=K1×p1+(1-K1)×p2;
[0020] где Рх - насыпная плотность смеси, p1 - насыпная плотность первой анализируемой пробы, р2 - насыпная плотность второй анализируемой пробы, a K1 - коэффициент с диапазоном значений 0,4-0,6.
[0021] Кроме того, расчет скорости изменения насыпной плотности смеси включает:
[0022] определение насыпной плотности, по меньшей мере, одной смеси, роботизированной системой в течение первого периода определения;
[0023] вычисление средней насыпной плотности Рх0 смеси в течение первого периода определения по формуле  на основе значения насыпной плотности Pxi смеси, соответствующей каждой процедуре определения; n - количество определений в течение первого периода определения; а также
на основе значения насыпной плотности Pxi смеси, соответствующей каждой процедуре определения; n - количество определений в течение первого периода определения; а также
[0024] вычисление скорости изменения λ насыпной плотности смеси по формуле λ=(PXj-Рх0)/Рх0 на основе значений средней насыпной плотности смеси и насыпной плотности Pxi смеси, соответствующей текущей процедуре определения.
[0025] Кроме того, регулирование поправочного коэффициента воздухопроницаемости смеси согласно соответствующей заданной стратегии регулирования коэффициента на основе значения скорости изменения насыпной плотности смеси включает:
[0026] определение того, соответствует ли скорость изменения насыпной плотности смеси поправочному пороговому значению;
[0027] определение первой заданной стратегии регулирования коэффициента и регулирование поправочного коэффициента воздухопроницаемости смеси на основе первой заданной стратегии регулирования коэффициента, если скорость изменения насыпной плотности смеси больше, чем поправочное пороговое значение; а также
[0028] определение второй заданной стратегии регулирования коэффициента и регулирование поправочного коэффициента воздухопроницаемости смеси на основе второй заданной стратегии регулирования коэффициента, если скорость изменения насыпной плотности смеси меньше, чем поправочное пороговое значение.
[0029] Кроме того, расчет воздухопроницаемости смеси на основе скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы включает:
[0030] расчет воздухопроницаемости Р смеси по формуле P=b0[b1*ω1+b2*ω2+b3*ω3+b4*ω4]×100 на основе скорректированных поправочных коэффициентов воздухопроницаемости смеси b0, b1, b2, b3 и b4 и гранулометрического состава (ω1, ω2, ω3, ω4) второй анализируемой пробы;
[0031] где ω1 - доля гранулометрического состава с размером частиц менее 3 мм второй анализируемой пробы, ω2 - доля гранулометрического состава с размером частиц 3-5 мм второй анализируемой пробы, ω3 - доля гранулометрического состава с размером частиц от 5 мм до 8 мм второй анализируемой пробы, а ω4 - доля гранулометрического состава с размером частиц более 8 мм второй анализируемой пробы; b0 - скорректированный первый поправочный коэффициент воздухопроницаемости, b1 - скорректированный второй поправочный коэффициент воздухопроницаемости, b2 - скорректированный третий поправочный коэффициент воздухопроницаемости, b3 - скорректированный четвертый поправочный коэффициент воздухопроницаемости, и b4 - скорректированный пятый поправочный коэффициент воздухопроницаемости.
[0032] Кроме того, расчет скорости изменения воздухопроницаемости смеси включает:
[0033] определение воздухопроницаемости, по меньшей мере, одной смеси, роботизированной системой, в течение второго периода определения;
[0034] выбор значения воздухопроницаемости, соответствующего гранулометрическому составу и содержанию влаги в смеси, позволяющего достичь эффективной воздухопроницаемости смеси, соответствующей, по меньшей мере, одной процедуре определения;
[0035] вычисление среднего значения эффективной воздухопроницаемости Р0 по формуле  на основе значения эффективной воздухопроницаемости Pj, соответствующей каждой процедуре определения; где m - время определения, соответствующее гранулометрическому составу и содержанию влаги в смеси в соответствии с требованием значения в пределах второго периода определения; а также
на основе значения эффективной воздухопроницаемости Pj, соответствующей каждой процедуре определения; где m - время определения, соответствующее гранулометрическому составу и содержанию влаги в смеси в соответствии с требованием значения в пределах второго периода определения; а также
[0036] вычисление скорости изменения воздухопроницаемости β смеси по формуле β=(Pj-P0)/P0 на основе среднего значения эффективной воздухопроницаемости Р0 и значения воздухопроницаемости смеси Pj, соответствующего текущей процедуре определения.
[0037] Кроме того, выбор целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям, включает:
[0038] определение того, соответствует ли скорость изменения воздухопроницаемости смеси диапазону регулировки пороговых значений;
[0039] определение значения текущего технологического параметра процесса спекания, если скорость изменения воздухопроницаемости смеси больше или равна верхнему предельному значению диапазона регулировки пороговых значений, при этом технологический параметр включает в себя толщину слоя материала, скорость вращения колеса и расход воздуха спекательной тележки в процессе спекания;
[0040] выбор первой целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки меньше максимального заданного значения толщины слоя материала; и увеличение текущей толщины слоя материала в процессе спекания и поддержание текущей скорости вращения колеса и текущего расхода воздуха в процессе спекания постоянными согласно первой целевой стратегии управления; или
[0041] выбор второй целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки равна максимальному заданному значению толщины слоя материала, а текущая скорость вращения колеса меньше максимального заданного значения скорости вращения колеса; и увеличение текущей скорости вращения колеса в процессе спекания и поддержание текущего расхода воздуха в процессе спекания постоянным согласно второй целевой стратегии управления; или
[0042] выбор третьей целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки равна максимальному заданному значению толщины слоя материала, текущая скорость вращения колеса равна максимальному заданному значению скорости вращения колеса, а текущий расход воздуха больше минимального заданного значения расхода воздуха; и уменьшение текущего расхода воздуха в процессе спекания согласно третьей целевой стратегии управления.
[0043] Кроме того, выбор целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям, включает:
[0044] выбор четвертой целевой стратегии управления в заданных стратегиях модели управления, если скорость изменения воздухопроницаемости смеси находится в пределах диапазона регулировки пороговых значений; а также
[0045] поддержание текущей толщины слоя материала и текущей скорости вращения колеса в процессе спекания постоянными, и регулировка текущего объема поступающего воздуха в процессе спекания в соответствии с моделью прогнозирования конечной точки прожога согласно четвертой целевой стратегии управления.
[0046] Кроме того, выбор целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям, включает:
[0047] выбор пятой целевой стратегии управления в заданных стратегиях модели управления, когда текущий расход воздуха спекательной тележки меньше максимального заданного значения расхода воздуха, если скорость изменения воздухопроницаемости смеси меньше или равна минимальному заданному значению диапазона регулировки пороговых значений; и увеличение текущего расхода воздуха в процессе спекания и поддержание текущей толщины слоя материала и текущей скорости вращения колеса постоянными в процессе спекания согласно пятой целевой стратегии управления; или
[0048] выбор шестой целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки больше минимального заданного значения толщины слоя материала, и когда текущий расход воздуха равен максимальному заданному значению расхода воздуха; и уменьшение текущей толщины слоя материала в процессе спекания и поддержание текущей скорости вращения колеса в процессе спекания постоянной согласно шестой целевой стратегии управления; или
[0049] выбор седьмой целевой стратегии управления в заданных стратегиях модели управления, когда текущая толщина слоя материала спекательной тележки равна минимальному заданному значению толщины слоя материала, когда текущий расход воздуха равен максимальному заданному значению расхода воздуха, и когда текущая скорость вращения колеса больше минимального заданного значения скорости вращения колеса; и уменьшение текущей скорости вращения колеса в процессе спекания согласно седьмой целевой стратегии управления.
[0050] Кроме того, управление роботизированной системой для определения содержания влаги в первой анализируемой пробе включает:
[0051] Роботизированную систему, содержащую манипулятор, взвешивающее устройство и устройство микроволновой сушки;
[0052] управление манипулятором для размещения соответствующим образом пустой первой чаши для помещения пробы и первой чаши для помещения пробы, содержащей первую анализируемую пробу, на взвешивающем устройстве для взвешивания и определения веса пустой первой чаши для помещения пробы и начального веса первой анализируемой пробы;
[0053] управление манипулятором для высыпания взвешенной первой анализируемой пробы из первой чаши для помещения пробы в устройство микроволновой сушки для осуществления сушки и затем взвешивания пробы после сушки для получения массы высушенной первой анализируемой пробы;
[0054] вычисление начального веса нетто первой анализируемой пробы на основе значений начального веса первой анализируемой пробы и веса пустой чаши; а также
[0055] вычисление содержания влаги в первой анализируемой пробе по формуле M1=(W10-Wdry)/W10 на основе значений начального веса первой анализируемой пробы и веса высушенной первой анализируемой пробы;
[0056] где M1 - это содержание влаги в первой анализируемой пробе, W10 - это начальный вес нетто первой анализируемой пробы, a Wdry - это вес высушенной первой анализируемой пробы.
[0057] Кроме того, управление манипулятором для высыпания взвешенной первой анализируемой пробы из первой чаши для помещения пробы в устройство микроволновой сушки для осуществления сушки и затем взвешивания пробы после сушки для получения массы высушенной первой анализируемой пробы включает:
[0058] управление манипулятором для размещения взвешенной первой анализируемой пробы из первой чаши для помещения пробы на столе для взвешивания в устройстве микроволновой сушки для осуществления сушки;
[0059] получение в реальном времени веса первой анализируемой пробы, взвешиваемой с помощью стола для взвешивания в процессе сушки; и определение величины изменения веса первой анализируемой пробы относительно начального веса первой анализируемой пробы;
[0060] прекращение сушки, если величина изменения веса первой анализируемой пробы больше или равна 5%;
[0061] управление манипулятором для поворота первой анализируемой пробы на 180° и непрерывной сушки повернутой первой анализируемой пробы; а также
[0062] определение веса высушенной первой анализируемой пробы, взвешенной с помощью стола для взвешивания, когда величина изменения веса первой анализируемой пробы равна 0.
[0063] Кроме того, управление роботизированной системой для определения гранулометрического состава второй анализируемой пробы включает:
[0064] Роботизированную систему, содержащую манипулятор, взвешивающее устройство, устройство для выдерживания в жидком азоте и просеивающее устройство;
[0065] управление манипулятором для размещения второй чаши для помещения пробы, загруженной второй анализируемой пробой, на взвешивающем устройстве для осуществления взвешивания и определения начальной массы второй анализируемой пробы;
[0066] управление манипулятором для размещения второй чаши для помещения пробы, загруженной второй анализируемой пробой, в устройство для выдерживания в жидком азоте для выдерживания в жидком азоте;
[0067] управление манипулятором для высыпания выдерживаемой в жидком азоте второй анализируемой пробы в просеивающее устройство для просеивания с целью получения анализируемых проб с различными размерами частиц; а также
[0068] Взвешивание массы множества анализируемых проб с различными размерами частиц с использованием взвешивающего устройства и расчет гранулометрического состава второй анализируемой пробы в соответствии с массами анализируемых проб с различными размерами частиц.
[0069] Кроме того, управление манипулятором для размещения второй чаши для помещения пробы, загруженной второй анализируемой пробой, в устройство для выдерживания в жидком азоте для выдерживания в жидком азоте, включает:
[0070] управление манипулятором для высыпания второй анализируемой пробы из второй чаше для помещения пробы в лоток для материала устройства для выдерживания в жидком азоте и размещение лотка для материала, удерживающего вторую анализируемую пробу, на опорном лотке, соединенном с механизмом перемещения материала;
[0071] управление механизмом перемещения материала для опускания опорного лотка в емкость для выдерживания в жидком азоте для погружения второй анализируемой пробы в лотке для материала в жидкий азот в емкости для выдерживания в жидком азоте, и выдерживание в жидком азоте; а также
[0072] управление механизмом перемещения материала для подъема опорного лотка после истечения времени выдерживания в жидким азоте, так что лоток для материала, содержащий вторую анализируемую пробу, поднимается за пределы емкости для выдерживания в жидком азоте.
[0073] Кроме того, способ включает следующие этапы:
[0074] управление манипулятором для зажима лотка для материала для высыпания выдержанной в жидком азоте второй анализируемой пробы в просеивающее устройство, и взвешивание опустошенного лотка для материала с помощью взвешивающего устройства для определения массы пустого лотка для материала после выдерживания в жидком азоте;
[0075] определение массы пустого лотка до выдерживания в жидком азоте и определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание в жидком азоте второй анализируемой пробы на основе пропорционального отношения между массой пустого лотка до выдерживания в жидком азоте и массой пустого лотка для материала после выдерживания в жидком азоте; а также
[0076] регулирование времени выдерживания в жидком азоте устройства для выдерживания в жидком азоте, когда вторая анализируемая пробы подвергается выдерживанию в жидком азоте в соответствии с заданным значением времени выдерживания.
[0077] Кроме того, определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте на основе пропорционального отношения между массой пустого лотка до выдерживания в жидком азоте и масса пустого лотка для материала после выдерживания в жидком азоте, включает:
[0078] вычисление отношения массы пустого лотка до выдерживания в жидком азоте к массе пустого лотка для материала после выдерживания в жидком азоте;
[0079] оценивание текущего результата обработки выдерживанием в жидком азоте как чрезмерного выдерживания, если соотношение находится в первом диапазоне параметров, и определение первого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте;
[0080] оценивание текущего результата обработки выдерживанием в жидком азоте как чрезмерного выдерживания, если соотношение находится во втором диапазоне параметров, и определение второго заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте; а также
[0081] оценивание текущего результата обработки выдерживанием в жидком азоте как системной ошибки, если соотношение находится в третьем диапазоне параметров, и определение третьего заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте.
[0082] Кроме того, способ включает следующие этапы:
[0083] управление манипулятором для размещения лотка для материала, содержащего вторую анализируемую пробу, на взвешивающем устройстве и взвешивание лотка для материала, содержащего вторую анализируемую пробы, с использованием взвешивающего устройства для определения общей массы лотка для материала;
[0084] получение массы пустого лотка для материала до выдерживания в жидком азоте и определение веса нетто материала на основе значений массы пустого лотка до выдерживания в жидком азоте и общей массы лотка для материала;
[0085] взвешивание просеянных анализируемых проб с различными размерами частиц с помощью взвешивающего устройства после того, как просеивающее устройство завершит процесс просеивания, для получения веса нетто просеянного материала; а также
[0086] определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте, на основе пропорционального отношения значений массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто просеянного материала.
[0087] Кроме того, определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте, на основе пропорционального отношения значений массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто просеянного материала включает:
[0088] определение веса нетто материала, выдержанного в жидком азоте на основе значений массы пустого лотка до выдерживания в жидком азоте, веса нетто материала и массы пустого лотка для материала после выдерживания в жидком азоте;
[0089] вычисление отношения веса нетто просеянного материала к весу нетто материала, выдержанного в жидком азоте;
[0090] оценивание текущего результата обработки выдерживанием в жидком азоте как недостаточного выдерживания, если соотношение находится в четвертом диапазоне параметров, и определение четвертого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте;
[0091] оценивание текущего результата обработки выдерживанием в жидком азоте как недостаточного выдерживания, если соотношение находится в пятом диапазоне параметров, и определение пятого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте; а также
[0092] оценивание текущего результата обработки выдерживанием в жидком азоте как недостаточного выдерживания, если соотношение находится в шестом диапазоне параметров, и определение шестого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте.
[0093] Кроме того, после того, как лоток для материала, содержащий вторую анализируемую пробу, поднимается за пределы емкости для выдерживания в жидком азоте, способ дополнительно включает в себя:
[0094] определение текущего значения уровня жидкого азота в емкости для выдерживания в жидком азоте датчиком уровня жидкой среды после того, как лоток для материала устройства для выдерживания в жидком азоте покидает емкость для выдерживания в жидком азоте;
[0095] определение начального состояния просеивающего устройства, если текущее значение уровня жидкого азота меньше, чем минимальное значение диапазона уровня идеальной жидкости; а также
[0096] открытие емкости для нагнетания жидкого азота и подача жидкой среды в емкость для выдерживания в жидком азоте, когда просеивающее устройство находится в неработающем состоянии.
[0097] Кроме того, способ включает следующие этапы:
[0098] определение того, достигает ли текущее значение уровня жидкого азота максимального значения диапазона уровня идеальной жидкости или нет при подаче жидкой среды; а также
[0099] закрытие емкости для нагнетания жидкого азота для остановки подачи жидкой среды, если текущее значение уровня жидкого азота достигает максимального значения диапазона уровня идеальной жидкости.
[00100] Кроме того, способ включает следующие этапы:
[00101] учет времени открытия емкости для нагнетания жидкого азота, если текущее значение уровня жидкого азота не достигает максимального значения диапазона уровня идеальной жидкости; а также
[00102] закрытие емкости для нагнетания жидкого азота для остановки подачи жидкой среды, если продолжительность открытия превышает временное пороговое значение.
[00103] Кроме того, управление манипулятором для высыпания выдержанной в жидком азоте второй анализируемой пробы в просеивающее устройство для просеивания с целью получения анализируемых проб с различными размерами частиц включает:
[00104] управление манипулятором для высыпания выдержанной в жидком азоте второй анализируемой пробы в загрузочный бункер просеивающего устройства, при этом загрузочный бункер соединен с верхним ситом; внутри просеивающего устройства установлено трехслойное сито, причем размеры отверстий в слоях сита, расположенных последовательно сверху вниз, составляют 8 мм, 5 мм и 3 мм; а также
[00105] включение просеивающего устройства для просеивания второй анализируемой пробы в соответствии с заданным временем просеивания для получения анализируемой пробы с размером частиц менее 3 мм, анализируемой пробы с размером частиц от 3 мм до 5 мм, анализируемой пробы с частиц от 5 мм до 8 мм и анализируемой пробы с размером частиц более 8 мм.
[00106] Кроме того, взвешивание множества анализируемых проб с различными размерами частиц с использованием взвешивающего устройства и расчет гранулометрического состава второй анализируемой пробы в соответствии с весом анализируемых пробы с различными размерами частиц включает:
[00107] взвешивание множества анализируемых проб, соответственно, с различными размерами частиц, с использованием взвешивающего устройства для определения общего веса Wt1 анализируемых проб с размером частиц менее 3 мм, общего веса Wt2 анализируемых проб с размером частиц от 3 мм и 5 мм, общего веса Wt3 анализируемых проб с размером частиц от 5 мм до 8 мм, и общего веса Wt4 анализируемых проб с размером частиц более 8 мм; лоток для удерживания материала расположен под ситом с отверстием 3 мм и сконфигурирован для приема образца смеси с размером частиц менее 3 мм;
[00108] определение веса лотка для удерживания материала, веса сита с размером отверстий 3 мм, веса сита с размером отверстий 5 мм, веса сита с размером отверстий 8 мм и веса пустой чаши для помещения второй анализируемой пробы; лоток для удерживания материала расположен под ситом с отверстием 3 мм для приема образца смеси с размером частиц менее 3 мм;
[00109] определение веса Wm1 анализируемой пробы с размером частиц менее 3 мм на основании значения веса Wk1 лотка для удерживания материала и формулы Wm1=Wt1-Wk1; определение веса Wm2 анализируемой пробы с размером частиц от 3 до 5 мм на основе значения веса сита Wk2 с размером отверстий 3 мм и формулы Wm2=Wt2-Wk2; определение веса Wm3 анализируемой пробы с размером частиц от 5 до 8 мм на основе значения веса сита Wk3 с размером отверстий 5 мм и формулы Wm3=Wt3-Wk3; и определение веса Wm4 анализируемой пробы с размером частиц более 8 мм на основе значения веса сита Wk4 с размером отверстий 8 мм и формулы Wm4=Wt4-Wk4;
[00110] вычисление начального веса W20 нетто второй анализируемой пробы на основании значений начального веса второй анализируемой пробы и веса пустой чаши;
[00111] определение доли гранулометрического состава ω1 с размером частиц менее 3 мм в соответствии с формулой  определение доли гранулометрического состава ω2 с размером частиц от 3 до 5 мм в соответствии с формулой
определение доли гранулометрического состава ω2 с размером частиц от 3 до 5 мм в соответствии с формулой  определение доли гранулометрического состава ω3 с размером частиц 5-8 мм в соответствии с формулой
определение доли гранулометрического состава ω3 с размером частиц 5-8 мм в соответствии с формулой  и определение доли гранулометрического состава ω4 с размером частиц более 8 мм в соответствии с формулой
и определение доли гранулометрического состава ω4 с размером частиц более 8 мм в соответствии с формулой  а также
а также
[00112] определение гранулометрического состава второй анализируемой пробы (ω1, ω2, ω3, ω4).
[00113] Кроме того, перед управлением роботизированной системой для определения содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы, способ дополнительно включает:
[00114] управление встроенным пробоотборником в роботизированной системе для захвата смеси, транспортируемой на ленточном конвейере, и отправки смеси в желоб; смесь представляет собой материал, полученный путем смешивания спеченного материала в смесителе;
[00115] включение переключателя подачи, предусмотренного на разгрузочном отверстии желоба, так что смесь из желоба поступает в первую чашу для помещения пробы, расположенную под желобом;
[00116] выключение переключателя подачи, когда первая чаша для помещения пробы заполняется смесью; смесь в первой чаше для помещения пробы является первой анализируемой пробой;
[00117] управление манипулятором для размещения первой чаши для помещения пробы, заполненной смесью, на взвешивающем устройстве и для зажатия второй чаши для помещения пробы и установки ее под желобом; а также
[00118] включение переключателя подачи, чтобы смесь из желоба могла поступать во вторую чашу для помещения пробы, расположенную под желобом; смесь во второй чаше для помещения пробы представляет собой вторую анализируемую пробу.
[00119] Кроме того, способ включает следующие этапы:
[00120] определение того, превышает ли содержание влаги в первой анализируемой пробе пороговое значение диагностируемой влажности, и превышает ли гранулометрический состав, соответствующий третьему заданному диапазону размеров частиц во второй анализируемой пробе пороговое значение диагностируемого гранулометрического состава; а также
[00121] определение отклонения текущей процедуры определения влажности и гранулометрического состава от нормы и исключение данных определения, если содержание влаги в первой анализируемой пробе превышает пороговое значение диагностируемой влажности или гранулометрический состав, соответствующий третьему заданному диапазону размера частиц, не превышает пороговое значение диагностируемого гранулометрического состава.
[00122] Кроме того, способ включает следующие этапы:
[00123] определение роботизированной системой содержания влаги в первой анализируемой пробе в соответствии с текущей процедурой определения и содержания влаги в первой анализируемой пробе в соответствии с предыдущей процедурой определения;
[00124] вычисление скорости изменения содержания влаги первой анализируемой пробы в двух процедурах определения; а также
[00125] определение отклонения текущей процедуры определения влажности от нормы и исключение данных определения, если скорость изменения превышает пороговое значение скорости изменения.
[00126] Во втором аспекте настоящее изобретение также раскрывает роботизированную систему определения воздухопроницаемости, включающую в себя: первую чашу для помещения пробы, вторую чашу для помещения пробы, шкаф управления и манипулятор, встроенный пробоотборник, желоб, взвешивающее устройство, устройство микроволновой сушки, устройство для выдерживания в жидком азоте и просеивающее устройство, которые соответственно соединены со шкафом управления;
[00127] при этом шкаф управления сконфигурирован для генерации соответствующей команды управления устройством в соответствии с управляющим сигналом системы управления технологическим процессом, а команда управления устройством сконфигурирована для управления действиями манипулятора, встроенного пробоотборника, желоба, взвешивающего устройства, устройства микроволновой сушки, устройства для выдерживания в жидком азоте и просеивающего устройства; первая чаша для помещения пробы сконфигурирована для удерживания первой анализируемой пробы, а вторая чаша для помещения пробы сконфигурирована для удерживания второй анализируемой пробы;
[00128] встроенный пробоотборник предусмотрен на одной стороне ленточного конвейера, разгрузочное отверстие встроенного пробоотборника снабжено желобом, при этом встроенный пробоотборник выполнен с возможностью захвата смеси, транспортируемой на ленточном конвейере, и отправки смеси в желоб; первая чаша для помещения пробы или вторая чаша помещения пробы предусмотрены под желобом; разгрузочное отверстие желоба снабжено переключателем подачи, и переключатель подачи сконфигурирован для загрузки смеси из желоба в первую чашу для помещения пробы или во вторую чашу для помещения пробы при включении;
[00129] взвешивающее устройство выполнено с возможностью взвешивания первой чаши для помещения пробы и второй чаши для помещения пробы; устройство микроволновой сушки сконфигурировано для сушки первой анализируемой пробы; устройство для выдерживания в жидком азоте сконфигурировано для выдерживания второй анализируемой пробы в жидком азоте; и просеивающее устройство выполнено с возможностью просеивания второй анализируемой пробы для получения анализируемых проб с различными размерами частиц; а также
[00130] Шкаф управления выполнен с возможностью определения содержания влаги в первой анализируемой пробе, гранулометрического состава второй анализируемой пробы, насыпной плотности и воздухопроницаемости смеси в соответствии с данными определения.
[00131] Кроме того, система также включает в себя ленточный конвейер, соединяющий смеситель с роботизированной системой, при этом ленточный конвейер сконфигурирован для транспортировки смеси, полученной путем смешивания и гранулирования в смесителе; и ленточный конвейер выполнен под наклоном, при этом один конец ленточного конвейера, соединенный с роботизированной системой, выполнен на 2-2,5 метра выше, чем другой конец ленточного конвейера, соединенный со смесителем.
[00132] Кроме того, устройство микроволновой сушки включает в себя: сушильный шкаф, стол для взвешивания, предусмотренный в сушильном шкафу, контейнер для микроволновой сушки, расположенный на столе для взвешивания, и дверцу сушильного шкафа, предусмотренную на сушильном шкафу; при этом в сушильном шкафу предусмотрен источник микроволнового излучения, сконфигурированный для выполнения сушки; контейнер для микроволновой сушки сконфигурирован для хранения первой анализируемой пробы; стол для взвешивания сконфигурирован для взвешивания первой анализируемой пробы в контейнере для микроволновой сушки.
[00133] Кроме того, устройство для выдерживания в жидком азоте включает в себя: емкость для выдерживания в жидком азоте, лоток для материала, опорный лоток и механизм перемещения материала;
[00134] в котором опорный лоток соединен с механизмом перемещения материала через соединительный стержень, при этом механизм перемещения материала выполнен с возможностью приведения опорного лотка в движение вверх и вниз; емкость для выдерживания в жидком азоте расположена на одной стороне механизма перемещения материала;
[00135] лоток для материала, содержащий смесь, помещается на опорный лоток и располагается над емкостью для выдерживания в жидком азоте, и во время выдерживания проб в жидком азоте лоток для материала опускается в емкость для выдерживания в жидком азоте с помощью механизма перемещения материала;
[00136] в емкости для выдерживания в жидком азоте содержится жидкий азот, в лотке для материала сформировано отверстие для просачивания жидкого азота, выполненное с возможностью улучшения площади контакта смеси и жидкого азота в лотке для материала;
[00137] В нижней части опорной тарелки предусмотрено отверстие для обратного течения, и после завершения выдерживания пробы жидкий азот перетекает из лотка для материала обратно в емкость для выдерживания в жидком азоте через отверстие для обратного течения.
[00138] Кроме того, устройство для выдерживания в жидком азоте также включает в себя: емкость для нагнетания жидкого азота и датчик определения уровня жидкой среды, предусмотренный в емкости для выдерживания в жидком азоте; при этом датчик определения уровня жидкой среды сконфигурирован для определения текущего значения уровня жидкого азота в емкости для выдерживания в жидком азоте, и когда текущее значение уровня жидкого азота ниже минимального значения диапазона уровня идеальной жидкости, емкость для нагнетания жидкого азота сообщается с емкостью для выдерживания в жидком азоте через нагнетательный трубопровод для подачи жидкой среды в емкость для выдерживания в жидком азоте; нагнетательный трубопровод снабжен электромагнитным клапаном для подачи жидкой среды, при этом электромагнитный клапан для подачи жидкой среды выполнен с возможностью управления открытием и закрытием емкости для нагнетания жидкого азота во время подачи жидкой среды.
