Изобретения относятся к обработке металлов давлением с использованием интенсивной пластической деформации и предназначены для получения нанокристаллической структуры материалов с увеличенным уровнем механических свойств в трубных заготовках.
Известен способ и устройство для структурообразования металлов при равноканальном угловом прессовании, содержащее узел для деформирования, имеющий два сообщенных канала, в одном из которых размещается заготовка, и узел для нагружения, при помощи которого проталкивают заготовку во второй канал, при этом каналы узла для деформирования расположены под углом один к другому и имеют одинаковые диаметры, равные диаметру заготовки [А.С. 492780 СССР, МКИ 3 G01N 3/00. Устройство для упрочнения материала давлением / В.М.Сегал, В.Я.Щукин (СССР). - 1924516/25-28: Заявлено 11.06.73. Опубл. 23.02.76. Бюл. 43].
Известное техническое решение не позволяет подвергнуть равноканальному угловому деформированию сдвигом трубные заготовки вследствие возникновения потери устойчивости стенки заготовки.
Наиболее близким по технической сущности и достигаемому эффекту является известный способ изготовления крутоизогнутых изделий из трубных заготовок путем размещения в полости заготовки наполнителя, осадки торцов и сдвига соответствующих участков заготовки в направлении, перпендикулярном ее оси при создании в процессе изготовления давления в наполнителе, которое поддерживают постоянным путем регулирования количества наполнителя, а скорость сдвига выбирают в пределах 1…0,85 скорости осадки торцов и также поддерживают постоянной, при этом осуществляют сдвиг или срединной части заготовки относительно концевых, или сдвиг одного участка заготовки относительно другого (а.с. №1021060 СССР, МКИ3 B21D 9/00).
Недостаток известного способа заключается в том, что деформация трубной заготовки, получаемая в процессе формоизменения, является недостаточной для образования нанокристаллической структуры материала заготовки.
Прототипом устройства для осуществления способа является устройство для гидравлической штамповки полых изделий со ступенчатой осью из трубных заготовок, включающее в себя разъемную матрицу, имеющую центральный подвижный вкладыш, состоящий из нажимного и опорного полувкладышей, а также пуансоны осевого сжатия трубной заготовки (а.с. №593768, кл. В21С 37/29, 1976).
Известное устройство не позволяет реализовать предложенный способ ввиду того, что нажимной и опорный вкладыши не предназначены для реверсирования процесса сдвига центральной части заготовки.
Технический результат изобретения - получение нанокристаллической структуры металла в трубных заготовках путем циклического увеличения суммарной степени деформации сдвига в очаге пластической деформации заготовки при управлении жесткостью схемы напряженно-деформированного состояния деформируемого материала.
Для достижения этого технического результата полость заготовки заполняют наполнителем, осуществляют поэтапное деформирование заготовки осадкой торцов посредством перемещения осевых пуансонов и сдвигом ее срединной части относительно концевых участков в направлении, перпендикулярном ее оси, при этом на нечетном этапе деформирования в процессе сдвига создают постоянное давление в наполнителе, путем регулирования его количества, и постоянную скорость сдвига, выбираемую в пределах 1…0,85 скорости осадки торцов, в конце нечетного этапа деформирования заготовки прекращают осадку ее торцов, сохраняют герметичность полости заготовки, а на четном этапе осуществляют сдвиг срединной части заготовки в противоположном предыдущему этапу направлении до придания заготовке исходного прямолинейного состояния, при этом обеспечивают заданное соотношение скоростей сдвига срединной зоны заготовки в пределах 1…1,15 скорости перемещения осевых пуансонов, поворачивают заготовку на угол относительно ее оси, далее осуществляют нечетный этап деформирования, при этом на нечетном этапе деформирования сдвиг срединной части заготовки осуществляют в направлении, совпадающем с его направлением на четном этапе деформирования.
А устройство содержит разъемную матрицу в виде верхней и нижней полуматриц с центральным отверстием, центральный вкладыш в виде нажимного и опорного полувкладышей, размещенный в центральном отверстии разъемной матрицы с образованием каналов, пуансоны осевого сжатия трубной заготовки, гидроцилиндры со штоками, размещенные в упомянутых каналах стержни, форма сечения которых соответствует форме сечения трубной заготовки, гидроцилиндры со штоками, оси которых перпендикулярны осям стержней, причем торцы стержней с одной стороны имеют возможность взаимодействия с поверхностью заготовки, а с другой стороны - со штоками упомянутых гидроцилиндров, при этом стержни и гидроцилиндры размещены попарно в каналах верхней и нижней полуматриц.
На прилагаемых чертежах приведена сущность предложенного способа и схема устройства для его осуществления.
