Изобретение относится к порошковой металлургии и может быть использовано для получения композитов алюминий-графен с улучшенными механическими характеристиками, в первую очередь, с повышенной пластичностью; данные композиты могут быть использованы, например, в электротехнической промышленности при производстве кабельной продукции, а также в авиационной и космической промышленности.
Известен способ синтеза металл-графеновых нанокомпозитов (Елшина Л.А. и Мурадымов Р. В., патент РФ RU 2623410 от 20.07.2015, опубл. 26.06.2017 по классам C01B 32/184, B82B 3/00, B82Y 30/00), относящийся к производству композитов алюминий-графен, магний-графен и алюминий-магний-графен. В случае производства композитов алюминий-графен данный способ основан на прямом химическом взаимодействии иона углерода с расплавленным алюминием. Синтез композитов производили следующим образом. В печь вертикального нагрева помещали огнеупорный (например, алундовый) тигель, на дно которого выкладывали мелкодисперсную сухую смесь галогенидов щелочных металлов (например, хлоридов лития, натрия, калия, цезия) с галогенидом алюминия (например, фторидом алюминия), а также углерод-содержащий материал (например, порошок карбида кремния или карбоновые кислоты). Поверх данной смеси размещали источник алюминия (например, алюминиевый диск чистотой А999), который сверху засыпали аналогичной по составу мелкодисперсной смесью галогенидов щелочных металлов с галогенидом алюминия и углерод-содержащим материалом. Далее печь разогревали до температуры 400-500°C, после чего проводили изотермическую выдержку в течение 1-5 часов в атмосфере воздуха. В ходе этой выдержки протекали следующие физико-химические процессы: плавление алюминия, плавление солей (галогенидов щелочных металлов), а также реакция углерод-содержащей добавки с расплавленным алюминием. Результатом этих процессов являлся переход углерода в фазу расплавленного металла, при этом слой электролита на поверхности расплава, образовавшийся за счет плавления галогенидов щелочных металлов, изолировал алюминий-углеродный расплав от воздействия кислорода воздуха, предотвращая окисление алюминия и сгорание углерода. По истечении срока изотермической выдержки, расплав охлаждали со скоростью не более 1 град/мин, в результате данного процесса атомы углерода в металлической матрице объединялись в графеновые пленки площадью до 1000 мкм2 при отсутствии фазы карбидов алюминия.
Техническим результатом данного способа являлось получение однородного металлического композита алюминий-графен с пониженной плотностью и повышенными механическими характеристиками - твердостью, прочностью, модулем эластичности и относительным удлинением при разрыве. Однако, применение данного способа, во-первых, не позволяет полностью удалить из получаемого материала примесные загрязнения, образующиеся вследствие наличия в расплаве галогенидов щелочных металлов, во-вторых, требует существенных энергозатрат, связанных с необходимостью плавления алюминия и длительной выдержки при высоких температурах, и, в-третьих, характеризуется существенной продолжительностью времени охлаждения расплава (до 20 часов). В дополнение, изготовление заготовок больших размеров по данному методу неизбежно потребует дополнительного увеличения времени изотермической выдержки для получения однородного распределения графена в матрице алюминия.
Известен способ получения алюминиевого композита, усиленного графеном (патент CN108085524B, авторы Wu Haifeng, Wang Shan, Gao Yuanyuan, Li Jianchao и Zhang Xue от 22.11.2016, опубл. 13.09.2019 по классу C22C1/05), выбранный за прототип. В данном способе алюминий-графеновый композит получали следующим образом. Осуществляли совместный помол порошков графена (1-5 об.%) и алюминия в шаровой мельнице в двухстадийном режиме: 10-12 часов при скорости вращения 120-180 об/мин, после каждого 1-1,5 часов осуществляли прерывание помола на 15-30 минут для остывания помольной гарнитуры. В исходную смесь также добавляли лубрикант (стеариновую кислоту) в соотношении 1-1.5 г стеариновой кислоты на 100 г смеси порошков графен-алюминий. В результате этого происходило равномерное распределение листов графена в алюминиевом порошке, при этом низкооборотный режим помола гарантировал предотвращение агломерации графена в многослойные частицы и разрывы листов графена. После этого проводили высокоскоростной помол в течение 10-12 часов при скорости помола 200-300 об/мин, после каждого 1-1,5 часов осуществляли прерывание помола на 15-30 минут для остывания помольной гарнитуры. За счет данного этапа помола осуществляли частичное вдавливание листов графена в поверхность алюминиевых частиц. На следующей стадии синтеза смесь порошков превращали в первичные заготовки с использованием метода холодного прессования при давлении 150-300 МПа в течение 10-20 минут. На финальном этапе синтеза осуществляли горячую экструзию алюминий-графенового композита из стальной формы с использованием смеси графита со смазочным материалом в следующем режиме: 420-460°С, скорость экструзии не более 6 мм/сек, коэффициент экструзии варьировали от 10:1 до 40:1.
