Изобретение относится к области обработки металлов давлением, а именно к устройствам для интенсивной пластической деформации, и предназначено для изготовления заготовок преимущественно из цветных сплавов с повышенными механическими свойствами за счет интенсивного измельчения структуры при увеличенном коэффициенте использования металла.
Из уровня техники известно устройство для многомаршрутного равноканального углового прессования (RU 2477662 С2 от 20.03.2013. Бюл. № 8).
Недостатками известного устройства являются сложность изготовления матрицы с каналами, пересекающимися в трех взаимно перпендикулярных плоскостях, а также низкий коэффициент использования металла заготовки из-за искажения торцовых участков прессуемой заготовки.
Кроме того, из уровня техники известен способ канального углового прессования заготовок и устройство для его осуществления (RU 2146571 С1 от 20.03.2000. Бюл. №8), содержащее пуансоны и матрицу с пересекающимися прямолинейными каналами. Известное устройство свободно от недостатков вышеприведенного аналога и выбрано в качестве прототипа.
Недостатком прототипа является узость его технологических возможностей, обусловленная переменностью размеров сечения второго канала, что не позволяет без предварительной обработки заготовки использовать ее в последующих проходах прессования для накопления деформаций. Кроме того, известное устройство не допускает вариативности схем углового прессования, что обусловлено единственным реализуемым маршрутом прессования.
Задача изобретения - расширение технологических возможностей устройства канального углового прессования.
Достигаемый технический результат - вариативность схем и маршрутизации прессования в одном устройстве за количество проходов заготовки через матрицу, необходимое для накопления заданной деформации без извлечения заготовки из матрицы после очередного прохода. Дополнительный технический результат - значительно упрощается изготовление матрицы.
Указанный технический результат достигается тем, что в устройстве для канального углового прессования, содержащем пуансоны и матрицу с n пересекающимися прямолинейными каналами, каждый канал выполнен с двумя входными отверстиями, предназначенными для введения пуансонов, и пересекающимся двумя другими каналами так, что все каналы вместе образуют многоугольник с n≥3 сторон с исходящими из его вершин лучами по числу пуансонов p=2n, кроме того, устройство снабжено по меньшей мере одним дополнительным пуансоном и одним дополнительным каналом, выполненным с одним входным отверстием, предназначенным для введения дополнительного пуансона, а другим отверстием сопряженным с пересечением двух каналов в вершине многоугольника.
Заявленное изобретение поясняется графическими материалами, где
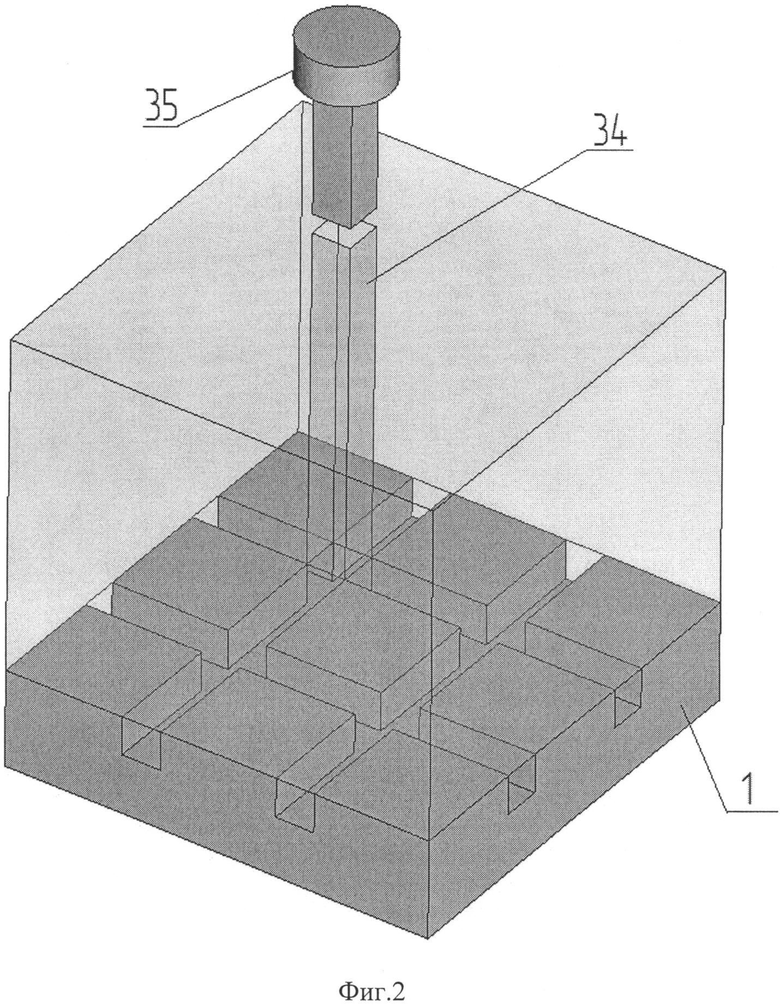
- на фиг. 1 схематично изображено устройство канального углового прессования для n=4, реализующее от одного до четырех очагов деформации при канальном угловом прессовании заготовки за необходимое количество проходов через матрицу до накопления заданной деформации без удаления заготовки из матрицы после очередного прохода;
- на фиг. 2 схематично изображено устройство канального углового прессования с одним дополнительным каналом.
