Область техники, к которой относится изобретение
Варианты осуществления относятся к пленке сложного полиэфира, способу ее получения и способу регенерации полиэтилентерефталатного контейнера, использующего ее. Говоря конкретно, варианты осуществления относятся к пленке сложного полиэфира, характеризующейся превосходной пригодностью к переработке для вторичного использования благодаря контролируемой степени кристалличности, к способу ее получения и к способу регенерации полиэтилентерефталатного (РЕТ) контейнера, снабженного такой пленкой сложного полиэфира.
Уровень техники
В последние годы, когда в различных формах изготавливают контейнеры для напитков или продуктов питания, или возрастает число случаев, в которых применяют полное заполнение упаковки в целях привлечения внимания потребителей, внимание привлекают термоусаживаемые этикетки и упаковочные материалы. Термоусаживаемые этикетка или упаковочный материал используют преимущества признака полимерной пленки, которая имеет тенденцию к усаживанию до профиля до ее растяжения при определенной или большей температуре сразу после ее ориентации в результате ее растяжения. В одном типичном способе термоусадочных этикетирования или упаковывания термоусаживаемую пленку подвергают резке, печати для получения желательного дизайна, скатыванию в рулон, приданию клейкости на обоих концах под воздействием адгезионного растворителя, неплотному обертыванию вокруг контейнера, а после этого усаживанию при подводе к ней тепла.
От пленки, использованной в вышеупомянутом способе термоусадки, требуется наличие не только таких базовых свойств, как термостойкость, химическая стойкость, атмосферостойкость и пригодность для печатания, но также и свариваемость контейнера, однородность термоусадки, эксплуатационные характеристики в продольном направлении и стойкость к растрескиванию. Обыкновенно для данного способа термоусаживания использовали поливинилхлоридные пленки, полистирольные пленки, полипропиленовые пленки и тому подобное. В последние годы широко использовали пленки сложных полиэфиров, обладающие такими свойствами, как высокие термостойкость и атмосферостойкость, удобство сжигания и превосходная пригодность для печатания.
Однако, вследствие демонстрации обыкновенной пленкой сложного полиэфира большой скорости усадки и высокого усадочного напряжения имели место дефекты, обусловленные неравномерной усадкой или искажениями пластмассового контейнера. Таким образом, в корейской выложенной патентной публикации № 2002-0062838 раскрывается методика, при которой к термоусаживаемой пленке сложного полиэфира добавляют 5% (масс.) и более эластомерного сложного полиэфира для подавления появления морщин, усадочных деформаций, искажений и тому подобного при использовании пленки для полного заполнения упаковок в виде пластмассовых бутылок.
Как таковые пленки сложного полиэфира, использованные в способе термоусадки, приготавливают при наличии уменьшенной степени кристалличности в результате смешивания мягкого компонента со смолой сложного полиэфира. В дополнение к этому, они были разработаны обладающими теплофизическими свойствами, такими как степень усадки и усадочное напряжение по отношению к температуре, химическая стойкость, подходящая для использования в способе шовного скрепления и пригодность к переработке для вторичного использования, что появилось недавно вследствие возникновения проблемы с пластмассовыми отходами.
В дополнение к этому, вследствие нарастания в последние годы обеспокоенности в отношении экологических проблем имеет место потребность в обращении к вопросам переработки для вторичного использования продуктов, изготовленных при использовании термопластических полимеров. В частности, для производства широкого диапазона продуктов, таких как пленки, волокна, бутылки, контейнеры и тому подобное, широко использовали полиэтилентерефталат (РЕТ), представляющий собой термопластическую смолу, обладающую превосходными свойствами применительно к термостойкости, перерабатываемости, прозрачности и нетоксичности, и было продолжено приложение усилий, направленных на улучшение его степени регенерации.
[Документ предшествующего уровня техники]
[Патентный документ]
(Патентный документ 1) Корейская выложенная патентная публикация № 2002-0062838
Раскрытие изобретения
Техническая проблема
В соответствии с этим, варианты осуществления имеют своей целью предложение пленки сложного полиэфира, демонстрирующей превосходные характеристики усадки благодаря контролируемой степени кристалличности и превосходную пригодность к переработке для вторичного использования, в результате чего неоднородное комкование происходит редко даже для случая ее высушивания при высоких температурах на протяжении продолжительного периода времени при ее тепловой обработке, способа ее получения и способа регенерации полиэтилентерефталатного контейнера, использующего ее.
Разрешение проблемы
В соответствии с одним вариантом осуществления предлагается пленка сложного полиэфира, которая содержит смолу сополимеризованного сложного полиэфира, в которой сополимеризованы диол и дикарбоновая кислота, где температура кристаллизации (Тс) для пленки не измеряется или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии, и при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек/хлопьев, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования составляет 10% и менее.
В соответствии с еще одним вариантом осуществления предлагается способ получения пленки сложного полиэфира, который включает получение смолы сополимеризованного сложного полиэфира, в которой сополимеризованы диол и дикарбоновая кислота; экструдирование из расплава смолы сополимеризованного сложного полиэфира при температуре в диапазоне от 250°С до 300°С для получения нерастянутого листа; и растяжение нерастянутого листа при температуре в диапазоне от 70°С до 100°С, а после этого его отверждение при нагревании при температуре в диапазоне от 65°С до 90°С для получения пленки сложного полиэфира, где температура кристаллизации (Тс) для пленки сложного полиэфира не измеряется или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии, и при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования составляет 10% и менее.
В соответствии с еще одним другим вариантом осуществления предлагается способ регенерации полиэтилентерефталатного контейнера, который включает обеспечение полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира; дробление полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, для получения чешуек; и тепловую обработку чешуек для получения регенерированной крошки сложного полиэфира, где при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек степень комкования составляет 10% и менее, и чешуйки включают первые чешуйки, полученные в результате дробления полиэтилентерефталатного (РЕТ) контейнера, и вторые чешуйки, полученные в результате дробления пленки сложного полиэфира.
Выгодные эффекты от изобретения
Для пленки сложного полиэфира, соответствующей одному варианту осуществления, температура кристаллизации (Тс) не измеряется или находится в диапазоне от 70°С до 130°С согласно измерению при использовании дифференциальной сканирующей калориметрии, в результате чего возможным является легкий контроль ее степени кристалличности. В соответствии с этим, неоднородное комкование подавляется даже для случая ее высушивания при высоких температурах на протяжении продолжительного периода времени в способе регенерации, в результате чего она может быть применена для способа регенерации.
В дополнение к этому, вследствие очень низкой степени комкования возможным является улучшение пригодности к переработке для вторичного использования при одновременном предотвращении загрязнения окружающей среды, и могут быть улучшены качество, выход и производительность для регенерированной крошки сложного полиэфира, произведенной при использовании способа регенерации полиэтилентерефталатного контейнера, использующего пленку сложного полиэфира.
Кроме того, способ регенерации полиэтилентерефталатного контейнера, соответствующий варианту осуществления, не требует проведения отдельной стадии разделения контейнера и пленки. Таким образом, он является экономичным вследствие экономии времени и издержек.
Краткое описание чертежей
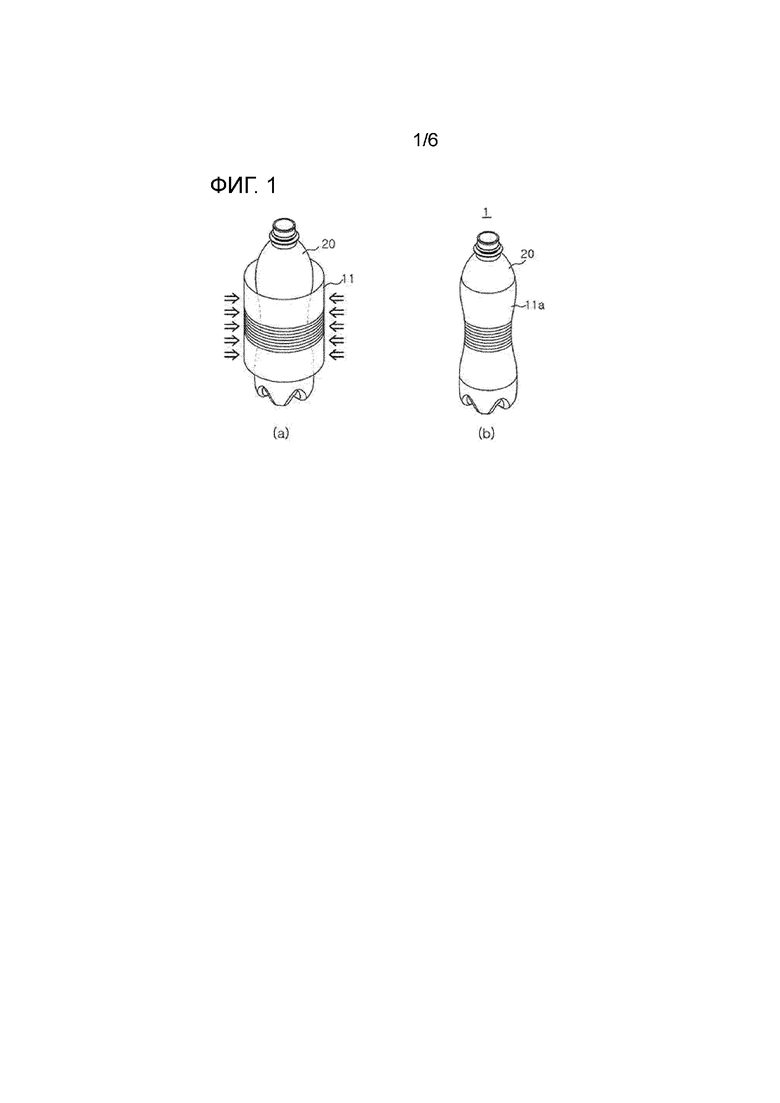
На фигуре 1 демонстрируется пленка сложного полиэфира, нанесенная на продукт до и после ее термоусадки.