Техническим результатом данного способа является получение композитов с высокой плотностью, близкой к теоретической, с отсутствием карбидной фазы Al4C3 и с высокой однородностью распределения графена в матрице алюминия. Однако, данный подход имеет ряд недостатков. Во-первых, предлагаемое использование графена в смеси для помола трудно реализуемо в промышленных масштабах в связи с общеизвестными проблемами производства и использования монослойного графена, приводящих к тому, что в промышленных технологиях монослойный графен заменяют на многослойный, либо на графен-содержащие вещества (оксид графена или восстановленный оксид графена). В свою очередь, использование многослойного графена нивелирует все преимущества процедуры двухстадийного помола в шаровой мельнице и не обеспечивает заявляемой плотности итогового материала. Использование же графен-содержащих веществ приведет к необходимости существенной модификации процесса за счет введения в него операции восстановления данных соединений до графена. Во-вторых, наличие в исходной смеси порошков лубриканта (стеариновой кислоты) даже в незначительных количествах требует комплекса мер для предотвращения комкования лубриканта, приводящего к образованию частиц значительных размеров, которые, в свою очередь, в процессе горячей экструзии могут способствовать образованию пор большого размера в итоговом материале.
Техническим результатом заявляемого изобретения является возможность получения композитов алюминий-графен с улучшенными механическими характеристиками, в первую очередь, с повышенной пластичностью, технический результат достигается за счет использования терморасширенного графита в качестве источника графена в композите.
Достижение технического результата обеспечивается за счет заявляемого способа получения композитов алюминий-графен, включающего приготовление смеси порошков алюминия с размерами частиц не более 40,0 мкм и терморасширенного графита, в соотношении 99,3-98,8 мас. % порошка алюминия - 0,7-1,2 мас. % терморасширенного графита; помол приготовленной смеси с механоактивацией в планетарной мельнице в течение 2,5-3,0 часов при скорости вращения 400-450 оборотов в минуту с реверсными циклами продолжительностью 3-5 минут и перерывом для остывания помольной гарнитуры продолжительностью 25-30 минут в середине процесса, прессование заготовок при комнатной температуре при давлении прессования 5,0-5,5 т/см2 в течение 15-20 мин, изостатического прессования в жидкой среде при давлении 1400-1500 атм. и последующий обжиг в вакуумной речи при следующих параметрах: температура обжига 400-500°C в течение 1-1,5 часа при остаточном давлении менее 0,003 атм., при скорости нагрева 7-10°С/мин и остывании до комнатной температуры в течение 5-6 часов.
Выбор заявляемого подхода обусловлен тем, что в процессе совместного помола порошков алюминия и терморасширенного графита в планетарной мельнице протекает процесс микромеханического расщепления терморасширенного графита, который является эффективным механизмом конверсии терморасширенного графита в графен. Таким образом, за счет использования терморасширенного графита в качестве источника графена в итоговом композите, становится возможным решить ряд проблем, характерных для альтернативных способов получения композитов алюминий-графен. Так, получение графена в процессе микромеханического расщепления терморасширенного графита обеспечивает возможность использования в технологическом процессе дешевого и доступного сырья (коммерчески доступного терморасширенного графита вместо монослойного графена) и решает проблемы возможной агломерации и повреждения монослойных листов графена. В то же время, использование терморасширенного графита как источника графена вместо графен-содержащих добавок, таких как оксид графена или восстановленный оксид графена, делает избыточной стадию высокотемпературного отжига, необходимую для восстановления данных форм в графен. Наряду с этим, микромеханическое расщепление терморасширенного графита протекает параллельно с эффективным перемешиванием смеси порошков, в результате чего удается существенно сократить время процесса смешивания, продолжительность данного этапа получения композита алюминий-графен в заявляемом способе 3,0-3,5 часа против 20-25 в способе, описанном в патенте CN108085524B (прототипе).
Предлагаемый способ может быть применен для получения композитов алюминий-графен с улучшенными механическими характеристиками, в первую очередь, с повышенной пластичностью. Получаемый материал может найти применение в электротехнической промышленности при производстве кабельной продукции, а также в авиационной и космической промышленности. Для осуществления предлагаемого способа получения порошкового композитов алюминий-графен с улучшенными механическими характеристиками могут быть применены известные в технике средства и материалы.