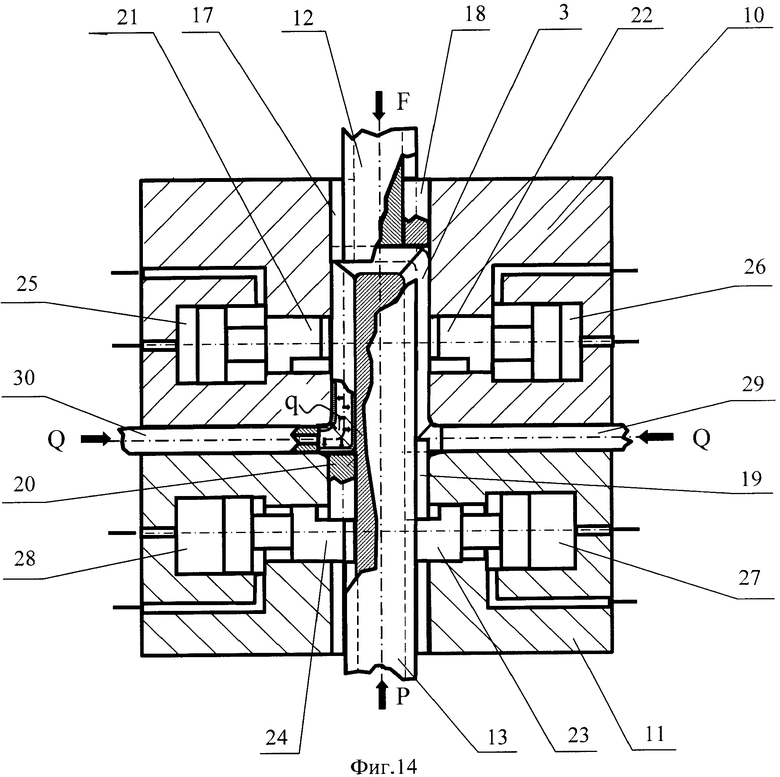
Фиг.1. Исходное положение трубной заготовки перед выполнением первого, нечетного этапа деформирования трубной заготовки;
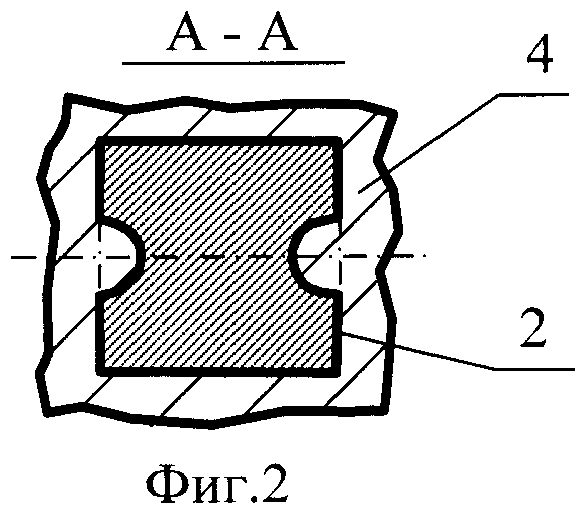
Фиг.2. Сечение А-А фиг.1;
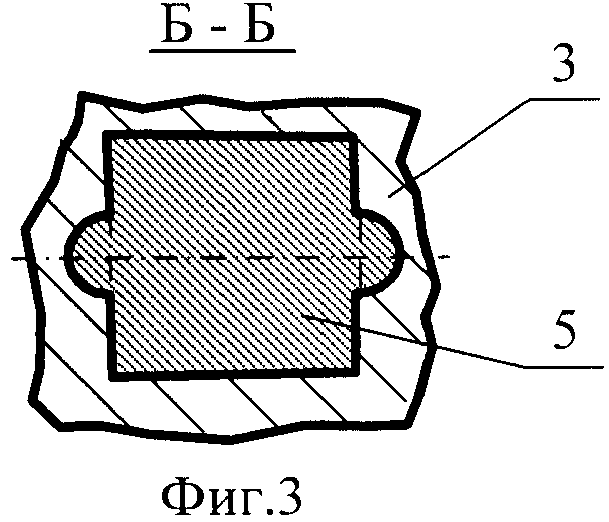
Фиг.3. Сечение Б-Б фиг.1;
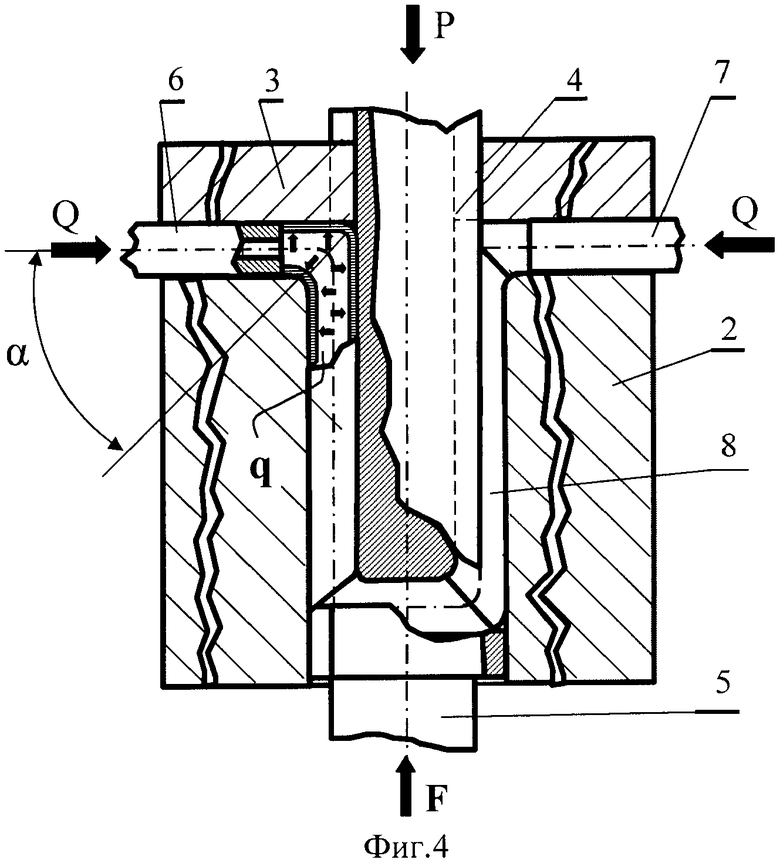
Фиг.4. Конечное положение первого, нечетного этапа деформирования трубной заготовки с реализацией деформации сдвига в очаге пластической деформации;
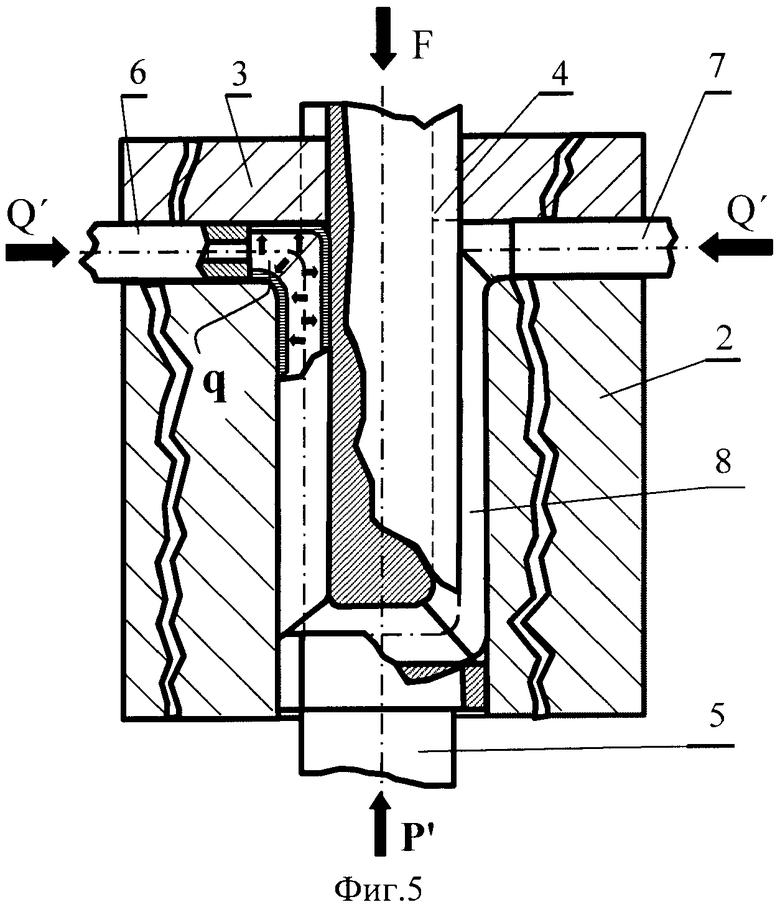
Фиг.5. Исходное положение трубной заготовки перед вторым, четным этапом деформирования трубной заготовки;
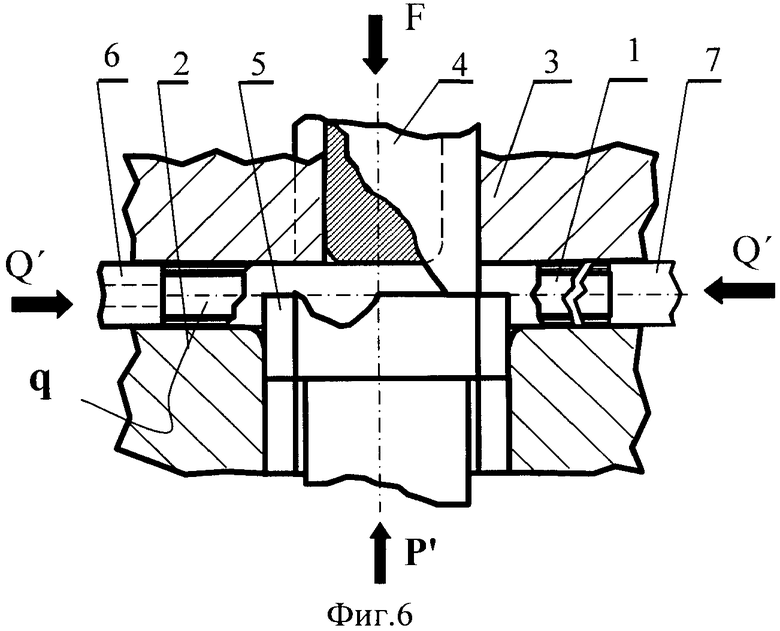
Фиг.6. Конечное положение второго, четного этапа деформирования заготовки;
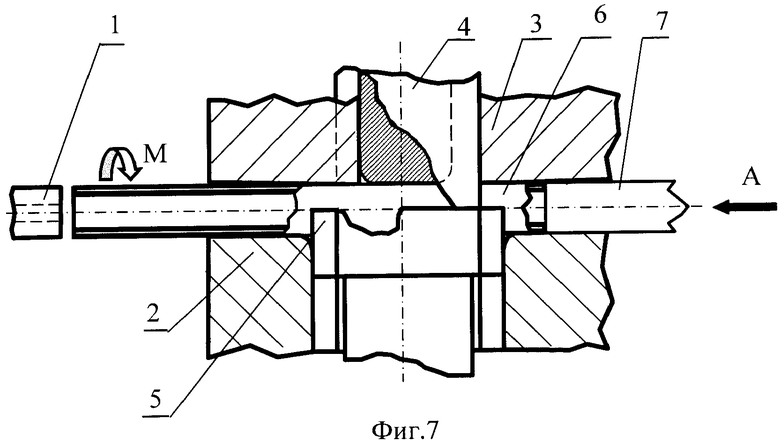
Фиг.7. Пример выполнения поворота трубной заготовки на некоторый угол вокруг своей оси перед реализацией третьего, нечетного этапа деформирования трубной заготовки;
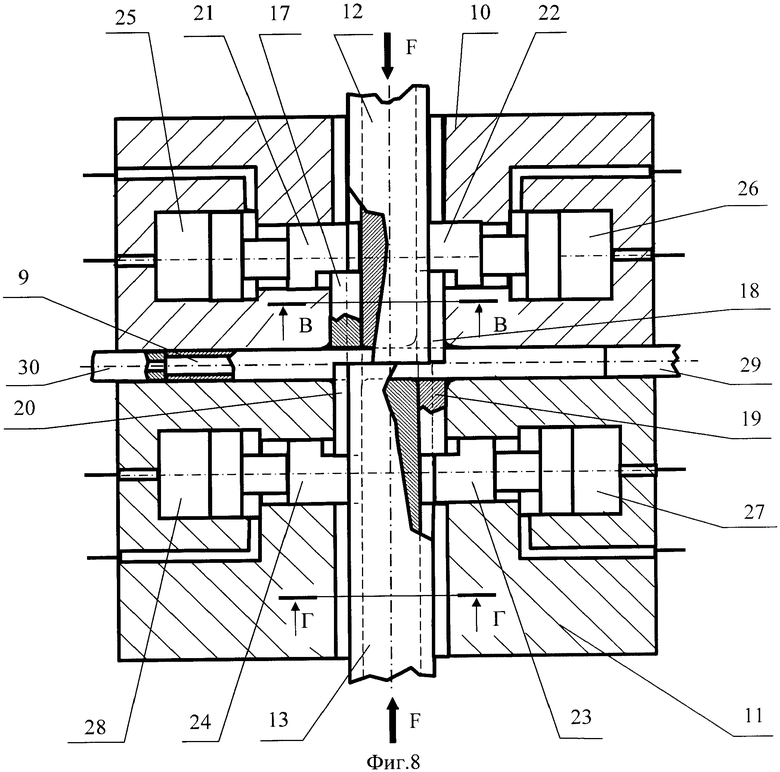