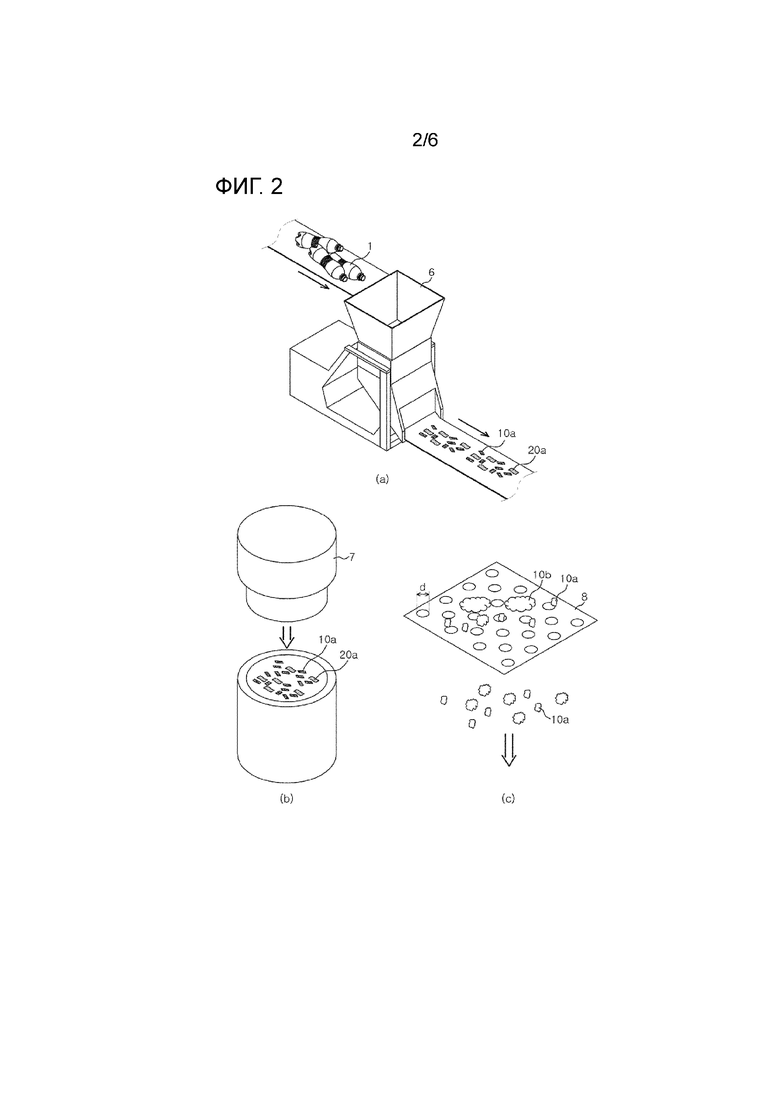
На фигуре 2 демонстрируется метод измерения комкования для полиэтилентерефталатного контейнера, снабженного пленкой сложного полиэфира, в примере испытания 2-1.
На фигуре 3 демонстрируется метод измерения термоусадки для пленки сложного полиэфира в примере испытания 1-2.
На фигуре 4 демонстрируется метод измерения адгезионных характеристик для пленки сложного полиэфира под воздействием растворителя.
На фигуре 5 демонстрируется метод измерения усадочного напряжения для пленки сложного полиэфира.
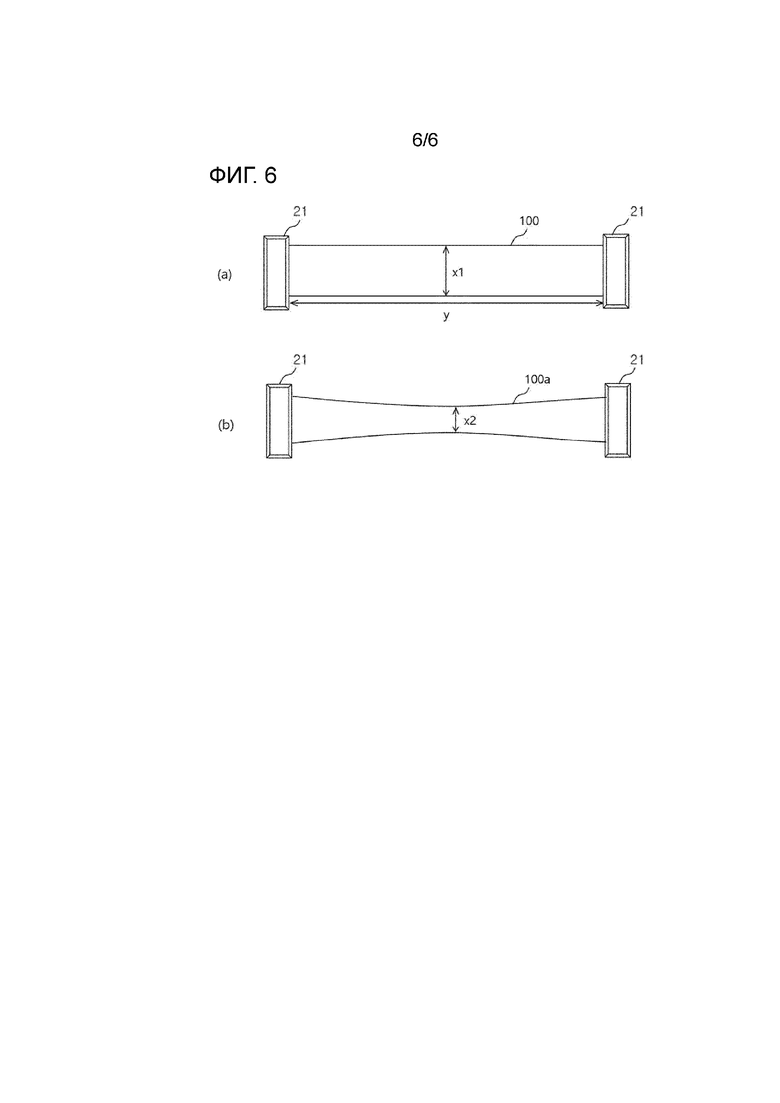
На фигуре 6 демонстрируется метод измерения степени формирования профиля юбки для пленки сложного полиэфира.
[Разъяснение ссылочных позиций]
d: диаметр отверстия
х: первый размер
х1: первый размер до усадки
х1: первый размер после усадки
у: второй размер
z: третий размер
SMAX: максимальное напряжение
SRES: остаточное напряжение
1: продукт с этикеткой
2: устройство для испытания на напряжение
6: дробилка
7: сжимающая масса
8: сито
10а: вторые чешуйки
10b: окомковавшиеся смешанные чешуйки
11: этикетка (до усадки)
11а: этикетка после усадки
20: продукт
20а: первые чешуйки
21: фиксатор
22: динамометрический датчик
100: (первая) пленка сложного полиэфира (до усадки)
100а: пленка сложного полиэфира после усадки
120: адгезионная часть
200: вторая пленка сложного полиэфира
Наилучший способ реализации изобретения
Ниже в настоящем документе настоящее изобретение будет описываться подробно при обращении к вариантам осуществления. На варианты осуществления ограничений соответствующими вариантами, описанными ниже, не накладывают. Вернее сказать, они могут быть модифицированы для получения различных форм до тех пор, пока не будет изменена сущность изобретения.
По всему ходу изложения настоящего описания изобретения при обозначении части как «содержащей» элемент должна пониматься возможность содержания и других элементов вместо исключения других элементов, если только конкретно не будет утверждаться другого.
Все числа и выражения, относящиеся к количествам компонентов, условиям проведения реакции и тому подобному, используемым в настоящем документе, должны пониматься как модифицированные термином «приблизительно», если только не будет указываться на другое.
По всему ходу изложения настоящего описания изобретения термины «первый», «второй» и тому подобное используются для описания различных компонентов. Но на компоненты данными терминами ограничений накладывать нельзя. Данные термины используются только для целей выявления отличия одного компонента от другого.
Вследствие затруднительности переработки для вторичного использования термоусаживаемых этикеток или упаковочных материалов, образованных из пленки сложного полиэфира, несмотря на их превосходные теплофизические свойства и химическую стойкость основную их часть утилизируют после использования. Это обуславливается тем, что при введении пленки сложного полиэфира в современный способ переработки для вторичного использования, то есть, способ регенерации, пленка сложного полиэфира вызывает появление различных технологических дефектов во время осуществления высокотемпературного способа на протяжении продолжительного периода времени, что в результате приводит к увеличению издержек. Или даже в случае ее пригодности к переработке для вторичного использования имеет место проблема, заключающаяся в неудовлетворительности характеристик шовного скрепления вследствие высокой степени кристалличности для пленки сложного полиэфира при ее применении в технологическом процессе офсетной печати с использованием сменных гильз (VSOP).
В дополнение к этому, сразу после промывания и дробления полиэтилентерефталатного (РЕТ) контейнера, направленного на переработку для вторичного использования от потребителей, его затем подвергают разделению в жидкости по относительной плотности, обезвоживанию, высушиванию и/или разделению в воздушном потоке по относительной плотности в целях удаления большого количества пленок, содержащихся в дробленом продукте, а после того воздействию такой дополнительной стадии, как гранулирование, для получения регенерированной крошки сложного полиэфира. Однако, полное удаление пленок, использованных в качестве этикетки для полиэтилентерефталатных (РЕТ) контейнеров, является затруднительным даже после вышеупомянутого способа. Регенерированная крошка сложного полиэфира может оказаться окрашенной вследствие типографских красок, содержащихся в пленках. В дополнение к этому, имела место проблема, заключающаяся в неоднородности комкования регенерированной крошки сложного полиэфира во время осуществления способа регенерации, в частности, способа тепловой обработки, вследствие теплофизических свойств пленок.