[00139] В третьем аспекте настоящая заявка также предоставляет систему управления процессом спекания на основе роботизированной системы определения воздухопроницаемости, включающую: систему управления технологическим процессом и спекательную тележку, модель интеллектуального управления процессом спекания и роботизированную систему в соответствии со вторым аспектом, которые связаны с системой управления технологическим процессом; при этом спекательная тележка предназначена для формования смеси в процессе спекания с получением спеченного продукта, а технологический параметр процесса спекания относится к технологическому параметру спекательной тележки;
[00140] система управления технологическим процессом выполнена с возможностью генерации управляющего сигнала и отправки управляющего сигнала в роботизированную систему и модель интеллектуального управления процессом спекания, так что роботизированная система и модель интеллектуального управления процессом спекания реагируют на управляющий сигнал;
[00141] Роботизированная система выполнена с возможностью определения содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы в соответствии с управляющим сигналом системы управления технологическим процессом, а также определения содержания влаги и насыпной плотности первой анализируемой пробы и гранулометрического состава и насыпной плотности второй анализируемой пробы; первая анализируемая проба и вторая анализируемая проба относятся к смеси, полученной путем смешивания и гранулирования спеченного материала в смесителе;
[00142] в соответствии с управляющим сигналом системы управления технологическим процессом, при условии, что содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности, поправочный коэффициент воздухопроницаемости смеси регулируется согласно соответствующей заданной стратегии регулирования коэффициента на основе значения скорости изменения насыпной плотности смеси;
[00143] на основе скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы рассчитывается воздухопроницаемость смеси и скорость изменения воздухопроницаемости смеси;
[00144] Модель интеллектуального управления процессом спекания выполняется с возможностью выбора целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и когда текущий технологический параметр процесса спекания не соответствует требованиям, осуществляется регулирование технологического параметра процесса спекания.
[00145] Согласно вышеупомянутой технической схеме, роботизированная система определения воздухопроницаемости и способ и система управления процессом спекания предусмотрены вариантом осуществления изобретения. Роботизированная система выполняет определение содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы, определение содержания влаги и насыпной плотности первой анализируемой пробы и определения гранулометрического состава и насыпной плотности второй анализируемой пробы; и вычисление скорости изменения насыпной плотности смеси в соответствии со значениями насыпной плотности двух анализируемых проб. Поправочный коэффициент воздухопроницаемости смеси регулируется в соответствии со скоростью изменения насыпной плотности смеси и соответствующей заданной стратегией регулирования коэффициента, а также рассчитываются воздухопроницаемость и скорость изменения воздухопроницаемости смеси. Модель интеллектуального управления процессом спекания управляется для выбора целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления. Когда текущий технологический параметр процесса спекания не соответствует требованиям, осуществляется регулирование технологического параметра процесса спекания. Можно видеть, что согласно способу и системе, предусмотренным изобретением, воздухопроницаемость смеси может быть определена в соответствии с содержанием влаги, параметром гранулометрического состава и насыпной плотности смеси, обнаруженной роботизированной системой, и некоторые технологические параметры процесса спекания отклоняющиеся от нормы могут быть независимо отрегулированы, взяв за эталон значение воздухопроницаемости без синхронного регулирования всех технологических параметров процесса спекания, что обеспечивает реализацию точной настройки технологического параметра процесса спекания, таким образом достигается высокая точность регулировки, исключается явление перегорания в процессе спекания и обеспечивается высокое качество спеченного продукта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ ИЗОБРЕТЕНИЯ
[00146] Для более детального пояснения технического решения настоящей заявки, далее приводятся чертежи, необходимые для описания вариантов осуществления. Очевидно, что для специалистов в данной области техники могут быть получены другие чертежи на основе приложенных чертежей без внесения творческого вклада.
[00147] Фиг. 1 - блок-схема структуры системы управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения;
[00148] Фиг. 2 - схема системы управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения;
[00149] Фиг. 3 - схематическая диаграмма конструкции ленточного конвейера, предусмотренного вариантом осуществления настоящего изобретения;
[00150] Фиг. 4 - схематическая диаграмма конструкции роботизированной системы, представленной вариантом осуществления настоящего изобретения;
[00151] Фиг. 5 - блок-схема вида сверху роботизированной системы, представленной вариантом осуществления настоящего изобретения;
[00152] Фиг. 6 - схематическая диаграмма конструкции встроенного пробоотборника, предусмотренного вариантом осуществления настоящего изобретения;
[00153] Фиг. 7 - схематическая диаграмма, показывающая подачу материала, предусмотренную вариантом осуществления настоящего изобретения;
[00154] Фиг. 8 - схематическая диаграмма конструкции устройства микроволновой сушки, представленного вариантом осуществления настоящего изобретения;
[00155] Фиг. 9 - схематическая диаграмма конструкции устройства для выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения;
[00156] Фиг. 10 - вид сверху устройства для выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения;
[00157] Фиг. 11 - схематическая диаграмма конструкции опорного стержня, предусмотренного вариантом осуществления настоящего изобретения;
[00158] Фиг. 12 - схематическая диаграмма, показывающая устройство для выдерживания в жидком азоте в рабочем состоянии, предусмотренное вариантом осуществления настоящего изобретения;
[00159] Фиг. 13 - вид сверху лотка для материала, предусмотренного вариантом осуществления настоящего изобретения;
[00160] Фиг. 14 - вид в перспективе лотка для материала, предусмотренного вариантом осуществления настоящего изобретения;
[00161] Фиг. 15 - блок-схема способа управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения;
[00162] Фиг. 16 - блок-схема способа определения содержания влаги в первой анализируемой пробе, предусмотренном вариантом осуществления настоящего изобретения;
[00163] Фиг. 17 - блок-схема способа определения гранулометрического состава второй анализируемой пробы, предусмотренного вариантом осуществления настоящего изобретения;
[00164] Фиг. 18 - блок-схема способа выдерживания пробы в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения;
[00165] Фиг. 19 - блок-схема способа выполнения управления временем выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения;
[00166] Фиг. 20 - блок-схема способа определения заданного значения времени выдерживания, предусмотренного вариантом осуществления настоящего изобретения;
[00167] Фиг. 21 - блок-схема способа выполнения управления временем выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения;
[00168] Фиг. 22 - блок-схема способа определения заданного значения времени выдерживания, предусмотренного вариантом осуществления настоящего изобретения;
[00169] Фиг. 23 - блок-схема способа нагнетания жидкой среды в устройство для выдерживания в жидком азоте, предусмотренное вариантом осуществления настоящего изобретения;
[00170] Фиг. 24 - блок-схема способа определения насыпной плотности первой анализируемой пробы и второй анализируемой пробы, предусмотренного вариантом осуществления настоящего изобретения;
[00171] Фиг. 25 - блок-схема способа расчета скорости изменения насыпной плотности смеси, предусмотренного вариантом осуществления настоящего изобретения;
[00172] Фиг. 26 - таблица, показывающая значения поправочных коэффициентов воздухопроницаемости, предусмотренные вариантом осуществления настоящего изобретения;
[00173] Фиг. 27 - блок-схема способа регулировки поправочного коэффициента воздухопроницаемости смеси, предусмотренного вариантом осуществления настоящего изобретения;
[00174] Фиг. 28 - схема стратегии регулирования поправочного коэффициента воздухопроницаемости смеси, предусмотренной вариантом осуществления настоящего изобретения;
[00175] Фиг. 29 - блок-схема способа вычисления скорости изменения воздухопроницаемости смеси, предусмотренной вариантом осуществления настоящего изобретения;
[00176] Фиг. 30 - схема стратегии регулирования технологического параметра процесса спекания, предусмотренной вариантом осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[00177] Фиг. 1 представляет собой блок-схему структуры системы управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения; Фиг. 2 представляет собой схему системы управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 1 и Фиг. 2, система управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения, выполнена с возможностью определения воздухопроницаемости смеси в соответствии с содержанием влаги, гранулометрическим составом и насыпной плотностью смеси для регулирования в процессе спекания технологического параметра, включающего толщину слоя материала, скорость вращения колеса и расход воздуха спекательной тележки в процессе спекания, при осуществлении формования смеси спеканием в спекательной тележке с течением времени, чтобы обеспечить, после регулирования технологического параметра, изготовление в спекательной тележке спеченного продукта с хорошей воздухопроницаемостью, вследствие чего предотвращается явления пережога.
[00178] Воздухопроницаемость означает легкость, с которой слой твердого материала пропускает воздух. Воздухопроницаемость является ключевым фактором при управлении процессом спекания, и ключевыми параметрами, отражающими воздухопроницаемость слоя материала в спекательной тележке, являются насыпная плотность, содержание влаги и гранулометрический состав смеси. Следовательно, при регулировании технологического параметра спекательной тележки в процессе спекания, в первую очередь могут быть определены насыпная плотность, содержание влаги и гранулометрический состав смеси, а затем определяется воздухопроницаемость смеси согласно результату определения, таким образом, может быть отрегулирован технологический параметр спекательной тележки. С этой целью, процесс управления может быть реализован с помощью системы управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости.
[00179] Система управления включает: систему управления технологическим процессом 1, а также смеситель 2, ленточный конвейер 3, роботизированную систему 4, спекательную тележку 6 и модель интеллектуального управления процессом спекания 5, соответственно, в коммуникационном соединении с системой управления технологическим процессом 1. Система управления технологическим процессом 1 представляет собой основной контроллер процесса спекания и может быть размещена в компьютере и выполнена с возможностью управления различным оборудованием или устройствами в процессе спекания. Система управления технологическим процессом 1 выполнена с возможностью создания управляющего сигнала и передачи управляющего сигнала роботизированной системе 4 и модели интеллектуального управления процессом спекания 5, в результате чего роботизированная система 4 и модель интеллектуального управления процессом спекания 5 отвечают на управляющий сигнал. Смеситель 2 выполнен с возможностью смешения и гранулирования спеченного материала для получения смеси. Ленточный конвейер 3 соединен со смесителем 2 и роботизированной системой 4 и выполнен с возможностью транспортировки смеси, полученной с помощью смесителя 2 посредством смешения и гранулирования. Роботизированная система 4 представляет собой робота для определения содержания влаги, гранулометрического состава и насыпной плотности и выполнена с возможностью определения содержания влаги, гранулометрического состава и насыпной плотности смеси в соответствии с управляющим сигналом системы управления технологическим процессом 1. Модель интеллектуального управления процессом спекания 5 представляет собой систему программного обеспечения и может быть размещена в компьютере, и выполнена с возможностью вычисления воздухопроницаемости смеси в состоянии спекания в спекательной тележке 6 в соответствии с содержанием влаги, гранулометрическим составом и насыпной плотностью смеси, определенными роботизированной системой 4, и регулирования технологического параметра в процессе спекания на основе скорости изменения воздухопроницаемости. Спекательная тележка 6 выполнена для осуществления формования смеси спеканием в процессе спекания для получения спеченного продукта. Технологический параметр в процессе спекания относится к технологическому параметру спекательной тележки.
[00180] Фиг. 3 представляет собой схематическую диаграмму конструкции ленточного конвейера, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 3, в варианте осуществления, ленточный конвейер 3 расположен под наклоном, и один конец ленточного конвейера 3, соединенный с роботизированной системой 4, на 2-2.5 метра выше, чем один конец, соединенный со смесителем 2. Ленточный конвейер 3 расположен под наклоном, таким образом, когда ленточный конвейер 3 захватывает смесь, смесь, захваченная встроенным пробоотборником 41, может естественным образом падать и поступать в чашу для помещения пробы, выполненную в роботизированной системе 4.
[00181] Фиг. 4 представляет собой схематическую диаграмму конструкции роботизированной системы, предусмотренной вариантом осуществления настоящего изобретения; Фиг. 5 представляет собой блок-схему вида сверху роботизированной системы, предусмотренной вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 4 и Фиг. 5, роботизированная система 4 включает первую чашу для помещения пробы, вторую чашу для помещения пробы, шкаф управления 40 и встроенный пробоотборник 41, манипулятор 42, взвешивающее устройство 43, устройство микроволновой сушки 44, устройство для выдерживания в жидком азоте 45, просеивающее устройство 46 и устройство для извлечения материала 47, которые соответственно соединены со шкафом управления 40, таким образом, одновременно может быть реализовано определение содержания влаги и гранулометрического состава смеси.
[00182] Шкаф управления 40 представляет собой систему управления роботизированной системы 4 и выполнен с возможностью создания соответствующей команды управления устройством согласно управляющему сигналу системы управления технологическим процессом 1. Команда управления устройством предназначена для управления действиями встроенного пробоотборника 41, манипулятора 42, взвешивающего устройства 43, устройства микроволновой сушки 44, устройства для выдерживания в жидком азоте 45, просеивающего устройства 46 и устройства для извлечения материала 47. Первая чаша для помещения пробы выполнена с возможностью удерживания первой анализируемой пробы, вторая чаша для помещения пробы выполнена с возможностью удерживания второй анализируемой пробы, и первая анализируемая проба и вторая анализируемая проба представляют собой смеси, полученные с помощью смесителя 2 посредством смешения и гранулирования. В некоторых вариантах осуществления, первая анализируемая проба предназначена для осуществления определения содержания влаги, и вторая анализируемая проба предназначена для осуществления определения гранулометрического состава.
[00183] Фиг. 6 представляет собой схематическую диаграмму конструкции встроенного пробоотборника, предусмотренного вариантом осуществления настоящего изобретения; Фиг. 7 представляет собой схематическую диаграмму, показывающую подачу материала, предусмотренную вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 6 и Фиг. 7, на одной стороне ленточного конвейера 3 выполнен встроенный пробоотборник 41, и встроенный пробоотборник 41 отбирает пробы из смеси, транспортируемой на ленточном конвейере 3. Позицией отбора проб является отбор проб в поперечном сечении, и отбор проб в поперечном сечении позволяет обеспечить то, что отбор проб является репрезентативным.
[00184] Разгрузочное отверстие встроенного пробоотборника 41 имеет желоб 411, и встроенный пробоотборник 41 выполнен с возможностью захвата смеси, транспортируемой на ленточном конвейере 3, и подачи смеси в желоб 411. В нижней части желоба 411 расположена первая чаша для помещения пробы или вторая чаша для помещения пробы. В разгрузочном отверстии желоба 411 выполнен переключатель подачи 412, и переключатель подачи 412, когда он включен, выполнен с возможностью загрузки смеси из желоба в первую чашу для помещения пробы или вторую чашу для помещения пробы.
[00185] Чаша для помещения пробы (первая чаша для помещения пробы или вторая чаша для помещения пробы) размещена под разгрузочным отверстием желоба 411, и встроенный пробоотборник 41 захватывает смесь на ленточном конвейере 3 и направляет смесь в желоб 411. Переключатель подачи 412 соединен с возможностью связи со шкафом управления 40. Когда необходимо наполнить смесью чашу для помещения материала, шкаф управления 40 управляет переключателем подачи 412 для его включения, так что смесь из желоба 411 поступает в первую чашу для помещения пробы, и получается первая анализируемая проба. Чаши для помещения пробы представляют собой две чаши фиксированного объема, и объемы двух чаш для помещения пробы являются одинаковыми. В других вариантах осуществления, объемы двух чаш для помещения пробы могут быть разными, и они, в частности, не ограничены вариантом осуществления.
[00186] Для получения двух чаш с анализируемыми пробами смесь из желоба 411 последовательно заполняет первую чашу для помещения пробы и вторую чашу для помещения пробы, соответственно. С этой целью, после завершения заполнения смесью первой чаши для помещения пробы, шкаф управления 40 снова управляет переключателем подачи 412 для его выключения, и первая чаша для помещения пробы, заполненная смесью, удаляется манипулятором 42, и затем под разгрузочным отверстием желоба 411 размещается вторая чаша для помещения пробы. В это же время, шкаф управления 40 снова управляет переключателем подачи 412 для его включения, так что смесь из желоба 411 поступает во вторую чашу для помещения пробы, и получается вторая анализируемая проба. Вес первой анализируемой пробы и второй анализируемой пробы составляет около 2.5-3 кг.
[00187] Манипулятор 42 действует в соответствии с командой управления шкафа управления 40 и выполнен с возможностью реализации перемещения анализируемой пробы. Например, манипулятор 42 захватывает первую чашу для помещения пробы, заполненную первой анализируемой пробой, для перемещения к взвешивающему устройству 43 для взвешивания и перемещения к устройству микроволновой сушки 44 для микроволновой сушки; манипулятор 42 захватывает вторую чашу для помещения пробы, заполненную второй анализируемой пробой, для перемещения к взвешивающему устройству 43 для взвешивания и перемещения к устройству для выдерживания в жидком азоте 45 для выдерживания в жидком азоте и перемещения к просеивающему устройству 46 для разделения на фракции по размеру частиц; манипулятор 42 захватывает первую чашу для помещения пробы и вторую чашу для помещения пробы после определения для перемещения к устройству для извлечения материала 47, чтобы высыпать первую анализируемую пробу и вторую анализируемую пробу в устройство для извлечения материала 47 для повторного использования отходов.
[00188] Для облегчения перемещения манипулятора 42, манипулятор 42 может быть выполнен в промежуточном положении в области, где в роботизированной системе 4 расположено каждое устройство. Манипулятор 42 и шкаф управления 40 обмениваются информацией, используя коммуникационную шину Profinet, или осуществляют обмен данными посредством порта ввода-вывода.
[00189] Взвешивающее устройство 43 выполнено с возможностью взвешивания первой чаши для помещения пробы и второй чаши для помещения пробы. Взвешивающее устройство 43 может применять датчик веса для взвешивания первой чаши для помещения пробы, удерживающей первую анализируемую пробу, для получения начального веса первой анализируемой пробы; для взвешивания высушенной первой анализируемой пробы для получения веса после сушки первой анализируемой пробы; для взвешивания второй чаши для помещения пробы, удерживающей вторую анализируемую пробу, для получения начального веса второй анализируемой пробы; для выполнения операций со смесью каждой фракции частиц после обработки просеиванием для получения веса множества анализируемых проб с разными размерами частиц. В то же время взвешивающее устройство 43 также может взвешивать пустую чашу для помещения пробы для получения веса пустой чаши. В ходе определения, любая анализируемая проба или контейнер, весовое значение которого необходимо получить, может быть взвешен на взвешивающем устройстве 43.
[00190] Фиг. 8 представляет собой схематическую диаграмму конструкции устройства микроволновой сушки, предусмотренного вариантом осуществления настоящего изобретения. Устройство микроволновой сушки 44 выполнено с возможностью сушки первой анализируемой пробы согласно команде управления шкафа управления 40, чтобы осуществить определение влажности. В варианте осуществления, устройство микроволновой сушки может быть уменьшено до размера 1 м × 1 м за счет применения способа сушки исходного материала большой толщины. Ссылаясь на Фиг. 8, устройство микроволновой сушки 44 включает: сушильный шкаф 441, стол для взвешивания 442, выполненный в сушильном шкафе 441, контейнер для микроволновой сушки 443, расположенный на столе для взвешивания 442, и дверцу сушильного шкафа 444, выполненную на сушильном шкафе 441. Для осуществления обработки сушкой в сушильном шкафе 441 выполнен источник микроволнового излучения 445. Контейнер для микроволновой сушки 443 выполнен с возможностью удерживания первой анализируемой пробы. Стол для взвешивания 442 выполнен с возможностью взвешивания первой анализируемой пробы в контейнере для микроволновой сушки 443.
[00191] При микроволновой сушке первой анализируемой пробы, манипулятор 42 захватывает первую чашу для помещения пробы для перемещения к устройству микроволновой сушки 44, и первая анализируемая проба в первой чаше для помещения пробы высыпается в контейнер для микроволновой сушки 443. Стол для взвешивания 442 включает датчик веса. Датчик веса в столе для взвешивания 442 взвешивает первую анализируемую пробу в режиме реального времени, и может быть видно изменение веса первой анализируемой пробы в процессе сушки.
[00192] Дверца сушильного шкафа 444 сконфигурирована для внесения и извлечения пробы смеси. В ходе микроволновой сушки, дверца сушильного шкафа находится в закрытом состоянии, чтобы обеспечить герметичность микроволнового резонатора. Открытие и закрытие дверцы сушильного шкафа 444 контролируется шкафом управления 40. В ходе микроволновой сушки, шкаф управления 40 управляет источником микроволнового излучения 445 для его включения, чтобы реализовать микроволновую сушку.
[00193] Сушильный шкаф 441 используется для осуществления микроволновой сушки анализируемой пробы. Анализируемая проба смеси размещается в контейнере для микроволновой сушки 443. Шкаф управления 40 запускает устройство микроволновой сушки 44, и источник микроволнового излучения 445 включается для реализации микроволновой сушки.
[00194] Согласно варианту осуществления, применяется способ двукратной сушки. Поскольку параметр влажности спеченной смеси, как правило, составляет 7-15%, когда влажность снижается до 5%, микроволновое устройство останавливается, материал переворачивается, и сушка продолжается до тех пор, пока влага не испарится. Способ позволяет реализовать быструю сушку материалов толщиной 5-6 мм, и количество материала для единовременной сушки может быть удвоено, таким образом, может быть значительно уменьшена площадь, занимаемая оборудованием, и может быть повышена общая стабильность оборудования.
[00195] Фиг. 9 представляет собой схематическую диаграмму конструкции устройства для выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения; Фиг. 10 представляет собой вид сверху устройства для выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения. Устройство для выдерживания в жидком азоте 45 выполнено с возможностью осуществления обработки выдерживанием в жидком азоте второй анализируемой пробы для увеличения прочности смеси, чтобы смесь легко не измельчалась и не разрушалась в процессе разделения на фракции и просеивания, и реализуется точное определение размера спеченных смешанных частиц. Ссылаясь на Фиг. 9 и Фиг. 10, устройство для выдерживания в жидком азоте 45 включает: емкость для выдерживания в жидком азоте 451, лоток для материала 452, опорный лоток 453 и механизм перемещения материала 454. Емкость для выдерживания в жидком азоте 451 выполнена с возможностью выдерживания второй анализируемой пробы. Лоток для материала 452 выполнен с возможностью удерживания второй анализируемой пробы. Опорный лоток 453 выполнен с возможностью размещения лотка для материала 452. Механизм перемещения материала 454 может перемещаться вверх и вниз и сконфигурирован для внесения смеси в емкость для выдерживания в жидком азоте 451 для выдерживания, и смесь извлекается после выдерживания.
[00196] Для обеспечения возможности внесения второй анализируемой пробы в емкость для выдерживания в жидком азоте 451 для выдерживания, опорный лоток 453 соединен с механизмом перемещения материала 454 посредством соединительного стержня, и механизм перемещения материала 454 выполнен с возможностью перемещения опорного лотка 453 вверх и вниз. В варианте осуществления, механизм перемещения материала 454 включает: двигатель 4541, муфту 4542, ходовой винт 4543, направляющую 4544 и неподвижную опору 4549.
[00197] Неподвижная опора 4549 находится с одной стороны емкости для выдерживания в жидком азоте 451 и выполнена с возможностью поддержания приводного механизма. Двигатель 4541 расположен в верхней части неподвижной опоры 4549, выходной конец двигателя 4541 соединен с одним концом муфты 4542, другой конец муфты 4542 соединен с одним концом ходового винта 4543, и муфта 4542 расположена вдоль боковой стенки неподвижной опоры 4549. Направляющая 4544 расположена на боковой стенке неподвижной опоры 4549 и рядом с емкостью для выдерживания в жидком азоте 451. Опорный стержень проходит через направляющую 4544 для расположения опорного стержня с использованием направляющей 4544 таким образом, что опорный стержень может оставаться устойчивым при перемещении вверх и вниз и не раскачивается влево и вправо.
[00198] Один конец опорного стержня соединен с ходовым винтом 4543, другой конец опорного стержня соединен с опорным лотком 453, и опорный стержень служит соединением опорного лотка 453 с механизмом перемещения материала 454. Шкаф управления 40 управляет двигателем 4541 для запуска, и двигатель 4541 вращается и приводит во вращательное движение ходовой винт 4543 посредством муфты 4542. Опорный стержень находится в резьбовом соединении с ходовым винтом 4543, и ходовой винт 4543 вращается для поднятия или опускания опорного стержня в направлении ходового винта 4543 вверх-вниз. Например, двигатель 4541 вращает ходовой винт 4543 вперед, и затем опорный стержень опускается; двигатель 4541 вращает ходовой винт 4543 в обратном направлении, и опорный стержень поднимается.
[00199] Фиг. 11 представляет собой схематическую диаграмму конструкции опорного стержня, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 11, опорный стержень включает соединительный блок направляющей 4545, вертикальный стержень 4547 и втулку ходового винта 4548. Один конец вертикального стержня 4547 вертикально соединен с опорным лотком 453, другой конец вертикального стержня 4547 вертикально соединен с одним концом соединительного блока направляющей 4545, и вертикальный стержень 4547 параллелен ходовому винту 4543 или направляющей 4544. В среднюю часть соединительного блока направляющей 4545 вставлена направляющая 4544, так что направляющая 4544 может ограничивать качание соединительного блока направляющей 4545 влево и вправо. Другой конец соединительного блока направляющей 4545 содержит втулку ходового винта 4548, которая соединена с ходовым винтом 4543.
[00200] Втулка ходового винта 4548 внутри имеет резьбу, совмещенную с внешней поверхностью ходового винта 4543. Ходовой винт 4543 вращается и совмещается с втулкой ходового винта 4548, приводя в движение соединительный блок направляющей 4545 для перемещения вверх и вниз вдоль направляющей 4544. Соединительный блок направляющей 4545 перемещается вверх и вниз для перемещения вертикального стержня 4547 вверх и вниз, таким образом, приводя в движение опорный лоток 453 для перемещения вверх и вниз.
[00201] Когда вторая анализируемая проба подвергается обработке выдерживанием в жидком азоте с использованием емкости для выдерживания в жидком азоте 451, лоток для материала 452, удерживающий вторую анализируемую пробу, размещен на опорном лотке 453. Емкость для выдерживания в жидком азоте 451 находится с одной стороны механизма перемещения материала 454 и под опорным лотком 453, таким образом, опорный лоток 453 может опускаться непосредственно в емкость для выдерживания в жидком азоте 451 под действием механизма перемещения материала 454. Вторая анализируемая проба полностью контактирует с жидким азотом в емкости для выдерживания в жидком азоте 451, и осуществляется обработка выдерживанием в жидком азоте.
[00202] Снова ссылаясь на Фиг. 9, емкость для выдерживания в жидком азоте 451 включает корпус емкости 4511 и крышку емкости 4512. Корпус емкости 4511 содержит жидкий азот, и крышка емкости 4512 расположена в отверстии корпуса емкости 4511 и соединена с одним концом корпуса емкости 4511. Крышка емкости 4512 и корпус емкости 4511 могут быть соединены посредством петли для автоматического открывания крышки. Петля для автоматического открывания крышки соединена со шкафом управления 40 посредством приводного устройства, и приводное устройство выполнено с возможностью управления открытием и закрытием петли для автоматического открывания крышки в соответствии с сигналом шкафа управления 40.
[00203] При осуществлении обработки выдерживанием в жидком азоте с использованием емкости для выдерживания в жидком азоте 451, шкаф управления 40 управляет действием петли для автоматического открывания крышки для открывания крышки емкости 4512, на фигуре 9 показано как состояние возвращения в исходное положение. Вместе с тем, запускается приводной двигатель 4541, и двигатель 4541 вращается и приводит во вращательное движение ходовой винт 4543 посредством муфты 4542. Ходовой винт 4543 приводит в движение соединительный блок направляющей 4545 и вертикальный стержень 4547 для перемещения вниз посредством втулки ходового винта 4548, и затем опорный лоток 453 перемещается вниз. Лоток для материала 452, удерживающий вторую анализируемую пробу, размещен на опорном лотке 453 и находится над емкостью для выдерживания в жидком азоте 451. В ходе выдерживания, лоток для материала 452 опускается в емкость для выдерживания в жидком азоте 451 посредством механизма перемещения материала 454, и устройство для выдерживания в жидком азоте находится в состоянии выдерживания, как показано на фигуре 12.