Фиг.8. Исходное положение устройства и трубной заготовки перед выполнением первого, четного этапа деформирования трубной заготовки;
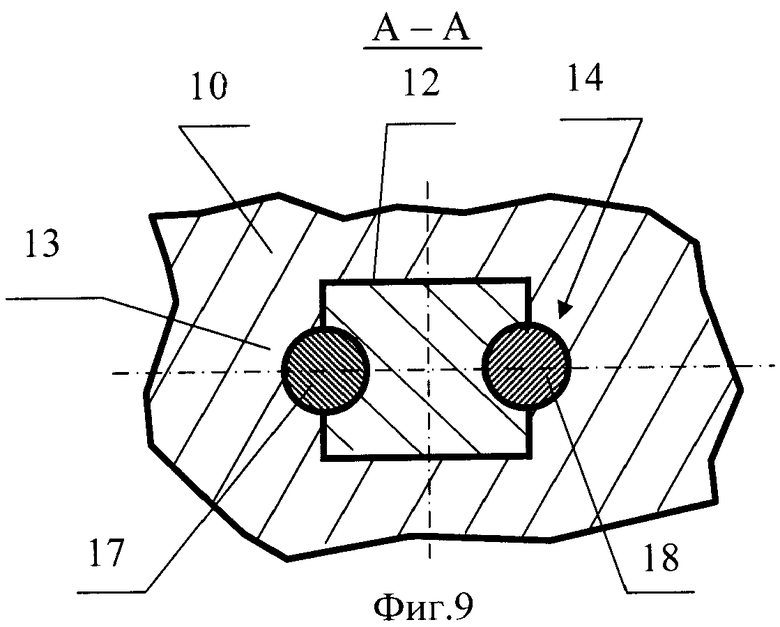
Фиг.9. Сечение В-В фиг.8.;
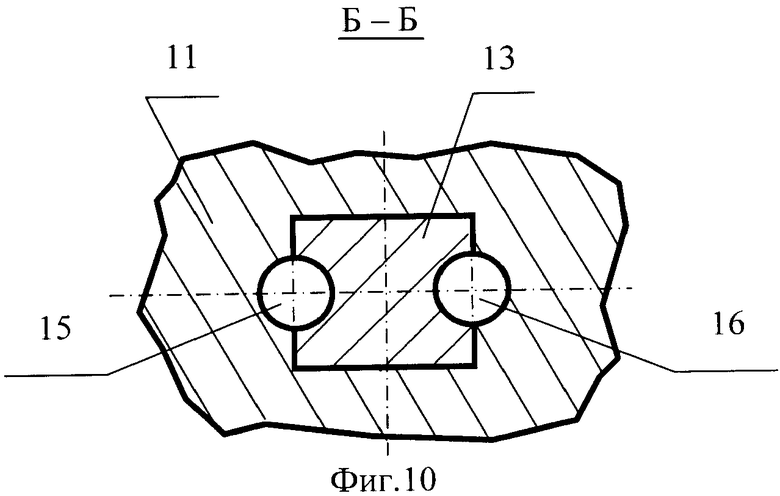
Фиг.10. Сечение Г-Г фиг.8;
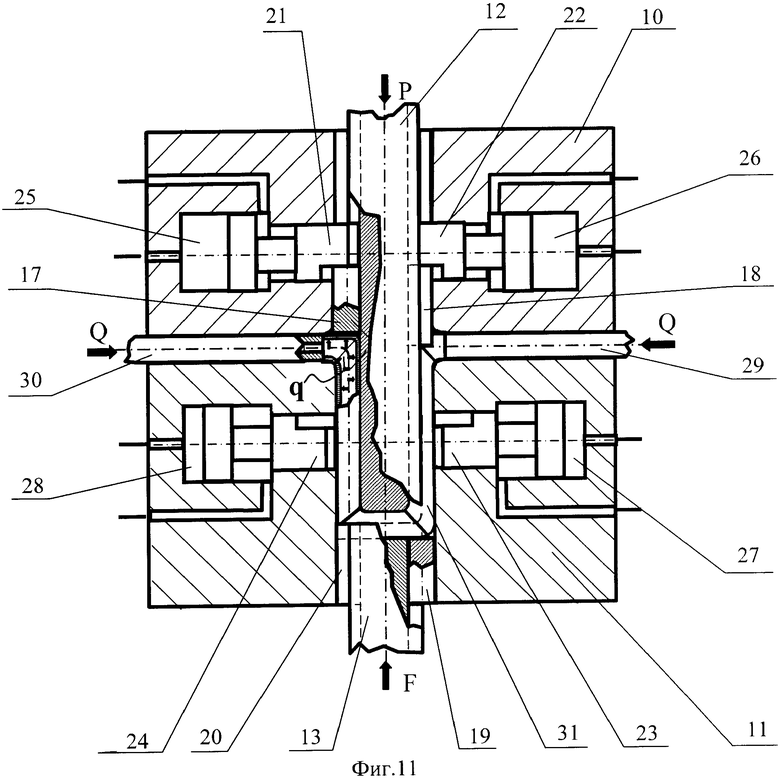
Фиг.11. Положение устройства и деформированной трубной заготовки на заключительном этапе выполнения первого, нечетного этапа деформирования;
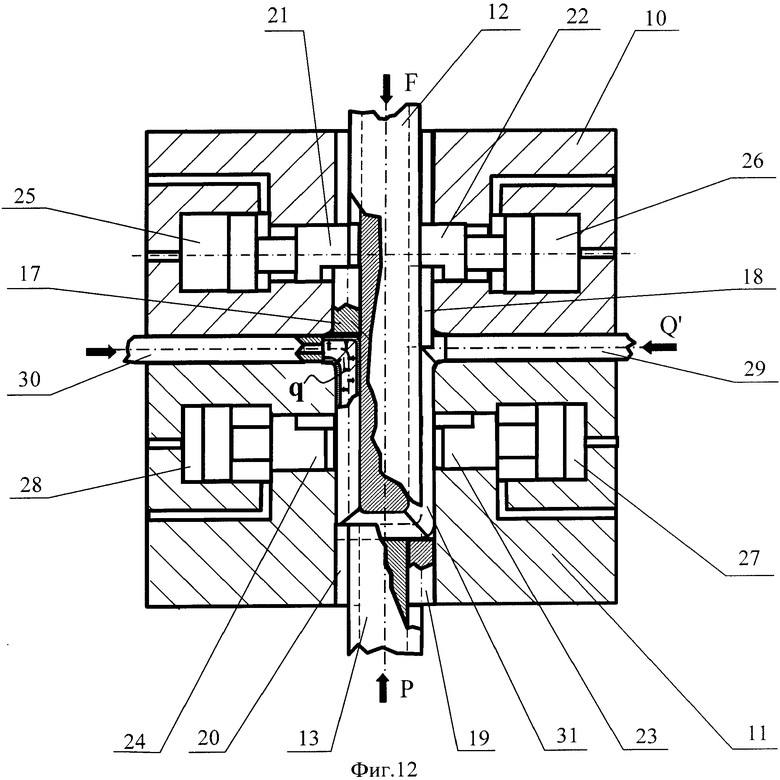
Фиг.12. Начальное положение устройства и деформированной трубной заготовки перед выполнением второго, четного этапа деформирования заготовки;
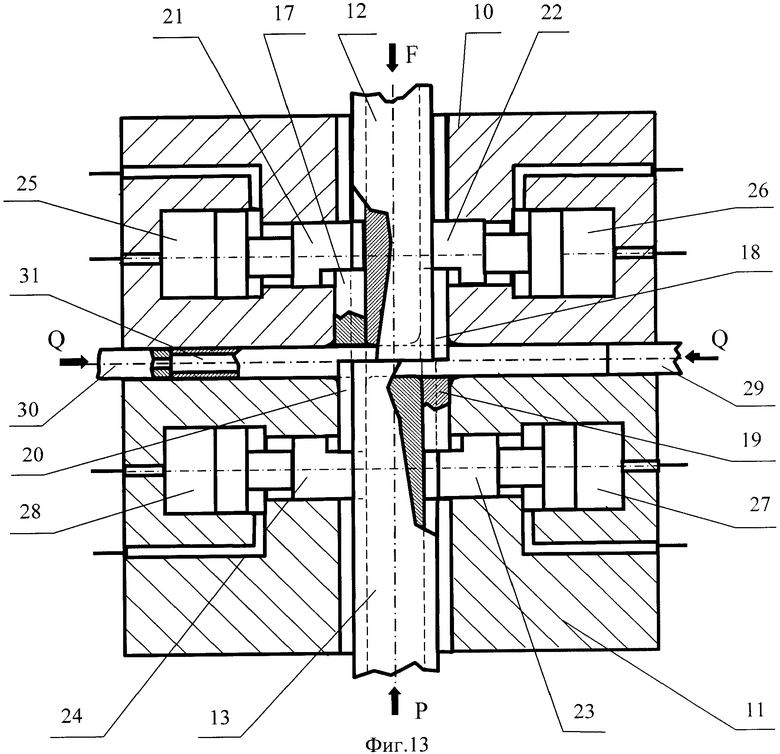
Фиг.13. Конечное положение устройства и деформированной трубной заготовки в конце второго, четного этапа деформирования трубной заготовки перед выполнением третьего, нечетного этапа деформирования;
Фиг.14. Конечное положение устройства и деформированной трубной заготовки в конце третьего, нечетного этапа деформирования трубной заготовки;