В соответствии с этим, был предложен технологический процесс использования в качестве этикетки пленки, изготовленной из характеризующегося низкой относительной плотностью полимера, такого как полистирол, полиэтилен, полипропилен и тому подобное, в целях легкого проведения разделения по относительной плотности. Однако, их низкая относительная плотность не может быть эффективно достигнута вследствие слоя типографской краски, что все еще делает затруднительным полное отделение и удаление пленок, и проблема, заключающаяся в окрашивании остаточной типографской краской регенерированной крошки сложного полиэфира, не может быть разрешена.
Пленка сложного полиэфира, соответствующая одному варианту осуществления, демонстрирует превосходные характеристики усадки и характеристики шовного скрепления в различных технологических процессах печати благодаря контролируемой степени кристалличности и превосходную пригодность к переработке для вторичного использования, в результате чего редко происходит неоднородное комкование даже для случая ее высушивания при высоких температурах на протяжении продолжительного периода времени в способе регенерации. В соответствии с этим, возможным является улучшение качества, выхода и производительности для регенерированной крошки сложного полиэфира, произведенной из пленки сложного полиэфира или при использовании способа регенерации полиэтилентерефталатного (РЕТ) контейнера, использующего пленку сложного полиэфира.
Пленка сложного полиэфира
В соответствии с одним вариантом осуществления предлагается пленка сложного полиэфира, которая содержит смолу сополимеризованного сложного полиэфира, в которой сополимеризованы диол и дикарбоновая кислота, где температура кристаллизации (Тс) для пленки не измеряется или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии, и при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования составляет 10% и менее.
Температура кристаллизации (Тс) для пленки сложного полиэфира, соответствующей одному варианту осуществления, не измеряется или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии. Например, температура кристаллизации (Тс) для пленки не измеряется или может находиться в диапазоне от 80°С до 130°С, от 85°С до 125°С, от 90°С до 123°С, от 96°С до 120°С, от 98°С до 120°С или от 99,5°С до 118°С согласно измерению при использовании дифференциальной сканирующей калориметрии. Вследствие подстраивания температуры кристаллизации с доведением ее до вышеупомянутого диапазона возможным является эффективный контроль степени кристалличности для пленки из сложного полиэфира, в результате чего степень комкования является очень низкой в способе регенерации пленки или полиэтилентерефталатного (РЕТ) контейнера, включающего пленку. Таким образом, возможным является предотвращение загрязнения окружающей среды при одновременном улучшении пригодности к переработке для вторичного использования.
Дифференциальный сканирующий калориметр (ДСК), говоря конкретно, может быть модулированным дифференциальным сканирующим калориметром (модулированным калориметром ДСК или МДСК), говоря более конкретно, температурно-модулированным дифференциальным сканирующим калориметром (ТМДСК).
Говоря конкретно, температура кристаллизации может быть измерена в результате сканирования при скорости увеличения температуры 10°С/мин при использовании режима дифференциального сканирующего калориметра (ДСК). В результате измерения первая эндотермическая температура является температурой стеклования (Tg), экзотермическая температура, измеренная после Tg, является температурой кристаллизации (Тс), а эндотермическая температура, измеренная после Тс, является температурой плавления (Tm). Интеграл в области Тс вычисляют в качестве теплоты кристаллизации. Чем большим будет значение теплоты кристаллизации, тем большей будет скорость кристаллизации, и тем большей будет скорость перехода в кристаллическую фазу.
В дополнение к этому, при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования может составлять 10% и менее. Например, степень комкования может составлять 8% и менее, 6% и менее, 5% и менее, 4% и менее, предпочтительно 3% и менее, 2% и менее, 1,5% и менее, 1% и менее, 0,8% и менее или 0,5% и менее.
Термин «комкование» относится к агрегату, который может образоваться в способе регенерации. Размер агрегата может быть, например, по меньшей мере, в три раза большим, чем размер частиц чешуек до тепловой обработки. Термин «степень комкования» относится к доле агрегатов исходя из совокупной массы чешуек до тепловой обработки.
Говоря конкретно, в способе регенерации полиэтилентерефталатного (РЕТ) контейнера, который снабжают пленкой в качестве этикетки, чешуйки, полученные в результате их дробления, перепускают через сито, а после этого подвергают воздействию способа тепловой обработки. В таком случае по мере комкования чешуек могут сформироваться агрегаты, где данное формирование агрегатов называется комкованием. Сформированные агрегаты еще раз отфильтровывают через сито и измеряют массу. Массовую долю агрегатов исходя из совокупной массы чешуек до тепловой обработки рассчитывают как степень комкования. Таким образом, чем большим будет значение степени комкования, тем меньшей будет пригодность к переработке для вторичного использования.
Вследствие эффективного контроля степени кристалличности для пленки сложного полиэфира, соответствующей одному варианту осуществления, отсутствуют морщины при ее нанесении в качестве этикетки для полиэтилентерефталатного (РЕТ) контейнера или искажения полиэтилентерефталатного контейнера. В дополнение к этому, даже для случая тепловой обработки чешуек, дробленых совместно с полиэтилентерефталатным контейнером после завершения его использования, во время осуществления способа регенерации степень комкования является очень низкой. Таким образом, возможными являются улучшение пригодности к переработке для вторичного использования, а также улучшение качества, выхода и производительности для регенерированной крошки сложного полиэфира, произведенной в результате переработки для вторичного использования.
В случае сплавления чешуек пластмассы с формированием комкования в способе регенерации это может привести к возникновению различных проблем. Таким образом, Ассоциация переработчиков пластмассы для вторичного использования США (APR) подготавливает методику (APR PET-S-08) оценки степени комкования. Говоря конкретно, при дроблении 3 массовых частей пленки сложного полиэфира и 97 массовых частей полиэтилентерефталатного контейнера до диаметра частиц, составляющего 9,5 мм и менее, соответственно, и проведении тепловой обработки на протяжении 90 минут при температуре 210°С под давлением 8,7 кПа (то есть, под нагрузкой 2,5 кгс, приложенной к цилиндру, имеющему диаметр 6 см) термин «степень комкования» может относиться к доле комков, которые не способны пройти через сито, имеющее размер отверстия 11,2 мм, (или сито на 0,625 ‘’ (15,8 мм)).
В дополнение к этому, пленка сложного полиэфира может характеризоваться температурой плавления (Tm), составляющей 170°С и более, согласно измерению при использовании дифференциальной сканирующей калориметрии. Например, температура плавления может составлять 175°С и более, 180°С и более или 190°С и более, находиться в диапазоне от 170°С до 240°С, от 175°С до 235°С, от 180°С до 235°С, от 185°С до 230°С, от 190°С до 225°С или от 195°С до 225°С.
Для случая превышения температурой плавления для пленки сложного полиэфира вышеупомянутого диапазона уменьшается адгезионная прочность пленки сложного полиэфира под воздействием растворителя таким образом, что может оказаться затруднительным ее использование в способе шовного скрепления. В случае температуры плавления, меньшей, чем вышеупомянутый диапазон, может увеличиться степень комкования.
Говоря конкретно, в случае температуры кристаллизации для пленки сложного полиэфира в диапазоне от 96°С до 120°С и температуры плавления, составляющей 170°С и более, более предпочтительно, в случае температуры кристаллизации для пленки сложного полиэфира в диапазоне от 96°С до 120°С и температуры плавления, составляющей 190°С и более, возможным является доведение до максимума эффекта предотвращения возникновения явления комкования, которое может иметь место в способе регенерации.
В дополнение к этому, теплота кристаллизации для пленки может находиться в диапазоне от 0,01 Дж/г до 50 Дж/г согласно измерению в области температуры кристаллизации (Тс). Например, теплота кристаллизации для пленки может находиться в диапазоне от 0,01 Дж/г до 40 Дж/г, от 0,05 Дж/г до 30 Дж/г, от 0,1 Дж/г до 20 Дж/г, от 0,1 Дж/г до 10 Дж/г, от 0,1 Дж/г до 8 Дж/г, от 0,2 Дж/г до 6 Дж/г или от 0,3 Дж/г до 5,7 Дж/г согласно измерению в области температуры кристаллизации (Тс). Вследствие удовлетворения теплоты кристаллизации вышеупомянутому диапазону возможным является эффективный контроль степени кристалличности для пленки сложного полиэфира, в результате чего в способе регенерации пленки или полиэтилентерефталатного (РЕТ) контейнера, включающего пленку, степень комкования является очень низкой. Таким образом, возможным является предотвращение загрязнения окружающей среды при одновременном улучшении пригодности к переработке для вторичного использования.
В дополнение к этому, в пленке сложного полиэфира, соответствующей одному варианту осуществления, степень усадки в основном направлении усадки по отношению к температуре может быть подстроена в пределах конкретного диапазона. Например, при определении степени усадки в основном направлении усадки для пленки сложного полиэфира после тепловой обработки при температуре Х°С на протяжении 10 секунд как Тх могут быть подстроены диапазоны Т70, Т80, Т90 и Т100. Говоря конкретно, тепловая обработка для получения Тх может относиться к погружению пленки сложного полиэфира в горячую воду при Х°С на протяжении 10 секунд.
Говоря конкретно, пленка может характеризоваться степенью термоусадки (Т70) в диапазоне от 0% до 50% в первом направлении после тепловой обработки при температуре 70°С на протяжении 10 секунд. Например, Т70 может составлять 0% и более, 5% и более, 10% и более, 15% и более или 20% и более и 50% и менее, 40% и менее, 35% и менее, 30% и менее, 25% и менее или 20% и менее.
В настоящем описании изобретения первое направление может быть поперечным направлением (ПпН) или продольным направлением (ПрН), а второе направление, перпендикулярное первому направлению, может быть продольным направлением (ПрН) или поперечным направлением (ПпН). Говоря конкретно, первое направление может быть основным направлением усадки. Говоря более конкретно, первое направление может быть поперечным направлением (ПпН) в качестве основного направления усадки, а второе направление может быть продольным направлением (ПрН).