[00204] Внутри емкости для выдерживания в жидком азоте 451 содержится жидкий азот. Вторая анализируемая проба, удерживаемая в лотке для материала 452 на опорном лотке 453, контактирует с жидким азотом для осуществления обработки выдерживанием в жидком азоте, таким образом, увеличивается твердость и прочность смеси, и предотвращается явление измельчения в последующем процессе просеивания. Отсутствует необходимость в слишком глубоком погружении второй анализируемой пробы в жидком азоте, и уровень жидкого азота находится немного выше верхней поверхности второй анализируемой пробы, таким образом, предотвращаются условия, при которых вторая анализируемая проба погружается в жидкий азот слишком глубоко, реакция протекает слишком интенсивно, не может точно контролироваться время выдерживания, и могут легко произойти недостаточное выдерживание или чрезмерное выдерживание.
[00205] При выдерживании, необходимо, чтобы крышка 4512 емкости для выдерживания в жидком азоте 451 была открыта. Когда крышка емкости 4512 открыта в течение длительного времени, жидкий азот в корпусе емкости 4511 легко переходит в газообразное состояние. Следовательно, для обеспечения того, чтобы жидкий азот в корпусе емкости 4511 не переходил в газообразное состояние, когда в емкости для выдерживания в жидком азоте 451 осуществляется операция выдерживания, в варианте осуществления, на опорном стержне выполнена торцевая крышка 4546, расположенная напротив опорного лотка 453, и торцевая крышка 4546 прикреплена к вертикальному стержню 4547 и параллельна опорному лотку 453. Размер торцевой крышки 4546 является таким же, что и отверстие корпуса емкости 4511, таким образом, когда лоток для материала 452 опускается в емкость для выдерживания в жидком азоте 451 посредством механизма перемещения материала 454, торцевая крышка 4546 закрывает отверстие емкости для выдерживания в жидком азоте 451, и корпус емкости 4511 и торцевая крышка 4546 формируют закрытое пространство при осуществлении выдерживания в жидком азоте для предотвращения перехода жидкого азота в газообразное состояние.
[00206] Чтобы избежать сценария, при котором опорный лоток 453 погружается в жидкий азот слишком глубоко, так что вторая анализируемая проба слишком интенсивно взаимодействует с жидким азотом в ходе выдерживания, в варианте осуществления, расстояние между опорным лотком 453 и торцевой крышкой 4546 определяется таким образом, чтобы удовлетворить условию, связанному с тем, что вторая анализируемая проба может быть неглубоко погружена в жидкий азот. То есть, когда опорный лоток 453 опускается в жидкий азот под действием механизма перемещения материала 454, торцевая крышка 4546 закрывает отверстие корпуса емкости 4511, и вторая анализируемая проба, удерживаемая в лотке для материала 452 на опорном лотке 453, неглубоко погружается в жидкий азот.
[00207] Для обеспечения возможности полного контакта жидкого азота со второй анализируемой пробой, когда в емкости для выдерживания в жидком азоте 451 осуществляется выдерживание второй анализируемой пробы в жидком азоте, согласно устройству, предусмотренному вариантом осуществления, лоток для материала 452 содержит отверстие для просачивания жидкости 4521, выполненное для увеличения области контакта второй анализируемой пробы в лотке для материала 452 и жидкого азота.
[00208] Фиг. 13 представляет собой вид сверху лотка для материала, предусмотренного вариантом осуществления настоящего изобретения; Фиг. 14 представляет собой вид в перспективе лотка для материала, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 13 и Фиг. 14, в нижней части и на каждой стороне лотка для материала 452 выполнено множество отверстий для просачивания жидкости 4521. Когда лоток для материала 452 погружен в жидкий азот, жидкий азот может поступать во внутреннюю полость лотка для материала 452 через отверстие для просачивания жидкости 4521 для обеспечения достаточного контакта со второй анализируемой пробой. Между тем, когда завершается выдерживание в жидком азоте, и когда лоток для материала 452 извлекается из жидкого азота, остаточный жидкий азот в лотке для материала 452 может стекать обратно в емкость для выдерживания в жидком азоте через отверстие для просачивания жидкости 4521, таким образом, достигается эффект сохранения жидкого азота, и уменьшается проблема загрязнения окружающей среды, вызванная переходом жидкого азота в газообразное состояние.
[00209] В системе определения размера частиц смеси, после высыпания манипулятором 42 второй анализируемой пробы из второй чаши для помещения пробы в лоток для материала 452, лоток для материала 452 размещается на опорном основании 48. Манипулятор 42 захватывает лоток для материала 452, удерживающий вторую анализируемую пробу, и перемещает лоток для материала к устройству для выдерживания в жидком азоте и размещает его на опорном лотке 453. Для облегчения захвата манипулятором 42, на одной стороне лотка для материала 452 выполнен соединительный зажим 4522 для захвата. С целью захвата манипулятором 42 соединительного зажима 4522 для устойчивого размещения лотка для материала 452 на опорном лотке 453, в варианте осуществления, на одной стороне нижней кромки лотка для материала 452 выполнен блок позиционирования 4523 для соединения лотка для материала 452 и опорного лотка 453. Блок позиционирования 4523 может иметь выпуклую форму. Между тем, в соответствующем положении опорного лотка 453 выполнена выемка, и блок позиционирования 4523 вставляется в выемку для осуществления позиционирования лотка для материала 452, так что лоток для материала 452 устойчиво соединен с опорным лотком 453.
[00210] Для дополнительного ускорения обратного потока жидкого азота, снова ссылаясь на Фиг. 11, в варианте осуществления, в нижней части опорного лотка 453 выполнено отверстие для обратного течения 4531. Отверстие для обратного течения 4531 сформировано для обратного стекания жидкого азота из лотка для материала 452 в емкость для выдерживания в жидком азоте 451 после завершения выдерживания. После выдерживания смеси, механизм перемещения материала 454 приводит в движение опорный лоток 453 для подъема из жидкого азота. Множество отверстий для обратного течения 4531, выполненных в нижней части опорного лотка 453, позволяет остаточному жидкому азоту в лотке стечь обратно в емкость для выдерживания в жидком азоте 451, таким образом, снижается испарение жидкого азота, и уменьшается влияние жидкого азота на окружающую среду.
[00211] После осуществления множества операций выдерживания в жидком азоте в емкости для выдерживания в жидком азоте 451, количество жидкого азота в корпусе емкости 4511 постепенно уменьшается. Для обеспечения непрерывного выполнения операции выдерживания, емкость для выдерживания в жидком азоте 451 наполняется, когда количество жидкого азота является недостаточным. Следовательно, устройство, предусмотренное вариантом осуществления, дополнительно включает емкость для нагнетания жидкого азота 455. Емкость для нагнетания жидкого азота 455 соединена с емкостью для выдерживания в жидком азоте 451 посредством нагнетательного трубопровода 456, на нагнетательном трубопроводе 456 выполнен электромагнитный клапан для подачи жидкой среды 457. Электромагнитный клапан для подачи жидкой среды 457 выполнен с возможностью управления емкостью для нагнетания жидкого азота 455 для открытия и закрытия в ходе нагнетания жидкой среды.
[00212] Когда в емкость для выдерживания в жидком азоте 451 необходимо добавить жидкий азот, шкаф управления 40 отправляет команду управления электромагнитному клапану для подачи жидкой среды 457, так что электромагнитный клапан для подачи жидкой среды 457 открывается, и жидкий азот из емкости для нагнетания жидкого азота 455 поступает в емкость для выдерживания в жидком азоте 451 через нагнетательный трубопровод 456 под действием гравитационных сил.
[00213] Для обеспечения добавления жидкого азота из емкости для нагнетания жидкого азота 455 в емкость для выдерживания в жидком азоте 451 только под действием гравитационных сил, без других внешних сил, устройство, предусмотренное вариантом осуществления, дополнительно включает опорное основание 459. Емкость для нагнетания жидкого азота 455 размещена на опорном основании 459 таким образом, что нижняя часть емкости для нагнетания жидкого азота 455 находится выше, чем верхняя поверхность емкости для выдерживания в жидком азоте 451. Один конец нагнетательного трубопровода 456 соединен с нижней частью емкости для нагнетания жидкого азота 455, и другой конец соединен с нижней частью емкости для выдерживания в жидком азоте 451. Выпускное отверстие для жидкой среды находится выше впускного отверстия для жидкой среды, так что жидкий азот в емкости для нагнетания жидкого азота 455 в верхнем положении поступает в емкость для выдерживания в жидком азоте 451 под действием собственной гравитации, и осуществляется добавление жидкого азота.
[00214] Датчик определения уровня жидкости 458 в емкости для выдерживания в жидком азоте 451 выполнен с возможностью определения момента инициирования и прекращения нагнетания жидкости в ходе процесса нагнетания жидкости. Датчик определения уровня жидкости 458 выполнен в емкости для выдерживания в жидком азоте 451 и расположен на боковой стенке емкости для выдерживания в жидком азоте 451, что соответствует уровню жидкости в максимальном значении диапазона уровня идеальной жидкости. Способ ультразвукового определения предназначен для определения значения уровня жидкого азота в режиме реального времени в емкости для выдерживания в жидком азоте 451.
[00215] После того, как значение уровня жидкости, определенное в режиме реального времени, отправлено в шкаф управления 40 посредством датчика определения уровня жидкости 458, шкаф управления 40 оценивает, что значение уровня жидкости в режиме реального времени меньше, чем минимальное значение диапазона уровня идеальной жидкости. В данный момент, шкаф управления 40 создает команду управления и отправляет команду управления на электромагнитный клапан для подачи жидкой среды 457, и электромагнитный клапан для подачи жидкой среды 457 открывается, таким образом, жидкий азот из емкости для нагнетания жидкого азота 455 поступает в емкость для выдерживания в жидком азоте 451 через нагнетательный трубопровод 456 под действием собственной гравитации для добавления жидкого азота.
[00216] В ходе процесса добавления жидкого азота, датчик определения уровня жидкости 458 непрерывно определяет текущее значение уровня жидкости и отправляет текущее значение уровня жидкости в шкаф управления 40. Когда шкаф управления 40 оценивает, что текущее значение уровня жидкости достигает максимального значения диапазона уровня идеальной жидкости, снова создается команда управления для электромагнитного клапана для подачи жидкой среды 457, чтобы закрыть электромагнитный клапан для подачи жидкой среды 457 и остановить добавление жидкого азота в емкость для выдерживания в жидком азоте 451.
[00217] После завершения выдерживания в жидком азоте второй анализируемой пробы, манипулятор 42 захватывает лоток для материала 452 для перемещения сначала к взвешивающему устройству 43 для взвешивания, затем к просеивающему устройству 46, и вторая анализируемая проба, выдержанная в жидком азоте, в лотке для материала 452 высыпается в просеивающее устройство 46. Просеивающее устройство 46 выполнено с возможностью просеивания второй анализируемой пробы в соответствии с командой управления шкафа управления 40 для получения анализируемых проб с разными размерами частиц, чтобы осуществить определение гранулометрического состава.
[00218] В качестве просеивающего устройства 46 может быть выбран классификатор с вибрационным ситом. Классификатор с вибрационным ситом состоит из загрузочного бункера, перегородки, воздушного цилиндра, основания, серводвигателя, редуктора скорости, опорного стержня и т.п. Классификатор с ситом осуществляет перемещение назад и вперед по прямой линии, и регулируется скорость классификатора с ситом. Просеивающее устройство 46 содержит множество сит. Размер отверстий сит может составлять 3 мм, 5 мм и 8 мм, соответственно, согласно эксплуатационным требованиям, и последовательность расположения - 8 мм, 5 мм и 3 мм, соответственно, сверху вниз.
[00219] Сито крепится с помощью основания и опорного стержня, и сита могут быть отделены посредством перегородки, таким образом, предотвращается падение материалов из текущего сита в другие сита в ходе просеивания, и предотвращается влияние на эффект просеивания. Из загрузочного бункера вторая анализируемая проба попадает на сито с большими отверстиями, такое как сито с размером отверстий 8 мм. При осуществлении просеивания, сито раскачивается с помощью серводвигателя, редуктора скорости и воздушного цилиндра, так что смесь с небольшой гранулированностью может падать вдоль сит с отверстиями различного размера. После завершения просеивания, проба смеси с размером частиц больше 8 мм удерживается на сите с отверстиями размером 8 мм, проба смеси с размером частиц 5-8 мм удерживается на сите с отверстиями размером 5 мм, и проба смеси с размером частиц 3-5 мм удерживается на сите с отверстиями размером 3 мм. Проба смеси с размером частиц меньше 3 мм попадает в лоток для удерживания материала под ситом через сито с отверстиями размером 3 мм, и затем процесс просеивания для первичного разделения на фракции завершается.
[00220] После завершения разделения на фракции по размеру частиц второй анализируемой пробы, манипулятор 42 захватывает соответствующее сито или лоток для удерживания материала для перемещения к взвешивающему устройству 43 для взвешивания, для получения весовых значений анализируемых проб с разными размерами частиц. Шкаф управления 40 получает весовое значение каждый раз, когда взвешивающее устройство 43 выполняет взвешивание, для определения содержания влаги первой анализируемой пробы, гранулометрического состава второй анализируемой пробы и насыпной плотности смеси в соответствии с определенными весовыми данными.
[00221] После завершения определения содержания влаги, гранулометрического состава и насыпной плотности смеси роботизированной системой 4, значения определения отправляются системой управления технологическим процессом 1 к модели интеллектуального управления процессом спекания 5, или модель интеллектуального управления процессом спекания 5 получает данные о содержании влаги, гранулометрическом составе и насыпной плотности смеси, определенные роботизированной системой 4, посредством системы управления технологическим процессом 1. Модель интеллектуального управления процессом спекания 5 выполнена с возможностью получения данных о содержании влаги первой анализируемой пробы, и гранулометрическом составе и насыпной плотности второй анализируемой пробы, определенных роботизированной системой 4 согласно управляющему сигналу системы управления технологическим процессом 1, и регулирования технологических параметров процесса спекания, в ходе которого в спекательной тележке 6 осуществляется формование смеси спеканием на основе заданной стратегии модели управления, например, толщина слоя материала, скорость вращения колеса и расход воздуха спекательной тележки 6 в процессе спекания, так что после регулирования технологического параметра, в спекательной тележке 6 может быть изготовлен спеченный продукт с хорошей воздухопроницаемостью, и предотвращается явление пережога.
[00222] Для повышения эффективности рециркуляции и повторного использования ресурсов, отходы после определения влажности, гранулометрического состава и насыпной плотности могут быть возвращены на ленточный конвейер 3 для повторного использования. С этой целью, в варианте осуществления для повторного использования материала применяется устройство для извлечения материала 47. Устройство для извлечения материала 47 может быть оснащено ковшовым элеватором для извлечения материала для приема отходов, выгруженных с ленты для извлечения материала, включающих первую анализируемую пробу после завершения определения содержания влаги и насыпной плотности и вторую анализируемую пробу после завершения определения гранулометрического состава и насыпной плотности, и поднятия отходов на ленточный конвейер 3 для транспортировки спеченной смеси.
[00223] Видно, что согласно системе управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления изобретения, весь рабочий процесс системы управления разделен на процесс определения гранулометрического состава смеси, влажности, насыпной плотности и воздухопроницаемости и процесс управления технологическим параметром процесса спекания. Процесс определения гранулометрического состава смеси, влажности, насыпной плотности и воздухопроницаемости реализован с помощью робота для определения влажности, гранулометрического состава, насыпной плотности и воздухопроницаемости (роботизированной системы 4), и определение гранулометрического состава, определение содержания влаги, определение насыпной плотности и воздухопроницаемости смеси могут выполняться одновременно, так что предотвращается ручное вмешательство, и повышается эффективность определения. Процесс управления технологическим параметром процесса спекания реализован с помощью модели интеллектуального управления процессом спекания 5, и модель интеллектуального управления процессом спекания 5 регулирует технологический параметр в процессе спекания, используя скорость изменения воздухопроницаемости согласно результату определения роботизированной системы, таким образом, в спекательной тележке с отрегулированным технологическим параметром может быть изготовлен спеченный продукт с хорошей воздухопроницаемостью, и может быть предотвращено явление пережога.
[00224] Чтобы дополнительно проиллюстрировать процесс выполнения и возможные полученные положительные эффекты системы управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления изобретения, вариант осуществления изобретения дополнительно обеспечивает способ управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, которая применяется в системе управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной в вышеупомянутом варианте осуществления, и полное управление осуществляется системой управления технологическим процессом.
[00225] Согласно способу управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления изобретения, в первую очередь определяется содержание влаги, гранулометрический состав, насыпная плотность и воздухопроницаемость смеси, и затем регулируется технологический параметр спекательной тележки в процессе спекания в соответствии с воздухопроницаемостью смеси. Перед определением каждого параметра, необходимо получить анализируемую пробу, и, в частности, получение анализируемой пробы включает следующие этапы.
[00226] Этап 01, встроенный пробоотборник выполняет захват смеси, транспортируемой на ленточном конвейере, и направляет смесь в желоб; смесь относится к материалу, полученному путем смешения спеченного материала посредством смесителя.
[00227] В смесителе 2 осуществляется смешение и гранулирование спеченного материала, и смесь после смешения транспортируется к последующему процессу с помощью ленточного конвейера 3. Когда роботизированная система 4 определяет содержание влаги и гранулометрический состав смеси, встроенный пробоотборник 41 выполняет отбор материала в поперечном сечении на ленточном конвейере 3. В ходе выполнения процесса, система управления технологическим процессом 1 управляет роботизированной системой 4 для запуска, и шкаф управления 40 в роботизированной системе 4 управляет встроенным пробоотборником 41 для захвата смеси на ленточном конвейере 3 и направления смеси в желоб 411 под встроенным пробоотборником 41 согласно полученной команде управления системы управления технологическим процессом 1.
[00228] Поскольку способ, предусмотренный в варианте осуществления, позволяет одновременно определять содержание влаги и гранулометрический состав, необходимо получить две анализируемые пробы. Для обеспечения количества материала в анализируемой пробе, количество смеси в желобе 411 больше или равно количеству материала, необходимого для двух анализируемых проб.
[00229] Этап 02, переключатель подачи, выполненный в разгрузочном отверстии желоба, включается, так что смесь из желоба поступает в первую чашу для помещения пробы, расположенную в нижней части желоба.
[00230] Чаша для помещения материала расположена под желобом 411. Когда чаша для помещения материала заполняется смесью, шкаф управления 40 отправляет команду открытия переключателю подачи 412, выполненному в разгрузочном отверстии желоба 411. Переключатель подачи 412 включается, так что смесь из желоба 411 поступает в первую чашу для помещения материала.
[00231] Этап 03, переключатель подачи выключается, когда первая чаша для помещения пробы заполнена смесью; смесь в первой чаше для помещения пробы представляет собой первую анализируемую пробу.
[00232] Поскольку объем чаши для помещения материала является фиксированным, может быть определено количество смеси, внесенной в чашу для помещения материала. После управления шкафом управления 40 желобом 411 для пропускания соответствующего количества смеси, шкаф управления 40 отправляет команду закрытия переключателю подачи 412 для прекращения операции внесения материала из желоба 411 в первую чашу для помещения материала. В данный момент, первая чаша для помещения материала заполнена смесью, а именно первой анализируемой пробой.
[00233] Этап 04, манипулятор выполняет размещение первой чаши для помещения пробы, заполненной смесью, на взвешивающем устройстве, и захват второй чаши для помещения пробы и ее размещение в нижней части желоба.
[00234] После заполнения первой чаши для помещения материала смесью, шкаф управления 40 управляет манипулятором 42 для приведения в действие и перемещения первой чаши для помещения пробы и ее размещения на взвешивающем устройстве для взвешивания. Между тем, вторая чаша для помещения пробы размещается в разгрузочном отверстии желоба 411.
[00235] Этап 05, переключатель подачи включается для обеспечения поступления смеси из желоба во вторую чашу для помещения пробы, расположенную в нижней части желоба; и смесь во второй чаше для помещения пробы представляет собой вторую анализируемую пробу.
[00236] Шкаф управления 40 принимает сигнал о завершении действия манипулятора 42 и снова отправляет команду включения переключателю подачи 412 для управления переключателем подачи 412 для включения, обеспечивая поступление смеси из желоба 411 во вторую чашу для помещения пробы. После завершения операции внесения материала переключатель подачи 412 выключается. В это время вторая чаша для помещения пробы заполнена смесью, а именно второй анализируемой пробой.
[00237] Фиг. 15 представляет собой блок-схему способа управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения. После получения двух анализируемых проб, согласно системе управления, предусмотренной вариантом осуществления изобретения, система управления технологическим процессом 1 в первую очередь управляет роботизированной системой 4 для определения содержания влаги и гранулометрического состава двух анализируемых проб, соответственно, и определения насыпной плотности и воздухопроницаемости двух анализируемых проб, соответственно. Затем система управления технологическим процессом 1 управляет моделью интеллектуального управления процессом спекания для регулирования технологического параметра спекательной тележки в процессе спекания в соответствии с воздухопроницаемостью смеси, определенной роботизированной системой 4. С этой целью, ссылаясь на Фиг. 15, способ управления процессом спекания на основе роботизированной системы для определения воздухопроницаемости, предусмотренной вариантом осуществления настоящего изобретения, включает следующие этапы. [00238] S1, управление роботизированной системой для выполнения определения содержания влаги, определения гранулометрического состава и определения насыпной плотности на основе первой анализируемой пробы и второй анализируемой пробы, определение содержания влаги и насыпной плотности первой анализируемой пробы, и определение гранулометрического состава и насыпной плотности второй анализируемой пробы; первая анализируемая проба и вторая анализируемая проба относятся к смеси, полученной путем смешения и гранулирования спеченного материала посредством смесителя.
[00239] После получения управляющего сигнала системы управления технологическим процессом 1, роботизированная система 4 выполняет процессы определения содержания влаги, определения гранулометрического состава и определения насыпной плотности первой анализируемой пробы и второй анализируемой пробы, определяет содержание влаги и насыпную плотность первой анализируемой пробы и определяет гранулометрический состав и насыпную плотность второй анализируемой пробы.
[00240] Фиг. 16 представляет собой блок-схему способа определения содержания влаги в первой анализируемой пробе, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 16, система управления технологическим процессом 1 управляет роботизированной системой для выполнения определения содержания влаги первой анализируемой пробы согласно следующим этапам.
[00241] S111, управление манипулятором для размещения, соответственно, первой чаши для помещения пробы и первой чаши для помещения пробы, загруженной первой анализируемой пробой, на взвешивающем устройстве для взвешивания, чтобы получить вес пустой первой чаши для помещения пробы и начального веса первой анализируемой пробы.
[00242] При осуществлении определения содержания влаги, используемое оборудование представляет собой манипулятор 42, взвешивающее устройство 43 и устройство микроволновой сушки 44 в роботизированной системе 4. При управлении оборудованием для приведения в действие, система управления технологическим процессом 1 может отправлять управляющий сигнал шкафу управления 40 в роботизированной системе 4, и затем шкаф управления 40 управляет манипулятором 42 первоначально для размещения пустой первой чаши для помещения пробы на взвешивающем устройстве для взвешивания, чтобы получить вес пустой первой чаши для помещения пробы; первая чаша для помещения пробы, загруженная первой анализируемой пробой, размещается на взвешивающем устройстве для взвешивания, чтобы получить начальный вес первой анализируемой пробы.
[00243] После заполнения первой чаши для помещения пробы смесью, манипулятор 42 перемещает первую чашу для помещения пробы к взвешивающему устройству 43 для взвешивания, и полученный начальный вес первой анализируемой пробы относится к общему весу первой чаши для помещения пробы и первой анализируемой пробы.
[00244] S112, манипулятор высыпает взвешенную первую анализируемую пробу из первой чаши для помещения пробы в устройство микроволновой сушки для сушки, и после сушки проводится взвешивание для получения веса после сушки первой анализируемой пробы.
[00245] После завершения операции взвешивания, выполняется операция определения, а именно в первой анализируемой пробе выпаривается влага, затем измеряется вес после сушки, и далее, может быть определено содержание влаги первой анализируемой пробы.
[00246] В частности, когда первая анализируемая проба высушена, способ включает следующие этапы.
[00247] Этап 1121, манипулятор выполняет размещение взвешенной первой анализируемой пробы из первой чаши для помещения пробы на столе для взвешивания в устройстве микроволновой сушки для сушки.
[00248] После завершения взвешивания, шкаф управления 40 управляет устройством микроволновой сушки 44 для открытия дверцы сушильного шкафа 444, затем манипулятор 42 выполняет захват первой чаши для помещения пробы для высыпания первой анализируемой пробы из первой чаши для помещения пробы в контейнер для микроволновой сушки 443 в сушильном шкафу 441, и первая анализируемая проба взвешивается в режиме реального времени с помощью стола для взвешивания 442 под контейнером для микроволновой сушки 443. Затем дверца сушильного шкафа 444 закрывается, и включается источник микроволнового излучения 445 для сушки первой анализируемой пробы.
[00249] Этап 1122, в процессе сушки получают вес в режиме реального времени первой анализируемой пробы, взвешенной с помощью стола для взвешивания; величина изменения веса первой анализируемой пробы получена в соответствии с начальным весом первой анализируемой пробы.
[00250] По мере продолжения процесса обработки микроволновой сушкой, влажность первой анализируемой пробы постепенно снижается, изменение веса первой анализируемой пробы определяется в режиме реального времени с помощью стола для взвешивания 442, и величина изменения веса α=(W1i-W1i-1)/W1i-1 первой анализируемой пробы рассчитывается шкафом управления 40 согласно весу, полученному в режиме реального времени, и начальному весу первой анализируемой пробы. В формуле, W1i представляет собой весовое значение, определенное столом для взвешивания в текущий момент, и W1i-1 представляет собой весовое значение, определенное столом для взвешивания в предыдущий момент.
[00251] Этап 1123, если величина изменения веса первой анализируемой пробы больше или равна 5%, обработка посредством сушки останавливается.
[00252] Согласно способу, предусмотренному вариантом осуществления, когда первая анализируемая проба подвергается обработке сушкой, применяется способ на основе двукратной сушки, таким образом, когда величина изменения веса первой анализируемой пробы больше или равна 5%, обработка сушкой останавливается, первая анализируемая проба переворачивается, и сушка продолжается до конца.
[00253] Этап 1124, манипулятор выполняет поворот первой анализируемой пробы на 180°, и обработка сушкой повернутой первой анализируемой пробы осуществляется непрерывно.
[00254] Когда необходимо перевернуть первую анализируемую пробу, шкаф управления 40 открывает дверцу сушильного шкафа 444, манипулятор 42 выполняет захват контейнера для микроволновой сушки 443 для поворота на 180°, и затем дверца сушильного шкафа 444 закрывается, так что обработка сушкой повернутой первой анализируемой пробы осуществляется непрерывно.
[00255] Этап 1125, когда величина изменения веса первой анализируемой пробы равна 0, получают вес после сушки первой анализируемой пробы, взвешенной с помощью стола для взвешивания.
[00256] Когда вес первой анализируемой пробы перестает изменяться, влага в первой анализируемой пробе полностью высушена. В данный момент, может быть считано значение определения стола для взвешивания 442, а именно вес после сушки первой анализируемой пробы. Вес после сушки первой анализируемой пробы может быть считан непосредственно на столе для взвешивания 442 или получен после взвешивания с помощью взвешивающего устройства 43, и, в частности, не ограничивается вариантом осуществления.
[00257] Согласно варианту осуществления, применяется способ двукратной сушки. Поскольку параметр влажности спеченной смеси, как правило, составляет 7-15%, когда влажность снижается до 5%, микроволновое устройство останавливается, материал переворачивается, и сушка осуществляется до тех пор, пока влага не испарится. Способ позволяет реализовать быструю сушку материалов толщиной 5-6 мм, и количество материала для единовременной сушки может быть удвоено, таким образом, площадь, занимаемая оборудованием, может быть значительно уменьшена, и может быть повышена общая стабильность оборудования.
[00258] S113, начальный вес нетто первой анализируемой пробы рассчитывается на основе начального веса первой анализируемой пробы и веса пустой чаши.
[00259] Перед загрузкой первой анализируемой пробы, первая чаша для помещения пробы взвешивается один раз для получения веса пустой первой чаши для помещения пробы. Начальный вес первой анализируемой пробы представляет собой общий вес первой чаши для помещения пробы и первой анализируемой пробы, так что начальный вес нетто W10 первой анализируемой пробы может быть получен путем вычитания веса пустой первой чаши для помещения пробы из начального веса первой анализируемой пробы.