Отбор требуемых фракций материалов порошка алюминия (например, ПА-4 по ГОСТ 6058-73, содержание алюминия не менее 98 мас. % с размерами частиц не более 40 мкм) может быть выполнен, например, с использованием ситовых вибрационных методик. Приготовление исходных порошковых смесей с требуемым соотношением компонентов (порошок алюминия 99,3-98,8 мас. % - 0,7-1,2 мас. % терморасширенного графита) может быть выполнено как в автоматизированном режиме (например, с использованием дозаторов), так и путем применения аналитических весов требуемого класса точности. Требуемые количества терморасширенного графита в исходной смеси определяются количеством графена в итоговом композите, необходимом для заполнения межзеренных пространств металлической матрицы композита алюминий-графен. Для используемой в заявляемом способе дисперсности исходных порошков алюминия и методов получения композита, данное количество определяется как 0,7-1,2 мас. %. При содержании терморасширенного графита в исходной смеси порошков менее заявляемого количества в 0,5 мас. %, получение композитов в рамках заявляемого метода практически невозможно. Этот факт обусловлен тем, что индивидуальный алюминий без добавок лубрикантов не способен компактифицироваться под воздействием холодного изостатического прессования; данный способ прессования не обеспечивает возможность получения заготовок, пригодных для дальнейших операций гидростатирования и вакуумного спекания. Наличие в смеси порошков терморасширенного графита в количествах более 0,5 мас. % обеспечивает лубрикационный эффект и позволяет получать заготовки, пригодные для дальнейших операций, в результате изостатического прессования при комнатной температуре. Однако, содержание терморасширенного графита в смеси порошков в количествах 0,5-0,7 мас. % не обеспечивает в полной мере необходимой плотности и пористости заготовок, в связи с чем механические свойства получаемых композитов алюминий-графен, в первую очередь, пластичность, недостаточны. Превышение заявляемого количества терморасширенного графита в исходной смеси порошков в 1,2 мас. % приводит к агломерации избыточного графена между частицами алюминиевого порошка; в процессе дальнейшего производства композита алюминий-графен происходит обратное превращение графена в графит. В этом случае для итогового композита характерны образование пор в толще материала с вкраплениями графита в них, наряду с этим, многослойный графен или графит могут также быть реализованы в виде вкраплений в межзеренном пространстве. Такие вкрапления ориентируются в плоскостях, перпендикулярных оси прессования, их наличие приводит к растрескиванию материала под нагрузкой. Перемешивание смеси порошков алюминия и терморасширенного графита с одновременной конверсией терморасширенного графита в графен путем микромеханического расщепления посредством помола с механоактивацией могут быть осуществлены с использованием планетарных мельниц (например, Pulverisette-6) в режиме 400-450 оборотов в минуту с реверсивными циклами 3-5 минут в течение 2,5-3,0 часа с перерывом для остывания помольной гарнитуры продолжительностью 25-30 минут в середине. Такой помол может осуществляться с использованием известных материалов требуемой твердости, например, в агатовом стакане с агатовой гарнитурой. Скорости помола, меньшие чем в заявляемом способе (менее 400 оборотов в минуту) на протяжении недостаточного времени (менее 2,5 часов) не позволяют добиться полной конверсии присутствующего в исходной смеси порошков терморасширенного графита в графен, а также её эффективного перемешивания, обеспечивающего однородность распределения графена в смеси после помола. Результатом такого отклонения параметров помола от заявляемых является присутствие в смеси порошков остаточного терморасширенного графита и неоднородный химический состав смеси порошков, что, в свою очередь, приводит к неоднородности итогового композитного материала и снижению его прочностных характеристик. Превышение заявляемых параметров помола (скорость более 450 оборотов в минуту на протяжении более 3 часов) приводит к частичной деформации листов графена и к сплющиванию частиц алюминиевого порошка в пластинки. Результатом формирования композита из смеси порошков, полученных в таком режиме, будет материал с нарушенной геометрической структурой графеновой фазы и увеличенной за счет пластинчатой формы зерен матрицы пористостью, что также приведет к понижению механической прочности получаемого материала. Длительность реверсивных циклов в 3-5 минут обусловлена тем, что при продолжительности реверсивного цикла менее 3-х минут имеет место избыточный износ помольного оборудования; в то же время, при превышении времени реверсивного цикла в 5 минут возможно образование нежелательных агломератов в смешиваемых порошках. Данная агломерация частиц на стадии помола и смешения может привести к неоднородности по размерам зерен в итоговом материале и к наличию вкраплений графита, в результате этого пластичность получаемого материала будет понижена. Предусматриваемый в заявляемом способе перерыв в 25-30 минут в середине процесса помола связан с избыточным разогревом помольной гарнитуры в заявляемом режиме помола. Отсутствие такого перерыва приведет к выходу помольного оборудования из строя, временные параметры такого перерыва