В дополнение к этому, пленка может характеризоваться степенью термоусадки (Т80), составляющей 30% и более, в первом направлении после тепловой обработки при температуре 80°С на протяжении 10 секунд. Например, Т80 может составлять 35% и более, 45% и более, 50% и более или 55% и более и может находиться в диапазоне от 30% до 85%, от 40% до 80%, от 50% до 80%, от 55% до 75% или от 58% до 71%. Вследствие удовлетворения степени термоусадки в первом направлении после тепловой обработки при 80°С на протяжении 10 секунд вышеупомянутому диапазону удобным является проведение этикетирования в способе, при котором пленка окружает, по меньшей мере, часть контейнера. Говоря конкретно, отсутствуют какие-либо морщины при нанесении пленки в качестве этикетки для полиэтилентерефталатного (РЕТ) контейнера или искажения полиэтилентерефталатного контейнера.
Пленка может характеризоваться степенью термоусадки (Т90), составляющей 50% и более, в первом направлении после тепловой обработки при температуре 90°С на протяжении 10 секунд. Например, Т90 может составлять 55% и более, 60% и более или 65% и более и может находиться в диапазоне от 50% до 90%, от 60% до 85%, от 65% до 83% или от 69% до 80%. Вследствие удовлетворения степени термоусадки в первом направлении после тепловой обработки при 90°С на протяжении 10 секунд вышеупомянутому диапазону удобным является проведение этикетирования в способе, при котором пленка окружает, по меньшей мере, часть контейнера. Говоря конкретно, отсутствуют какие-либо морщины при нанесении пленки в качестве этикетки для полиэтилентерефталатного (РЕТ) контейнера или искажения полиэтилентерефталатного контейнера.
Пленка может характеризоваться степенью термоусадки (Т100) в диапазоне от 40% до 90% в первом направлении после тепловой обработки при температуре 100°С на протяжении 10 секунд. Например, Т100 может составлять 40% и более, 50% и более, 60% и более или 70% и более и 90% и менее, 85% и менее, 80% и менее, 75% и менее или 70% и менее. То есть, пленка сложного полиэфира может характеризоваться степенью термоусадки в диапазоне от 50% до 80% в первом направлении после тепловой обработки при температуре 100°С на протяжении 10 секунд.
Между тем, в пленке сложного полиэфира, соответствующей одному варианту осуществления степень усадки в первом направлении и втором направлении, перпендикулярном первому направлению, по отношению к температуре может быть подстроена в пределах конкретного диапазона. Например, при определении степени усадки во втором направлении пленки сложного полиэфира после тепловой обработки при температуре Х°С на протяжении 10 секунд как ТХ’ диапазоны Т70’, Т75’, Т80’, Т90’ и Т100’ могут быть подстроены в пределах конкретных диапазонов. Тепловая обработка для получения TX’ может относиться к погружению пленки сложного полиэфира в горячую воду при Х°С на протяжении 10 секунд.
Каждая величина, выбираемая из Т70’, Т75’, Т80’, Т90’ и Т100’ для пленки сложного полиэфира, независимо может находиться в диапазоне от - 10% до 10%. Например, каждая величина, выбираемая из Т70’, Т75’, Т80’, Т90’ и Т100’ для пленки сложного полиэфира, может составлять - 10% и более, - 8% и более, - 6% и более, - 4% и более, - 2% и более, 0% и более и 10% и менее, 8% и менее, 6% и менее, 4% и менее или 2% и менее.
Пленка сложного полиэфира, соответствующая одному варианту осуществления, может демонстрировать превосходную адгезионную прочность под воздействием растворителя, то есть, характеристики шовного скрепления.
Например, пленка сложного полиэфира может характеризоваться сопротивлением отслаиванию, составляющим 300 гс/дюйм (11,8 гс/мм) и более, после адгезии под воздействием 1,3-диоксолана. Говоря конкретно, сопротивление отслаиванию после адгезии под воздействием 1,3-диоксолана может составлять 300 гс/дюйм (11,8 гс/мм) и более, 400 гс/дюйм (15,7 гс/мм) и более, 500 гс/дюйм (19,7 гс/мм) и более, 600 гс/дюйм (23,6 гс/мм) и более или 700 гс/дюйм (27,6 гс/мм) и более и 3000 гс/дюйм (118 гс/мм) и менее, 2500 гс/дюйм (98,4 гс/мм) и менее, 2000 гс/дюйм (78,7 гс/мм) и менее или 1500 гс/дюйм (59,1 гс/мм) и менее. В случае подстраивания сопротивления отслаиванию для пленки сложного полиэфира с доведением до вышеупомянутого диапазона пленка сложного полиэфира может оказаться надлежащей для использования в способе ее шовного скрепления.
Сопротивление отслаиванию может быть измерено в условиях, в которых на пленку из сложного полиэфира наносят растворитель, поверх ламинируют еще один лист пленки сложного полиэфира, прикладывают давление 160 Па к площади поверхности, где был нанесен растворитель, на протяжении 1 часа, а после этого пленки сложного полиэфира расслаивают при скорости 300 мм/мин и под углом 180°.
На фигуре 4 демонстрируется метод измерения адгезионных характеристик пленки сложного полиэфира под воздействием растворителя. Например, 1,3-диоксолан наносили на первую пленку сложного полиэфира (100) в форме полосы, имеющей ширину 2 мм, для получения клеящей части (120) при площади поверхности 0,6 см2. Поверх накладывали вторую пленку сложного полиэфира (200), на клеящей части (120) располагали массу 2 кг и проводили состаривание на протяжении 1 часа. Две пленки сложного полиэфира расслаивали при скорости 300 мм/мин и под углом 180°, во время чего измеряли максимальное усилие. Пленку сложного полиэфира резали по форме прямоугольника, имеющего размеры (х, у) 9 см в длину и 3 см в ширину.
Для пленки сложного полиэфира, соответствующей одному варианту осуществления, усадочное напряжение в основном направлении усадки может быть подстроено в пределах конкретного диапазона. Например, максимальное напряжение в основном направлении усадки для пленки сложного полиэфира после тепловой обработки при температуре 90°С на протяжении 1 минуты может составлять 7,0 н или 6,0 н. В дополнение к этому, остаточное напряжение в основном направлении усадки для пленки сложного полиэфира после тепловой обработки при температуре 90°С на протяжении 1 минуты может составлять 6,0 н или 5,5 н.
Тепловая обработка для получения усадочного напряжения может, говоря конкретно, относиться к погружению пленки сложного полиэфира в горячую воду при 90°С на протяжении 1 минуты при одновременной ее фиксации в направлении основной усадки. В дополнение к этому, на кривой напряжения по отношению ко времени, полученной в способе усадки, напряжение в наибольшей точке может быть максимальным напряжением, а напряжение в конце времени усадки может быть остаточным напряжением.
На фигуре 5 демонстрируется метод измерения усадочного напряжения для пленки сложного полиэфира. Например, первую пленку сложного полиэфира (100) резали для получения начального размера (х) 110 мм в измеряемом направлении, дополнительного размера (z) 5 мм на обоих концах и размера (у) 15 мм в направлении, перпендикулярном им, (фигура 5(а)). Резаную пленку размещали в устройстве для испытания на напряжение (2) и оба конца пленки фиксировали в фиксаторах (21) с интервалом 100 мм (фигура 5(b)). Устройство для испытания на напряжение (2), в котором была размещена пленка, погружали в водяную баню при 90°С на протяжении 1 минуты и при использовании динамометрического датчика (22) измеряли максимальное напряжение (SMAX) в способе усадки и остаточное напряжение после усадки (SRES) (фигура 5(c)).
Для пленки сложного полиэфира, соответствующей одному варианту осуществления, степень формирования профиля юбки может быть подстроена в пределах конкретного диапазона. Говоря конкретно, пленку сложного полиэфира фиксируют в основном направлении усадки и измеряют длину до и после усадки в направлении, перпендикулярном основному направлению усадки для пленки сложного полиэфира. Степень формирования профиля юбки может быть рассчитана как соотношение, полученное в результате деления разницы длины, измеренной до и после усадки, на длину пленки в основном направлении усадки. Говоря более конкретно, пленка сложного полиэфира может характеризоваться степенью формирования профиля юбки 17,4% после тепловой обработки при температуре 90°С на протяжении 10 секунд.
На фигуре 6 демонстрируется метод измерения степени формирования профиля юбки для пленки сложного полиэфира. Например, пленку сложного полиэфира (100) резали до первоначального размера (х1) 60 мм в измеряемом направлении и фиксировали на раме для отверждения при нагревании, имеющей ширину (у) 115 мм, при использовании фиксаторов (21) (фигура 6(а)). Ее погружали в водяную баню при 90°С на протяжении 10 секунд и после этого измеряли уменьшенный размер (х2) (фигура 6(b)). В настоящем описании изобретения ее фиксировали в поперечном направлении (ПпН) в качестве основного направления усадки и для вычисления, соответствующего следующему далее уравнению, измеряли длину после усадки в продольном направлении (ПрН), перпендикулярном ему.
ΔSR (мм) = х1 (мм) - х2 (мм)
SR% (%) = ΔSR (мм) / у (мм) × 100
В дополнение к этому, пленка может характеризоваться температурой стеклования (Tg), составляющей 60°С и более, согласно измерению при использовании дифференциальной сканирующей калориметрии. Например, пленка может характеризоваться температурой стеклования, составляющей 60°С и более, 65°С и более, находящейся в диапазоне от 70°С до менее, чем 80°С или от 70°С до 75°С согласно измерению при использовании дифференциальной сканирующей калориметрии.