[00260] S114, на основе начального веса первой анализируемой пробы и веса после сушки первой анализируемой пробы, содержание влаги первой анализируемой пробы рассчитывается согласно формуле M1=(W10-Wdry)/W10.
[00261] В формуле, M1 представляет собой содержание влаги первой анализируемой пробы, W10 представляет собой начальный вес нетто первой анализируемой пробы, и Wdry представляет собой вес после сушки первой анализируемой пробы.
[00262] Вес после сушки первой анализируемой пробы представляет собой вес нетто пробы, таким образом, разница между начальным весом нетто первой анализируемой пробы и весом после сушки первой анализируемой пробы представляет собой потерю веса первой анализируемой пробы после сушки, и, следовательно, содержание влаги первой анализируемой пробы может быть рассчитано в соответствии с начальным весом нетто W10 первой анализируемой пробы и весом после сушки Wdry первой анализируемой пробы согласно формуле M1=(W10-Wdry)/W10.
[00263] Когда роботизированная система 4 определяет содержание влаги и гранулометрический состав смеси, манипулятор 42 используется для перемещения анализируемой пробы. Чтобы избежать нарушения упорядоченности при перемещении двух анализируемых проб и обеспечить повышение эффективности определения, в первую очередь может быть выполнено определение содержания влаги, и затем может быть выполнено определение гранулометрического состава. То есть манипулятор 42 первоначально выполняет захват первой чаши для помещения пробы для перемещения к устройству микроволновой сушки 44 для операции сушки, и в ходе процесса обработки сушкой, манипулятор 42 находится в состоянии ожидания, и в это время, манипулятор 42 может выполнить захват второй чаши для помещения пробы для выполнения взвешивания, выдерживания в жидком азоте, просеивания и т.п. Следовательно, в процессе сушки первой анализируемой пробы, в это же время может быть определен гранулометрический состав второй анализируемой пробы, таким образом, повышая эффективность определения.
[00264] Фиг. 17 представляет собой блок-схему способа определения гранулометрического состава второй анализируемой пробы, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 17, система управления технологическим процессом 1 управляет роботизированной системой для выполнения определения гранулометрического состава второй анализируемой пробы согласно следующим этапам.
[00265] S121, манипулятор выполняет размещение второй чаши для помещения пробы, загруженной второй анализируемой пробой, на взвешивающем устройстве для взвешивания, чтобы получить начальный вес второй анализируемой пробы.
[00266] При осуществлении определения гранулометрического состава, используемое оборудование представляет собой манипулятор 42, взвешивающее устройство 43, устройство для выдерживания в жидком азоте 45 и просеивающее устройство 46 в роботизированной системе. При управлении оборудованием для приведения в действие, система управления технологическим процессом 1 может отправлять управляющий сигнал шкафу управления 40 в роботизированной системе 4, и затем шкаф управления 40 управляет манипулятором 42 в первую очередь для размещения пустой второй чаши для помещения пробы на взвешивающем устройстве для взвешивания, чтобы получить вес пустой второй чаши для помещения пробы; вторая чаша для помещения пробы, загруженная второй анализируемой пробой, размещается на взвешивающем устройстве для взвешивания, чтобы получить начальный вес второй анализируемой пробы.
[00267] После заполнения второй чаши для помещения пробы смесью, манипулятор 42 перемещает вторую чашу для помещения пробы к взвешивающему устройству 43 для взвешивания, и полученный начальный вес второй анализируемой пробы относится к общему весу второй чаши для помещения пробы и второй анализируемой пробы.
[00268] S122, манипулятор выполняет размещение второй чаши для помещения пробы, загруженной второй анализируемой пробой, в устройстве для выдерживания в жидком азоте для обработки выдерживанием в жидком азоте.
[00269] В ходе сушки первой анализируемой пробы, для повышения эффективности определения, шкаф управления 40 может управлять манипулятором 42 для размещения второй чаши для помещения пробы в устройстве для выдерживания в жидком азоте для выдерживания в жидком азоте, таким образом, увеличивается прочность смеси, предотвращается разрушение смеси в процессе просеивания, и исключается неточность получаемого результата определения гранулометрического состава. Затем выполняется обработка просеиванием для получения анализируемых проб с разными размерами частиц.
[00270] Фиг. 18 представляет собой блок-схему способа осуществления обработки выдерживанием в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения. В частности, ссылаясь на Фиг. 18, манипулятор выполняет размещение второй чаши для помещения пробы, загруженной второй анализируемой пробой, в устройстве для выдерживания в жидком азоте для обработки выдерживанием в жидком азоте, включающей следующие этапы.
[00271] S1221, манипулятор высыпает вторую анализируемую пробу из второй чаши для помещения пробы в лоток для материала устройства для выдерживания в жидком азоте, и выполняет размещение лотка для материала, удерживающего вторую анализируемую пробу, на опорном лотке, соединенном с механизмом перемещения материала.
[00272] Когда вторая анализируемая проба подвергается обработке выдерживанием в жидком азоте, шкаф управления 40 управляет манипулятором 42 для захвата второй чаши для помещения пробы для перемещения в устройство для выдерживания в жидком азоте 45. В частности, вторая анализируемая проба во второй чаше для помещения пробы высыпается в лоток для материала 452, и лоток для материала 452, загруженный второй анализируемой пробой, размещается на опорном лотке 453.
[00273] S1222, механизм перемещения материала выполняет опускание опорного лотка в емкость для выдерживания в жидком азоте, чтобы погрузить вторую анализируемую пробу в лотке для материала в жидкий азот в емкости для выдерживания в жидком азоте, и выполняется обработка выдерживанием в жидком азоте.
[00274] После размещения второй анализируемой пробы на опорном лотке 453, шкаф управления 40 приводит в действие механизма перемещения материала 454, и механизм перемещения материала 454 опускает опорный лоток 453 в емкость для выдерживания в жидком азоте 451, таким образом, вторая анализируемая проба на опорном лотке 453 может полностью контактировать с жидким азотом в емкости для выдерживания в жидком азоте 451 для выдерживания в жидком азоте.
[00275] S1223, механизм перемещения материала выполняет поднятие опорного лотка после достижения времени выдерживания в жидком азоте, так что лоток для материала, удерживающий вторую анализируемую пробу, поднимается наружу из емкости для выдерживания в жидком азоте.
[00276] После того, как время контакта между второй анализируемой пробой и жидким азотом достигнет времени выдерживания в жидком азоте, обработка выдерживанием в жидком азоте завершается. В это время, шкаф управления 40 управляет механизмом перемещения материала 454 для приведения в действие, чтобы поднять опорный лоток 453 для отделения лотка для материала 452, загруженного второй анализируемой пробой, от жидкого азота.
[00277] В варианте осуществления, конкретный процесс работы устройства для выдерживания в жидком азоте 45 для выполнения обработки выдерживанием в жидком азоте второй анализируемой пробы может быть описан со ссылкой на устройство для выдерживания в жидком азоте вышеупомянутого варианта осуществления, и не будет подробно описан здесь.
[00278] Когда для осуществления выдерживания в жидком азоте второй анализируемой пробы используется устройство для выдерживания в жидком азоте 45, чтобы предотвратить ситуацию, связанную с недостаточным выдерживанием или чрезмерным выдерживанием, а также вариант развития, при котором на результат определения гранулометрического состава смеси оказывается влияние, вследствие погружения лотка или сита, необходимо контролировать время выдерживания в жидком азоте.
[00279] Фиг. 19 представляет собой блок-схему способа выполнения управления временем выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на фигуру 19, способ, представленный в варианте осуществления, дополнительно включает следующие связанные этапы управления временем выдерживания.
[00280] S1231, манипулятор выполняет захват лотка для материала, чтобы высыпать вторую анализируемую пробу после выдерживания в просеивающее устройство для просеивания, и опустошенный лоток для материала взвешивается с помощью взвешивающего устройства для получения массы пустого лотка для материала после выдерживания в жидком азоте.
[00281] После завершения выдерживания в жидком азоте, шкаф управления 40 снова отправляет команду управления манипулятору 42, и лоток для материала 452 после выдерживания, удерживающий вторую анализируемую пробу, перемещается к просеивающему устройству 46 посредством манипулятора 42, чтобы высыпать вторую анализируемую пробу из лотка для материала 452 в просеивающее устройство 46 для обработки просеиванием. В это время, шкаф управления 40 снова отправляет команду управления манипулятору 42 для перемещения лотка для материала 452, из которого высыпана вторая анализируемая проба, к взвешивающему устройству 43, которое взвешивает опустошенный лоток для материала. После того, как взвешивающее устройство 43 завершает взвешивание, шкаф управления 40 может получить текущее значение взвешивания для получения массы пустого лотка для материала после выдерживания в жидком азоте. Опустошенный лоток для материала относится к пустому лотку для материала после высыпания выдержанной в жидком азоте второй анализируемой пробы в просеивающее устройство 46, где лоток для материала может удерживать незначительное количество смеси.
[00282] S1232, получают массу пустого лотка до выдерживания в жидком азоте, и на основе пропорционального соотношения между массой пустого лотка до выдерживания в жидком азоте и массой пустого лотка для материала после выдерживания в жидком азоте определяется заданное значение времени выдерживания, когда в устройстве для выдерживания в жидком азоте осуществляется обработка выдерживанием второй анализируемой пробы.
[00283] S1233, в соответствии с заданным значением времени выдерживания регулируется время выдерживания устройства для выдерживания в жидком азоте, когда вторая анализируемая проба подвергается следующей обработке выдерживанием.
[00284] Масса пустого лотка до выдерживания в жидком азоте и масса пустого лотка для материала после выдерживания в жидком азоте могут представлять ситуацию изменения потери массы второй анализируемой пробы до и после выдерживания в жидком азоте. Если время выдерживания является неподходящим, в ходе выдерживания в жидком азоте вторая анализируемая проба может быть выдержана недостаточно или выдержана чрезмерно. Явление чрезмерного выдерживания может быть выражено как удерживание материала в лотке, и явление недостаточного выдерживания может быть выражено как удерживание материала в сите в ходе последующей обработки просеиванием.
[00285] В варианте осуществления, для регулирования времени выдерживания устройства для выдерживания в жидком азоте в режиме реального времени, могут выполняться разные заданные значения времени выдерживания в соответствии с различными явлениями недостаточного выдерживания или чрезмерного выдерживания, таким образом, обеспечивается рационализация времени выдерживания для выдерживания в жидком азоте второй анализируемой пробы посредством устройства для выдерживания в жидком азоте 45, и кроме того, предотвращается удерживание материала в лотке или удерживание материала в сите.
[00286] Выполняется следующее: определение соответствующего заданного значения времени выдерживания согласно изменению массы текущей второй анализируемой пробы до и после выдерживания в жидком азоте, и затем выполнение определенного заданного значения времени выдерживания с помощью шкафа управления 40 для завершения интеллектуального регулирования времени выдерживания устройства для выдерживания в жидком азоте 45, так что время выдерживания процесса выдерживания в жидком азоте посредством устройства для выдерживания в жидком азоте 45 для следующей второй анализируемой пробы является подходящим, и предотвращается явление недостаточного выдерживания или чрезмерного выдерживания.
[00287] Согласно варианту осуществления, разные заданные значения времени выдерживания определяются согласно пропорциональному соотношению между массой пустого лотка до выдерживания в жидком азоте и массой пустого лотка для материала после выдерживания в жидком азоте для реализации интеллектуального управления временем выдерживания устройства для выдерживания в жидком азоте.
[00288] Фиг. 20 представляет собой блок-схему способа определения заданного значения времени выдерживания, предусмотренного вариантом осуществления настоящего изобретения. В частности, ссылаясь на Фиг. 20, заданное значение времени выдерживания, когда в устройстве для выдерживания в жидком азоте выполняется обработка смеси посредством выдерживания, определяется на основе пропорционального соотношения между массой пустого лотка до выдерживания в жидком азоте и массой пустого лотка для материала после выдерживания в жидком азоте, способ включает следующие этапы.
[00289] S1241, расчет соотношения массы пустого лотка до выдерживания в жидком азоте и массы пустого лотка для материала после выдерживания в жидком азоте.
[00290] Сравнение массы пустого лотка до выдерживания в жидком азоте и массы пустого лотка для материала после выдерживания в жидком азоте позволяет определить, возникает ли явление удерживания материала в лотке или нет. В варианте осуществления, для точного обнаружения явления удерживания материала в лотке, описывается соотношение веса лотка для материала до и после обработки посредством выдерживания в жидком азоте.
[00291] Формула расчета соотношения представляет собой: θ=(Wk*-Wk)/Wk;
[00292] где 9 представляет собой соотношение, Wk представляет собой массу пустого лотка до выдерживания в жидком азоте и Wk* представляет собой массу пустого лотка для материала после выдерживания в жидком азоте.
[00293] Если время выдерживания устройства для выдерживания в жидком азоте является неподходящим при выполнении обработки выдерживанием в жидком азоте, например, время выдерживания является слишком продолжительным, может возникнуть явление удерживания материала в лотке, а именно, незначительное количество смеси, подвергнутой обработке выдерживанием в жидком азоте, может быть удержано в лотке для материала, так что масса пустого лотка для материала после выдерживания в жидком азоте является больше массы пустого лотка до выдерживания в жидком азоте. Изменение потери массы смеси после обработки выдерживанием в жидком азоте представлено соотношением.
[00294] Для точного регулирования времени выдерживания устройства для выдерживания в жидком азоте, в варианте осуществления может быть определено три режима оценки, включая, но не ограничиваясь, следующие: определение трех значений диапазона параметров, оценка того, при каком значении диапазона параметров, соотношение соответствует рассчитанному соотношению, и затем исполнение соответствующего заданного значения времени выдерживания.
[00295] S1242, если соотношение находится в первом диапазоне параметров, текущий результат обработки выдерживанием определяется как чрезмерное выдерживание, и определяется первое заданное значение времени выдерживания при выполнении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте.
[00296] В варианте осуществления, определяется первый диапазон параметров, например: 0.5%-1%. После расчета соотношения θ, соотношение θ сравнивается с первым диапазоном параметров. Если соотношение θ находится в первом диапазоне параметров, результат выдерживания текущей второй анализируемой пробы оценивается как чрезмерное выдерживание, т.е. время выдерживания является слишком продолжительным, происходит удерживание материала в лотке, и в данный момент, определяется первое заданное значение времени выдерживания, а именно Tn+1=Tn-1.
[00297] Например, начальное время выдерживания устройства для выдерживания в жидком азоте 45 составляет Т0=35 с, и n-е время выдерживания представляет собой Tn. Если смесь n-ого времени выдерживается в жидком азоте, и соотношение θ весовых значений лотка для материала до и после выдерживания в жидком азоте находится в первом диапазоне параметров, а именно θ1 находится в диапазоне 0.5%-1%, время выдерживания устройства для выдерживания в жидком азоте 45 для осуществления следующей обработки выдерживанием второй анализируемой пробы регулируется согласно первому заданному значению времени выдерживания, т.е. Tn+1=Tn-1=35-1=34 с, следовательно, следующее время выдерживания равно 34 с.
[00298] S1243, если соотношение находится во втором диапазоне параметров, текущий результат обработки выдерживанием определяется как чрезмерное выдерживание, и определяется второе заданное значение времени выдерживания при выполнении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте.
[00299] В варианте осуществления, определяется второй диапазон параметров, например: 1%-2%. После расчета соотношения θ, соотношение θ сравнивается со вторым диапазоном параметров. Если соотношение θ находится во втором диапазоне параметров, результат выдерживания текущей второй анализируемой пробы оценивается как чрезмерное выдерживание, т.е. время выдерживания является слишком продолжительным, происходит удерживание материала в лотке, и в данный момент, определяется второе заданное значение времени выдерживания, а именно Tn+1=Tn-2.
[00300] Например, начальное время выдерживания устройства для выдерживания в жидком азоте 45 составляет Т0=35 с, и n-е время выдерживания представляет собой Tn. Если смесь n-ого времени выдерживается в жидком азоте, и соотношение θ весовых значений лотка для материала до и после выдерживания в жидком азоте находится во втором диапазоне параметров, а именно θ2 находится в диапазоне 1%-2%, время выдерживания устройства для выдерживания в жидком азоте 45 для осуществления следующей обработки выдерживанием второй анализируемой пробы регулируется согласно второму заданному значению времени выдерживания, т.е. Tn+1=Tn-2=35-2=33 с, следовательно, следующее время выдерживания равно 33 с.
[00301] S1244, если соотношение находится в третьем диапазоне параметров, текущий результат обработки выдерживанием определяется как системная ошибка, и определяется третье заданное значение времени выдерживания при осуществлении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте.
[00302] В варианте осуществления, определяется третий диапазон параметров, например: ≥2%. После расчета соотношения θ, соотношение θ сравнивается с третьим диапазоном параметров. Если соотношение θ находится в третьем диапазоне параметров, оценивается ошибка текущей системы, и взвешивающее устройство переустанавливается. В данный момент, определяется третье заданное значение времени выдерживания, а именно Tn+1=Tn, и время выдерживания при осуществлении следующей обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте 45 регулируется таким образом, чтобы оно было таким же, что и время выдерживания текущей обработки выдерживанием.
[00303] К примеру, начальное время выдерживания устройства для выдерживания в жидком азоте составляет Т0=35 с, и n-е время выдерживания представляет собой Tn. Если смесь n-ого времени выдерживается в жидком азоте, и соотношение 0 весовых значений лотка для материала до и после выдерживания в жидком азоте находится в третьем диапазоне параметров, а именно θ3≥2%, время выдерживания устройства для выдерживания в жидком азоте 45 для осуществления следующей обработки выдерживанием второй анализируемой пробы регулируется согласно третьему заданному значению времени выдерживания, т.е. Tn+1=Tn=35 с, следовательно, следующее время выдерживания равно 35 с.
[00304] Способ может быть рассчитан на множество предложенных режимов интеллектуального регулирования времени выдерживания устройства для выдерживания в жидком азоте 45, когда происходит чрезмерное выдерживание и возникает явление удерживания материала в лотке. В соответствии со способом регулирования времени выдерживания, рассчитанным на недостаточное выдерживание и явление удерживания материала в сите, необходимо использовать значение изменения веса второй анализируемой пробы до и после просеивания.
[00305] Фиг. 21 представляет собой другую блок-схему способа выполнения управления временем выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 21, способ, представленный в варианте настоящего изобретения, в процессе управления временем выдерживания в жидком азоте устройства для выдерживания в жидком азоте дополнительно включает следующие этапы.
[00306] S1251, манипулятор выполняет размещение лотка для материала, удерживающего вторую анализируемую пробу, на взвешивающем устройстве, и лоток для материала, удерживающий вторую анализируемую пробу, взвешивается с использованием взвешивающего устройства для получения общей массы лотка для материала.
[00307] Шкаф управления 40 отправляет команду управления манипулятору 42, манипулятор 42 выполняет размещение второй анализируемой пробы из второй чаши для помещения пробы в лотке для материала 452, манипулятор 42 переносит лоток для материала 452, удерживающий вторую анализируемую пробу, к взвешивающему устройству 43 для взвешивания, и шкаф управления 40 получает текущее весовое значение, а именно, общую массу лотка для материала, представляющую вес лотка для материала 452, удерживающего вторую анализируемую пробу.
[00308] S1252, получают массу пустого лотка до выдерживания в жидком азоте, и вес нетто материала определяется на основе массы пустого лотка до выдерживания в жидком азоте и общей массы лотка для материала.
[00309] Лоток для материала перемещается манипулятором 42 к взвешивающему устройству 43 для взвешивания до загрузки второй анализируемой пробы, таким образом, получают вес пустого лотка для материала, а именно массу пустого лотка до выдерживания в жидком азоте. Расчет разности выполняется с использованием массы пустого лотка до выдерживания в жидком азоте и общей массы лотка для материала, чтобы получить вес нетто материала. Вес нетто материала представляет вес второй анализируемой пробы.
[00310] S1253, после завершения процесса просеивания в просеивающем устройстве, анализируемые пробы после просеивания с разными размерами частиц взвешиваются посредством взвешивающего устройства для получения веса нетто материала после просеивания.
[00311] После просеивания в просеивающем устройстве 46 второй анализируемой пробы, выдержанной в жидком азоте, шкаф управления 40 создает команду управления и отправляет команду управления манипулятору 42, и вторые анализируемые пробы с разными размерами частиц и соответствующие лотки с сетчатым дном, соответственно, перемещаются к взвешивающему устройству 43 для взвешивания, таким образом, может быть получен вес (включая соответствующие лотки с сетчатым дном) вторых анализируемых проб каждого размера частиц. Получают массу пустого лотка с сетчатым дном, соответствующего каждому размеру частиц, и применяют способ, основанный на значении разности, для выполнения расчета в соответствии с весом (включая соответствующие лотки с сетчатым дном) вторых анализируемых проб каждого размера частиц и массой пустого лотка с сетчатым дном для получения веса нетто вторых анализируемых проб каждого размера частиц. Наконец, вес нетто вторых анализируемых проб каждого размера частиц складывается для получения веса нетто материала после просеивания.
[00312] Вес нетто материала после просеивания может представлять вес нетто второй анализируемой пробы, подвергавшейся обработке выдерживанием в жидком азоте и затем обработке просеиванием. Лоток с сетчатым дном после просеивания может быть заполнен незначительным количеством второй анализируемой пробы, что указывает на то, что время выдерживания устройства для выдерживания в жидком азоте является неподходящим, т.е. время является слишком коротким.
[00313] S1254, заданное значение времени выдерживания при осуществлении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте определяется на основе пропорционального соотношения массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто материала после просеивания.
[00314] Для регулирования времени выдерживания устройства для выдерживания в жидком азоте 45, в варианте осуществления, различные заданные значения времени выдерживания определяются согласно пропорциональному соотношению массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто материала после просеивания для завершения интеллектуального регулирования времени выдерживания устройства для выдерживания в жидком азоте 45, так что время выдерживания устройства для выдерживания в жидком азоте 45 для осуществления выдерживания в жидком азоте следующей второй анализируемой пробы является подходящим, и предотвращается явление недостаточного выдерживания.
[00315] Фиг. 22 представляет собой другую блок-схему способа определения заданного значения времени выдерживания, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 22, на этапе S1254 заданное значение времени выдерживания при осуществлении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте определяется на основе пропорционального соотношения массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто материала после просеивания, способ включает следующие этапы.
[00316] S1261, вес нетто материала после выдерживания определяется на основе массы пустого лотка до выдерживания в жидком азоте, веса нетто материала и массы пустого лотка для материала после выдерживания в жидком азоте.
[00317] Согласно способу, представленному в варианте осуществления, соответствующее заданное значение времени выдерживания определяется согласно пропорциональному соотношению между весом нетто второй анализируемой пробы после просеивания и весом нетто смеси после выдерживания.
[00318] Поскольку общая масса смеси до и после выдерживания в жидком азоте должна быть одинаковой, сумма массы пустого лотка до выдерживания в жидком азоте (Wk) и веса нетто материала (Wi) должна быть такой же, что и сумма массы пустого лотка для материала после выдерживания в жидком азоте (Wk*) и веса нетто материала после выдерживания (Wset), т.е. Wk+Wi=Wk*+Wset.
[00319] Сумма массы пустого лотка до выдерживания в жидком азоте (Wk) и веса нетто материала (Wi) используются для представления общей массы второй анализируемой пробы до выдерживания в жидком азоте, и сумма массы пустого лотка для материала после выдерживания в жидком азоте (Wk*) и веса нетто материала после выдерживания (Wset) используется для представления общей массы смеси после выдерживания в жидком азоте. [00320] С этой целью, формула определения веса нетто материала после выдерживания на основе массы пустого лотка до выдерживания в жидком азоте, веса нетто материала и массы пустого лотка для материала после выдерживания в жидком азоте представляет собой: Wset=Wi+Wk-Wk*.
[00321] S1262, рассчитывается соотношение веса нетто материала после просеивания к весу нетто материала после выдерживания.
[00322] Если возникает явление удерживания материала в сите, вес нетто материала после просеивания меньше, по сравнению с весом нетто материала после выдерживания. Затем может быть определено изменение веса смеси до и после просеивания путем расчета соотношения веса нетто материала после просеивания к весу нетто материала после выдерживания.
[00323] В варианте осуществления, расчетная формула соотношения веса нетто материала после просеивания к весу нетто материала после выдерживания представляет собой следующее:
[00324] γ=Wi*/Wset=Wi*/(Wi+Wk-Wk*);
[00325] где γ представляет собой соотношение, и Wi* представляет собой вес нетто материала после просеивания.
[00326] Если время выдерживания устройства для выдерживания в жидком азоте является неподходящим при осуществлении обработки выдерживанием в жидком азоте, например, время выдерживания является недостаточным, возникает явление удерживания материала в сите, а именно, незначительное количество второй анализируемой пробы, обработанной выдерживанием в жидком азоте, может остаться в лотке с сетчатым дном, и вес нетто материала после просеивания является меньше, чем вес нетто материала после выдерживания. Изменение потери массы второй анализируемой пробы после обработки просеиванием представлено соотношением.
[00327] Для точного регулирования времени выдерживания устройства для выдерживания в жидком азоте, в варианте осуществления может быть определено три режима оценки, включая, но не ограничиваясь, следующие: определение трех значений диапазона параметров, оценка того, при каком значении диапазона параметров, соотношение соответствует рассчитанному соотношению, и, следовательно, исполнение соответствующего заданного значения времени выдерживания.
[00328] S1263, если соотношение находится в четвертом диапазоне параметров, текущий результат обработки выдерживанием определяется как недостаточное выдерживание, и определяется четвертое заданное значение времени выдерживания при осуществлении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте.
[00329] В варианте осуществления, определяется четвертый диапазон параметров, например: 99%-99.5%. После расчета соотношения λ, соотношение λ сравнивается с четвертым диапазоном параметров. Если соотношение λ находится в четвертом диапазоне параметров, результат выдерживания текущей второй анализируемой пробы оценивается как недостаточное выдерживание, т.е. время выдерживания является слишком коротким, происходит удерживание материала в сите, и в данный момент, определяется четвертое заданное значение времени выдерживания, а именно Tn+1=Tn+l.
[00330] Например, начальное время выдерживания устройства для выдерживания в жидком азоте составляет Т0=35 с, и n-е время выдерживания представляет собой Тn. Если смесь n-ого времени обрабатывается просеиванием, и соотношение весовых значений лотка для материала до и после обработки просеиванием находится в диапазоне параметров λ, а именно λ1 находится в диапазоне 99%-99.5%, время выдерживания устройства для выдерживания в жидком азоте для осуществления следующей обработки выдерживанием второй анализируемой пробы регулируется согласно четвертому заданному значению времени выдерживания, т.е. Tn+1=Tn+1=35+1=36 с, следовательно, следующее время выдерживания равно 36 с.
[00331] S1264, если соотношение находится в пятом диапазоне параметров, текущий результат обработки выдерживанием определяется как недостаточное выдерживание, и определяется пятое заданное значение времени выдерживания при осуществлении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте.
[00332] В варианте осуществления, определяется пятый диапазон параметров, например: 98%-99%. После расчета соотношения λ, соотношение λ сравнивается с пятым диапазоном параметров. Если соотношение λ находится в пятом диапазоне параметров, результат выдерживания текущей второй анализируемой пробы оценивается как недостаточное выдерживание, т.е. время выдерживания является слишком коротким, возникает происходит удерживание материала в сите, и в данный момент, определяется пятое заданное значение времени выдерживания, а именно Tn+1=Tn+2.
[00333] Например, начальное время выдерживания устройства для выдерживания в жидком азоте составляет Т0=35 с, и n-е время выдерживания представляет собой Tn. Если смесь n-ого времени обрабатывается просеиванием, и соотношение весовых значений лотка для материала до и после обработки просеиванием находится в диапазоне параметров λ, а именно λ2 находится в диапазоне 98%-99%, время выдерживания устройства для выдерживания в жидком азоте для осуществления следующей обработки выдерживанием второй анализируемой пробы регулируется согласно пятому заданному значению времени выдерживания, т.е. Tn+1=Tn+2=35+2=37 с, следовательно, следующее время выдерживания равно 37 с.
[00334] S1265, если соотношение находится в шестом диапазоне параметров, текущий результат обработки выдерживанием определяется как недостаточное выдерживание, и определяется шестое заданное значение времени выдерживания при осуществлении обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте.