Устройство для канального углового прессования (фиг. 1) содержит матрицу 1 и восемь пуансонов 2, 3, 4, 5, 6, 7, 8 и 9. Матрица 1 выполнена с четырьмя (может быть сколь угодно много, но не менее трех из условия образования замкнутой фигуры - многоугольника) пересекающимися прямолинейными каналами, каждый из которых выполнен с двумя входными отверстиями. Входные отверстия 10, 11, 12, 13, 14, 15, 16 и 17 каналов предназначены для введения соответствующих пуансонов 2, 3, 4, 5, 6, 7, 8 и 9. Каждый из каналов пересекается двумя соседними каналами так, что все каналы вместе образуют четырехугольник (может быть любой другой многоугольник) со сторонами 18, 19, 20 и 21 и исходящие из вершин 22, 23, 24 и 25 четырехугольника восемь лучей 26, 27, 28, 29, 30, 31, 32 и 33 по числу пуансонов (число лучей равно количеству пуансонов p=2n=2×4=8).
Разный заход пуансонов 2, 3, 4, 5, 6, 7, 8 и 9 в матрицу 1 реализует ту или иную конфигурацию пересекающихся каналов для маршрутизации прессования при заданном количестве проходов заготовки без ее удаления из матрицы перед очередным проходом. Привод пуансонов 2, 3, 4, 5, 6, 7, 8 и 9 может быть выполнен раздельным, например, от индивидуальных гидроцилиндров (в графических материалах не показано).
Матрица устройства канального углового прессования может быть снабжена от 1 до n дополнительными каналами (по числу вершин многоугольника). На фиг. 2 представлен вариант с одним дополнительным каналом 34 и одним дополнительным пуансоном 35 при n=4 (дополнительных пар канал-пуансон может быть от одной до n). Дополнительный канал 34 может быть выполнен под разными углами к сопрягаемым каналам, что фактически удвоит количество возможных схем прессования заготовки через матрицу.
Заявленное изобретение работает следующим образом.
Для образования одного очага деформации с однократным изменением направления течения металла на 90° достаточно обеспечить заход пуансонов в матрицу на следующие величины:
- для коротких заготовок прессование может осуществляться последовательно в одном из четырех вариантов каналов, например, приемным каналом является отверстие 10 под пуансон 2. В этом случае заход рабочей части пуансонов 4 и 7 в матрицу складывается из расстояний (2b+а), с фиксацией их положения во время рабочего хода пуансона 2. Пуансон 9 до начала прессования имеет заход в матрицу на расстояние (b) и во время рабочего хода на величину (b) пуансон 2 создает противодавление. Выталкивание заготовки из канала осуществляется пуансоном 4, при этом пуансоны 2 и 7 неподвижны. Не задействованы в данной схеме углового прессования пуансоны 3, 5, 6, 8. Т.к. приемным каналом в данной схеме прессования может быть любой, поэтому чередование каналов при перенастройке системы управления пуансонами позволит уменьшить износ матрицы;
- для заготовок увеличенной длины с использованием того же приемного канала пересекающиеся каналы могут быть образованы за счет захода в матрицу пуансонов 7, 8 и 9 на расстояние (b), а пуансонов 4 и 5 на расстояние (2b+а). Пуансон 8 при прессовании создает противодавление на величине хода (b). Прессование осуществляется пуансоном 2 на величине хода (2b+а), выталкивание заготовки из канала проводится пуансоном 5. Пуансоны 4, 7 и 9 остаются в фиксированном положении на протяжении всего процесса прессования, а пуансоны 3 и 6 не задействованы в данной схеме углового прессования.