Пленка может характеризоваться светопропусканием, составляющим 90% и более, при длине волны 550 нм. Говоря конкретно, светопропускание для пленки согласно измерению при длине волны 550 нм до и после погружения в водный раствор гидроксида натрия (NaOH), характеризующийся концентрацией 1%, при 85°С может составлять, соответственно, 90,5% и более, 91% и более, 92% и более или 93% и более.
В дополнение к этому, изменение светопропускания для пленки до и после погружения в водный раствор гидроксида натрия (NaOH), характеризующийся концентрацией 1%, при 85°С может составлять 0,7% и менее. Например, изменение светопропускания для пленки до и после погружения может составлять 0,6% и менее или 0,5% и менее.
Изменение светопропускания относится к абсолютному значению разницы между светопропусканием для пленки согласно измерению при длине волны 550 нм до погружения и светопропусканием для пленки согласно измерению при длине волны 550 нм после погружения.
В дополнение к этому, до и после погружения пленки в водный раствор гидроксида натрия (NaOH), характеризующийся концентрацией 1%, при 85°С изменение (ΔL) цвета Col-L может составлять 0,7 и менее, изменение (Δа) цвета Col-a может составлять 0,5 и менее, и изменение (Δb) цвета Col-b может составлять 0,5 и менее. Например, до и после погружения изменение (ΔL) цвета Col-L может составлять 0,65 и менее, 0,6 и менее, 0,55 и менее или 0,5 и менее, изменение (Δа) цвета Col-a может составлять 0,3 и менее, 0,1 и менее, 0,08 и менее, 0,06 и менее или 0,05 и менее, и изменение (Δb) цвета Col-b может составлять 0,3 и менее, 0,1 и менее, 0,08 и менее или 0,07 и менее.
Изменение (ΔL) цвета Col-L относится к абсолютному значению разницы между значением цвета Col-L до погружения и значением цвета Col-L после погружения, изменение (Δа) цвета Col-а относится к абсолютному значению разницы между значением цвета Col-а до погружения и значением цвета Col-а после погружения, и изменение (Δb) цвета Col-b относится к абсолютному значению разницы между значением цвета Col-b до погружения и значением цвета Col-b после погружения.
Col-L, Col-a и Col-b представляют собой координаты цвета, установленные Международной комиссией по освещению (МКО), где цвет представляется координатами L (светлота), а (дополнительный цвет в диапазоне от зеленого до красного) и b (дополнительный цвет в диапазоне от желтого до синего). Они могут быть измерены при использовании устройства UltraScan PRO (производитель: Hunterlab), но этим на них ограничений не накладывают.
Пленка сложного полиэфира, соответствующая одному варианту осуществления, содержит смолу сополимеризованного сложного полиэфира. Говоря конкретно, смола сополимеризованного сложного полиэфира может быть смолой, в которой полимеризованы два или три и более диола и дикарбоновая кислота. Говоря более конкретно, это может быть смола сополимеризованного полиэтилентерефталата (Co-PET).
Говоря конкретно, диол может включать, по меньшей мере, одного представителя, выбираемого из группы, состоящей из этиленгликоля, диэтиленгликоля, неопентилгликоля, пропандиола, незамещенного или замещенного алкильной группой, бутандиола, незамещенного или замещенного алкильной группой, пентандиола, незамещенного или замещенного алкильной группой, гександиола, незамещенного или замещенного алкильной группой, октандиола, незамещенного или замещенного алкильной группой, и их комбинации.
Например, диол может включать, по меньшей мере, одного представителя, выбираемого из группы, состоящей из этиленгликоля, диэтиленгликоля, неопентилгликоля, 1,3-пропандиола, 1,2-октандиола, 1,3-октандиола, 2,3-бутандиола, 1,3-бутандиола, 1,4-бутандиола, 1,5-пентандиола, 2-бутил-2-этил-1,3-пропандиола, 2,2-диэтил-1,5-пентандиола, 2,4-диэтил-1,5-пентандиола, 3-метил-1,5-пентандиола и 1,1-диметил-1,5-пентандиола.
Дикарбоновая кислота может включать ароматическую дикарбоновую кислоту, алифатическую дикарбоновую кислоту, алициклическую дикарбоновую кислоту или их сложный эфир.
Например, дикарбоновая кислота может быть терефталевой кислотой, диметилтерефталевой кислотой, изофталевой кислотой, нафталиндикарбоновой кислотой, ортофталевой кислотой, адипиновой кислотой, азелаиновой кислотой, себациновой кислотой, декандикарбоновой кислотой, их сложным эфиром или их комбинацией. Говоря конкретно, дикарбоновая кислота может включать, по меньшей мере, одного представителя, выбираемого из группы, состоящей из терефталевой кислоты, диметилтерефталата, нафталиндикарбоновой кислоты и ортофталевой кислоты.
В соответствии с одним вариантом осуществления смола сополимеризованного сложного полиэфира может быть одним представителем, в котором полимеризованы два или три и более диола и ароматическая дикарбоновая кислота. Говоря конкретно, смола сополимеризованного сложного полиэфира может быть одним представителем, в котором полимеризованы диолы, включающие этиленгликоль и, по меньшей мере, один сомономер, и ароматическая дикарбоновая кислота.
Диол может включать этиленгликоль и, по меньшей мере, один сомономер, выбираемый из группы, состоящей из неопентилгликоля и диэтиленгликоля.
Говоря конкретно, диол может включать этиленгликоль в количестве в диапазоне от 50% моль. до 90% моль. при расчете на совокупное количество молей диолов. Например, диол может включать этиленгликоль в количестве в диапазоне от 60% моль. до 90% моль., до 65% моль. до 88% моль., от 68% моль. до 85% моль., от 70% моль. до 83% моль. или от 71% моль. до 80% моль. при расчете на совокупную массу молей диола.
В дополнение к этому, диол может включать, по меньшей мере, один сомономер, выбираемый из группы, состоящей из неопентилгликоля и диэтиленгликоля, в количестве, составляющем 15% моль. и более. Например, диол может включать, по меньшей мере, один сомономер, выбираемый из группы, состоящей из неопентилгликоля и диэтиленгликоля, в количестве, составляющем 17% моль. и более, 19% моль. и более, 20% моль. и более, находящемся в диапазоне от 15% моль. до 50% моль., от 15% моль. до 40% моль., 17% моль. до 35% моль., от 19% моль. до 30% моль. или от 20% моль. до 29% моль. при расчете на совокупную массу молей диола. Вследствие удовлетворения уровня содержания сомономера вышеупомянутому диапазону возможным является более эффективный контроль степени кристалличности при одновременной демонстрации превосходной степени усадки в основном направлении усадки.
В дополнение к этому, в случае уровня содержания сомономера, меньшего, чем вышеупомянутый диапазон, могут быть ухудшены характеристики термоусадки для пленки сложного полиэфира. Говоря конкретно, степень термоусадки для пленки сложного полиэфира в основном направлении усадки может оказаться недостаточной при конкретной температуре, а степень термоусадки для пленки сложного полиэфира в направлении, перпендикулярном основному направлению усадки, может оказаться чрезмерно большой при конкретной температуре.
Говоря конкретно, диол может включать в качестве сомономера диэтиленгликоль. Например, уровень содержания диэтиленгликоля в диоле может находиться в диапазоне от 1% моль. до 10% моль., от 1% моль. до 8% моль., от 3% моль. до 6% моль. или от 3,5% моль. до 5,5% моль..
Говоря конкретно, диол может включать в качестве сомономера неопентилгликоль. Например, уровень содержания неопентилгликоля в диоле может находиться в диапазоне от 5% моль. до 35% моль., от 7% моль. до 33% моль., от 10% моль. до 30% моль., от 13% моль. до 28% моль. или от 15% моль. до 25% моль..
Вследствие удовлетворения уровня содержания неопентилгликоля вышеупомянутому диапазону степень термоусадки в первом направлении или во втором направлении, перпендикулярном первому направлению, легко подстраивают при термоусаживании пленки таким образом, что возможным является более эффективное предотвращение возникновения морщин или деформации при нанесении пленки на контейнер.
В дополнение к этому, смола сложного полиэфира в дополнение к диольному компоненту может, кроме того, включать одноатомный спирт. Например, одноатомный спирт может представлять собой метанол, этанол, изопропиловый спирт, аллиловый спирт или бензиловый спирт. Говоря конкретно, смола сложного полиэфира может включать одноатомный спирт в количестве в диапазоне от 10 до 30% моль., от 13 до 25% моль. или от 15 до 22% моль. при расчете на совокупное количество молей диольного компонента и одноатомного спирта, но этим ограничений на него не накладывают.
Дикарбоновая кислота может включать ароматическую дикарбоновую кислоту. Например, дикарбоновая кислота может включать терефталевую кислоту или диметилтерефталевую кислоту в количестве, составляющем 80% моль. и более, 90% моль. и более, 95% моль. и более, 99% моль. и более или 100% моль. при расчете на совокупное количество молей дикарбоновой кислоты.
Диол и дикарбоновую кислоту подвергают реакции переэтерификации, а после этого полимеризации для получения, тем самым, смолы сополимеризованного сложного полиэфира.
Говоря конкретно, в качестве катализатора для реакции переэтерификации может быть использован, по меньшей мере, один катализатор, выбираемый из ацетата марганца, ацетата кальция и ацетата цинка. Уровень содержания катализатора может находиться в диапазоне от 0,02 массовой части до 0,2 массовой части, от 0,02 массовой части до 0,1 массовой части или от 0,05 массовой части до 0,08 массовой части при расчете на совокупную массу дикарбоновой кислоты.
В дополнение к этому, после завершения реакции переэтерификации могут быть селективно добавлены, по меньшей мере, одна добавка, выбираемая из группы, состоящей из диоксида кремния, калия и магния; стабилизатор, такой как триметилфосфат; катализатор полимеризации, такой как триоксид сурьмы и тетрабутилентитанат; и тому подобное.