обусловлены тем, что продолжительность перерыва менее 25 минут недостаточна для гарантированного охлаждения помольной гарнитуры, в то время как превышение времени такого перерыва более 30 минут нецелесообразно с точки зрения увеличений общей продолжительности процесса производства. Прессование помолотых порошковых смесей в заготовки при комнатной температуре и давлении 5,0-5,5 т/см2 в течение 15-20 минут осуществляют с использованием типовых прессов в пресс-формах, изготовленных, например, из нержавеющей стали. При недостаточном давлении прессования (менее заявляемой величины 5,0 т/см2) и/или недостаточной продолжительности операции прессования (менее 15 минут), спрессованная из порошковой смеси заготовка имеет плотность и пористость, недостаточную для проведения с ней дальнейших операций - извлечения из пресс-формы и изостатического прессования; полученные в таком режиме заготовки характеризуются наличием значительного количества трещин, что также делает невозможным дальнейшие операции с ней. В то же время, использование режимов прессования с параметрами, превышающими заявляемые (давление более 5,5 т/см2 и/или продолжительность прессования более 20 минут) является избыточным, так как не приводит к улучшению качества итогового композита алюминий-графен. Помимо этого, избыточное давление или продолжительность прессования могут приводить к частичному выдавливанию графена в поры заготовки, что приведет к избыточной пористости итогового материала и появлению вкраплений графита в нем. Изостатическое прессование в жидкой среде при давлении 1400-1500 атм. может быть осуществлено с использованием прессов-гидростатов (например, П9100.10-ГидХ). Использование режима гидростатирования меньшего, чем заявляемые 1400 атм. не обеспечивает требуемую плотность итогового материала, в то время как использование давления, превышающего заявляемое в 1500 атм. нецелесообразно, так как не приводит к улучшению свойств получаемого композита. Термообработка отпрессованных заготовок проводится в вакуумных печах (например, серий «Аверон» или «Сириус») при температуре обжига 400-450°C в течение 1-1,5 часа при остаточном давлении менее 0,003 атм., при скорости нагрева 7-10°С/мин и остывании до комнатной температуры в течение 5-6 часов. Превышение требуемого остаточного давления в рабочем объеме вакуумной печи в процессе термообработки приводит к выгоранию графена в заготовках за счет реакции углерода с остаточным кислородом воздуха, а также к окислению поверхности формируемых зерен алюминиевой матрицы материала. В результате этого имеет место отклонение состава от требуемого с нарушением как структуры графеновой фазы композита за счет выгорания, так и к изменению электрических свойств материала за счет появления на границах зерен материала плохо проводящего оксида алюминия. Превышение температуры обжига относительно заявляемой приводит к размягчению алюминия, результатом которого является возможная неоднородность по размерам зерен в итоговом материале, а также нежелательное изменение геометрии заготовок; недостаточная температура обжига не обеспечивает спекаемость изделий. Превышение скорости нагрева относительно заявляемой (более 10°С/мин) приводит к неоднородному спеканию заготовок, в то время как меньшие относительно заявляемых скорости нагрева (менее 7°С/мин) приводят к увеличению длительности процесса и являются экономически нецелесообразными.
Пример осуществления способа получения композитов алюминий-графен с улучшенной пластичностью.
Отбор фракции алюминиевого порошка ПА-4 по ГОСТ 6058-73 осуществляли на ситовом анализаторе A30, помещенном на вибростенд ВТ-30Т, производили отбор фракции менее 40 мкм, используемой в дальнейшем для приготовления смеси порошков. Полученную фракцию алюминиевого порошка смешивали с порошком терморасширенного графита (ТРГ по ТУ 2573-001-91200348-2011) в соотношении 99,0 мас. % алюминиевого порошка - 1,0 мас. % терморасширенного графита. Помол приготовленной смеси с механоактивацией компонентов и сопутствующей конверсией терморасширенного графита в графен за счет микромеханического расщепления терморасширенного графита проводили с использованием планетарной мельницы Pulverisette-6 в агатовых стаканах с агатовыми шарами в режиме 450 оборотов в минуту на протяжении 3 часов с 5-минутными реверсивными циклами и перерывом на охлаждение помольной гарнитуры продолжительностью в 30 минут, начало перерыва соответствовало середине процесса помола, то есть временной отметке 1,5 часа. Перемешанную смесь порошков алюминия и терморасширенного графита загружали в пресс-формы из нержавеющей стали марки 08Х18Н10, обеспечивавшие получение отпрессованных заготовок диаметром 35 мм и высотой 15 мм, после чего прессовали при комнатной температуре с использованием гидравлического пресса «KMG-50A» при давлении 5,5 т/см2 в течение 20 минут. Полученные заготовки диаметром 35 мм и высотой 15 мм подвергали изостатическому прессованию в жидкой среде с помощью гидростата П9100.10-ГидХ при давлении 1500 атм. Гидростатированные заготовки загружали в вакуумную печь и подвергали термообработке при остаточном давлении 0,002 атм., скорость нагрева составляла 8°С/мин, по достижении температуры 500°С образец был выдержан в течение 1 часа. Образец остывал вместе с печью (6 часов до комнатной температуры).