Реализация способа получения нанокристаллической структуры в трубных заготовках и работа устройства осуществляются следующим образом.
Трубную заготовку 1 (фиг.1) устанавливают в ручей штампа, состоящего из неподвижных верхней 2 и нижней 3 полуматриц, имеющих плоскость разъема, перпендикулярную плоскости чертежа. В центральное отверстие полуматрицы 2 сверху вводят верхний полувкладыш 4 до соприкосновения с поверхностью трубной заготовки 1. Снизу с заготовкой 1 контактирует нижний полувкладыш 5. В сомкнутом положении силами F полувкладыши 4 и 5 образуют подвижный вкладыш, канал которого охватывает заготовку 1. На боковых гранях полувкладыша 4 выполнены полуканалы (фиг.2), например, полукруглой формы, а на полувкладыше 5 (фиг.3) - выступы, также полукруглой формы, контактирующие с соответствующими каналами, выполненными на нижней полуматрице 3.
Установив трубную заготовку в ручье штампа, начинают первый, нечетный этап ее деформирования. Для этого сообщают встречное синхронное перемещение осевым пуансонам 6 и 7, обеспечивая их силовой контакт с торцами заготовки, осуществляя при этом герметизацию ее полости. После этого перемещение осевых пуансонов прекращают. Затем через осевые каналы, выполненные в пуансонах 6 и 7, из полости заготовки удаляют воздух, заполняя ее полость наполнителем, например машинным маслом, нагнетаемым источником высокого давления, например мультипликатором (не показан), гидравлически связанным, например, с каналом осевого пуансона 6. Удалив воздух из полости заготовки 1, перекрывают канал осевого пуансона 7, в полость заготовки 1 от источника высокого давления добавляют наполнитель, создавая определенное гидростатическое давление q. Затем осевым пуансонам 6 и 7 сообщают встречное синхронное перемещение навстречу друг другу. Одновременно сообщают перемещение вниз с силой Р (Р<F) подвижному вкладышу, обеспечивая заданное соотношение скоростей между перемещающимися осевыми пуансонами 6 и 7 и вкладышем.