Пленка сложного полиэфира может иметь толщину в диапазоне от 10 мкм до 100 мкм. Например, толщина слоя основы может находиться в диапазоне от 20 мкм до 80 мкм, от 30 мкм до 70 мкм, от 35 мкм до 65 мкм, от 35 мкм до 55 мкм, от 40 мкм до 60 мкм или от 35 мкм до 45 мкм.
Способ получения пленки сложного полиэфира
В соответствии с еще одним вариантом осуществления предлагается способ получения пленки сложного полиэфира, который включает получения смолы сополимеризованного сложного полиэфира, который включает получение смолы сополимеризованного сложного полиэфира, в которой сополимеризованы диол и дикарбоновая кислота; экструдирование из расплава смолы сополимеризованного сложного полиэфира при температуре в диапазоне от 250°С до 300°С для получения нерастянутого листа; и растяжение нерастянутого листа при температуре в диапазоне от 70°С до 100°С, а после его отверждение при нагревании при температуре в диапазоне от 65°С до 90°С для получения пленки сложного полиэфира, где температура кристаллизации (Тс) для пленки сложного полиэфира не измеряется или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии, а при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования составляет 10% и менее.
Композицию и технологические условия подстраивают таким образом, чтобы пленка сложного полиэфира, произведенная, в конечном счете, при использовании вышеупомянутого способа, удовлетворяла бы характеристикам (температуре кристаллизации, характеристикам усадки и тому подобному) в соответствии с представленным выше обсуждением изобретения. Говоря конкретно, в целях удовлетворения конечной пленки сложного полиэфира характеристикам в соответствии с представленным выше обсуждением изобретения подстраивают композицию смолы сополимеризованного сложного полиэфира, подстраивают температуру эструдирования, температуру отливки, температуру предварительного нагревания во время растяжения, степень растяжения в каждом направлении, температуру растяжения, скорость растяжения и тому подобное или после растяжения проводят тепловую обработку и релаксацию при одновременном подстраивании температуры тепловой обработки и степени релаксации.
Ниже в настоящем документе будет подробно описываться каждая стадия.
Во-первых, приготавливают смолу сополимеризованного сложного полиэфира. Подробности в отношении смолы сополимерного сложного полиэфира соответствуют представленному выше описанию изобретения.
Говоря конкретно, полимеризация для смолы сополимеризованного сложного полиэфира может быть проведена при использовании обыкновенных реакции переэтерификации и реакции поликонденсации. В таком случае диольный и дикарбокислотный использованные компоненты и их уровни содержания соответствуют приведенному выше представлению изобретения на примерах.
После этого смола сополимеризованного сложного полиэфира может быть экструдирована из расплава при температуре в диапазоне от 250°С до 300°С или от 260°С до 280°С, а после этого охлаждена для получения нерастянутого листа. Нерастянутый лист перепускают через предварительно нагреваемую камеру при одновременном его перемещении при скорости в диапазоне от 10 м/минута до 110 м/минута, от 25 м/минута до 90 м/минута, от 40 м/минута до 80 м/минута или от 50 м/минута до 60 м/минута.
Предварительное нагревание может быть проведено при температуре в диапазоне от 90°С до 120°С на протяжении от 0,01 минуты до 1 минуты. Например, температура предварительного нагревания (Т1) может находиться в диапазоне от 95°С до 115°С или от 97°С до 113°С, и время предварительного нагревания может находиться в диапазоне от 0,05 минуты до 0,5 минуты или от 0,08 минуты до 0,2 минуты.
После этого предварительно нагретый нерастянутый лист растягивают при температуре в диапазоне от 70°С до 95°С.
Говоря конкретно, растяжение может быть одноосным растяжением или двухосным растяжением. Говоря конкретно, растяжение может быть одноосным растяжением, проводимым в поперечном направлении (ПпН), или двухосным растяжением, проводимым в продольном направлении (ПрН), а после этого в поперечном направлении (ПпН).
Растяжение может быть проведено при температуре, меньшей, чем температура предварительного нагревания (Т1) на величину в диапазоне от 10°С до 20°С. Например, растяжение может быть проведено при температуре в диапазоне от 70°С до 100°С, от 75°С до 100°С, от 80°С до 98°С или от 83°С до 96°С.
В дополнение к этому, в случае растяжения в виде одноосного растяжения растяжение может быть проведено в поперечном направлении (ПпН) при степени растяжения в диапазоне от 3,5 раза до 5 раз, от 3,5 раза до 4,8 раза или от 3,8 раза до 4,6 раза. В дополнение к этому, в случае растяжения в виде двухосного растяжения растяжение может быть проведено в продольном направлении (ПрН) при степени растяжения в диапазоне от 1,1 раза до 2 раз или от 1,1 раза до 1,5 раза, а после этого в поперечном направлении (ПпН) при степени растяжения в диапазоне от 3,5 раза до 5 раз, от 3,5 раза до 4,8 раза или от 3,8 раза до 4,6 раза.
В дополнение к этому, после растяжения может быть дополнительно проведена стадия нанесения покрытия. Говоря конкретно, стадия нанесения покрытия может быть дополнительно проведена до одноосного растяжения в поперечном направлении (ПпН) или до растяжения в поперечном направлении после растяжения в продольном направлении. Говоря более конкретно, стадия нанесения покрытия может быть дополнительно проведена для формирования промотирующего слоя и тому подобного, способных придавать пленке функциональность, такую как антистатическая и тому подобная. Стадия нанесения покрытия может быть проведена при использовании нанесения покрытия в результате центрифугирования или поточного нанесения покрытия, но этим на нее ограничений не накладывают.
После этого растянутый лист подвергают отверждению при нагревании при температуре в диапазоне от 65°С до 90°С для получения пленки сложного полиэфира.
Отверждение при нагревании может представлять собой отжиг и может быть проведено при температуре в диапазоне от 65°С до 90°С на протяжении от 0,01 минуты до 1 минуты. Например, температура отверждения при нагревании (Т2) может находиться в диапазоне от 65°С до 85°С или от 69°С до 81°С, и время отверждения при нагревании может находиться в диапазоне от 0,05 минуты до 0,5 минуты или от 0,08 минуты до 0,2 минуты.
Способ регенерации полиэтилентерефталатного контейнера
В соответствии с еще одним другим вариантом осуществления предлагается способ регенерации полиэтилентерефталатного контейнера, который включает получение полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира; дробление полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, для получения чешуек; и тепловую обработку чешуек для производства регенерированной крошки сложного полиэфира, где при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек степень комкования составляет 10% и менее, и чешуйки включают первые чешуйки, полученные в результате дробления полиэтилентерефталатного (РЕТ) контейнера, и вторые чешуйки, полученные в результате дробления пленки сложного полиэфира.
В целях регенерации полиэтилентерефталатного (РЕТ) контейнера, соответствующего одному варианту осуществления, приготавливают полиэтилентерефталатный (РЕТ) контейнер, по меньшей мере, часть которого окружена пленкой сложного полиэфира.
Обыкновенно использовался способ, который включает промывание направленных на переработку для вторичного использования бросовых продуктов, при котором контейнеры, металлы, стекло и пластмассы могут быть перемешаны, для отсортировывания контейнеров из сложного полиэфира и удаления пленок и тому подобного, обертывающих контейнеры, в целях улучшения пригодности к переработке для вторичного использования и качества контейнеров. Стадия удаления была проведена в результате механических раздирания или резки пленок или при использовании такой дополнительной стадии, как разделение в жидкости по относительной плотности, обезвоживание, высушивание и/или разделение в воздушном потоке по относительной плотности или гранулирование.
Однако, на вышеупомянутой стадии удаления полное удаление пленок было затруднительным. В частности, было затруднительным улучшение качества регенерированной крошки сложного полиэфира, произведенной таким образом, вследствие наличия остаточной типографской краски, которая была образована на пленках.
В способе регенерации контейнера из сложного полиэфира, соответствующем одному варианту осуществления, возможным является производство регенерированной крошки сложного полиэфира без проведения дополнительной стадии удаления пленки, окружающей полиэтилентерефталатный (РЕТ) контейнер, в результате чего экономятся издержки.
Полиэтилентерефталатный (РЕТ) контейнер снабжается пленкой сложного полиэфира на наружной поверхности контейнера. Говоря конкретно, наружную поверхность полиэтилентерефталатного контейнера покрывают пленкой сложного полиэфира, и пленка может быть подвергнута усадке под воздействием водяного пара или горячего воздуха для окружения, по меньшей мере, части наружной поверхности полиэтилентерефталатного контейнера. Например, пленка сложного полиэфира в качестве термоусаживаемой пленки может представлять собой этикетку полиэтилентерефталатного контейнера, но этим на нее ограничений не накладывают.
Подробности в отношении пленки сложного полиэфира соответствуют представленному выше описанию изобретения.
После этого полиэтилентерефталатный (РЕТ) контейнер, снабженный пленкой, раздробляют для получения чешуек.
Говоря конкретно, по меньшей мере, часть наружной поверхности полиэтилентерефталатого (РЕТ) контейнера окружают пленкой и контейнер и пленку раздробляют совместно для получения чешуек без проведения стадии разделения контейнера и пленки.
То есть, чешуйки включают первые чешуйки, полученные в результате дробления контейнера из сложного полиэфира, и вторые чешуйки, полученные в результате дробления пленки.
Размер частиц первых чешуек может находиться в диапазоне от 0,1 мм до 25 мм, и размер частиц вторых чешуек может находиться в диапазоне от 0,1 мм до 25 мм. Например, размер частиц первых чешуек может находиться в диапазоне от 0,3 мм до 23 мм, от 0,5 мм до 20 мм, от 1 мм до 20 мм, от 0,5 мм до 15 мм, от 0,5 мм до 13 мм, от 1 мм до 18 мм, от 1 мм до 15 мм, от 1 мм до 13 мм или от 2 мм до 10 мм, и размер частиц вторых чешуек может находиться в диапазоне от 0,3 мм до 23 мм, от 0,5 мм до 20 мм, от 1 мм до 20 мм, от 0,5 мм до 15 мм, от 0,5 мм до 13 мм, от 1 мм до 18 мм, от 1 мм до 15 мм, от 1 мм до 13 мм или от 2 мм до 10 мм, но этим на них ограничений не накладывают.