Полученные образцы композитов алюминий-графен имели те же размеры, что и гидростатированные заготовки, то есть диаметр 35 мм при высоте 15 мм. Визуальный осмотр полученных композитов показал отсутствие трещин и макродефектов. Исследования методом Рамановской спектроскопии подтвердили, что единственной углеродной фазой в полученном композите являлся графен. Полученные композиты были испытаны на механические свойства с помощью универсальной машины для механических испытаний Shimadzu AG-X Plus.
Конкретные примеры реализации способа и результаты исследований композитов алюминий-графен с улучшенными механическими характеристиками приведены в таблице 1, а также на Фиг. 1-3.
3 часа
20 минут
1500 атм
500°С в течение 1,5 часа
3 часа
20 минут
1500 атм
500°С в течение 1,5 часа
2,5 часа
15 минут
1500 атм
400°С в течение 1 часа
2,5 часа
15 минут
1400 атм
450°С в течение 1 часа
2,5 часа
20 минут
1500 атм
500°С в течение 1 часа
2,5 часа
15 минут
1400 атм
400°С в течение 1 часа
2,5 часа
20 минут
1500 атм
450°С в течение 1 часа
3 часа
20 минут
1500 атм
500°С в течение 1 часа
2,5 часа
15 минут
1400 атм
400°С в течение 1 часа
3 часа
15 минут
1500 атм
450°С в течение 1 часа
3 часа
20 минут
1500 атм
500°С в течение 1 часа
2,5 часа
20 минут
1500 атм
400°С в течение 1 часа
3 часа
20 минут
1400 атм
450°С в течение 1 часа
2,5 часа
20 минут
1500 атм
500°С в течение 1 часа
3 часа
20 минут
1500 атм
400°С в течение 1 часа
2,5 часа
15 минут
1500 атм
400°С в течение 1 часа
3 часа а
15 минут
1500 атм
400°С в течение 1 часа
Изобретение иллюстрируется следующими чертежами:
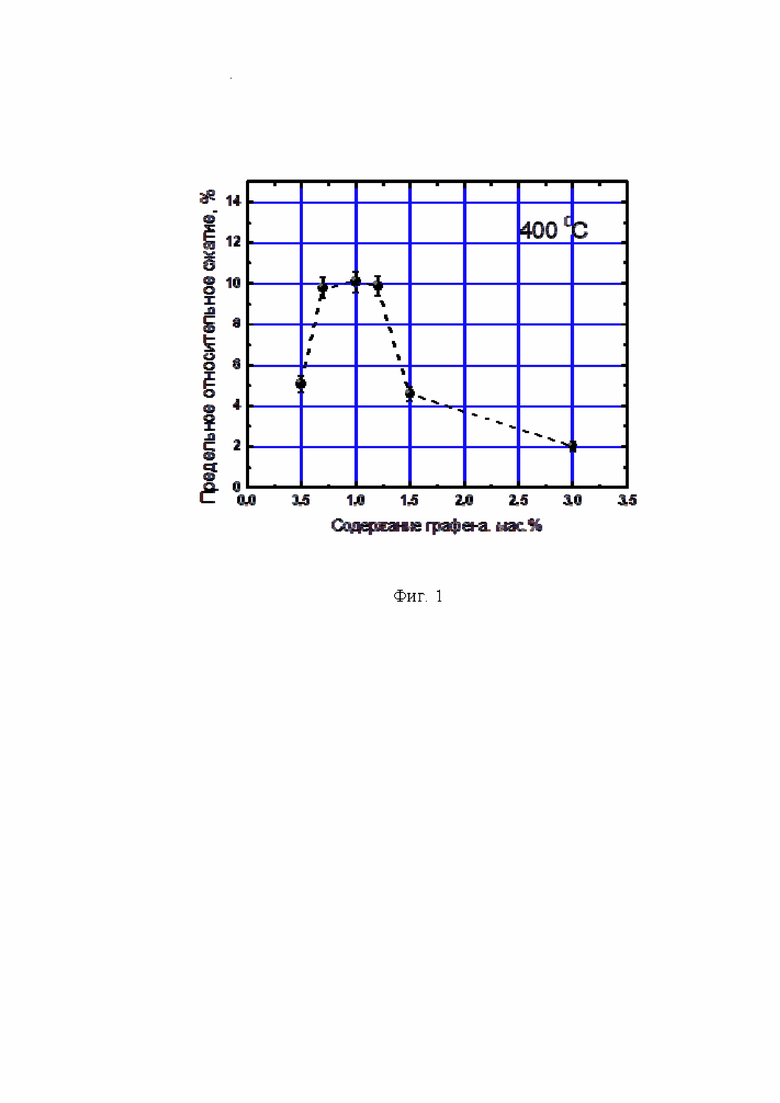
- на Фиг. 1 представлены результаты исследований, характеризующие предельное относительное сжатие образцов полученных при температуре термообработки 400°С;
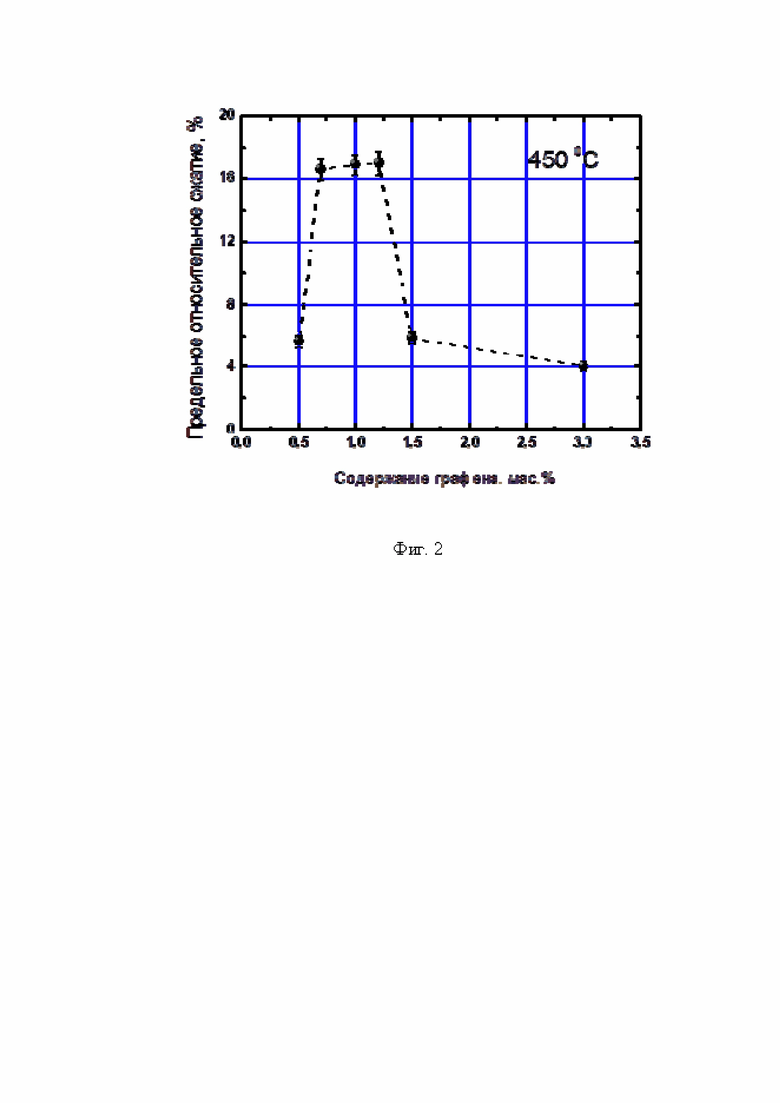
- на Фиг. 2 представлены результаты исследований, характеризующие предельное относительное сжатие образцов полученных при температуре термообработки 450°С;
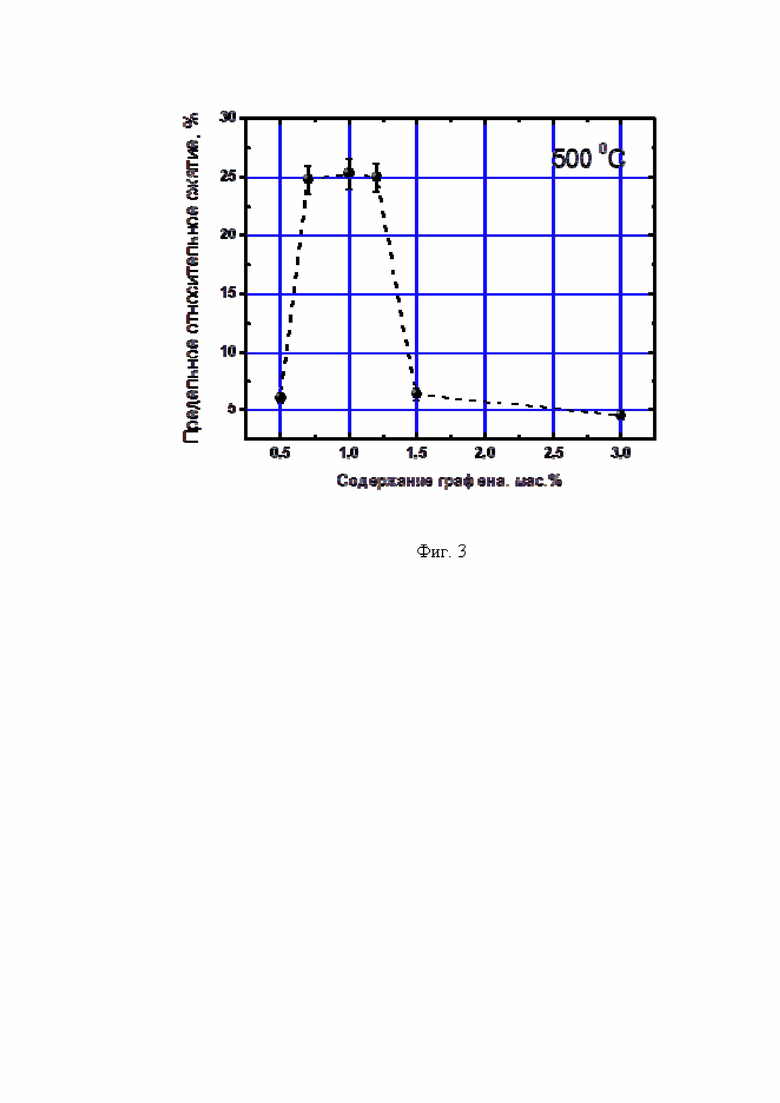
- на Фиг. 3 представлены результаты исследований, характеризующие предельное относительное сжатие образцов полученных при температуре термообработки 500°С.