Под действием осевых сил Q (фиг.4), прикладываемых к заготовке 1 пуансонами 6 и 7, высокого гидростатического давления наполнителя q в полости заготовки и нагрузки Р со стороны подвижного вкладыша осуществляют деформирование трубной заготовки в  -образный крутоизогнутый полуфабрикат 8. На заключительной стадии первого, нечетного этапа деформирования заготовки прекращают встречное перемещение осевых пуансонов 6, 7 и перемещение вниз подвижного вкладыша. Приступают к выполнению следующего, четного этапа деформирования заготовки. Для этого уменьшают силы Q осевых пуансонов 6 и 7 до величины Q' (фиг.5), достаточной для герметизации полости полуфабриката 8 и сохранения в ней высокого гидростатического давления q, прекращая тем самым осадку торцов заготовки. Затем силу F (фиг.4) увеличивают до величины Р' (фиг.5), а силу Р (фиг.4) снижают до величины силы F (фиг.5). Далее сообщают перемещение вверх подвижному вкладышу и синхронное с ним перемещение друг от друга осевым пуансонам 6 и 7, выдерживая заданное соотношение скоростей между подвижным вкладышем и осевыми пуансонами. При этом под действием силы Р' и высокого гидростатического давления q -образный крутоизогнутый полуфабрикат деформируют в первоначальную прямолинейную форму исходной заготовки (фиг.6), удваивая тем самым эквивалентную деформацию, получаемую материалом трубной заготовки. На этом заканчивают четный этап деформирования заготовки.
-образный крутоизогнутый полуфабрикат 8. На заключительной стадии первого, нечетного этапа деформирования заготовки прекращают встречное перемещение осевых пуансонов 6, 7 и перемещение вниз подвижного вкладыша. Приступают к выполнению следующего, четного этапа деформирования заготовки. Для этого уменьшают силы Q осевых пуансонов 6 и 7 до величины Q' (фиг.5), достаточной для герметизации полости полуфабриката 8 и сохранения в ней высокого гидростатического давления q, прекращая тем самым осадку торцов заготовки. Затем силу F (фиг.4) увеличивают до величины Р' (фиг.5), а силу Р (фиг.4) снижают до величины силы F (фиг.5). Далее сообщают перемещение вверх подвижному вкладышу и синхронное с ним перемещение друг от друга осевым пуансонам 6 и 7, выдерживая заданное соотношение скоростей между подвижным вкладышем и осевыми пуансонами. При этом под действием силы Р' и высокого гидростатического давления q -образный крутоизогнутый полуфабрикат деформируют в первоначальную прямолинейную форму исходной заготовки (фиг.6), удваивая тем самым эквивалентную деформацию, получаемую материалом трубной заготовки. На этом заканчивают четный этап деформирования заготовки.
Далее формоизменение заготовки вновь может быть продолжено по схеме реализации нечетного этапа деформирования или, для повышения эффективности создания нанокристаллической структуры материала заготовки, перед выполнением нечетного этапа деформирования заготовку разворачивают на некоторый угол, например 90°, угол относительно ее оси и затем осуществляют реализацию нечетного этапа деформирования.
Разворот заготовки относительно ее оси осуществляют, например, после завершения четного этапа деформирования следующим образом. После придания заготовке вновь прямолинейной формы в ее полости сбрасывают высокое гидростатическое давление до атмосферного (при этом происходит уменьшение диаметра трубной заготовки на величину упругой составляющей деформации), а осевым пуансонам 6 и 7 сообщают перемещение в одну сторону, например влево по стрелке А (фиг.7). При этом трубная заготовка выталкивается из подвижного вкладыша и полуматриц 2 и 3, обеспечивая необходимые условия для ее поворота на некоторый угол вокруг своей оси по стрелке М относительно первоначального положения. Возврат заготовки в исходное положение перед деформированием осуществляют перемещением осевых пуансонов в исходное положение, то есть путем их перемещения вправо.
Сила Р', прикладываемая к центральной зоне деформируемого -образного полуфабриката на четном этапе его деформирования, значительно превышает силу Р нечетного этапа ее формоизменения вследствие пассивного участия, в данном случае, в деформировании заготовки осевых пуансонов, необходимости преодоления сил трения, возникающих между заготовкой и поверхностями устройства, а также преодоления тянущей силы, направленной навстречу силе Р' и возникающей вследствие разницы площадей контакта трубной заготовки, в полости которой находится наполнитель под давлением q, с полувкладышами 4 и 5, показанных на фиг.2 и 3.
Для повышения интенсивности и равномерности формирования нанокристаллической структуры материала в окружном направлении по сечениям заготовки на нечетном этапе деформирования сдвиг срединной части заготовки осуществляют в направлении, совпадающем с его направлением на четном этапе деформирования.
Для этого трубную заготовку 9 (фиг.8) устанавливают в устройство, имеющее ручей, образованный неподвижной верхней 10 и нижней 11 полуматрицами, имеющими плоскость разъема, перпендикулярную плоскости чертежа. В центральное отверстие полуматрицы 10 сверху вводят верхний полувкладыш 12 до соприкосновения с поверхностью трубной заготовки 9. Снизу с заготовкой 9 контактирует нижний полувкладыш 13. В сомкнутом силами F положении полувкладыши 12 и 13 образуют подвижный вкладыш, канал которого охватывает заготовку 9. На боковых гранях полувкладышей 12 и 13 выполнены полуканалы (фиг.9), например, полукруглой формы. Аналогичные каналы выполнены в центральных отверстиях полувкладышей 10 и 11 (фиг.8), образующие в сечениях В-В и Г-Г с полуканалами полувкладышей 12 и 13 отверстия 13, 14, 15 и 16, имеющие диаметр, равный наружному диаметру трубной заготовки 9 (фиг.9, 10). В отмеченные отверстия помещены цилиндрические стержни 17, 18, 19 и 20, контактирующие противоположно расположенными от трубной заготовки торцами с плоскими лысками, выполненными на цилиндрических штоках 21, 22, 23 и 24. Противоположные торцы стержней 17, 18, 19 и 20, обращенные к заготовке 9, имеют полукруглую форму и охватывают наружную поверхность трубной заготовки 9, сводя к минимуму поверхность трубной заготовки, не охваченную жесткими поверхностями устройства. Каждый из штоков 21, 22, 23 и 24 жестко связан со своим поршнем, который размещен в гидроцилиндрах. В исходном положении штоки устройства сведены навстречу друг к другу, контактируя с вкладышами 12 и 13, как показано на фиг.8.