[00335] В варианте осуществления, определяется шестой диапазон параметров, например: ≤98%. После расчета соотношения λ, соотношение λ сравнивается с шестым диапазоном параметров. Если соотношение λ находится в шестом диапазоне параметров, оценивается ошибка текущей системы, и взвешивающее устройство переустанавливается. В данный момент, определяется шестое заданное значение времени выдерживания, а именно Tn+1=Tn, и время выдерживания при осуществлении следующей обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте регулируется таким образом, чтобы равняться времени выдерживания текущей обработки выдерживанием.
[00336] Например, начальное время выдерживания устройства для выдерживания в жидком азоте составляет Т0=35 с, и n-е время выдерживания представляет собой Tn. Если смесь n-ого времени обрабатывается просеиванием, и соотношение весовых значений лотка для материала до и после обработки просеиванием находится в диапазоне параметров λ, а именно λ3 ≤98%, время выдерживания устройства для выдерживания в жидком азоте для осуществления следующей обработки выдерживанием второй анализируемой пробы регулируется согласно шестому заданному значению времени выдерживания, т.е. Tn+1=Tn=35 с, следовательно, следующее время выдерживания равно 35 с.
[00337] Видно, что способ управления временем выдерживания в жидком азоте, предусмотренный вариантом осуществления, позволяет определить условие удерживания в лотке второй анализируемой пробы до и после выдерживания в жидком азоте согласно значениям масс (масса пустого лотка до выдерживания в жидком азоте и масса пустого лотка для материала после выдерживания в жидком азоте), полученным путем взвешивания пустого лотка для материала до и после выдерживания в жидком азоте. Если время выдерживания устройства для выдерживания в жидком азоте является слишком продолжительным, может быть обусловлено чрезмерное выдерживание, и возникает удерживание материала в лотке. В это время, согласно рассчитанным различным соотношениям масс пустого лотка для материала до и после выдерживания в жидком азоте, выполняются соответствующие заданные значения времени выдерживания таким образом, чтобы регулировать время выдерживания при осуществлении следующей обработки выдерживанием второй анализируемой пробы в устройстве для выдерживания в жидком азоте, так что время выдерживания является подходящим, и явление удерживания материала в лотке не может произойти. Согласно способу, условие удерживания в сите второй анализируемой пробы до и после просеивания может быть определено в соответствии с изменением веса нетто смеси до и после просеивания (вес нетто материала после выдерживания и вес нетто материала после просеивания). Если время выдерживания устройства для выдерживания в жидком азоте является слишком коротким, может быть обусловлено недостаточное выдерживание, и возникает удерживание материала в сите. В это время, согласно рассчитанным различным соотношениям значений веса нетто второй анализируемой пробы до и после просеивания, выполняются соответствующие заданные значения времени выдерживания таким образом, чтобы регулировать время выдерживания при осуществлении следующей обработки выдерживанием смеси в устройстве для выдерживания в жидком азоте, так что время выдерживания является подходящим, и явление удерживания материала в сите не возникает, и обеспечивается точность последующих данных определения размера частиц смеси.
[00338] При осуществлении обработки выдерживанием в жидком азоте второй анализируемой пробы в устройстве для выдерживания в жидком азоте 45, потребление жидкого азота обусловлено каждой операцией выдерживания. Чтобы обеспечить эффект выдерживания в жидком азоте и предотвратить явление недостаточного выдерживания, вызванное недостаточным количеством жидкого азота при подходящем времени выдерживании, когда в устройстве для выдерживания в жидком азоте недостаточно жидкого азота, жидкий азот может быть своевременно добавлен, чтобы обеспечить завершение выдерживания в жидком азоте в течение подходящего времени выдерживания и дополнительно гарантировать, что результат определения гранулометрического состава второй анализируемой пробы является точным.
[00339] Фиг. 23 представляет собой блок-схему способа нагнетания жидкой среды в устройство для выдерживания в жидком азоте, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 23, на этапе S1223, после поднятия лотка для материала, удерживающего вторую анализируемую пробу, из емкости для выдерживания в жидком азоте, он дополнительно включает следующие этапы.
[00340] S1271, получают текущее значение уровня жидкого азота в емкости для выдерживания в жидком азоте, установленное с помощью датчика определения уровня жидкости, после того, как лоток для материала устройства для выдерживания в жидком азоте покидает емкость для выдерживания в жидком азоте.
[00341] После выполнения выдерживания в жидком азоте, шкаф управления 40 управляет механизмом перемещения материала 454 для поднятия, так что лоток для материала 452, удерживающий вторую анализируемую пробу, покидает емкость для выдерживания в жидком азоте 451. После стабилизации жидкого азота в емкости для выдерживания в жидком азоте, получают значение определения датчика определения уровня жидкости, и может быть определено текущее значение уровня жидкого азота.
[00342] S1272, определяется начальное состояние просеивающего устройства, если текущее значение уровня жидкого азота меньше минимального значения диапазона уровня идеальной жидкости.
[00343] Когда уровень жидкости в емкости для выдерживания в жидком азоте опускается ниже определенного уровня жидкости, это указывает на то, что в данный момент необходимо добавить жидкий азот. Таким образом, в варианте осуществления, определяется минимальное значение диапазона уровня идеальной жидкости. Если текущее значение уровня жидкого азота в емкости для выдерживания в жидком азоте меньше минимального значения диапазона уровня идеальной жидкости, это указывает на то, что необходима подача жидкой среды в емкость для выдерживания в жидком азоте.
[00344] Для обеспечения непрерывной операции подачи жидкой среды, ее необходимо выполнять при условии, что просеивающее устройство не запущено, таким образом, предотвращается влияние вибрации, создаваемой просеивающим устройством, на определение значения уровня жидкого азота в режиме реального времени в емкости для выдерживания в жидком азоте. Когда просеивающее устройство начинает просеивание, оно представляет собой устройство в системе, которое создает большие вибрации. Поскольку емкость для выдерживания в жидком азоте находится рядом с просеивающим устройством, вибрация просеивающего устройства заставляет вибрировать емкость для выдерживания в жидком азоте, так что поверхность жидкого азота в емкости для выдерживания в жидком азоте является нестабильной и находится в состоянии флуктуации, таким образом оказывая влияние на точность определения датчика определения уровня жидкости.
[00345] Следовательно, когда установлено, что необходимо заполнить емкость для выдерживания в жидком азоте, необходимо определить, находится ли просеивающее устройство в начальном состоянии или нет. Подача жидкой среды может быть продолжена только тогда, когда просеивающее устройство находится в неработающем состоянии.
[00346] S1273, когда просеивающее устройство находится в неработающем состоянии, емкость для нагнетания жидкого азота открывается и выполняется подача жидкой среды в емкость для выдерживания в жидком азоте.
[00347] Начальное состояние просеивающего устройства 46 определяется посредством устройства определения движения просеивающего устройства (которое может быть выполнено на просеивающем устройстве), результат определения отправляется в шкаф управления 40. Когда шкаф управления 40 получает результат определения, возвращенный устройством определения движения просеивающего устройства, заключающийся в том, что просеивающее устройство находится в неработающем состоянии, своевременно создается команда управления и отправляется на электромагнитный клапан для подачи жидкой среды 457, и электромагнитный клапан для подачи жидкой среды 457 открывается, так что жидкий азот из емкости для нагнетания жидкого азота 455 поступает в емкость для выдерживания в жидком азоте 451 через нагнетательный трубопровод 456 для выполнения подачи жидкой среды в емкость для выдерживания в жидком азоте.
[00348] Если установлено, что просеивающее устройство находится в начальном состоянии, после завершения просеивающим устройством 46 работы по просеиванию и прекращения работы, электромагнитный клапан для подачи жидкой среды открывается, и выполняется подача жидкой среды в емкость для выдерживания в жидком азоте.
[00349] Видно, что значение уровня жидкого азота в емкости для выдерживания в жидком азоте 451 определяется в режиме реального времени посредством датчика определения уровня жидкости 458, и когда количество жидкого азота является недостаточным, своевременно открывается емкость для нагнетания жидкого азота 455 для выполнения подачи жидкой среды в емкость для выдерживания в жидком азоте 451, чтобы гарантировать, что в емкости для выдерживания в жидком азоте обеспечено достаточное количество жидкого азота, так что устройство для выдерживания в жидком азоте 45 может завершить операцию выдерживания в жидком азоте смеси в течение надлежащего времени выдерживания. Предотвращается явление недостаточного выдерживания в жидком азоте, и предотвращается дополнительное влияние на результат определения гранулометрического состава второй анализируемой пробы.
[00350] Чтобы обеспечить прекращение подачи жидкой среды после добавления достаточного количества жидкого азота, способ дополнительно включает следующие этапы: оценка того, достигло ли текущее значение уровня жидкого азота максимального значения диапазона уровня идеальной жидкости или нет в процессе подачи жидкой среды; и если текущее значение уровня жидкого азота достигло максимального значения диапазона уровня идеальной жидкости, осуществляется управление емкостью для нагнетания жидкого азота для закрытия, чтобы остановить подачу жидкой среды.
[00351] В ходе подачи жидкой среды из емкости для нагнетания жидкого азота 455 в емкость для выдерживания в жидком азоте 451, датчик определения уровня жидкости 458 определяет значение уровня жидкого азота в режиме реального времени и отправляет результат определения в шкаф управления 40. Когда шкаф управления 40 получает определенное текущее значение уровня жидкого азота, оценивается, достигло ли значение максимального значения диапазона уровня идеальной жидкости. Максимальное значение диапазона уровня идеальной жидкости представляет собой заданное значение для управления емкостью для нагнетания жидкого азота, чтобы остановить подачу жидкой среды.
[00352] Когда шкаф управления 40 получает определенное текущее значение уровня жидкого азота, оценивается, что значение достигло максимального значения диапазона уровня идеальной жидкости, которое указывает на то, что емкость для выдерживания в жидком азоте заполнена достаточным количеством жидкого азота, и добавление жидкого азота может быть остановлено. Шкаф управления 40 отправляет команду управления на электромагнитный клапан для подачи жидкой среды 457, так что электромагнитный клапан закрывается, и прекращается подача жидкой среды.
[00353] Общая продолжительность времени для завершения обработки выдерживанием в жидком азоте, обработки просеиванием и обработки посредством взвешивания составляет около 5 минут, в то время как продолжительность времени обработки выдерживанием в жидком азоте составляет около 1 минуты, и общая продолжительность времени обработки просеиванием и обработки посредством взвешивания составляет около 2 минут в ходе определения гранулометрического состава второй анализируемой пробы. Видно, что в одном процессе может быть временная задержка около 2 минут. Для предотвращения влияние на общую эффективность определения вследствие слишком продолжительного времени, затраченного на нагнетание жидкой среды в устройство для выдерживания в жидком азоте, подачу жидкой среды необходимо завершить в течение временной задержки в 2 минуты.
[00354] С этой целью, способ, предусмотренный вариантом осуществления изобретения, дополнительно включает следующие этапы: если текущее значение уровня жидкого азота не достигло максимального значения диапазона уровня идеальной жидкости, вычисляется продолжительность открытия емкости для нагнетания жидкого азота; если продолжительность открытия превышает временное пороговое значение, осуществляется управление емкостью для нагнетания жидкого азота для закрытия, чтобы остановить подачу жидкой среды.
[00355] Продолжительность открытия емкости для нагнетания жидкого азота вычисляется в режиме реального времени в ходе подачи жидкой среды из емкости для нагнетания жидкого азота 455 в емкость для выдерживания в жидком азоте 451. Временное пороговое значение задается для представления временной задержки, например, 2 минуты. Если продолжительность открытия емкости для нагнетания жидкого азота достигло временного порогового значения, подачу жидкой среды необходимо немедленно остановить, чтобы избежать последующего процесса определения, даже если добавлено недостаточное количество жидкого азота в емкость для выдерживания в жидком азоте. В это время после оценки шкафом управления того, что продолжительность открытия превышает временное пороговое значение, он создает команду управления для электромагнитного клапана для подачи жидкой среды 457, управляет электромагнитным клапаном для подачи жидкой среды для закрытия и прекращает подачу жидкой среды в емкость для выдерживания в жидком азоте.
[00356] Следует отметить, что заданное значение для управления прекращением подачи жидкой среды из емкости для нагнетания жидкого азота в емкость для выдерживания в жидком азоте включает, но не ограничивается, текущее значение уровня жидкого азота, достигшее максимального значения диапазона уровня идеальной жидкости, или продолжительность открытия емкости для нагнетания жидкого азота, превышающую временное пороговое значение. В других вариантах осуществления, заданное значение для управления прекращением подачи жидкой среды может быть задано согласно фактическому применению.
[00357] Например, если текущее значение уровня жидкого азота не достигло максимального значения диапазона уровня идеальной жидкости в течение временного порогового значения, например, в течение 2 минут, подача жидкой среды продолжается до тех пор, пока текущее значение уровня жидкого азота не достигнет максимального значения диапазона уровня идеальной жидкости, и затем прекращается. Если текущее значение уровня жидкого азота достигло максимального значения диапазона уровня идеальной жидкости, подача жидкой среды прекращается, даже если продолжительность открытия не достигла 2 минут.
[00358] Согласно способу, при выполнении выдерживания в жидком азоте второй анализируемой пробы в устройстве для выдерживания в жидком азоте, открытие и закрытие емкости для нагнетания жидкого азота может своевременно контролироваться, и подача жидкой среды может быть завершена в течение заданного времени при условии, что в емкости для выдерживания в жидком азоте обеспечено достаточно жидкого азота, так что предотвращается превышение продолжительности подачи жидкой среды, а также предотвращается влияние на последующий процесс определения гранулометрического состава второй анализируемой пробы.
[00359] После осуществления выдерживания в жидком азоте второй анализируемой пробы, прочность смеси может быть увеличена, смесь не измельчается под действие внешней силы, и не оказывается влияние на точность определения гранулометрического состава. Следовательно, после завершения выдерживания в жидком азоте вторая анализируемая проба может быть подвергнута обработке просеиванием для разделения на фракции.
[00360] S123, манипулятор высыпает вторую анализируемую пробу после выдерживания в просеивающее устройство для просеивания, чтобы получить анализируемые пробы с разными размерами частиц.
[00361] При просеивании второй анализируемой пробы, шкаф управления 40 получает управляющий сигнал системы управления технологическим процессом 1 для управления манипулятором с целью высыпания второй анализируемой пробы, завершившей обработку выдерживанием в жидком азоте, в просеивающее устройство, а именно, захватывается лоток для удерживания материала для перемещения к просеивающему устройству, и манипулятор выполняет операцию высыпания материала для высыпания второй анализируемой пробы в просеивающее устройство для обработки просеиванием.
[00362] В частности, манипулятор высыпает вторую анализируемую пробу после выдерживания в просеивающее устройство для просеивания, чтобы получить анализируемые пробы с разными размерами частиц, способ включает следующие этапы.
[00363] Этап 12301, манипулятор высыпает вторую анализируемую пробу после выдерживания в загрузочный бункер просеивающего устройства, при этом загрузочный бункер соединен с верхним ситом; внутри просеивающего устройства выполнено трехслойное сито, и размер отверстий сита составляет 8 мм, 5 мм и 3 мм последовательно сверху вниз.
[00364] Этап 12302, просеивающее устройство включается для просеивания второй анализируемой пробы согласно заданному времени просеивания, чтобы получить анализируемую пробу с размером частиц <3 мм, анализируемую пробу с размером частиц от 3 мм до 5 мм, анализируемую пробу с размером частиц от 5 мм до 8 мм и анализируемую пробу с размером частиц >8 мм.
[00365] В просеивающем устройстве 46 выполнено трехслойное сито, сито с наибольшим размером отверстий (8 мм) находится под загрузочным бункером, сито с размером отверстий 5 мм и сито с размером отверстий 3 мм последовательно расположены под ситом с размером отверстий 8 мм, сито с размером отверстий 3 мм находится на самом нижнем слое, и под ситом с размером отверстий 3 мм расположен лоток для удерживания материала для удерживания анализируемой пробы с размером частиц меньше 3 мм.
[00366] Шкаф управления 40 управляет манипулятором 42 для захвата лотка для материала 452 после выдерживания для перемещения к просеивающему устройству 46, и вторая анализируемая проба в лотке для материала 452 высыпается в загрузочный бункер просеивающего устройства. Затем шкаф управления 40 управляет просеивающим устройством 46 для начала операции просеивания, и после завершения просеивания, могут быть получены анализируемая проба с размером частиц <3 мм (расположенная в лотке для удерживания материала), анализируемая проба с размером частиц от 3 мм до 5 мм (расположенная на сите с размером отверстий 3 мм), анализируемая проба с размером частиц от 5 мм до 8 мм (расположенная на сите с размером отверстий 5 мм) и анализируемая проба с размером частиц >8 мм (расположенная на сите с размером отверстий 8 мм).
[00367] S124, весовые значения множества анализируемых проб с разными размерами частиц определяются с использованием взвешивающего устройства, и гранулометрический состав второй анализируемой пробы рассчитывается согласно весовым значениям анализируемых проб с разными размерами частиц.
[00368] Манипулятор 42 соответственно направляет анализируемые пробы с разными размерами частиц вместе с ситами к взвешивающему устройству 43 для взвешивания, и гранулометрический состав второй анализируемой пробы рассчитывается согласно полученному весовому значению. В частности, этап, на котором измеряются весовые значения множества анализируемых проб с разными размерами частиц с использованием взвешивающего устройства, и рассчитывается гранулометрический состав второй анализируемой пробы согласно весовым значениям анализируемых проб с разными размерами частиц, включает следующие этапы.
[00369] Этап 12401, весовые значения множества анализируемых проб с разными размерами частиц соответственно измеряются с использованием взвешивающего устройства, чтобы получить общий вес Wt1 анализируемых проб с размером частиц <3 мм, общий вес Wt2 анализируемых проб с размером частиц от 3 мм до 5 мм, общий вес Wt3 анализируемых проб с размером частиц от 5 мм до 8 мм и общий вес Wt4 анализируемых проб с размером частиц >8 мм; лоток для удерживания материала находится под ситом с отверстиями размером 3 мм и предназначен для помещения пробы смеси с размером частиц <3 мм.
[00370] После просеивания на четыре фракции, анализируемая проба с размером частиц больше 8 мм удерживается на сите с отверстиями размером 8 мм, анализируемая проба с размером частиц 5-8 мм удерживается на сите с отверстиями размером 5 мм, анализируемая проба с размером частиц 3-5 мм удерживается на сите с отверстиями размером 3 мм, и анализируемая проба с размером частиц меньше 3 мм проходит через сито с отверстиями размером 3 мм в лоток для удерживания материала, расположенный под ситом.
[00371] Манипулятор 42 последовательно захватывает сито с отверстиями размером 8 мм, сито с отверстиями размером 5 мм, сито с отверстиями размером 3 мм и лоток для удерживания материала к взвешивающему устройству 43 для взвешивания, так что может быть получен общий вес сита вместе с соответствующей анализируемой пробой.
[00372] Этап 12402, получают вес лотка для удерживания материала, вес сита с отверстиями размером 3 мм, вес сита с отверстиями размером 5 мм, вес сита с отверстиями размером 8 мм и вес пустой второй чаши для помещения пробы; лоток для удерживания материала находится под ситом с отверстиями размером 3 мм для помещения пробы смеси с размером частиц <3 мм.
[00373] Этап 12403, вес Wm1 анализируемой пробы с размером частиц <3 мм определяется на основе веса Wk1 лотка для удерживания материала и формулы Wm1=Wt1-Wk1; вес Wm2 анализируемой пробы с размером частиц от 3 мм до 5 мм определяется на основе веса сита Wk2 с отверстиями размером 3 мм и формулы Wm2=Wt2-Wk2; вес Wm3 анализируемой пробы с размером частиц от 5 мм до 8 мм определяется на основе веса сита Wk3 с отверстиями размером 5 мм и формулы Wm3=Wt3-Wk3; и вес Wm4 анализируемой пробы с размером частиц >8 мм определяется на основе веса сита Wk4 с отверстиями размером 8 мм и формулы Wm4=Wt4-Wk4.
[00374] Перед просеиванием, каждый класс сита и лоток для удерживания материала отдельно взвешивается с помощью взвешивающего устройства 43 для получения веса пустого сита и пустого лотка для удерживания материала. Общий вес, определенный на этапе S41, является общим весом сита и соответствующей анализируемой пробы, а также общим весом лотка для удерживания материала и соответствующей анализируемой пробы, таким образом, вес соответствующего сита или лотка для удерживания материала необходимо вычесть из общего веса, определенного на этапе S41, чтобы получить точный вес анализируемой пробы каждой фракции частиц.
[00375] Этап 12404, начальный вес нетто W20 второй анализируемой пробы рассчитывается на основе начального веса второй анализируемой пробы и веса пустой чаши.
[00376] Для определения доли анализируемой пробы каждого размера частиц к общей анализируемой пробе, необходимо определить начальный вес нетто второй анализируемой пробы. В варианте осуществления, начальный вес второй анализируемой пробы относится к общему весу второй чаши для помещения пробы и второй анализируемой пробы, и вес пустой второй чаши для помещения пробы может быть измерен с помощью взвешивающего устройства 43 перед определением. Начальный вес нетто W20 второй анализируемой пробы может быть определен путем вычитания веса пустой чаши из начального веса второй анализируемой пробы.
[00377] Этап 12405, доля частиц <3 мм ω1 в гранулометрическом составе определяется согласно формуле  доля частиц 3 мм - 5 мм ω2 в гранулометрическом составе определяется согласно формуле
доля частиц 3 мм - 5 мм ω2 в гранулометрическом составе определяется согласно формуле  доля частиц 5 мм - 8 мм ω3 в гранулометрическом составе определяется согласно формуле
доля частиц 5 мм - 8 мм ω3 в гранулометрическом составе определяется согласно формуле  доля частиц >8 мм ω4 в гранулометрическом составе определяется согласно формуле
доля частиц >8 мм ω4 в гранулометрическом составе определяется согласно формуле 
[00378] Этап 12406, определяется гранулометрический состав второй анализируемой пробы (ω1, ω2, ω3, ω4).
[00379] Композиция каждого размера частиц представляет собой соотношение веса анализируемой пробы определенного размера частиц к общему весу второй анализируемой пробы. Композиции разного размера частиц <3 мм, 3-5 мм, 5-8 мм и более 8 мм могут быть определены согласно формуле на этапе 12405. В это время, гранулометрический состав второй анализируемой пробы представляет собой ω1, ω2, ω3, ω4.
[00380] Видно, что согласно способу, предусмотренному вариантом осуществления, рабочий процесс всей роботизированной системы 4 делится на два технологических процесса определения гранулометрического состава смеси и определения влажности смеси, и определение влажности и определение гранулометрического состава может быть выполнено на основе спеченной смеси в одно и то же время, так что предотвращается ручное вмешательство, и повышается эффективность определения.
[00381] Роботизированная система 4 также позволяет определить насыпную плотность смеси в процессе определения содержания влаги и гранулометрического состава смеси. Так как содержание влаги и гранулометрический состав измеряется с помощью дух анализируемых проб, также может быть проведено определение насыпной плотности смеси путем измерения двух анализируемых проб, соответственно, и затем значение насыпной плотности смеси получают с использованием эмпирической формулы.
[00382] Фиг. 24 представляет собой блок-схему способа определения насыпной плотности первой анализируемой пробы и второй анализируемой пробы, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на Фиг. 24, в варианте осуществления, осуществляется управление роботизированной системой для выполнения определения насыпной плотности первой анализируемой пробы и второй анализируемой пробы, способ включает следующие этапы.
[00383] S131, взвешивающее устройство в роботизированной системе выполняет взвешивание первой анализируемой пробы в первой чаше для помещения пробы и взвешивание второй анализируемой пробы во второй чаше для помещения пробы, чтобы получить начальный вес нетто W10 первой анализируемой пробы и начальный вес нетто W20 второй анализируемой пробы.
[00384] Когда роботизированная система определяет содержание влаги первой анализируемой пробы и гранулометрический состав второй анализируемой пробы, необходимо взвесить первую анализируемую пробу и вторую анализируемую пробу, таким образом, может быть получен начальный вес нетто W10 первой анализируемой пробы и начальный вес нетто W20 второй анализируемой пробы. Конкретный процесс определения может ссылаться на содержание этапов S111-S113 в вышеупомянутом варианте осуществления для определения начального веса нетто W10 первой анализируемой пробы, и определять начальный вес нетто W20 второй анализируемой пробы согласно содержанию этапов 12401-12404.
[00385] S132, получают объем V1 первой чаши для помещения пробы и объем V2 второй чаши для помещения пробы.
[00386] При выборе чаш для помещения пробы для удерживания смеси, могут быть определены объемы двух чаш для помещения пробы. Если размеры двух чаш для помещения пробы различаются, объемы двух чаш для помещения пробы отличаются. В других вариантах осуществления, когда в качестве первой чаши для помещения пробы и второй чаши для помещения пробы используется одинаковая модель чаши для помещения пробы, объемы первой чаши для помещения пробы и второй чаши для помещения пробы равны.
[00387] S133, насыпная плотность p1 первой анализируемой пробы определяется на основе объема V1 первой чаши для помещения пробы и начального веса нетто W10 первой анализируемой пробы согласно формуле p1=W10/V1.
[00388] S134, насыпная плотность р2 второй анализируемой пробы определяется на основе объема V2 второй чаши для помещения пробы и начального веса нетто W20 второй анализируемой пробы согласно формуле p2=W20/V2.
[00389] Поскольку в варианте осуществления смесь для определения делится на первую анализируемую пробу и вторую анализируемую пробу, для получения насыпной плотности смеси, необходимо определить насыпную плотность первой анализируемой пробы и насыпную плотность второй анализируемой пробы, соответственно. В соответствии с объемом каждой чаши для помещения пробы и начальным весом нетто соответствующей анализируемой пробы, насыпная плотность p1 первой анализируемой пробы и насыпная плотность р2 второй анализируемой пробы могут быть получены путем применения расчетной формулы насыпной плотности.
[00390] Видно, что согласно способу, предусмотренному вариантом осуществления, и этапам, представленным в вышеупомянутых вариантах осуществления, система управления технологическим процессом 1 управляет роботизированной системой 4 для определения содержания влаги, гранулометрического состава и насыпной плотности смеси в режиме реального времени. Определение в режиме реального времени осуществляется в процессе спекания, таким образом, может быть обеспечена точность определения трех параметров, три параметра могут быть определены одновременно, и повышается эффективность определения.
[00391] S2, определяется насыпная плотность смеси, и скорость изменения насыпной плотности смеси рассчитывается на основе насыпной плотности первой анализируемой пробы и насыпной плотности второй анализируемой пробы.
[00392] После определения насыпных плотностей первой анализируемой пробы и второй анализируемой пробы, соответственно, насыпная плотность смеси может быть определена посредством формулы.
[00393] В частности, формула определения насыпной плотности смеси выглядит следующим образом:
[00394] насыпная плотность смеси рассчитывается согласно формуле Рх=K1×р1+(1-K1)×р2;
[00395] где Рх представляет собой насыпную плотность смеси, p1 представляет собой насыпную плотность первой анализируемой пробы, р2 представляет собой насыпную плотность второй анализируемой пробы, K1 представляет собой коэффициент, и диапазон значений представляет собой 0.4-0.6.
[00396] В способе, предусмотренном вариантом осуществления, содержание влаги, гранулометрический состав и насыпная плотность используются для определения воздухопроницаемости смеси. При определении воздухопроницаемости смеси, для обеспечения точности определения воздухопроницаемости необходим поправочный коэффициент. Следовательно, в варианте осуществления, скорость изменения насыпной плотности смеси используется для регулирования поправочного коэффициента воздухопроницаемости, так что поправочный коэффициент воздухопроницаемости является подходящим значением.
[00397] На фиг. 25 представлена блок-схема способа расчета скорости изменения насыпной плотности смеси, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на фиг. 25, в варианте осуществления рассчитывается скорость изменения насыпной плотности смеси, включая следующие этапы.
[00398] S21, получена насыпная плотность по меньшей мере одной смеси, определенной роботизированной системой в течение первого периода определения.
[00399] Для обеспечения точности скорости изменения насыпной плотности для расчета может быть принята насыпная плотность, соответствующая множеству процедур определения. Таким образом, может быть получена насыпная плотность смеси, соответствующая множеству процедур определения, выполняемых роботизированной системой в течение первого периода определения. Первый период определения относится к периоду соответствующей процедуры определения, установленной до текущего момента, и может быть установлен на последний один час. Например, если текущий момент определения равен 9:00, первым периодом определения может быть период между 8:00 и 9:00.