Результаты проведенных исследований подтверждают, что заявляемый способ обеспечивает возможность создания порошкового композита алюминий-графен с улучшенной пластичностью. Как следует из представленных рисунков, для все трех температур отжига (400, 450 и 500°С) величины предельного относительного сжатия для образцов, содержащих 0,7-1,2 мас. % графена в 2 и более раз выше, чем для образцов с содержанием графена вне вышеуказанного интервала. При этом меньшее содержание графена (0,5-0,7 мас. %) не обеспечивает достаточного количества лубрикантной добавки при прессовании исходных заготовок, что приводит к недостаточной плотности заготовки, данный факт, в свою очередь, является причиной пониженной пластичности итогового композита. При превышении необходимого количества графена (более 1,2 мас. %) площадь поверхности графена становится избыточной по сравнению с суммарной площадью получаемых межзеренных границ металлической матрицы композита, происходит концентрация графена в межзеренных границах и порах материала, вследствие чего его пластичность также значительно снижается. Как следует из сравнения рисунков 1-3, наибольший эффект увеличения пластичности достигается при температуре термообработки в 500°С. Прямое сравнение получаемых величин пластичности с данными для чистого алюминия невозможно в связи с отсутствием возможности изготовления образцов сравнения по заявляемому способу. Однако сравнение пластических свойств композитов алюминий-графен, полученных для образцов, изготовленных по заявляемому способу с результатами, полученными для известных алюминиевых композитов (J. Wang, Z. Li, G. Fan, H. Pang, Z. Chen and D. Zhang // ScriptaMaterialia 66 (2012) 594; Z. Li, G.L. Fan, Z.Q. Tan, Q. Guo, D.B. Xiong, Y.S. Su, Z.Q. Li and D. Zhang // Nanotechnology 25 (2014) art. 325601; M. Rashad, F.S. Pan, A.T. Tang and M. Asif // Progress in Natural Science: Materials International 24 (2014) 101; S.F. Bartolucci, J. Paras, M.A. Rafiee, J. Rafiee, S. Lee, D. Kapoor and N. Koratkar // Materials Science & Engineering A 528 (2011) 7933) показывает, что заявляемый способ обеспечивает повышение пластичности композитов алюминий-графен по сравнению с известными аналогами. Таким образом, подтверждено, что заявляемый способ обеспечивает возможность создания композитов алюминий-графен с улучшенной пластичностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения нанокомпозита никель-графен с повышенной пластичностью | 2022 |
|
RU2803865C1 |
| Способ получения порошкового композита на основе меди с улучшенными прочностными характеристиками | 2019 |
|
RU2718523C1 |
| Способ получения объемного композиционного материала никель - диоксид циркония с повышенной устойчивостью к окислению | 2018 |
|
RU2704343C1 |
| Способ получения высокотемпературного лазернопрототипируемого керамического материала | 2022 |
|
RU2806080C1 |
| АНТИФРИКЦИОННАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ С ТЕРМОРАСШИРЕННЫМ ГРАФИТОМ | 2013 |
|
RU2535216C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОРОШКА МЕДИ | 2023 |
|
RU2811355C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА НА ОСНОВЕ ТЕРМОРАСШИРЕННОГО ГРАФИТА (ВАРИАНТЫ) И МАТЕРИАЛ | 2006 |
|