Установив трубную заготовку 9 в ручье устройства, начинают первый, нечетный этап ее деформирования. Для этого сообщают встречное синхронное перемещение осевым пуансонам 25 и 26, обеспечивая их силовой контакт с торцами заготовки и герметизируя тем самым ее полость. После этого перемещение осевых пуансонов прекращают. Затем через осевые каналы, выполненные в пуансонах, из полости заготовки удаляют воздух и заполняют ее полость наполнителем, например машинным маслом, нагнетаемым источником высокого давления, например мультипликатором (не показан), гидравлически связанным, например, с каналом осевого пуансона 25. Удалив воздух из полости заготовки 9, перекрывают канал, например, осевого пуансона 26, а в полость заготовки 9 от источника высокого давления добавляют наполнитель, создавая определенное гидростатическое давление q.
Затем выполняют нечетный, первый этап деформирования заготовки. При этом штоки 23 и 24 отводят друг от друга, а осевым пуансонам 25 и 26 сообщают встречное синхронное перемещение навстречу друг другу. Одновременно сообщают перемещение вниз с силой Р (Р<F) подвижному вкладышу, обеспечивая заданное соотношение скоростей между перемещающимися осевыми пуансонами 25, 26 и вкладышем.
Под действием осевых сил Q (фиг.11), прикладываемых к заготовке 9 пуансонами 25 и 26, высокого гидростатического давления наполнителя q в полости заготовки и нагрузки Р со стороны подвижного вкладыша осуществляют деформирование трубной заготовки в -образный крутоизогнутый полуфабрикат 31.
На заключительной стадии первого, нечетного этапа деформирования заготовки прекращают встречное перемещение осевых пуансонов 25, 26 и перемещение вниз подвижного вкладыша. Приступают к выполнению следующего, четного этапа деформирования заготовки. Для этого уменьшают силы Q осевых пуансонов 25 и 26 до величины Q' (фиг.12), достаточной для герметизации полости полуфабриката 27 и сохранения в ней высокого гидростатического давления q, прекращая тем самым осадку торцов заготовки. Затем силу F (фиг.11) увеличивают до величины Р' (фиг.12), а силу Р (фиг.11) снижают до величины силы F (фиг.12). Далее сообщают перемещение вверх подвижному вкладышу и синхронное с ним перемещение друг от друга осевым пуансонам 25 и 26, выдерживая заданное соотношение скоростей между подвижным вкладышем и осевыми пуансонами. При этом под действием силы Р' и высокого гидростатического давления q -образный крутоизогнутый полуфабрикат деформируют в первоначальную прямолинейную форму исходной заготовки (фиг.13), удваивая тем самым эквивалентную деформацию, получаемую материалом трубной заготовки. На этом заканчивают четный этап деформирования заготовки. При этом стержни 19, 20 и штоки 23, 24 устройства возвращают в исходное положение (фиг.8).
Далее, в зависимости от требуемой степени измельчения зерен материала или получения требуемой степени разориентировки межзеренных границ материала трубной заготовки или иных задач, деформирование заготовки может быть продолжено по нескольким сценариям.
Во-первых, следующий, нечетный этап деформирования заготовки может заключаться в дальнейшем сдвиге вверх срединной зоны заготовки (фиг.14) относительно положения, достигнутого на четном этапе деформирования, показанного на фиг.13. Для этого штоки 21 и 22 отводят друг от друга, реверсируют перемещение осевых пуансонов 25 и 26, прикладывая к ним осевую нагрузку Q. Одновременно продолжают перемещать вверх подвижный вкладыш, выдерживая заданное соотношение скоростей между осевыми пуансонами и вкладышем. Данный этап заканчивают при получении, например, зеркальной относительно предыдущей, ступенчатой формы -образного полуфабриката. Дальнейшее деформирование ступенчатого полуфабриката, то есть четный этап, может заключаться в формоизменении полуфабриката со ступенчатой осью в полуфабрикат с прямолинейной осью, по ранее описанной схеме деформирования.
В данном случае, за счет обеспечения, в первом приближении, одинаковых суммарных деформаций материала в вогнутых и выпуклых радиусах колен трубной заготовки, получаемых в сумме на четном и нечетном этапах деформирования, обеспечивается более равномерное распределение нанокристаллической структуры по радиальным сечениям межколенных зон полуфабриката.
Во-вторых, следующий, нечетный этап деформирования заготовки может заключаться в выполнении сдвига срединной зоны заготовки вниз с предварительным разворотом заготовки на некоторый угол вокруг ее первоначального положения, например, так, как показано на фиг.7. Затем формоизменение заготовки вновь может быть продолжено по схеме реализации четного этапа деформирования.
При этом количество этапов деформирования трубной заготовки и их последовательность выполнения определяются целями и задачами практики.
Дополнительным резервом повышения эффективности создания нанокристаллической структуры материала заготовки по предложенному способу является возможность управления схемой напряженно-деформированного состояния материала в очагах пластической деформации, расположенных в коленных зонах деформируемой заготовки под углами α=π/4 (фиг.4) к первоначальной оси заготовки. Это реализуется путем управления относительными скоростями перемещения осевых пуансонов и подвижной матрицы. Например, на нечетном этапе деформирования заготовки уменьшение скорости перемещения подвижной матрицы (Vм) по сравнению со скоростью перемещения осевых пуансонов (Vп), ориентировочно до величины 0,85 от скорости перемещения осевых пуансонов, (т.е. Vм/Vп≥0,85) позволяет наложить на очаг пластической деформации заготовки дополнительные сжимающие напряжения, повышающие пластичность материала. И наоборот, на четном этапе деформирования заготовки, увеличение скорости перемещения подвижной матрицы на величину, составляющую ориентировочно до 1,15 от скорости перемещения осевых пуансонов, создает тот же эффект повышения пластичности материала в очаге пластической деформации. Помимо интенсификации образования нанокристаллической структуры материала заготовки это позволяет подвергнуть обработке трубные заготовки, имеющие пониженную, в обычных условиях, пластичность материала.
Диапазон применения предложенных способа и устройства не ограничивается получением нанокристаллической структуры материала трубных заготовок круглого сечения, а может быть расширен на формирование нанокристаллической структуры материала трубных заготовок, имеющих поперечные сечения в виде квадрата, прямоугольника и иных сечений, отличных от круглого.