[00400] Если каждое определение роботизированной системы занимает около 6 минут, в течение 1 часа с момента первого определения будет получено около 12 данных определения, т.е. насыпная плотность смеси может составлять 12 значений.
[00401] S22, в соответствии с насыпной плотностью Pxi смеси, соответствующей каждой процедуре определения, средняя насыпная плотность Рх0 смеси в течение первого периода определения рассчитывается по формуле; n - это количество определений в течение первого периода определения.
[00402] Определяется средняя насыпная плотность смеси в течение первого периода определения. Если роботизированная система выполняет три определения в течение первого периода определения, n может быть равен 3, и среднее значение трех групп насыпных плотностей составляет Рх0=(Рх1+Рх2+Рх3)/3, где Px1-насыпная плотность смеси, соответствующая первому определению, Рх2-насыпная плотность смеси, соответствующая второму определению, и Рх3-насыпная плотность смеси, соответствующая третьему определению.
[00403] S23, скорость изменения λ насыпной плотности смеси рассчитывается по формуле λ=(Pxi-Px0)/Px0 на основе средней насыпной плотности смеси и насыпной плотности Pxi смеси, соответствующей текущей процедуре определения.
[00404] Скорость изменения насыпной плотности смеси относится к скорости изменения между насыпной плотностью текущей процедуры определения и средней насыпной плотностью последних процедур определения. Согласно формуле, можно определить скорость изменения насыпной плотности смеси.
[00405] S3, при условии, что содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности, поправочный коэффициент воздухопроницаемости смеси регулируется в соответствии с соответствующей стратегией регулирования заданного коэффициента, основанной на скорости изменения насыпной плотности смеси.
[00406] После того, как роботизированная система завершит определение содержания влаги, гранулометрического состава и насыпной плотности смеси, система управления процессом 1 также управляет роботизированной системой 4 для расчета воздухопроницаемости смеси с использованием результата определения, чтобы отправить данные воздухопроницаемости в модель интеллектуального управления 5 процессом спекания для настройки технологических параметров спекательной тележки.
[00407] Поскольку содержание влаги является ключевым параметром, влияющим на воздухопроницаемость смеси, модель интеллектуального управления 5 процессом спекания должна обеспечивать содержание влаги в смеси в пределах нормального диапазона во время регулирования технологических параметров спекательной тележки, таким образом содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности, и заданный диапазон пороговых значений влажности может быть установлен равным 6.7%-7.0%.
[00408] Содержание влаги, гранулометрический состав и насыпная плотность в одной и той же процедуре определения имеют соответствующие соотношения, и роботизированная система 4 регулирует поправочный коэффициент воздухопроницаемости в соответствии с соответствующей насыпной плотностью, когда содержание влаги соответствует требованиям.
[00409] Воздухопроницаемость смеси рассчитывается по формуле Р=b0+[b1*ω1+b2*ω2+b3*ω3+b4*ω4]×100, где b0, b1, b2, b3 и b4 являются поправочными коэффициентами воздухопроницаемости.
[00410] На фиг. 26 приведена таблица, показывающая значения поправочных коэффициентов воздухопроницаемости, предусмотренные вариантом осуществления настоящего изобретения. Ссылаясь на фиг. 26, каждый поправочный коэффициент воздухопроницаемости устанавливается с возможным диапазоном значений. При определении воздухопроницаемости смеси поправочный коэффициент воздухопроницаемости может быть принят за начальное значение, а затем поправочный коэффициент воздухопроницаемости корректируется в соответствии с насыпной плотностью и скоростью изменения насыпной плотности смеси, полученной в каждой процедуре определения, и диапазон регулирования должен находиться в пределах диапазона возможных значений каждого поправочного коэффициента воздухопроницаемости. Поэтому поправочный коэффициент воздухопроницаемости является оптимальным значением, и обеспечивается точность воздухопроницаемости.
[00411] На фиг. 27 представлена блок-схема способа регулирования поправочного коэффициента воздухопроницаемости смеси, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на фиг. 27, в варианте осуществления поправочный коэффициент воздухопроницаемости смеси регулируется в соответствии с соответствующей заданной стратегией регулирования коэффициента, основанной на скорости изменения насыпной плотности смеси, включая следующие этапы:
[00412] S31, оценивается, соответствует ли скорость изменения насыпной плотности смеси поправочному пороговому значению.
[00413] При условии, что содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности, поправочный коэффициент воздухопроницаемости регулируется скоростью изменения насыпной плотности смеси, стандартом оценки для регулирования является соответствие скорости изменения насыпной плотности поправочному пороговому значению или ее не соответствие. В варианте осуществления поправочное пороговое значение может быть установлено равным 0.01, а другие значения могут быть установлены в соответствии с фактическими условиями использования, и это, в частности, не ограничивается вариантом осуществления.
[00414] S32, если скорость изменения насыпной плотности смеси превышает поправочное пороговое значение, определяется первая заданная стратегия регулирования коэффициента, и поправочный коэффициент воздухопроницаемости смеси корректируется на основе первой заданной стратегии регулирования коэффициента.
[00415] Когда скорость изменения насыпной плотности смеси больше, чем поправочное пороговое значение, поправочный коэффициент воздухопроницаемости смеси регулируется первой заданной стратегией регулирования коэффициента.
[00416] На фиг. 28 представлена схема стратегии регулирования поправочного коэффициента воздухопроницаемости смеси, предусмотренной вариантом осуществления настоящего изобретения. Ссылаясь на фиг. 28, первая стратегия настройки заданного коэффициента определяется, когда скорость изменения насыпной плотности смеси превышает 0.01, то есть поправочные коэффициенты воздухопроницаемости b0, b1, b2, b3 и b4 смеси соответственно корректируются в соответствии со стратегией b0=начальное значение-0.2, b1=начальное значение+0.03, b2=начальное значение+0.02, b3=начальное значение+0.02, b4=начальное значение+0.02.
[00417] Если рассчитанная скорость изменения насыпной плотности смеси все еще больше, чем поправочное пороговое значение в следующей процедуре определения, в процессе регулирования, принимая поправочный коэффициент воздухопроницаемости после предыдущего регулирования в качестве начального значения, поправочный коэффициент воздухопроницаемости в текущее время корректируется в соответствии с первой заданной стратегией регулирования коэффициента, например, b0i=b0i-1-0.2, b1i=b1i-1+0.03, b2i=b2i-1+0.02, b3i=b3i-1+0.02, b4i=b4i-1+0.02, где i - это текущая корректировка, a i-1 - предыдущая корректировка.
[00418] S33, если скорость изменения насыпной плотности смеси превышает поправочное пороговое значение, определяется вторая стратегия регулирования заданного коэффициента, и поправочный коэффициент воздухопроницаемости смеси корректируется на основе второй стратегии регулирования заданного коэффициента.
[00419] Когда скорость изменения насыпной плотности смеси меньше, чем поправочное пороговое значение, поправочный коэффициент воздухопроницаемости смеси регулируется второй заданной стратегией регулирования коэффициента. Ссылаясь на фиг. 28, когда скорость изменения насыпной плотности смеси меньше 0.01, определяется вторая стратегия регулирования заданного коэффициента, то есть в соответствии со стратегией b0=начальное значение+0.2, b1=начальное значение-0.03, b2=начальное значение-0.02, b3=начальное значение-0.02, b4=начальное значение-0.02, поправочные коэффициенты воздухопроницаемости b0, b1, b2, b3 и b4 смеси соответственно корректируются.
[00420] Если рассчитанная скорость изменения насыпной плотности смеси все еще меньше, чем поправочное пороговое значение в следующей процедуре определения, в процессе регулирования, принимая поправочный коэффициент воздухопроницаемости после предыдущего регулирования в качестве начального значения, поправочный коэффициент воздухопроницаемости в данное время корректируется в соответствии со второй заданной стратегией регулирования коэффициента, например, b0i=b0i-1+0.2, b1i=b1i-1-0.03, b2i=b2i-1-0.02, b3i=b3i-1-0.02, b4i=b4i-1-0.02, где i - это текущая корректировка, a i-1 - предыдущая корректировка.
[00421] Когда скорость изменения насыпной плотности смеси равна поправочному пороговому значению, это является нормальным состоянием, а именно, поправочный коэффициент воздухопроницаемости не нуждается в корректировке, и начальное значение поправочного коэффициента воздухопроницаемости используется для расчета воздухопроницаемости смеси.
[00422] S4, воздухопроницаемость смеси рассчитывается на основе скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы, и рассчитывается скорость изменения воздухопроницаемости смеси.
[00423] Воздухопроницаемость смеси связана с гранулометрическим составом смеси, так что воздухопроницаемость смеси может быть рассчитана с использованием скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы.
[00424] В частности, на основе скорректированных поправочных коэффициентов воздухопроницаемости смеси b0, b1 b2, b3 и b4, и гранулометрического состава (ω1, ω2, ω3, ω4) второй анализируемой пробы, воздухопроницаемость Р смеси рассчитывается по формуле Р=b0+[b1*ω1+b2*ω2+b3*ω3+b4*ω4]×100;
[00425] где ω1 доля гранулометрического состава с размером частиц <3 мм во второй анализируемой пробе, ω2 доля гранулометрического состава с размером частиц между 3 мм и 5 мм во второй анализируемой пробе, ω3 доля гранулометрического состава с размером частиц между 5 мм и 8 мм во второй анализируемой пробе, and ω4 доля гранулометрического состава с размером частиц >8 мм во второй анализируемой пробе; b0 - скорректированный первый поправочный коэффициент воздухопроницаемости, b1 - скорректированный второй поправочный коэффициент воздухопроницаемости, b2 - скорректированный третий поправочный коэффициент воздухопроницаемости, b3 - скорректированный четвертый поправочный коэффициент воздухопроницаемости, и b4 - скорректированный пятый поправочный коэффициент воздухопроницаемости.
[00426] Воздухопроницаемость смеси является ключевым параметром в процессе спекания, по которому можно определить, перегорела смесь или нет. Поэтому в процессе спекания, когда регулируются технологические параметры спекательной тележки для предотвращения явления пережога, скорость изменения воздухопроницаемости смеси может быть принята в качестве эталона для регулирования.
[00427] Фиг. 29 представляет собой блок-схему способа вычисления скорости изменения воздухопроницаемости смеси, предусмотренного вариантом осуществления настоящего изобретения. Ссылаясь на фиг. 29, в варианте осуществления рассчитывается скорость изменения воздухопроницаемости смеси, включая следующие этапы.
[00428] S41, получена воздухопроницаемость по меньшей мере одной смеси, определенной роботизированной системой в течение второго периода определения.
[00429] Для обеспечения точности скорости изменения воздухопроницаемости могут быть применены гранулометрический состав и насыпная плотность, полученные роботизированной системой во множестве процедур определения, и расчет может быть выполнен в соответствии с определенным множеством воздухопроницаемости, при этом одна процедура определения роботизированной системы соответствует одному значению содержания влаги, одному значению гранулометрического состава и одному значению насыпной плотности, чтобы можно было определить одну воздухопроницаемость смеси.
[00430] С этой целью может быть получена воздухопроницаемость смеси, соответствующая множеству процедур определения, выполняемых роботизированной системой в течение второго периода определения. Второй период определения относится к периоду, соответствующему процедуре определения, установленному до текущего момента, и может быть установлена на последние 2 часа. Например, если текущий момент определения равен 10:00, второй период определения может быть периодом между 8:00 и 10:00.
[00431] S42, при воздухопроницаемости смеси, соответствующей, по меньшей мере, одной процедуре определения, в качестве эффективной воздухопроницаемости выбирается воздухопроницаемость, соответствующая гранулометрическому составу и содержанию влаги в смеси, отвечающих требованиям по величине.
[00432] Во время второго периода определения содержание влаги, гранулометрический состав и насыпная плотность смеси, определенные роботизированной системой 4, могут не соответствовать норме, так что расчетная воздухопроницаемость смеси может отклоняться от нормы. Следовательно, для обеспечения точности регулирования технологических параметров спекательной тележки в процессе спекания и обеспечения возможности более точного расчета воздухопроницаемости смеси, в варианте осуществления, когда определяется скорость изменения воздухопроницаемости, значение воздухопроницаемости, которое обычно соответствует численному значению, необходимо выбрать во время второго периода определения, а именно для расчета выбирается эффективная воздухопроницаемость.
[00433] В варианте осуществления, когда выбрана эффективная воздухопроницаемость, в качестве стандарта выбора следует принимать гранулометрический состав и содержание влаги в смеси, соответствующие одному и тому же процессу определения, при этом требуется, чтобы требуемое значение гранулометрического состава составляло ω2>30%, ω3>30%, а требуемое значение содержания влаги составляло от 6.7% до 7.0%.
[00434] Во второй период определения существует множество значений воздухопроницаемости. Воздухопроницаемость каждой воздухопроницаемости, соответствующая гранулометрическому составу и содержанию влаги в смеси, отвечающей требованиям по величине, определяется как эффективная воздухопроницаемость, чтобы обеспечивалась точность скорости изменения воздухопроницаемости смеси, можно было точно регулировать технологические параметры в процессе спекания и избежать явления пережога.
[00435] S43, в соответствии с эффективной воздухопроницаемостью Pj, соответствующей каждой процедуре определения, среднее значение эффективной воздухопроницаемости Р0 рассчитывается по формуле; m - время определения, соответствующее гранулометрическому составу и содержанию влаги в смеси с учетом требований к значению в течение второго периода определения, и m ≤ n.
[00436] Определяется среднее значение эффективной воздухопроницаемости смеси в течение второго периода определения. Если воздухопроницаемость только трех процедур определения является эффективной воздухопроницаемостью во множестве определений, выполняемых роботизированной системой в течение второго периода определения, m может составлять 3, и среднее значение трех групп эффективных воздухопроницаемостей равно Р0=(Р1+Р2+Р3)/3, где Р1 является эффективной воздухопроницаемостью смеси, соответствующей первому эффективному определению, Р2 является эффективной воздухопроницаемостью смеси, соответствующей второму эффективному определению, и Р3 является эффективной воздухопроницаемостью смеси, соответствующей третьему эффективному определению.
[00437] S44, скорость изменения воздухопроницаемости β смеси рассчитывается по формуле β=(Pj-P0)/P0 на основе среднего значения эффективной воздухопроницаемости и воздухопроницаемости Pj смеси, соответствующей текущей процедуре определения.
[00438] Скорость изменения воздухопроницаемости смеси относится к скорости изменения между воздухопроницаемостью текущей процедуры определения и средним значением эффективной воздухопроницаемости нескольких последних эффективных процедур определения. В соответствии с приведенной выше формулой можно определить скорость изменения воздухопроницаемости смеси.
[00439] S5, модель интеллектуального управления процессом спекания управляется для выбора целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданной стратегии модели управления, и параметры процесса процедуры спекания корректируются, когда текущие технологические параметры процесса спекания не соответствуют требованиям.
[00440] После того, как роботизированная система 4 определит содержание влаги, гранулометрический состав, насыпную плотность и воздухопроницаемость смеси, результат определения отправляется в модель интеллектуального управления 5 процессом спекания, которая регулирует параметры процесса спекания на основе воздухопроницаемости.
[00441] Газопроницаемость является ключевым параметром в процессе спекания и определяет качество продукта спекания. Если смесь обладает хорошей воздухопроницаемостью в процессе спекания, можно обеспечить хорошее спекание и избежать явления пережога. Поэтому в варианте осуществления о том, является ли текущий процесс спекания нормальной или нет, можно судить по скорости изменения воздухопроницаемости смеси, и технологические параметры процесса спекания могут быть скорректированы вовремя, когда процесс спекания отклоняется от нормы, таким образом технологические параметры процесса спекания корректируются до параметров, требуемых для хорошего спекания, обеспечивается воздухопроницаемость смеси и предотвращается явление пережога.
[00442] На фиг. 30 представлена схема стратегии регулирования технологического параметра процесса спекания, предусмотренной вариантом осуществления настоящего изобретения. В соответствии со способом, предусмотренным в варианте осуществления, предложен способ интеллектуального управления процессом спекания с помощью модели интеллектуального управления 5 процессом спекания, основанной на регулировании воздухопроницаемости. С этой целью специально предлагается множество стратегий модели управления, включая, но не ограничиваясь стратегией управления, показанной на фиг. 30, для регулирования параметров процесса спекания, т.е. для регулирования толщины слоя материала, скорости вращения колеса и расхода воздуха спекательной тележки.
[00443] Настоящая стратегия модели управления, показанная на фиг. 30, может предложить способ регулирования технологического параметра для различных скоростей изменения воздухопроницаемости. Когда скорость изменения воздухопроницаемости смеси соответствует одной из заданных стратегий модели управления, и по крайней мере один параметр в текущих технологических параметрах процесса спекания не соответствует требованиям спекания, технологический параметр процесса спекания может быть скорректирован в соответствии со стратегией.
[00444] В частности, модель интеллектуального управления процессом спекания выбирает целевую стратегию управления, соответствующую скорости изменения воздухопроницаемости смеси в заданной стратегии модели управления, и технологические параметры процесса спекания корректируются, когда текущие технологические параметры процесса спекания не соответствуют требованиям, включая следующие этапы.
[00445] Этап 51, оценивается, соответствует ли скорость изменения воздухопроницаемости смеси диапазону пороговых значений регулирования.
[00446] Когда технологический параметр процесса спекания находится в нормальном диапазоне, соответствующая скорость изменения воздухопроницаемости смеси также находится в нормальном диапазоне. Если технологический параметр процесса спекания отклоняется от нормы, скорость изменения воздухопроницаемости смеси также отклоняется от нормы, и в это время необходимо скорректировать технологический параметр.
[00447] Поэтому, чтобы точно определить, необходимо ли регулировать технологический параметр процесса спекания, модель интеллектуального управления 5 процессом спекания должна решить, находится ли скорость изменения воздухопроницаемости смеси в пределах нормального диапазона, т.е. соответствует ли диапазону регулирования пороговых значений. В варианте осуществления диапазон регулирования пороговых значений составляет -5%~5%.
[00448] Этап 52, если скорость изменения воздухопроницаемости смеси больше или равна верхнему предельному значению диапазона регулирования пороговых значений, получается текущий технологический параметр процесса спекания, в котором технологический параметр включает толщину слоя материала, скорость вращения колеса и расход воздуха спекательной тележки в процессе спекания.
[00449] Если скорость изменения воздухопроницаемости смеси превышает верхнее предельное значение диапазона регулирования пороговых значений, а именно β=(Pj-Р0)/Р0≥5%, это указывает на то, что изменение воздухопроницаемости текущей смеси велико. Чем тоньше толщина слоя материала, тем лучше воздухопроницаемость; чем толще толщина слоя материала, тем хуже воздухопроницаемость. Таким образом, когда β≥5%, это может указывать на то, что воздухопроницаемость смеси в текущей процедуре определения имеет тенденцию к увеличению.
[00450] В процессе спекания причиной, вызывающей увеличение воздухопроницаемости смеси, может быть уменьшение толщины слоя материала, низкая скорость вращения колеса или большой расход воздуха спекательной тележки. Поэтому, чтобы точно определить, какой из параметров процесса отклоняется от нормы, необходимо получить текущие параметры процесса спекания, а именно толщину слоя материала, скорость вращения колеса и расход воздуха спекательной тележки.
[00451] В варианте осуществления толщина слоя материала спекательной тележки обычно составляет от 780 мм до 850 мм, скорость вращения колеса обычно составляет от 2.2 м/мин до 2.6 м/мин, а расход воздуха обычно составляет от 13000 м3/мин до 13500 м3/мин.
[00452] Этап 53, если текущая толщина слоя материала спекательной тележки меньше максимального значения заданной толщины слоя материала, в стратегиях заданной модели управления выбирается первая целевая стратегия управления; и на основе первой целевой стратегии управления увеличивается текущая толщина слоя материала в процессе спекания, и контролируются текущая скорость вращения колеса и текущий расход воздуха в процессе спекания, чтобы оставались неизменными.
[00453] В первом случае сначала оценивается, достигает ли текущая толщина слоя материала спекательной тележки нормальной толщины слоя материала или нет, а именно, достигает ли максимального значения заданной толщины слоя материала или нет. Если текущая толщина слоя материала спекательной тележки меньше максимального значения заданной толщины слоя материала, это указывает на то, что текущая толщина слоя материала уменьшена, и толщину слоя материала необходимо улучшить. Поэтому модель интеллектуального управления 5 процессом спекания может выбрать первую целевую стратегию управления в заданных стратегиях модели управления, показанных на фиг. 30.
[00454] Первая стратегия целевого управления включает: СН_SET=CH_SET+10 мм, Speed_SET не изменяется, Q_SET не изменяется.
[00455] В варианте осуществления, если в процессе спекания текущая толщина слоя материала СН<CHmax=850 мм, толщина слоя материала СН спекательной тележки увеличивается в соответствии со стратегией "СН_SET=CH_SET+10 мм", и текущая скорость Speed вращения колеса спекательной тележки регулируется как неизменная в соответствии со стратегией "не изменяющийся Speed_SET", и текущий расход воздуха Q спекательной тележки регулируется как неизменный в соответствии со стратегией "не изменяющийся Q_SET".
[00456] Этап 54, если текущая толщина слоя материала спекательной тележки равна максимальному значению заданной толщины слоя материала, а текущая скорость вращения колеса меньше максимального значения заданной скорости вращения колеса, в стратегиях заданной модели управления выбирается вторая целевая стратегия управления; на основе второй целевой стратегии управления текущая скорость вращения колеса в процессе спекания увеличивается, и текущий расход воздуха в процессе спекания регулируется без изменений.
[00457] Во втором случае, если текущая толщина слоя материала спекательной тележки соответствует требованиям по толщине, необходимо дополнительно оценить, соответствует ли текущая скорость вращения колеса нормальной скорости или нет, а именно, достигнуто ли максимальное значение заданной скорости вращения колеса. Если текущая толщина слоя материала спекательной тележки равна максимальному значению заданной толщины слоя материала, а текущая скорость вращения колеса меньше максимального значения заданной скорости вращения колеса, это указывает на то, что текущая скорость продвижения спекательной тележки слишком мала, что легко вызывает явление пережога, и необходимо увеличить вовремя скорость вращения колеса. Поэтому модель интеллектуального управления 5 процессом спекания может выбрать вторую целевую стратегию управления в заданных стратегиях модели управления, показанных на фиг. 30.
[00458] Вторая стратегия целевого управления включает: Speed_SET=Speed_SET+0,1 м/мин, и Q_SET не изменяется.
[00459] В варианте осуществления, если в процессе спекания текущая толщина слоя материала СН=CHmax=850 мм, когда текущая скорость вращения колеса Speed<Speedmax=2.6 м/мин, текущая скорость вращения колеса спекательной тележки улучшается в соответствии со стратегией "Speed_SET=Speed_SET+0.1 м/мин", и текущий расход воздуха Q спекательной тележки регулируется таким образом, чтобы он оставался неизменным в соответствии со стратегией "не изменяющийся Q_SET".
[00460] Этап 55, если текущая толщина слоя материала спекательной тележки равна максимальному значению заданной толщины слоя материала, а текущая скорость вращения колеса равна максимальному значению заданной скорости вращения колеса, и когда текущий расход воздуха больше наименьшего значения заданного расхода воздуха, в стратегиях модели заданного управления выбирается третья целевая стратегия управления; на основе третьей целевой стратегии управления текущий расход воздуха в процессе спекания уменьшается.
[00461] В третьем случае, если текущая толщина слоя материала спекательной тележки соответствует требованиям по толщине, а текущая скорость вращения колеса также соответствует требованиям по скорости, необходимо дополнительно оценить, соответствует ли текущий расход воздуха нормальному расходу воздуха или нет, а именно, достигнуто ли наименьшее значение заданного расхода воздуха. Если текущая толщина слоя материала спекательной тележки равна максимальному значению заданной толщины слоя материала, текущая скорость вращения колеса равна максимальному значению заданной скорости вращения колеса, а текущий расход воздуха больше наименьшего значения заданного расхода воздуха, это указывает на то, что расход воздуха текущей спекательной тележки слишком велик, так что воздухопроницаемость смеси увеличивается, и в это время необходимо уменьшить расход воздуха. Таким образом, модель интеллектуального управления 5 процессом спекания может выбрать третью целевую стратегию управления в заданных стратегиях модели управления, показанных на фиг. 30.
[00462] Третья стратегия целевого контроля включает в себя: Q_SET=Q_SET-200 м3/мин.
[00463] В варианте осуществления, если в процессе спекания текущая толщина слоя материала СН=CHmax=850 мм, текущая скорость вращения колеса Speed=Speedmax=2.6 м/мин, и когда текущий расход воздуха Q>Qmin=13000 м3/мин, текущий расход воздуха Q спекательной тележки уменьшается в соответствии со стратегией "Q_SET=Q_SET-200 м3/мин".
[00464] Вышеупомянутые три случая представляют собой методы, предложенные моделью интеллектуального управления 5 процессом спекания для регулирования технологических параметров, когда скорость изменения воздухопроницаемости смеси превышает верхнее предельное значение диапазона регулирования пороговых значений. В частности, когда определенный технологический параметр не соответствует обычно требуемому значению, с точностью настраивается соответствующий параметр. Можно заметить, что метод может независимо регулировать определенный технологический параметр, отклоняющийся от нормы, без синхронного регулирования всех технологических параметров в процессе спекания, осуществлять точную настройку технологического параметра в процессе спекания и иметь более высокую точность регулирования.
[00465] Этап 56, четвертая целевая стратегия управления выбирается в заданных стратегиях модели управления, если скорость изменения воздухопроницаемости смеси находится в пределах диапазона регулирования пороговых значений; на основе четвертой целевой стратегии управления текущая толщина слоя материала и текущая скорость вращения колеса в процессе спекания контролируются таким образом, чтобы оставались неизменными, и текущий расход воздуха в процессе спекания регулируется в соответствии с моделью прогнозирования конечной точки прожога.
[00466] Если скорость изменения воздухопроницаемости смеси находится в пределах диапазона регулирования пороговых значений, а именно -5%<β=(Pj-P0)/P0<5%, это указывает на то, что воздухопроницаемость текущей смеси является нормальной. В это время технологические параметры спекательной тележки имеют нормальные значения без каких-либо аномальных условий, и модель интеллектуального управления 5 процессом спекания не требует выполнения операции регулирования.
[00467] Однако, поскольку воздухопроницаемость может определять конечную точку процесса спекания, то есть, завершен ли процесс спекания или нет, расход воздуха спекательной тележки необходимо регулировать в соответствии с моделью прогнозирования конечной точки прожога в процессе спекания, а именно, вне зависимости от того, завершает ли спекательная тележка процесс спекания смеси или нет, оценивается в соответствии с определенным положением конечной точки прожога, таким образом контролируется конечная точка процесса спекания.
[00468] В настоящее время процедура регулирования, основанная на модели прогнозирования конечной точки прожога, устанавливает температурное поле воздушного потока в соответствии с температурой отработанных газов, полученной в процессе спекания, оценивает и прогнозирует текущее положение конечной точки прожога, а именно положение конечной точки прожога, а затем повторно определяет новый расход воздуха, принимая скорость вращения колеса, воздухопроницаемость и толщину слоя материала при нормальных условиях спекания в качестве эталонов. Воздушный сильфон реализует подачу воздуха в спекательную тележку, управление воздушным сильфоном заключается в осуществлении управления расходом воздуха спекательной тележки.
[00469] Расход воздуха уточняется, и процесс регулирования текущего расхода воздуха спекательной тележки в соответствии с новым расходом воздуха является обычной процедурой управления расходом воздуха в процессе спекания, а не процессом регулирования отклонения технологического параметра процесса спекания от нормы.
[00470] Этап 57, если скорость изменения воздухопроницаемости смеси меньше или равна нижнему предельному значению диапазона регулирования пороговых значений, в стратегиях заданной модели управления выбирается пятая целевая стратегия управления, когда текущий расход воздуха спекательной тележки меньше максимального значения заданного расхода воздуха; на основе пятой целевой стратегии управления текущий расход воздуха в процессе спекания увеличивается, и текущая толщина слоя материала и текущая скорость вращения колеса в процессе спекания контролируются таким образом, чтобы они оставались неизменными.