После этого до проведения стадии тепловой обработки может быть дополнительно поведена стадия промывания дробленых чешуек. Говоря конкретно, стадия промывания может быть проведена при использовании промывающего раствора, включающего воду и/или водный раствор 1 массовой части гидроксида натрия, при температуре в диапазоне от 85°С до 90°С.
Например, дробленые чешуйки могут быть, во-первых, промыты водой, во-вторых, промыты промывающим раствором, а после этого, в третьих, промыты еще раз водой. По мере проведения стадии промывания возможными являются удаление примесей, которые могут оставаться в дробленых чешуйках, а также эффективное удаление компонента в виде типографской краски. Таким образом, возможным является улучшение качества и степени чистоты регенерированной крошки сложного полиэфира, произведенной таким образом, что, тем самым, доводит до максимума пригодность к переработке для вторичного использования.
В дополнение к этому, после стадии промывания может быть дополнительно проведена стадия высушивания промытых чешуек при температуре в диапазоне от 60°С до 175°С на протяжении от 10 минут до 30 минут. Например, стадия высушивания может быть проведена при температуре в диапазоне от 65°С до 175°С, от 70°С до 170°С, от 90°С до 165°С, от 100°С до 165°С или от 120°С до 165°С, от 140°С до 165°С или от 150°С до 165°С на протяжении от 10 минут до 85 минут, от 10 минут до 70 минут или от 15 минут до 30 минут.
Стадии промывания и высушивания могут быть проведены от одного до пяти раз повторов. Например, примеси, остающиеся в чешуйках, могут быть эффективно удалены в результате неоднократного проведения стадий промывания и высушивания от двух до пяти раз или от трех до пяти раз в порядке их следования.
В заключение, чешуйки подвергают тепловой обработке для производства регенерированной крошки сложного полиэфира.
Говоря конкретно, чешуйки включают первые чешуйки, полученные в результате дробления полиэтилентерефталатного (РЕТ) контейнера, и вторые чешуйки, полученные в результате дробления пленки сложного полиэфира.
Тепловая обработка может быть проведена при температуре в диапазоне от 200°С до 220°С на протяжении от 60 минут до 120 минут. Например, тепловая обработка может быть проведена при температуре в диапазоне от 200°С до 215°С или от 205°С до 220°С на протяжении от 70 минут до 120 минут или от 80 минут до 120 минут.
В дополнение к этому, при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек степень комкования составляет 10% и менее. Таким образом, вследствие малости степени комкования, которая может быть стимулирована во время совместного переплетения первых чешуек и вторых чешуек, качество приготовленной регенерированной крошки является превосходным. Говоря конкретно, вследствие включения в чешуйки вторых чешуек, полученных в результате дробления пленки сложного полиэфира, соответствующей одному варианту осуществления, возможными являются эффективное уменьшение или предотвращение формирования агрегатов, что, тем самым, улучшает качество регенерированной крошки сложного полиэфира, произведенного таким образом.
Регенерированная крошка сложного полиэфира может быть получена после стадии тепловой обработки. Говоря конкретно, после стадии тепловой обработки может быть получена регенерированная крошка сложного полиэфира, которая включает первые чешуйки и вторые чешуйки. Например, для получения регенерированной крошки сложного полиэфира чешуйки могут быть экструдированы из расплава и разрезаны, но этим ограничений на них не накладывают.
Регенерированная крошка сложного полиэфира
В соответствии с еще одним другим вариантом осуществления предлагается регенерированная крошка сложного полиэфира, произведенная при использовании способа регенерации полиэтилентерефталатного контейнера.
Говоря конкретно, регенерированная крошка сложного полиэфира может включать первые чешуйки, содержащие полиэтилентерефталат (РЕТ), и вторые чешуйки, содержащие смолу сложного полиэфира.
Регенерированная крошка сложного полиэфира может демонстрировать характеристическую вязкость (ХВ), составляющую 0,55 дл/г и более. Например, регенерированная крошка сложного полиэфира может демонстрировать характеристическую вязкость (ХВ), составляющую 0,58 дл/г и более или 0,59 дл/г и более, находящуюся в диапазоне от 0,55 дл/г до 3,0 дл/г, от 0,55 дл/г до 2,0 дл/г, от 0,55 дл/г до 1,0 дл/г, от 0,58 дл/г до 0,85 дл/г или от 0,58 дл/г до 0,7 дл/г.
В дополнение к этому, регенерированная крошка сложного полиэфира может содержать полиэтилентерефталат в количестве в диапазоне от 70% (масс.) до 99% (масс.) и смолу сополимеризованного сложного полиэфира в количестве в диапазоне от 1% (масс.) до 30% (масс.) при расчете на совокупную массу регенерированной крошки сложного полиэфира. Например, регенерированная крошка сложного полиэфира может содержать полиэтилентерефталат в количестве в диапазоне от 80% (масс.) до 99% (масс.), от 90% (масс.) до 99% (масс.) или от 95% (масс.) до 99% (масс.) и смолу сополимеризованного сложного полиэфира в количестве в диапазоне от 1% (масс.) до 20% (масс.), от 1% (масс.) до 10% (масс.) или от 1% (масс.) до 5% (масс.) при расчете на совокупную массу регенерированной крошки сложного полиэфира.
Режим для изобретения
Ниже в настоящем документе настоящее изобретение будет описываться более подробно при обращении к следующим далее примерам. Однако, данные примеры представлены для иллюстрирования настоящего изобретения, и на объем настоящего изобретения этим ограничений не накладывают.
[Пример]
Получение пленки сложного полиэфира
Пример 1-1
(1) Получение смолы сополимеризованного сложного полиэфира
В автоклав, оснащенный перемешивающим устройством и перегонной колонкой, загружали терефталевую кислоту (ТРА) в качестве дикарбоновой кислоты и этиленгиколь (EG) и сомономер в качестве диола. Для проведения реакции на каждые 100 массовых частей дикарбоновой кислоты добавляли 0,07 массовой части ацетата марганца в качестве катализатора переэтерификации со следующими далее нагреванием смеси до 220°С и удалением метанола, произведенного в качестве побочного продукта.
После завершения реакции переэтерификации на каждые 100 массовых частей дикарбоновой кислоты добавляли 0,07 массовой части диоксида кремния, характеризующегося средним диаметром частиц 0,28 мкм, и добавляли 0,4 массовой части триметилфосфата в качестве стабилизатора. По истечении 5 минут добавляли 0,035 массовой части триоксида сурьмы и 0,005 массовой части тетрабутилентитаната в качестве катализатора полимеризации со следующим далее перемешиванием на протяжении 10 минут. Впоследствии реакционную смесь переводили во второй реактор, оснащенный вакуумным аппаратом. Давление постепенно уменьшали при одновременном увеличении температуры до 285°С и полимеризацию проводили на протяжении приблизительно 210 минут для получения, тем самым, смолы сополимеризованного сложного полиэфира.
(2) Получение пленки
Смолу сополимеризованного сложного полиэфира, приготовленную на стадии (1), экструдировали при 270°С через плоскощелевую экструзионную головку, которую охлаждали для получения нерастянутого листа. После этого нерастянутый лист перепускали через вальцы при одновременном его перемещении со скоростью 55 м/мин для подстраивания, тем самым, его толщины. Нерастянутый лист подвергали предварительному нагреванию при 105°С на протяжении 0,1 минуты при одновременных его перемещении со скоростью 55 м/минута и растяжении в 4,3 раза в поперечном направлении (ПпН) при 83°С. После этого растянутый лист подвергали отверждению при нагревании при 69°С на протяжении приблизительно 0,1 минуты для получения пленки сложного полиэфира, имеющей толщину 40 мкм.
Примеры от 1-2 до 1-6 и сравнительный пример 1-1
Пленки сложного полиэфира приготавливали тем же самым образом, что и в примере 1-1, за исключением изменения компонентов, уровней содержания и технологических условий, как это продемонстрировано в приведенной ниже таблице 1.
[Таблица 1]
* NPG: неопентилгликоль
* CHDM: 1,4-циклогександиметанол
* DEG: диэтиленгликоль
Пример испытания 1-1: Tc, Tm и теплота кристаллизации
4 мг образца пленок сложного полиэфира, приготовленных в примерах от 1-1 до 1-6 и сравнительном примере 1-1, сканировали в режиме дифференциального сканирующего калориметра (ДСК) при скорости увеличения температуры 10°С/мин, используя дифференциальный сканирующий калориметр (Q2000, изготовитель: TA Instruments).
В результате измерения первая эндотермическая температура являлась температурой стеклования (Tg), экзотермическая температура, измеренная после Tg, являлась температурой кристаллизации (Тс), а эндотермическая температура, измеренная после Тс, являлась температурой плавления (Tm). Интеграл в области Тс вычисляли в качестве теплоты кристаллизации. Чем большим будет значение теплоты кристаллизации, тем большей будет скорость кристаллизации, и тем большей будет скорость перехода в кристаллическую фазу.
Пример испытания 1-2: Скорость термоусадки
На фигуре 3 демонстрируется метод измерения термоусадки для пленки сложного полиэфира. Что касается фигуры 3, то согласно ей каждую из пленок сложных полиэфиров (100), приготовленных в примерах от 1-1 до 1-6 и сравнительном примере 1-1, резали с размерами 300 мм в измеряемом направлении и 15 мм в направлении, перпендикулярном ему. В данном случае 300 мм представляли собой первый размер (х1) до усадки, а 15 мм представляли собой второй размер (фигура 3(а)).