Применение предложенного способа и устройства для его осуществления позволяет реализовать не только равноканальное прессование трубных заготовок с различной формой поперечных сечений, но и управлять формированием повышенных механических свойств материала трубных полуфабрикатов, обеспечивая при этом высокие производительность труда и качество нанокристаллической структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2414319C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2415730C1 |
| СПОСОБ ИНЕРЦИОННОЙ ШТАМПОВКИ ТРУБ | 2009 |
|
RU2401715C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1985 |
|
SU1306617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
Группа изобретений относится к области обработки металлов давлением и предназначена для получения нанокристаллической структуры металла в трубных заготовках схемы напряженно-деформированного состояния деформируемого материала. Полость заготовки заполняют наполнителем, осуществляют осадку торцов осевыми пуансонами и сдвиг срединной зоны заготовки в направлении, перпендикулярном ее оси при создании в процессе сдвига давления в наполнителе, которое поддерживают постоянным путем регулирования количества наполнителя, а скорость сдвига выбирают в зависимости от скорости осадки торцов и также поддерживают постоянной. В конце нечетного этапа деформирования заготовки прекращают осадку ее торцов, сохраняя герметичность ее полости, а на четном этапе осуществляют сдвиг срединной части заготовки в противоположном предыдущему направлении, до придания заготовке исходного прямолинейного состояния. При этом обеспечивают скорость сдвига срединной зоны заготовки в зависимости от скорости перемещения осевых пуансонов. Поворачивают заготовку на нормированный угол относительно ее оси и осуществляют нечетный этап ее деформирования, или на нечетном и четном этапах деформирования сохраняют направление сдвига срединной части заготовок. Устройство содержит разъемную матрицу, состоящую из верхней и нижней полуматриц и имеющую центральный вкладыш, состоящий из нажимного и опорного полувкладышей, пуансоны осевого сжатия трубной заготовки. В каналах матрицы размещены стержни, в сечении имеющие форму, соответствующую форме сечения заготовки, взаимодействующие своими торцами с одной стороны с поверхностью заготовки, а с другой стороны - со штоками гидроцилиндров, оси которых перпендикулярны осям стержней. При этом стержни и гидроцилиндры попарно размещены в верхней и нижней полуматрицах. Повышается производительность и обеспечивается качество. 2 н. и 2 з.п. ф-лы, 14 ил.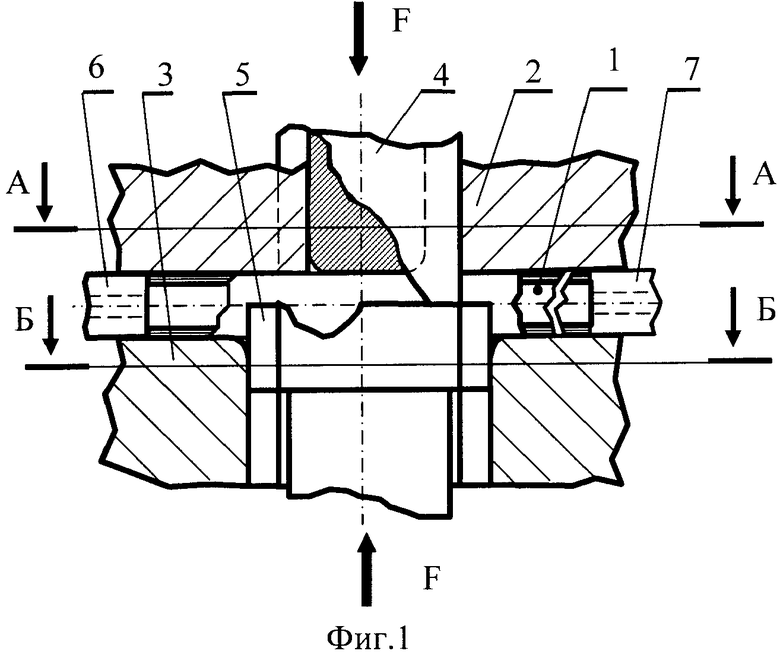
1. Способ получения нанокристаллической структуры материала в трубных заготовках, включающий заполнение полости заготовки наполнителем, поэтапное деформирование заготовки осадкой торцов посредством перемещения осевых пуансонов и сдвигом ее срединной части относительно концевых участков в направлении, перпендикулярном ее оси, при этом на нечетном этапе деформирования в процессе сдвига создают постоянное давление в наполнителе путем регулирования его количества и постоянную скорость сдвига, выбранную в пределах 1…0,85 скорости осадки торцов, в конце нечетного этапа деформирования заготовки прекращают осадку ее торцов, сохраняют герметичность полости заготовки, а на четном этапе осуществляют сдвиг срединной части заготовки в противоположном предыдущему этапу направлении до придания заготовке исходного прямолинейного состояния, при этом обеспечивают заданное соотношение скоростей сдвига срединной зоны заготовки в пределах 1…1,15 скорости перемещения осевых пуансонов, поворачивают заготовку на угол относительно ее оси, далее осуществляют нечетный этап деформирования.
2. Способ по п.1, отличающийся тем, что на нечетном этапе деформирования сдвиг срединной части заготовки осуществляют в направлении, совпадающем с его направлением на четном этапе деформирования.
3. Устройство для получения нанокристаллической структуры материала в трубных заготовках, содержащее разъемную матрицу в виде верхней и нижней полуматриц с центральным отверстием, центрального вкладыша в виде нажимного и опорного полувкладышей, размещенного в центральном отверстии разъемной матрицы с образованием каналов, пуансоны осевого сжатия трубной заготовки, гидроцилиндры со штоками, размещенные в упомянутых каналах стержни, форма сечения которых соответствует форме сечения трубной заготовки, гидроцилиндры со штоками, оси которых перпендикулярны осям стержней, причем торцы стержней с одной стороны имеют возможность взаимодействия с поверхностью заготовки, а с другой стороны - со штоками упомянутых гидроцилиндров.
4. Устройство по п.3, отличающееся тем, что стержни и гидроцилиндры размещены попарно в каналах верхней и нижней полуматриц.
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| US 4830683 A, 16.05.1989. | |||