[00471] Если скорость изменения воздухопроницаемости смеси не превышает нижнего предельного значения диапазона регулирования пороговых значений, а именно β=(Pj-Р0)/Р0≤-5%, это указывает на то, что изменение воздухопроницаемости текущей смеси невелико и имеет тенденцию к уменьшению. В процессе спекания причиной, вызывающей уменьшение воздухопроницаемости смеси, может быть увеличивающаяся толщина слоя материала, высокая скорость вращения колеса или небольшой расход воздуха спекательной тележки.
[00472] В первом случае сначала оценивается, соответствует ли текущий расход воздуха спекательной тележки нормальному расходу воздуха или нет, а именно, достигнуто ли максимальное значение заданного расхода воздуха или нет.Если текущий расход воздуха спекательной тележки меньше максимального значения заданного расхода воздуха, это указывает на то, что текущий расход воздуха маленький, в результате чего увеличивается толщина слоя материала, и необходимо улучшить расход воздуха. Следовательно, модель интеллектуального управления 5 процессом спекания может выбрать пятую целевую стратегию управления в заданных стратегиях модели управления, показанных на фиг. 30.
[00473] Пятая стратегия целевого управления включает: CH_SET не изменяется, Speed_SET не изменяется, и Q_SET=Q_SET+200 м3/мин.
[00474] В варианте осуществления, если в процессе спекания, когда текущий расход воздуха Q<Qmax=13500 м3/ч, текущая толщина слоя материала СН спекательной тележки регулируется таким образом, чтобы оставалась неизменной в соответствии со стратегией "не изменяющийся СН_SET", и текущая скорость вращения колеса Speed спекательной тележки регулируется таким образом, чтобы оставалась неизменной в соответствии со стратегией "не изменяющийся Speed_SET", а текущий расход воздуха Q спекательной тележки регулируется для увеличения в соответствии со стратегией "Q_SET=Q_SET+200 м3/мин".
[00475] Этап 58, если текущая толщина слоя материала спекательной тележки превышает максимальное значение заданной толщины слоя материала, и когда текущий расход воздуха равен максимальному значению заданного расхода воздуха, в стратегиях заданной модели управления выбирается шестая целевая стратегия управления; на основе шестой целевой стратегии управления текущая толщина слоя материала в процессе спекания уменьшается, и текущая скорость вращения колеса в процессе спекания регулируется таким образом, чтобы оставалась неизменной.
[00476] Во втором случае, если текущий расход воздуха спекательной тележки соответствует требованию к количеству воздуха, необходимо дополнительно оценить, соответствует ли текущая толщина слоя материала требованиям к нормальной толщине или нет, а именно, достигнуто ли наименьшее значение заданной толщины слоя материала. Если текущий расход воздуха спекательной тележки равен максимальному значению заданного расхода воздуха, а текущая толщина слоя материала спекательной тележки превышает наименьшее значение заданной толщины слоя материала, это указывает на то, что текущая толщина слоя материала увеличивается, и толщину слоя материала необходимо уменьшить. Следовательно, модель интеллектуального управления 5 процессом спекания может выбрать шестую целевую стратегию управления в заданных стратегиях модели управления, показанных на фиг. 30.
[00477] Шестая стратегия управления целями включает: CH_SET=CH_SET-10 мм, и Speed_SET не изменяется.
[00478] В варианте осуществления, если в процессе спекания текущий расход воздуха Q=Qmax=13500 м3/мин, и когда текущая толщина слоя материала СН>CHmin=780 мм, толщина слоя материала СН спекательной тележки уменьшается в соответствии со стратегией "CH_SET=CH_SET-10 мм", и текущая скорость вращения колеса Speed спекательной тележки регулируется таким образом, чтобы оставаться неизменной в соответствии со стратегией "не изменяющийся Speed_SET".
[00479] Этап 59, седьмая стратегия целевого управления выбирается в стратегиях модели заданного управления, когда текущая толщина слоя материала спекательной тележки равна наименьшему значению заданной толщины слоя материала, когда текущий расход воздуха равен максимальному значению заданного расхода воздуха и когда текущая скорость вращения колеса больше наименьшего значения заданной скорости вращения колеса; и на основе седьмой стратегии целевого управления текущая скорость вращения колеса в процессе спекания уменьшается.
[00480] В третьем случае, если текущая толщина слоя материала спекательной тележки соответствует требованиям по толщине, и текущий расход воздуха подтверждает нормальное количество воздуха, необходимо дополнительно оценить, соответствует ли текущая скорость вращения колеса требованиям по скорости или нет, а именно, достигнуто ли минимальное значение заданной скорости вращения колеса. Если текущая толщина слоя материала спекательной тележки равна наименьшему значению заданной толщины слоя материала, когда текущий расход воздуха равен максимальному значению заданного количества воздуха и когда текущая скорость вращения колеса превышает наименьшее значение заданной скорости вращения колеса, это указывает на то, что текущая скорость движения спекательной тележки слишком высока, оптимальное состояние спекания не достигнуто, и скорость вращения колеса необходимо уменьшить. Поэтому модель интеллектуального управления 5 процессом спекания может выбрать седьмую целевую стратегию управления в заданных стратегиях модели управления, показанных на фиг. 30.
[00481] Седьмая стратегия управления целями включает: Speed_SET=Speed_SET-0.1 м/мин.
[00482] В варианте осуществления, если в процессе спекания текущая толщина слоя материала СН=CHmax=850 мм, и когда текущий расход воздуха Q=Qmax=13500 м3/мин, и когда текущая скорость вращения Speed>Speedmin=2.2 м/мин, текущая скорость вращения колеса тележки для спекания уменьшается в соответствии со стратегией "Speed_SET=Speed_SET-0.1 м/мин".
[00483] Вышеупомянутые три случая, предложенные в варианте осуществления, представляют собой методы, предложенные моделью интеллектуального управления 5 процессом спекания для регулирования технологических параметров, когда скорость изменения воздухопроницаемости смеси не превышает нижнего предельного значения диапазона регулирования пороговых значений. В частности, когда определенный технологический параметр не соответствует обычно требуемому значению, с точностью настраивается соответствующий параметр. Можно заметить, что метод может независимо регулировать отклонение определенного технологического параметра от нормы без синхронного регулирования всех технологических параметров в процессе спекания, осуществлять точную настройку технологического параметра в процессе спекания и иметь более высокую точность регулирования.
[00484] Когда роботизированная система 4 выполняет определение содержания влаги, гранулометрического состава и насыпной плотности смеси, для определения содержания влаги и гранулометрического состава задается диапазон нормальных значений. Если определенное содержание влаги превышает диапазон пороговых значений диагностируемой влажности или гранулометрический состав превышает пороговое значение диагностируемого гранулометрического состава, это указывает на то, что текущий процесс определения отклоняется от нормы. Следовательно, роботизированная система 4 должна иметь функцию самодиагностики, более конкретно, метод самодиагностики включает в себя следующие этапы.
[00485] Этап 61, решается, превышает ли содержание влаги в первой анализируемой пробе пороговое значение диагностируемой влажности и превышает ли гранулометрический состав, соответствующий третьему заданному диапазону размеров частиц во второй анализируемой пробе, пороговое значение диагностируемого гранулометрического состава.
[00486] Этап 62, если содержание влаги в первой анализируемой пробе превышает пороговое значение диагностируемой влажности или гранулометрический состав, соответствующий третьему заданному диапазону размеров частиц, не превышает порогового значения диагностируемого гранулометрического состава, определяется, что текущая процедура определения влажности и гранулометрического состава отклоняется от нормы, и данные определения сбрасываются.
[00487] В варианте осуществления пороговое значение диагностики влажности установлено равным 15%, и показателем для определения гранулометрического состава является в основном гранулометрический состав ω3, соответствующий четвертому заданному диапазону размеров частиц, а пороговое значение диагностики гранулометрического состава установлено равным 50%.
[00488] Если содержание влаги в первой анализируемой пробе М1>15% или гранулометрический состав, соответствующий третьему заданному диапазону размеров частиц, ω3<50%, определяется, что текущая процедура определения влажности и гранулометрического состава отклоняется от нормы, и данные определения сбрасываются.
[00489] Другие методы диагностики дополнительно включают следующие этапы:
[00490] этап 71, получение содержания влаги в первой анализируемой пробе, соответствующего указанной процедуре определения, и содержания влаги в первой анализируемой пробе, соответствующей предыдущей процедуре определения;
[00491] этап 72, вычисление скорости изменения содержания влаги в первой анализируемой пробе в двух процедурах определения; и
[00492] этап 73, определение того, что текущий процесс определения влажности отклоняется от нормы, и исключение данных определения, если скорость изменения превышает пороговое значение изменения.
[00493] В варианте осуществления диагностируются результаты определения содержания воды в двух определениях, предыдущем и последующем. Если скорость изменения содержания воды, соответствующая двум процедурам определения, предыдущей и последующей, превышает 20%, определяется, что текущий процесс определения содержания воды отклоняется от нормы, и данные определения сбрасываются.
[00494] В соответствии с вышеуказанной технологической схемой и роботизированной системой определения воздухопроницаемости и способом и системой управления процессом спекания, предусмотренными в варианте осуществления изобретения, роботизированная система настроена для определения содержания влаги, определения гранулометрического состава частиц и определения насыпной плотности в первой анализируемой пробе и второй анализируемой пробе, определения содержания влаги и насыпной плотности первой анализируемой пробы и определения гранулометрического состава и насыпной плотности второй анализируемой пробы; и вычисления скорости изменения насыпной плотности смеси в соответствии с насыпными плотностями двух анализируемых проб. Поправочный коэффициент воздухопроницаемости смеси корректируется в соответствии со скоростью изменения насыпной плотности смеси и соответствующей заданной стратегией регулирования коэффициента, и рассчитываются воздухопроницаемость и скорость изменения воздухопроницаемости смеси. Модель интеллектуального управления процессом спекания настроена для выбора целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления. Если текущий технологический параметр процесса спекания не соответствует требованиям, технологический параметр процесса спекания корректируется. Можно заметить, что в соответствии со способом, предусмотренным изобретением, воздухопроницаемость смеси может быть определена в соответствии с содержанием влаги, параметром гранулометрического состава и насыпной плотностью смеси, определенными роботом, и отклонение определенного технологического параметра от нормы в процессе спекания может быть независимо отрегулировано путем использования воздухопроницаемости в качестве эталона без синхронного регулирования всех технологических параметров в процессе спекания, так что точное регулирование технологического параметра процесса спекания осуществляется независимо, точность регулирования выше, исключается явление пережога в процессе спекания и обеспечивается качество спеченного продукта.
[00495] В конкретной реализации настоящее изобретение также обеспечивает компьютерный носитель информации. На компьютерном носителе информации может храниться программа, которая при исполнении может включать некоторые или все этапы в различных вариантах осуществления способа управления процессом спекания на основе роботизированной системы определения воздухопроницаемости, предусмотренной настоящим изобретением. Носителем информации может быть дискета, оптический диск, постоянное запоминающее устройство (ПЗУ) или оперативная память (ОЗУ) и т.д.
[00496] Специалистам в данной области будет очевидно, что методы воплощения настоящего изобретения могут быть реализованы в программном обеспечении на необходимой аппаратной платформе общего назначения. Исходя из этого понимания, технологическая схема в вариантах осуществления настоящего изобретения по существу или в иных ее частях, которые вносят вклад в уровень техники, может быть воплощена в виде программного продукта. Компьютерный программный продукт может храниться на носителе информации, таком как ПЗУ/ОЗУ, дискета, оптический диск и т.д., включая несколько инструкций для того, чтобы компьютерное оборудование (которое может быть персональным компьютером, сервером или сетевым оборудованием и т.д.) выполняло способы, описанные в различных вариантах осуществления или частях вариантов осуществления настоящего изобретения.
[00497] Вышеупомянутые предпочтительные варианты осуществления настоящего изобретения не являются ограничением сферы применения настоящего изобретения.
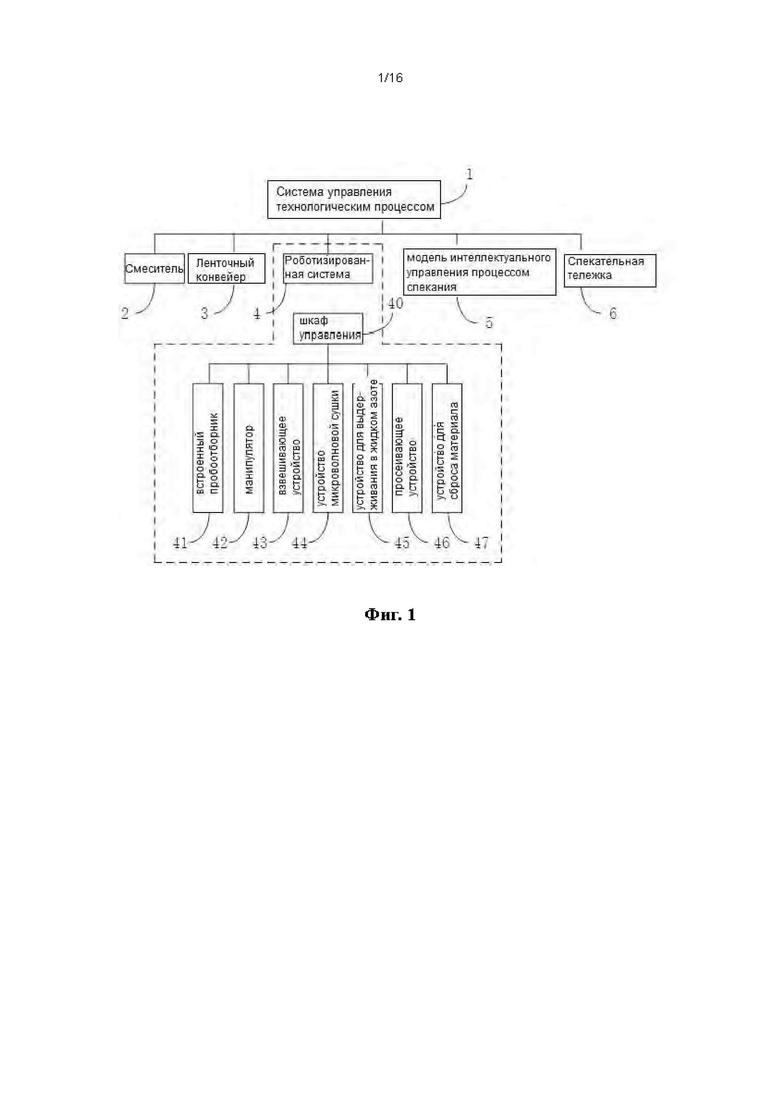

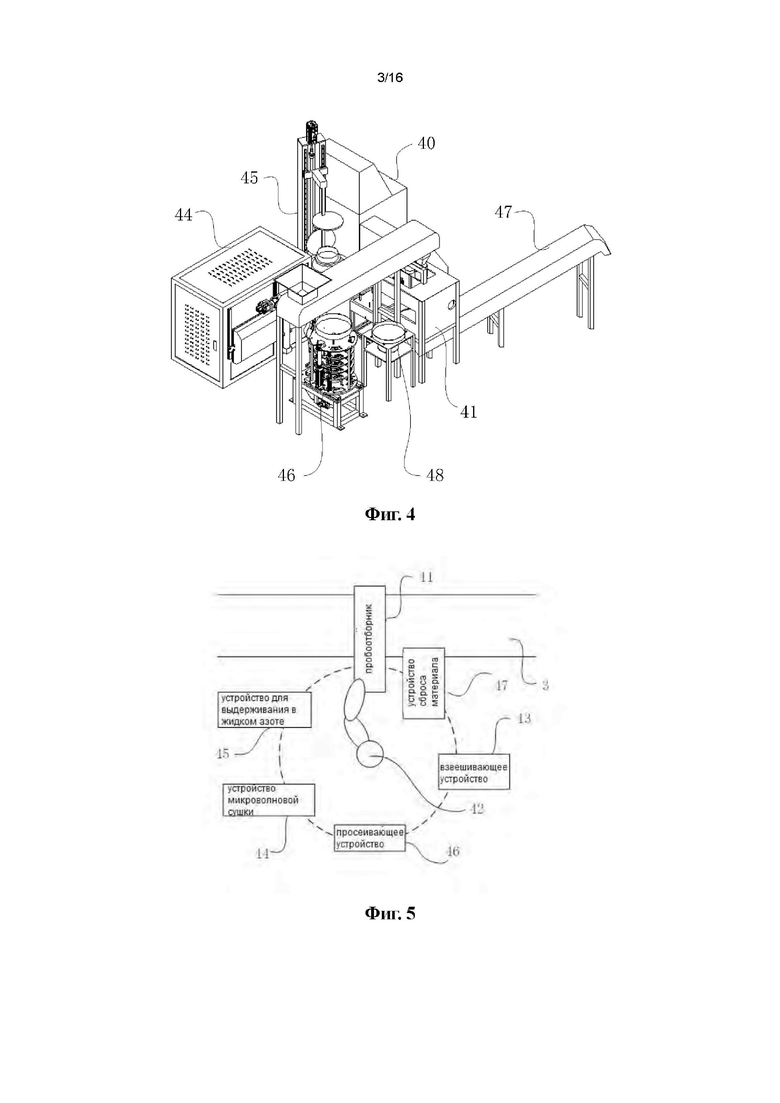





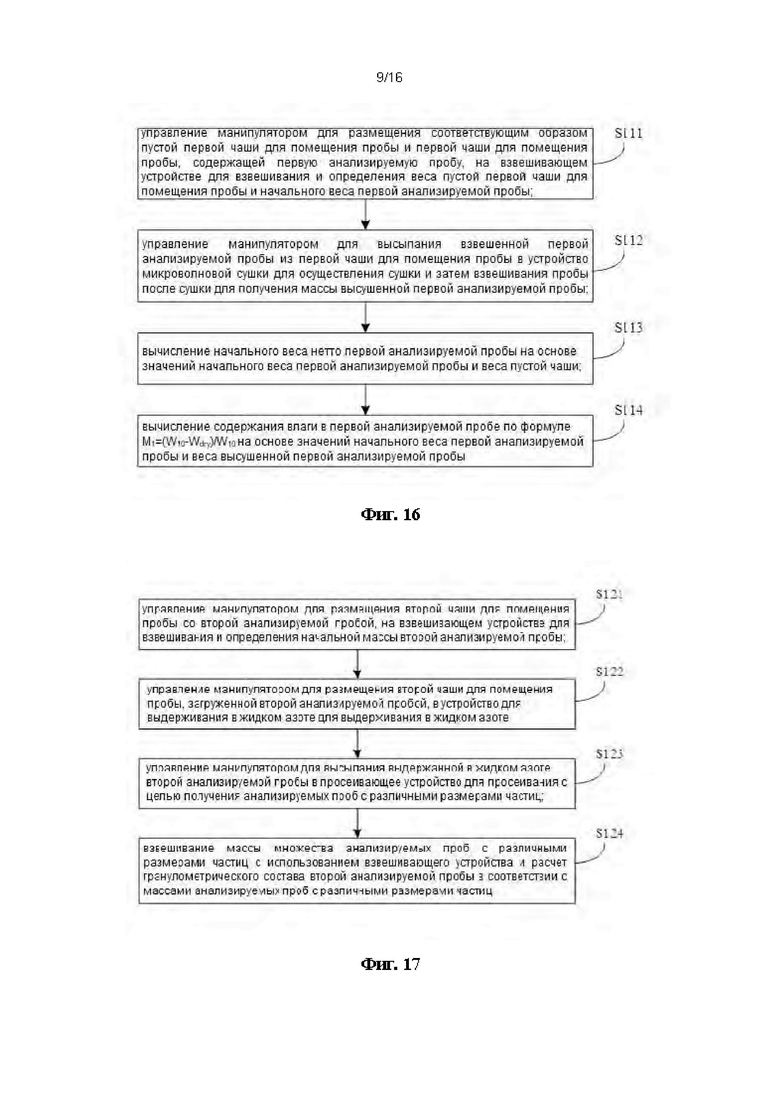







Использование: для определения воздухопроницаемости, а также для управления процессом спекания. Сущность изобретения заключается в том, что роботизированная система выполняет определение содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы, а также расчет скорости изменения насыпной плотности смеси. Поправочный коэффициент воздухопроницаемости смеси регулируется в соответствии со скоростью изменения насыпной плотности смеси и соответствующей заданной стратегией регулирования коэффициента, а также рассчитываются воздухопроницаемость и скорость изменения воздухопроницаемости смеси. Модель интеллектуального управления процессом спекания управляется для выбора целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси, и технологический параметр процесса спекания регулируется, когда текущий технологический параметр процесса спекания не соответствует требованиям. Способ и система по настоящему изобретению позволяют определить воздухопроницаемость смеси. Технический результат: обеспечение возможности получения высокого качества спеченного продукта. 3 н. и 29 з.п. ф-лы, 30 ил.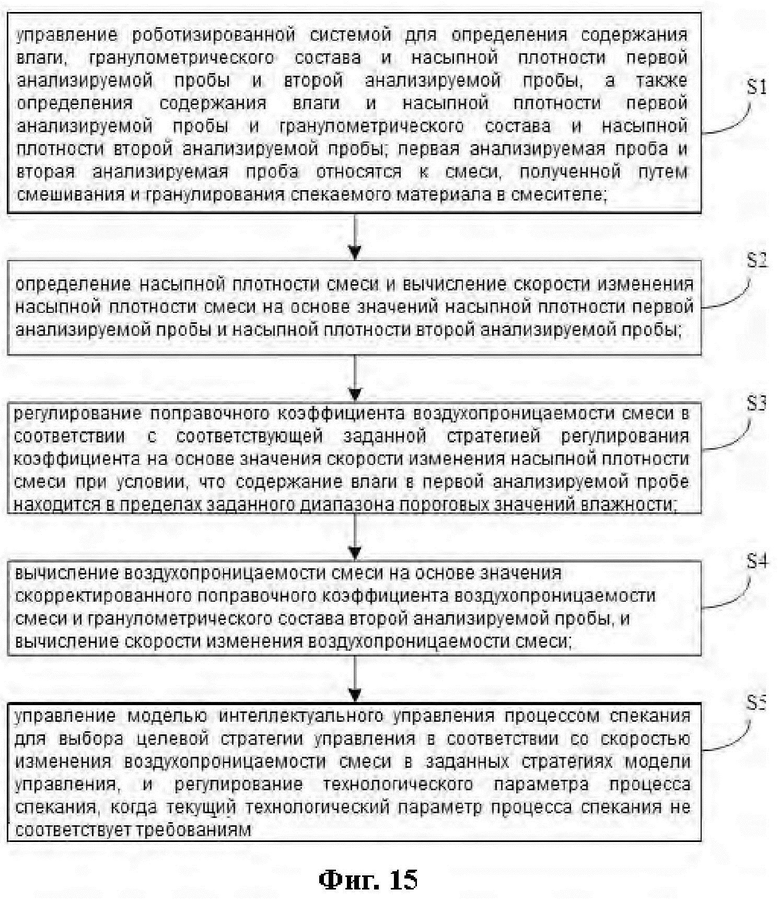
1. Способ управления процессом спекания на основе роботизированной системы определения воздухопроницаемости, включающий следующие этапы:
управление роботизированной системой для определения содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы, а также определения содержания влаги и насыпной плотности первой анализируемой пробы и гранулометрического состава и насыпной плотности второй анализируемой пробы; первая анализируемая проба и вторая анализируемая проба относятся к смеси, полученной путем смешивания и гранулирования спекаемого материала в смесителе;
определение насыпной плотности смеси и вычисление скорости изменения насыпной плотности смеси на основе значений насыпной плотности первой анализируемой пробы и насыпной плотности второй анализируемой пробы;
регулирование поправочного коэффициента воздухопроницаемости смеси в соответствии с соответствующей заданной стратегией регулирования коэффициента на основе значения скорости изменения насыпной плотности смеси при условии, что содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности;
вычисление воздухопроницаемости смеси на основе значения скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы, и вычисление скорости изменения воздухопроницаемости смеси; а также
управление моделью интеллектуального управления процессом спекания для выбора целевой стратегии управления в соответствии со скоростью изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям.
2. Способ по п. 1, отличающийся тем, что первая анализируемая проба содержится в первой чаше для помещения пробы, а вторая анализируемая проба содержится во второй чаше для помещения пробы; и управление роботизированной системой для определения насыпной плотности первой анализируемой пробы и второй анализируемой пробы включает: управление взвешивающим устройством в роботизированной системе для взвешивания первой анализируемой пробы в первой чаше для помещения пробы и взвешивания второй анализируемой пробы во второй чаше для помещения пробы для определения начального веса нетто W10 первой анализируемой пробы и начального веса нетто W20 второй анализируемой пробы;
определение объема V1 первой чаши для помещения пробы и объема V2 второй чаши для помещения пробы;
определение насыпной плотности p1 первой анализируемой пробы на основе значений объема V1 первой чаши для помещения пробы и начального веса нетто W10 первой анализируемой пробы согласно формуле p1=W10/V1; а также
определение насыпной плотности р2 второй анализируемой пробы на основе значений объема V2 второй чаши для помещения пробы и начального веса нетто W20 второй анализируемой пробы согласно формуле p2=W20/V2.
3. Способ по п. 1, отличающийся тем, что определение насыпной плотности смеси на основе значений насыпной плотности первой анализируемой пробы и насыпной плотности второй анализируемой пробы включает:
вычисление насыпной плотности смеси по формуле Px=K1×p1+(1-K1)×p2;
где Рх - насыпная плотность смеси, p1 - насыпная плотность первой анализируемой пробы, р2 - насыпная плотность второй анализируемой пробы, a K1 - коэффициент с диапазоном значений 0,4-0,6.
4. Способ по п. 1, отличающийся тем, что расчет скорости изменения насыпной плотности смеси включает:
определение насыпной плотности, по меньшей мере, одной смеси, роботизированной системой в течение первого периода определения;
вычисление средней насыпной плотности Рх0 смеси в течение первого периода определения по формуле  на основе значения насыпной плотности Pxi смеси, соответствующего каждой процедуре определения; n - количество определений в течение первого периода определения; а также
на основе значения насыпной плотности Pxi смеси, соответствующего каждой процедуре определения; n - количество определений в течение первого периода определения; а также
вычисление скорости изменения λ насыпной плотности смеси по формуле λ=(Pxi-Px0)/Px0 на основе значений средней насыпной плотности смеси и насыпной плотности Pxi смеси, соответствующей текущей процедуре определения.
5. Способ по п. 1, отличающийся тем, что регулирование поправочного коэффициента воздухопроницаемости смеси согласно соответствующей заданной стратегии регулирования коэффициента на основе значения скорости изменения насыпной плотности смеси включает:
определение того, соответствует ли скорость изменения насыпной плотности смеси поправочному пороговому значению;
определение первой заданной стратегии регулирования коэффициента и регулирование поправочного коэффициента воздухопроницаемости смеси на основе первой заданной стратегии регулирования коэффициента, если скорость изменения насыпной плотности смеси больше, чем поправочное пороговое значение; а также
определение второй заданной стратегии регулирования коэффициента и регулирование поправочного коэффициента воздухопроницаемости смеси на основе второй заданной стратегии регулирования коэффициента, если скорость изменения насыпной плотности смеси меньше, чем поправочное пороговое значение.
6. Способ по п. 1, отличающийся тем, что расчет воздухопроницаемости смеси на основе скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы включает:
расчет воздухопроницаемости Р смеси по формуле Р=b0+[b1*ω1+b2*ω2+b3*ω3+b4*ω4]×100 на основе скорректированных поправочных коэффициентов воздухопроницаемости смеси b0, b1, b2, b3 и b4 и гранулометрического состава (ω1, ω2, ω3, ω4) второй анализируемой пробы; где ω1 - доля гранулометрического состава с размером частиц менее 3 мм второй анализируемой пробы, ω2 - доля гранулометрического состава с размером частиц 3-5 мм второй анализируемой пробы, ω3 - доля гранулометрического состава с размером частиц от 5 мм до 8 мм второй анализируемой пробы, а ω4 - доля гранулометрического состава с размером частиц более 8 мм второй анализируемой пробы; b0 - скорректированный первый поправочный коэффициент воздухопроницаемости, b1 - скорректированный второй поправочный коэффициент воздухопроницаемости, b2 - скорректированный третий поправочный коэффициент воздухопроницаемости, b3 - скорректированный четвертый поправочный коэффициент воздухопроницаемости, и b4 - скорректированный пятый поправочный коэффициент воздухопроницаемости.