Резаную плену сложного полиэфира (100) погружали в водяную баню, нагретую при 80°С или 90°С, на протяжении 10 секунд и измеряли подвергшийся усадке размер пленки сложного полиэфира (100а) после усадки, то есть, первый размер после усадки (х2) (фигура 3(b)), и проводили вычисления в соответствии со следующим далее уравнением. Степень термоусадки (%) в данном примере испытания получали в основном направлении усадки (ПпН) для пленки.
Степень термоусадки (%) = (х1 - х2) / х1 × 100
[Таблица 2]
Как это продемонстрировано в таблице 2, для пленок сложных полиэфиров из примеров от 1-1 до 1-6 термоусадка по отношению к каждой температуре в основном направлении усадки (ПпН), температура кристаллизации (Тс), теплота кристаллизации и температура плавления (Tm) попадают в пределы предпочтительных диапазонов.
Получение регенерированной крошки сложного полиэфира
Пример 2-1
(1) Получение полиэтилентерефталатного контейнера, снабженного пленкой сложного полиэфира
Часть наружной поверхности полиэтилентерефталатного контейнера (контейнера из полимера РЕТ, 30 г) обертывали пленкой сложного полиэфира, приготовленной в примере 1-1. В таком случае ее фиксировали при использовании акрилового адгезива. После этого пленку сложного полиэфира из примера 1-1 подвергали усадке при температуре 90°С в условиях воздействия горячего воздуха для получения полиэтилентерефталатного контейнера, снабженного пленкой сложного полиэфира.
(2) Способ регенерации полиэтилентерефталатного контейнера
Контейнер, снабженный пленкой сложного полиэфира и приготовленный на стадии (1), раздробляли при использовании дробилки для получения чешуек. Чешуйки, во-первых, промывали водой. После этого чешуйки, во-вторых, промывали на протяжении 15 минут промывающим раствором (смесью из раствора 0,3% (масс.) продукта Triton X-100 и раствора 1,0% (масс.) NaOH), перемешиваемом в ванне при 88°С и 880 об./мин. После этого чешуйки, подвергнутые второму промыванию, в-третьих, промывали водой при комнатной температуре для удаления остаточного промывающего раствора и высушивали при 160°С на протяжении 20 минут.
После этого их подвергали тепловой обработке при 210°С на протяжении 90 минут для производства регенерированной крошки сложного полиэфира.
Примеры от 2-2 до 2-8 и сравнительный пример 2-1
Регенерированную крошку сложного полиэфира приготавливали тем же самым образом, что и в примере 2-1, за исключением использования вместо пленки сложного полиэфира из примера 1-1 каждой из пленок сложных полиэфиров из примеров от 1-2 до 1-6 и сравнительного примера 1-1.
Пример испытания 2-1: Степень комкования
Степень комкования (%) измеряли в соответствии с методикой оценки комкования полиэтилентерефталатных чешуек (APR PET-S-08) Ассоциации переработчиков пластмассы для вторичного использования США (APR).
На фигуре 2 демонстрируется метод измерения комкования для полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира.
Как это продемонстрировано на фигуре 2(а), изделие (1), в котором пленку сложного полиэфира получают в качестве этикетки (11а) на полиэтилентерефталатном (РЕТ) контейнере (20), раздробляли в дробилке (6) и перепускали через сито (сито на 0,374 ‘’ (9,5 мм), не показано), имеющее размер отверстия 9,5 мм, для получения смешанных чешуек, образованных из 97 г первых чешуек (20а), полученных в результате дробления полиэтилентерефталата (РЕТ), и 3 г вторых чешуек (10а), полученных в результате дробления пленки сложного полиэфира.
После этого, как это продемонстрировано на фигуре 2(b), смешанные чешуйки располагали на цилиндре, имеющем диаметр 6 см и высоту 8 см, и поверх располагали сжимающую массу (7) в 2,5 кг для приложения нагрузки. После этого цилиндр с расположенной поверх массой подвергали тепловой обработке в конвекционной печи при 210°С на протяжении 90 минут, а после этого охлаждению при комнатной температуре.
После этого, как это продемонстрировано на фигуре 2(с), охлажденные смешанные чешуйки располагали на втором сите (8; 0,625 ‘’ (15,9 мм)), имеющем диаметр отверстия (d) 11,2 мм, и отфильтровывали, а агрегированные смешанные чешуйки (10b), остающиеся на втором сите (8), собирали и взвешивали.
Степень комкования (%) = масса агрегированных смешанных чешуек/масса первоначальных смешанных чешуек × 100
Пример испытания 2-2: Характеристическая вязкость
Регенерированную крошку сложного полиэфира, приготовленную в примерах от 2-1 до 2-6 и сравнительном примере 2-1, растворяли в орто-хлорфеноле при 100°С и при использовании вискозиметра Оствальда измеряли относительную вязкость при 35°С в термостатической бане в результате измерения времени до скапывания образца. После этого характеристическую вязкость (ХВ) для значения, соответствующего полученной относительной вязкости, подтверждали в приведенной ниже таблице 3 и округляли до третьего десятичного разряда.
[Таблица 3]
[Таблица 4]
Как это продемонстрировано в таблице 4, регенерированная крошка сложного полиэфира из примеров от 2-1 до 2-6, удовлетворяющая конкретному диапазону температуры кристаллизации (Тс) и конкретному диапазону температуры плавления (Tm) из таблицы 2, характеризовалась очень низкой степенью комкования в подобном диапазоне характеристической вязкости в сопоставлении со сравнительным примером 2-1, что является выгодным для долговременного высокотемпературного высушивания в способе регенерации, в результате чего возможным является улучшение пригодности к переработке для вторичного использования.



Настоящее изобретение относится к пленке сложного полиэфира, характеризующейся превосходной пригодностью к переработке для вторичного использования. Пленка сложного полиэфира содержит смолу сополимеризованного сложного полиэфира, в которой сополимеризованы диол и ароматическая дикарбоновая кислота. Температура кристаллизации (Тс) пленки является неизмеряемой или равной 70-130°С. При тепловой обработке при температуре 210°С на протяжении 90 мин степень комкования чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, составляет 10% и менее. Способ получения пленки сложного полиэфира включает: получение смолы сополимеризованного сложного полиэфира; экструдирование из расплава смолы сополимеризованного сложного полиэфира при температуре 250-300°С для получения нерастянутого листа и растяжение нерастянутого листа при температуре 70-100°С, после этого его отверждение при нагревании при температуре 65-90°С для получения пленки сложного полиэфира. Способ регенерации полиэтилентерефталатного контейнера включает: обеспечение РЕТ контейнера, снабженного пленкой сложного полиэфира; дробление РЕТ контейнера для получения чешуек и тепловую обработку чешуек для получения регенерированной крошки сложного полиэфира. Технический результат – разработка пленки сложного полиэфира, демонстрирующей превосходные характеристики усадки благодаря контролируемой степени кристалличности и превосходную пригодность к переработке для вторичного использования, неоднородное комкование происходит редко даже для случая ее высушивания при высоких температурах на протяжении продолжительного периода времени при ее тепловой обработке. 3 н. и 6 з.п. ф-лы, 6 ил., 4 табл., 16 пр.
1. Пленка сложного полиэфира, содержащая смолу сополимеризованного сложного полиэфира, в которой сополимеризованы диол и ароматическая дикарбоновая кислота,
где температура кристаллизации (Тс) для пленки является неизмеряемой или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии, и
при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования составляет 10% и менее.
2. Пленка по п. 1, где температура кристаллизации (Тс) находится в диапазоне от 96°С до 120°С, и температура плавления (Тm) составляет 170°С и более согласно измерению при использовании дифференциальной сканирующей калориметрии.
3. Пленка по п. 1, где степень комкования составляет 5% и менее.
4. Пленка по п. 1, где теплота кристаллизации в области температуры кристаллизации (Тс) находится в диапазоне от 0,01 Дж/г до 50 Дж/г.
5. Пленка по п. 1, имеющая степень термоусадки, составляющую 30% и более, в первом направлении после тепловой обработки при температуре 80°С на протяжении 10 секунд.
6. Пленка по п. 1, где диол включает этиленгликоль и, по меньшей мере, один сомономер, выбранный из группы, состоящей из неопентилгликоля и диэтиленгликоля, в количестве, составляющем 15% мол. или более.
7. Пленка по п. 6, где диол включает неопентилгликоль в количестве в диапазоне от 5% мол. до 35% мол. и диэтиленгликоль в количестве в диапазоне от 1% мол. до 10% мол.
8. Способ получения пленки сложного полиэфира, который включает:
получение смолы сополимеризованного сложного полиэфира, в которой сополимеризованы диол и ароматическая дикарбоновая кислота;
экструдирование из расплава смолы сополимеризованного сложного полиэфира при температуре в диапазоне от 250°С до 300°С для получения нерастянутого листа; и
растяжение нерастянутого листа при температуре в диапазоне от 70°С до 100°С и после этого его отверждение при нагревании при температуре в диапазоне от 65°С до 90°С для получения пленки сложного полиэфира,
где температура кристаллизации (Тс) для пленки сложного полиэфира является неизмеряемой или находится в диапазоне от 70°С до 130°С согласно дифференциальной сканирующей калориметрии, и
при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек, полученных в результате дробления полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, степень комкования составляет 10% и менее.
9. Способ регенерации полиэтилентерефталатного контейнера, который включает:
обеспечение полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира по любому из пп. 1-7;
дробление полиэтилентерефталатного (РЕТ) контейнера, снабженного пленкой сложного полиэфира, для получения чешуек; и
тепловую обработку чешуек для получения регенерированной крошки сложного полиэфира,
где при тепловой обработке при температуре 210°С на протяжении 90 минут чешуек степень комкования составляет 10% и менее, и
чешуйки включают первые чешуйки, полученные в результате дробления полиэтилентерефталатного (РЕТ) контейнера, и вторые чешуйки, полученные в результате дробления пленки сложного полиэфира.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