RU2337875C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПОСОБНОГО ВСПЕНИВАТЬСЯ ПОЛИСТИРОЛЬНОГО ГРАНУЛЯТА | 2010 |
|
RU2448130C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ УГЛЕГРАФИТОВЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2398738C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕПЛОПРОВОДНОГО АЛЮМИНИЙ-ГРАФИТОВОГО КОМПОЗИТА | 2020 |
|
RU2754225C1 |
Изобретение относится к порошковой металлургии, в частности к получению композиционных материалов на основе алюминия. Может использоваться в электротехнической промышленности. Предложен способ получения композитов алюминий-графен с улучшенной пластичностью, включающий отбор фракции алюминиевого порошка с размерами не более 40,0 мкм и смешивание его с порошком терморасширенного графита в соотношениях 99,3-98,8 мас.% порошка алюминия - 0,7-1,2 мас.% терморасширенного графита. Полученную смесь перемешивают и производят микромеханическое расщепление терморасширенного графита путем помола в планетарной мельнице в режиме 400-450 об/мин на протяжении 2,5-3 ч с реверсными циклами продолжительностью 3-5 мин и перерывом для остывания помольной гарнитуры продолжительностью 25-30 мин в середине процесса. Прессуют заготовки при комнатной температуре и давлении 5,0-5,5 т/см2 в течение 15-20 мин. Спрессованные заготовки гидростатируют при давлении 1400-1500 атм и подвергают термообработке в вакуумной печи при остаточном давлении менее 0,003 атм при скорости нагрева 7-10 °С/мин, выдержке при максимальной температуре 400-500 °С в течение 1-1,5 ч и остывании вместе с печью. Технический результат – предложенный способ позволяет получить композиты алюминий-графен с улучшенными механическими характеристиками, в первую очередь, с повышенной пластичностью. 1 з.п. ф-лы, 3 ил., 1 табл., 1 пр.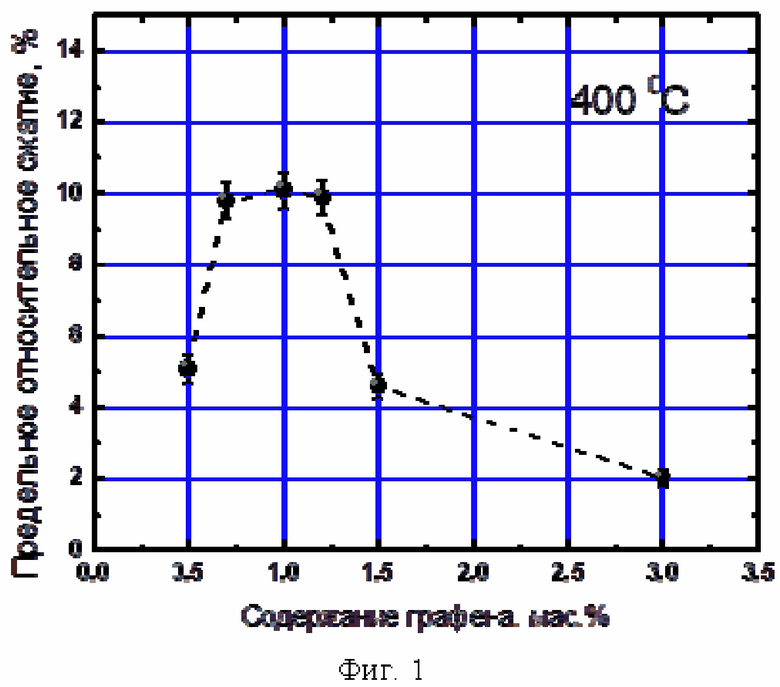
1. Способ получения композитов алюминий-графен с улучшенной пластичностью, включающий отбор фракции алюминиевого порошка с размерами не более 40,0 мкм, смешение его с порошком терморасширенного графита в соотношениях 99,3–98,8 мас.% порошка алюминия – 0,7–1,2 мас.% терморасширенного графита, перемешивание приготовленной смеси и микромеханическое расщепление терморасширенного графита путем помола в планетарной мельнице в режиме 400-450 об/мин на протяжении 2,5-3 ч с реверсными циклами продолжительностью 3-5 мин и перерывом для остывания помольной гарнитуры продолжительностью 25-30 мин в середине процесса, прессование заготовок, осуществляемое при комнатной температуре и давлении 5,0-5,5 т/см2 в течение 15-20 мин, их гидростатирование при давлении 1400-1500 атм и последующую термообработку, осуществляемую в вакуумной печи при остаточном давлении менее 0,003 атм при скорости нагрева 7-10 °С/мин, выдержке при максимальной температуре 400-500 °С.
2. Способ по п. 1, отличающийся тем, что выдержку в вакуумной печи осуществляют в течение 1-1,5 ч, затем происходит остывание до комнатной температуры вместе с печью.
| CN 108085524 B, 13.09.2019 | |||
| Способ получения наноструктурного композиционного материала на основе алюминия | 2019 |
|
RU2716930C1 |
| Способ получения наноструктурного композиционного материала на основе алюминия | 2019 |
|
RU2716965C1 |
| CN 0106914611 A, 04.07.2017. | |||