7. Способ по п. 1, отличающийся тем, что расчет скорости изменения воздухопроницаемости смеси включает:
определение воздухопроницаемости, по меньшей мере, одной смеси, роботизированной системой, в течение второго периода определения;
выбор значения воздухопроницаемости, соответствующего гранулометрическому составу и содержанию влаги в смеси, позволяющего достичь эффективной воздухопроницаемости смеси, соответствующей, по меньшей мере, одной процедуре определения;
вычисление среднего значения эффективной воздухопроницаемости Р0 по формуле  на основе значения эффективной воздухопроницаемости Pj, соответствующей каждой процедуре определения; где m - время определения, соответствующее гранулометрическому составу и содержанию влаги в смеси в соответствии с требованием значения в пределах второго периода определения; а также вычисление скорости изменения воздухопроницаемости β смеси по формуле β=(Pj-P0)/P0 на основе среднего значения эффективной воздухопроницаемости Р0 и значения воздухопроницаемости смеси Pj, соответствующего текущей процедуре определения.
на основе значения эффективной воздухопроницаемости Pj, соответствующей каждой процедуре определения; где m - время определения, соответствующее гранулометрическому составу и содержанию влаги в смеси в соответствии с требованием значения в пределах второго периода определения; а также вычисление скорости изменения воздухопроницаемости β смеси по формуле β=(Pj-P0)/P0 на основе среднего значения эффективной воздухопроницаемости Р0 и значения воздухопроницаемости смеси Pj, соответствующего текущей процедуре определения.
8. Способ по п. 1, отличающийся тем, что выбор целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям, включает:
определение того, соответствует ли скорость изменения воздухопроницаемости смеси диапазону регулировки пороговых значений;
определение значения текущего технологического параметра процесса спекания, если скорость изменения воздухопроницаемости смеси больше или равна верхнему предельному значению диапазона регулировки пороговых значений, при этом технологический параметр включает в себя толщину слоя материала, скорость вращения колеса и расход воздуха спекательной тележки в процессе спекания;
выбор первой целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки меньше максимального заданного значения толщины слоя материала; и увеличение текущей толщины слоя материала в процессе спекания и поддержание текущей скорости вращения колеса и текущего расхода воздуха в процессе спекания постоянными согласно первой целевой стратегии управления; или
выбор второй целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки равна максимальному заданному значению толщины слоя материала, а текущая скорость вращения колеса меньше максимального заданного значения скорости вращения колеса; и увеличение текущей скорости вращения колеса в процессе спекания и поддержание текущего расхода воздуха в процессе спекания постоянным согласно второй целевой стратегии управления;
или
выбор третьей целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки равна максимальному заданному значению толщины слоя материала, текущая скорость вращения колеса равна максимальному заданному значению скорости вращения колеса, а текущий расход воздуха больше минимального заданного значения расхода воздуха; и уменьшение текущего расхода воздуха в процессе спекания согласно третьей целевой стратегии управления.
9. Способ по п. 8, отличающийся тем, что выбор целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям, включает:
выбор четвертой целевой стратегии управления в заданных стратегиях модели управления, если скорость изменения воздухопроницаемости смеси находится в пределах диапазона регулировки пороговых значений; а также
поддержание текущей толщины слоя материала и текущей скорости вращения колеса в процессе спекания постоянными, и регулировка текущего расхода воздуха в процессе спекания в соответствии с моделью прогнозирования конечной точки прожога согласно четвертой целевой стратегии управления.
10. Способ по п. 8, отличающийся тем, что выбор целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и регулирование технологического параметра процесса спекания, когда текущий технологический параметр процесса спекания не соответствует требованиям, включает:
выбор пятой целевой стратегии управления в заданных стратегиях модели управления, когда текущий расход воздуха спекательной тележки меньше максимального заданного значения расхода воздуха, если скорость изменения воздухопроницаемости смеси меньше или равна минимальному заданному значению диапазона регулировки пороговых значений; и увеличение текущего расхода воздуха в процессе спекания и поддержание текущей толщины слоя материала и текущей скорости вращения колеса постоянными в процессе спекания согласно пятой целевой стратегии управления; или
выбор шестой целевой стратегии управления в заданных стратегиях модели управления, если текущая толщина слоя материала спекательной тележки больше минимального заданного значения толщины слоя материала, и когда текущий расход воздуха равен максимальному заданному значению расхода воздуха; и уменьшение текущей толщины слоя материала в процессе спекания и поддержание текущей скорости вращения колеса в процессе спекания постоянной согласно шестой целевой стратегии управления; или
выбор седьмой целевой стратегии управления в заданных стратегиях модели управления, когда текущая толщина слоя материала спекательной тележки равна минимальному заданному значению толщины слоя материала, когда текущий расход воздуха равен максимальному заданному значению расхода воздуха, и когда текущая скорость вращения колеса больше минимального заданного значения скорости вращения колеса; и уменьшение текущей скорости вращения колеса в процессе спекания согласно седьмой целевой стратегии управления.
11. Способ по п. 1, отличающийся тем, что управление роботизированной системой для определения содержания влаги в первой анализируемой пробе включает:
роботизированную систему, содержащую манипулятор, взвешивающее устройство и устройство микроволновой сушки;
управление манипулятором для размещения соответствующим образом пустой первой чаши для помещения пробы и первой чаши для помещения пробы, содержащей первую анализируемую пробу, на взвешивающем устройстве для взвешивания и определения веса пустой первой чаши для помещения пробы и начального веса первой анализируемой пробы;
управление манипулятором для высыпания взвешенной первой анализируемой пробы из первой чаши для помещения пробы в устройство микроволновой сушки для осуществления сушки и затем взвешивания пробы после сушки для получения массы высушенной первой анализируемой пробы;
вычисление начального веса нетто первой анализируемой пробы на основе значений начального веса первой анализируемой пробы и веса пустой чаши; а также вычисление содержания влаги в первой анализируемой пробе по формуле M1=(W10-Wdry)/W10 на основе значений начального веса первой анализируемой пробы и веса высушенной первой анализируемой пробы;
где M1 - это содержание влаги в первой анализируемой пробе, W10 - это начальный вес нетто первой анализируемой пробы, a Wdry - это вес высушенной первой анализируемой пробы.
12. Способ по п. 11, отличающийся тем, что управление манипулятором для высыпания взвешенной первой анализируемой пробы из первой чаши для помещения пробы в устройство микроволновой сушки для осуществления сушки и затем взвешивания пробы после сушки для получения массы высушенной первой анализируемой пробы включает: управление манипулятором для размещения взвешенной первой анализируемой пробы из первой чаши для помещения пробы на столе для взвешивания в устройстве микроволновой сушки для осуществления сушки;
получение в реальном времени веса первой анализируемой пробы, взвешиваемой с помощью стола для взвешивания в процессе сушки; и определение величины изменения веса первой анализируемой пробы относительно начального веса первой анализируемой пробы;
прекращение сушки, если величина изменения веса первой анализируемой пробы больше или равна 5%;
управление манипулятором для поворота первой анализируемой пробы на 180° и непрерывной сушки повернутой первой анализируемой пробы; а также
определение веса высушенной первой анализируемой пробы, взвешенной с помощью стола для взвешивания, когда величина изменения веса первой анализируемой пробы равна 0.
13. Способ по п. 1, отличающийся тем, что управление роботизированной системой для определения гранулометрического состава второй анализируемой пробы включает: роботизированную систему, содержащую манипулятор, взвешивающее устройство, устройство для выдерживания в жидком азоте и просеивающее устройство; управление манипулятором для размещения второй чаши для помещения пробы, загруженной второй анализируемой пробой, на взвешивающем устройстве для осуществления взвешивания и определения начальной массы второй анализируемой пробы;
управление манипулятором для размещения второй чаши для помещения пробы, загруженной второй анализируемой пробой, в устройство для выдерживания в жидком азоте для выдерживания в жидком азоте;
управление манипулятором для высыпания выдержанной в жидком азоте второй анализируемой пробы в просеивающее устройство для просеивания с целью получения анализируемых проб с различными размерами частиц; а также
взвешивание массы множества анализируемых проб с различными размерами частиц с использованием взвешивающего устройства и расчет гранулометрического состава второй анализируемой пробы в соответствии с массами анализируемых проб с различными размерами частиц.
14. Способ по п. 13, отличающийся тем, что управление манипулятором для размещения второй чаши для помещения пробы, загруженной второй анализируемой пробой, в устройство для выдерживания в жидком азоте для выдерживания в жидком азоте, включает:
управление манипулятором для высыпания второй анализируемой пробы из второй чаши для помещения пробы в лоток для материала устройства для выдерживания в жидком азоте и размещение лотка для материала, удерживающего вторую анализируемую пробу, на опорном лотке, соединенном с механизмом перемещения материала;
управление механизмом перемещения материала для опускания опорного лотка в емкость для выдерживания в жидком азоте для погружения второй анализируемой пробы в лотке для материала в жидкий азот в емкости для выдерживания в жидком азоте, и выдерживание в жидком азоте; а также
управление механизмом перемещения материала для подъема опорного лотка после истечения времени выдерживания в жидким азоте, так что лоток для материала, содержащий вторую анализируемую пробу, поднимается за пределы емкости для выдерживания в жидком азоте.
15. Способ по п. 14, отличающийся тем, что включает следующие этапы:
управление манипулятором для зажима лотка для материала для высыпания выдержанной в жидком азоте второй анализируемой пробы в просеивающее устройство для просеивания, и взвешивание опустошенного лотка для материала с помощью взвешивающего устройства для определения массы пустого лотка для материала после выдерживания в жидком азоте;
определение массы пустого лотка до выдерживания в жидком азоте и определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание в жидком азоте второй анализируемой пробы на основе пропорционального отношения между массой пустого лотка до выдерживания в жидком азоте и массой пустого лотка для материала после выдерживания в жидком азоте; а также регулирование времени выдерживания в жидком азоте устройства для выдерживания в жидком азоте, когда вторая анализируемая проба подвергается выдерживанию в жидком азоте в соответствии с заданным значением времени выдерживания.
16. Способ по п. 15, отличающийся тем, что определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте на основе пропорционального отношения между массой пустого лотка до выдерживания в жидком азоте и массой пустого лотка для материала после выдерживания в жидком азоте, включает:
вычисление отношения массы пустого лотка до выдерживания в жидком азоте к массе пустого лотка для материала после выдерживания в жидком азоте;
оценивание текущего результата обработки выдерживанием в жидком азоте как чрезмерного выдерживания, если соотношение находится в первом диапазоне параметров, и определение первого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте;
оценивание текущего результата обработки выдерживанием в жидком азоте как чрезмерного выдерживания, если соотношение находится во втором диапазоне параметров, и определение второго заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте; а также
оценивание текущего результата обработки выдерживанием в жидком азоте как системной ошибки, если соотношение находится в третьем диапазоне параметров, и определение третьего заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте.
17. Способ по п. 15, отличающийся тем, что включает следующие этапы: управление манипулятором для размещения лотка для материала, содержащего вторую анализируемую пробу, на взвешивающем устройстве и взвешивание лотка для материала, содержащего вторую анализируемую пробы, с использованием взвешивающего устройства для определения общей массы лотка для материала;
получение массы пустого лотка для материала до выдерживания в жидком азоте и определение веса нетто материала на основе значений массы пустого лотка до выдерживания в жидком азоте и общей массы лотка для материала;
взвешивание просеянных анализируемых проб с различными размерами частиц с помощью взвешивающего устройства после того, как просеивающее устройство завершит процесс просеивания, для получения веса нетто просеянного материала; а также определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте, на основе пропорционального отношения значений массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто просеянного материала.
18. Способ по п. 17, отличающийся тем, что определение заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте, на основе пропорционального отношения значений массы пустого лотка до выдерживания в жидком азоте, веса нетто материала, массы пустого лотка для материала после выдерживания в жидком азоте и веса нетто просеянного материала включает:
определение веса нетто материала, выдержанного в жидком азоте на основе значений массы пустого лотка до выдерживания в жидком азоте, веса нетто материала и массы пустого лотка для материала после выдерживания в жидком азоте;
вычисление отношения веса нетто просеянного материала к весу нетто материала, выдержанного в жидком азоте;
оценивание текущего результата обработки выдерживанием в жидком азоте как недостаточного выдерживания, если соотношение находится в четвертом диапазоне параметров, и определение четвертого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте;
оценивание текущего результата обработки выдерживанием в жидком азоте как недостаточного выдерживания, если соотношение находится в пятом диапазоне параметров, и определение пятого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте; а также
оценивание текущего результата обработки выдерживанием в жидком азоте как недостаточного выдерживания, если соотношение находится в шестом диапазоне параметров, и определение шестого заданного значения времени выдерживания, когда устройство для выдерживания в жидком азоте выполняет выдерживание второй анализируемой пробы в жидком азоте.
19. Способ по п. 14, отличающийся тем, что после того, как лоток для материала, содержащий вторую анализируемую пробу, поднимается за пределы емкости для выдерживания в жидком азоте, способ дополнительно включает в себя:
определение текущего значения уровня жидкого азота в емкости для выдерживания в жидком азоте датчиком уровня жидкой среды после того, как лоток для материала устройства для выдерживания в жидком азоте покидает емкость для выдерживания в жидком азоте;
определение начального состояния просеивающего устройства, если текущее значение уровня жидкого азота меньше, чем минимальное значение диапазона уровня идеальной жидкости; а также
открытие емкости для нагнетания жидкого азота и подача жидкой среды в емкость для выдерживания в жидком азоте, когда просеивающее устройство находится в неработающем состоянии.
20. Способ по п. 19, отличающийся тем, что включает следующие этапы: определение того, достигает ли текущее значение уровня жидкого азота максимального значения диапазона уровня идеальной жидкости или нет при подаче жидкой среды; а также закрытие емкости для нагнетания жидкого азота для остановки подачи жидкой среды, если текущее значение уровня жидкого азота достигает максимального значения диапазона уровня идеальной жидкости.
21. Способ по п. 20, отличающийся тем, что включает следующие этапы:
учет времени открытия емкости для нагнетания жидкого азота, если текущее значение уровня жидкого азота не достигает максимального значения диапазона уровня идеальной жидкости; а также
закрытие емкости для нагнетания жидкого азота для остановки подачи жидкой среды, если продолжительность открытия превышает временное пороговое значение.
22. Способ по п. 13, отличающийся тем, что управление манипулятором для высыпания выдержанной в жидком азоте второй анализируемой пробы в просеивающее устройство для просеивания с целью получения анализируемых проб с различными размерами частиц включает:
управление манипулятором для высыпания выдержанной в жидком азоте второй анализируемой пробы в загрузочный бункер просеивающего устройства, при этом загрузочный бункер соединен с верхним ситом; внутри просеивающего устройства установлено трехслойное сито, причем размеры отверстий в слоях сита, расположенных последовательно сверху вниз, составляют 8 мм, 5 мм и 3 мм, соответственно; а также
включение просеивающего устройства для просеивания второй анализируемой пробы в соответствии с заданным временем просеивания для получения анализируемой пробы с размером частиц менее 3 мм, анализируемой пробы с размером частиц от 3 мм до 5 мм, анализируемой пробы с частиц от 5 мм до 8 мм и анализируемой пробы с размером частиц более 8 мм.
23. Способ по п. 13, отличающийся тем, что взвешивание множества анализируемых проб с различными размерами частиц с использованием взвешивающего устройства и расчет гранулометрического состава второй анализируемой пробы в соответствии с весом анализируемых проб с различными размерами частиц включает:
взвешивание множества анализируемых проб с различными размерами частиц, соответственно, с использованием взвешивающего устройства для определения общего веса Wt1 анализируемых проб с размером частиц менее 3 мм, общего веса Wt2 анализируемых проб с размером частиц от 3 мм и 5 мм, общего веса Wt3 анализируемых проб с размером частиц от 5 мм до 8 мм, и общего веса Wt4 анализируемых проб с размером частиц более 8 мм; лоток для удерживания материала расположен под ситом с отверстием 3 мм и сконфигурирован для приема образца смеси с размером частиц менее 3 мм; определение веса лотка для удерживания материала, веса сита с размером отверстий 3 мм, веса сита с размером отверстий 5 мм, веса сита с размером отверстий 8 мм и веса пустой чаши для помещения второй анализируемой пробы; лоток для удерживания материала расположен под ситом с отверстием 3 мм для приема образца смеси с размером частиц менее 3 мм;
определение веса Wm1 анализируемой пробы с размером частиц менее 3 мм на основании значения веса Wk1 лотка для удерживания материала и формулы Wm1=Wt1-Wk1; определение веса Wm2 анализируемой пробы с размером частиц от 3 до 5 мм на основе значения веса сита Wk2 с размером отверстий 3 мм и формулы Wm2=Wt2-Wk2; определение веса Wm3 анализируемой пробы с размером частиц от 5 до 8 мм на основе значения веса сита Wk3 с размером отверстий 5 мм и формулы Wm3=Wt3-Wk3; и определение веса Wm4 анализируемой пробы с размером частиц более 8 мм на основе значения веса сита Wk4 с размером отверстий 8 мм и формулы Wm4=Wt4-Wk4; вычисление начального веса W20 нетто второй анализируемой пробы на основании значений начального веса второй анализируемой пробы и веса пустой чаши;
определение доли гранулометрического состава ωl с размером частиц менее 3 мм в соответствии с формулой  определение доли гранулометрического состава ω2 с размером частиц от 3 до 5 мм в соответствии с формулой
определение доли гранулометрического состава ω2 с размером частиц от 3 до 5 мм в соответствии с формулой  определение доли гранулометрического состава ω3 с размером частиц 5-8 мм в соответствии с формулой
определение доли гранулометрического состава ω3 с размером частиц 5-8 мм в соответствии с формулой  и определение доли гранулометрического состава ω4 с размером частиц более 8 мм в соответствии с формулой
и определение доли гранулометрического состава ω4 с размером частиц более 8 мм в соответствии с формулой  а также определение гранулометрического состава второй анализируемой пробы (ω1, ω2, ω3, ω4).
а также определение гранулометрического состава второй анализируемой пробы (ω1, ω2, ω3, ω4).
24. Способ по п. 1, отличающийся тем, что перед управлением роботизированной системой для определения содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы, способ дополнительно включает:
управление встроенным пробоотборником в роботизированной системе для захвата смеси, транспортируемой на ленточном конвейере, и отправки смеси в желоб; смесь представляет собой материал, полученный путем смешивания спеченного материала в смесителе;
включение переключателя подачи, предусмотренного на разгрузочном отверстии желоба, так что смесь из желоба поступает в первую чашу для помещения пробы, расположенную под желобом;
выключение переключателя подачи, когда первая чаша для помещения пробы заполняется смесью; смесь в первой чаше для помещения пробы является первой анализируемой пробой;
управление манипулятором для размещения первой чаши для помещения пробы, заполненной смесью, на взвешивающем устройстве и для зажатия второй чаши для помещения пробы и установки ее под желобом; а также
включение переключателя подачи, чтобы смесь из желоба могла поступать во вторую чашу для помещения пробы, расположенную под желобом; смесь во второй чаше для помещения пробы представляет собой вторую анализируемую пробу.
25. Способ по п. 1, отличающийся тем, что включает следующие этапы:
определение того, превышает ли содержание влаги в первой анализируемой пробе пороговое значение диагностируемой влажности, и превышает ли гранулометрический состав, соответствующий третьему заданному диапазону размеров частиц во второй анализируемой пробе пороговое значение диагностируемого гранулометрического состава; а также
определение отклонения текущей процедуры определения влажности и гранулометрического состава от нормы и исключение данных определения, если содержание влаги в первой анализируемой пробе превышает пороговое значение диагностируемой влажности или гранулометрический состав, соответствующий третьему заданному диапазону размера частиц, не превышает пороговое значение диагностируемого гранулометрического состава.
26. Способ по п. 1, отличающийся тем, что включает следующие этапы:
определение роботизированной системой содержания влаги в первой анализируемой пробе в соответствии с текущей процедурой определения и содержания влаги в первой анализируемой пробе в соответствии с предыдущей процедурой определения;
вычисление скорости изменения содержания влаги первой анализируемой пробы в двух процедурах определения; а также
определение отклонения текущей процедуры определения влажности от нормы и исключение данных определения, если скорость изменения превышает пороговое значение скорости изменения.
27. Роботизированная система определения воздухопроницаемости, включающая в себя: первую чашу для помещения пробы, вторую чашу для помещения пробы, шкаф управления и манипулятор, встроенный пробоотборник, желоб, взвешивающее устройство, устройство микроволновой сушки, устройство для выдерживания в жидком азоте и просеивающее устройство, которые соответственно соединены со шкафом управления;
при этом шкаф управления сконфигурирован для генерации соответствующей команды управления устройством в соответствии с управляющим сигналом системы управления технологическим процессом, а команда управления устройством сконфигурирована для управления действиями манипулятора, встроенного пробоотборника, желоба, взвешивающего устройства, устройства микроволновой сушки, устройства для выдерживания в жидком азоте и просеивающего устройства; первая чаша для помещения пробы сконфигурирована для удерживания первой анализируемой пробы, а вторая чаша для помещения пробы сконфигурирована для удерживания второй анализируемой пробы; встроенный пробоотборник предусмотрен на одной стороне ленточного конвейера, разгрузочное отверстие встроенного пробоотборника снабжено желобом, при этом встроенный пробоотборник выполнен с возможностью захвата смеси, транспортируемой на ленточном конвейере, и отправки смеси в желоб; первая чаша для помещения пробы или вторая чаша помещения пробы предусмотрены под желобом; разгрузочное отверстие желоба снабжено переключателем подачи, и переключатель подачи сконфигурирован для загрузки смеси из желоба в первую чашу для помещения пробы или во вторую чашу для помещения пробы при включении;
взвешивающее устройство выполнено с возможностью взвешивания первой чаши для помещения пробы и второй чаши для помещения пробы; устройство микроволновой сушки сконфигурировано для сушки первой анализируемой пробы; устройство для выдерживания в жидком азоте сконфигурировано для выдерживания второй анализируемой пробы в жидком азоте; и просеивающее устройство выполнено с возможностью просеивания второй анализируемой пробы для получения анализируемых проб с различными размерами частиц; а также
шкаф управления выполнен с возможностью определения содержания влаги в первой анализируемой пробе, гранулометрического состава второй анализируемой пробы, насыпной плотности и воздухопроницаемости смеси в соответствии с данными определения.
28. Система по п. 27, отличающаяся тем, что включает в себя ленточный конвейер, соединяющий смеситель с роботизированной системой, при этом ленточный конвейер сконфигурирован для транспортировки смеси, полученной путем смешивания и гранулирования в смесителе; и ленточный конвейер выполнен под наклоном, при этом один конец ленточного конвейера, соединенный с роботизированной системой, выполнен на 2-2,5 метра выше, чем другой конец ленточного конвейера, соединенный со смесителем.
29. Система по п. 27, отличающаяся тем, что устройство микроволновой сушки включает в себя: сушильный шкаф, стол для взвешивания, предусмотренный в сушильном шкафу, контейнер для микроволновой сушки, расположенный на столе для взвешивания, и дверцу сушильного шкафа, предусмотренную на сушильном шкафу; при этом в сушильном шкафу предусмотрен источник микроволнового излучения, сконфигурированный для выполнения сушки; контейнер для микроволновой сушки сконфигурирован для удерживания первой анализируемой пробы; стол для взвешивания сконфигурирован для взвешивания первой анализируемой пробы в контейнере для микроволновой сушки.
30. Система по п. 27, отличающаяся тем, что устройство для выдерживания в жидком азоте включает в себя: емкость для выдерживания в жидком азоте, лоток для материала, опорный лоток и механизм перемещения материала;
в котором опорный лоток соединен с механизмом перемещения материала через соединительный стержень, при этом механизм перемещения материала выполнен с возможностью приведения опорного лотка в движение вверх и вниз; емкость для выдерживания в жидком азоте расположена на одной стороне механизма перемещения материала;
лоток для материала, содержащий смесь, помещается на опорный лоток и располагается над емкостью для выдерживания в жидком азоте, и во время выдерживания проб в жидком азоте лоток для материала опускается в емкость для выдерживания в жидком азоте с помощью механизма перемещения материала;
в емкости для выдерживания в жидком азоте содержится жидкий азот, в лотке для материала сформировано отверстие для просачивания жидкого азота, выполненное с возможностью улучшения площади контакта смеси и жидкого азота в лотке для материала; в нижней части опорного лотка предусмотрено отверстие для обратного течения, и после завершения выдерживания пробы жидкий азот перетекает из лотка для материала обратно в емкость для выдерживания в жидком азоте через отверстие для обратного течения.
31. Система по п. 30, отличающаяся тем, что устройство для выдерживания в жидком азоте также включает в себя: емкость для нагнетания жидкого азота и датчик определения уровня жидкой среды, предусмотренный в емкости для выдерживания в жидком азоте; при этом датчик определения уровня жидкой среды сконфигурирован для определения текущего значения уровня жидкого азота в емкости для выдерживания в жидком азоте, и когда текущее значение уровня жидкого азота ниже минимального значения диапазона уровня идеальной жидкости, емкость для нагнетания жидкого азота сообщается с емкостью для выдерживания в жидком азоте через нагнетательный трубопровод для подачи жидкой среды в емкость для выдерживания в жидком азоте; нагнетательный трубопровод снабжен электромагнитным клапаном для подачи жидкой среды, при этом электромагнитный клапан для подачи жидкой среды выполнен с возможностью управления открытием и закрытием емкости для нагнетания жидкого азота во время подачи жидкой среды.
32. Система управления процессом спекания на основе роботизированной системы определения воздухопроницаемости, включающая: систему управления технологическим процессом и спекательную тележку, модель интеллектуального управления процессом спекания и роботизированную систему по любому из пп. 27-31, которые связаны с системой управления технологическим процессом; при этом спекательная тележка предназначена для формования смеси в процессе спекания с получением спеченного продукта, а технологический параметр процесса спекания относится к технологическому параметру спекательной тележки;
система управления технологическим процессом выполнена с возможностью генерации управляющего сигнала и отправки управляющего сигнала в роботизированную систему и модель интеллектуального управления процессом спекания, так что роботизированная система и модель интеллектуального управления процессом спекания реагируют на управляющий сигнал;
роботизированная система выполнена с возможностью определения содержания влаги, гранулометрического состава и насыпной плотности первой анализируемой пробы и второй анализируемой пробы в соответствии с управляющим сигналом системы управления технологическим процессом, а также определения содержания влаги и насыпной плотности первой анализируемой пробы и гранулометрического состава и насыпной плотности второй анализируемой пробы; первая анализируемая проба и вторая анализируемая проба относятся к смеси, полученной путем смешивания и гранулирования спеченного материала в смесителе;
в соответствии с управляющим сигналом системы управления технологическим процессом, при условии, что содержание влаги в первой анализируемой пробе находится в пределах заданного диапазона пороговых значений влажности, поправочный коэффициент воздухопроницаемости смеси регулируется согласно соответствующей заданной стратегии регулирования коэффициента на основе значения скорости изменения насыпной плотности смеси;
на основе скорректированного поправочного коэффициента воздухопроницаемости смеси и гранулометрического состава второй анализируемой пробы рассчитывается воздухопроницаемость смеси и скорость изменения воздухопроницаемости смеси; модель интеллектуального управления процессом спекания выполнена с возможностью выбора целевой стратегии управления, соответствующей скорости изменения воздухопроницаемости смеси в заданных стратегиях модели управления, и когда текущий технологический параметр процесса спекания не соответствует требованиям, осуществляется регулирование технологического параметра процесса спекания.
| CN 110146402 A, 20.08.2019 | |||
| CN 101749952 A, 23.06.2010 | |||
| Устройство для удаления ботвы корнеплодов на корню | 1983 |
|
SU1143334A1 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ СПЕКАНИЕМ | 2013 |
|
RU2608256C2 |
| Способ спекания агломерата | 1989 |
|
SU1680787A1 |
| Устройство для управления процессом спекания на агломерационной машине | 1985 |
|
SU1691413A1 |