Для образования двух очагов деформации при двукратном изменении направления течения металла по схеме канального углового прессования в параллельных каналах необходимо обеспечить следующие величины захода пуансонов в матрицу. Если отверстие 10 под пуансон 2 является приемным каналом, заход в матрицу пуансонов 5, 7, 8 и 9 необходим на расстояние (b), пуансона 4 - на расстояние (2b+а). При достижении пуансоном 2 величины хода, равного (b+а), пуансон 4 совершает обратный ход для освобождения канала, а пуансон 3 заходит в матрицу на расстояние (2b+а), давая возможность металлу перемещаться в направлении отверстия 14 под пуансон 6, которое в данной схеме прессования является выходным каналом. В конце хода, достигающего значения (2b+а), пуансон 2 фиксируется, а дальнейшее прессование заготовки осуществляется пуансоном 8 на величине хода (2b+а), после чего он фиксируется. Выталкивание заготовки из канала пуансона 6 осуществляется пуансоном 3.
Схема прессования с тремя очагами деформации осуществляется следующим образом. Приемный канал - отверстие 10 под пуансон 2. Пересекающиеся каналы необходимой для данной схемы прессования конфигурации образуются при заходе в матрицу пуансонов 3, 4 и 9 на расстояние (b), пуансонов 6 и 7 на расстояние (2b+а). При заходе пуансона 2 в матрицу на расстояние (а) он фиксируется. Металл заготовки заполняет канал матрицы до упора в пуансон 4, затем прессование продолжается пуансоном 9 на величине хода (а+b), в конце которого пуансон 9 фиксируется. Следующий этап прессования происходит за счет движения пуансона 3 на величину хода (а+b), одновременно пуансон 6 совершает обратный ход на такое же расстояние, создавая противодавление. Положение пуансона 6 фиксируется при его заходе в матрицу на расстояние (b). Дальнейшее направление движения заготовки возможно лишь в сторону отверстия 13 под пуансон 5. Суммарно заготовка проходит через три очага деформации, трижды изменяя направление течения, тем самым накапливая деформацию за счет трехкратного сдвига.
Прессование с четырьмя очагами деформации выполняется следующим образом. Приемный канал - отверстие 10 под пуансон 2, выходной - отверстие 15 под пуансон 7. Канал образуется при заходе пуансонов 3, 4, 5, 6 и 9 в матрицу на расстояние (b), пуансона 7 - на расстояние (2b+а). После захода в матрицу пуансона 2 на расстояние (b) он фиксируется и прессование продолжается пуансоном 9 на ходе (а+b) с его фиксацией в конце хода. Затем пуансоны 7 и 8 совершают обратный ход на расстояние (а+b), пуансон 2 проходит расстояние (а+b) для замыкания канала. Далее прессование продолжается пуансоном 5 на ходе (а+b), затем пуансоном 2 заготовка выталкивается в отверстие 15 под пуансон 7, являющееся для данной схемы прессования выходным каналом.
Введение в конструкцию матрицы 1 дополнительного канала 34, выполненного под разными углами к сопрягаемым каналам, способно фактически удвоить количество возможных схем прессования заготовки по разным маршрутам, реализуемым без ее удаления из матрицы после очередного прохода.
При необходимости в заявленном устройстве может быть реализована маршрутизация прессования, представляющая любую комбинацию из вышеперечисленных вариантов.
Исходя из вышесказанного можно сделать вывод, что при реализации изобретения поставленная задача - расширение технологических возможностей устройства канального углового прессования - решена, и заявленный технический результат - вариативность схем и маршрутизации прессования в одном устройстве за количество проходов заготовки через матрицу, необходимое для накопления заданной деформации без извлечения заготовки из матрицы после очередного прохода - достигнут. Конструкция матрицы сохранена весьма простой. При этом во всех схемах прессования может быть использовано противодавление, исключающее возможность искажения переднего торца заготовки, т.к. он при выходе из матрицы упирается в один из пуансонов, создающих противодавление, и является плоским, перпендикулярным продольной оси прессуемой заготовки. Задний торец прессуемой заготовки также остается плоским перпендикулярным ее продольной оси, т.к. на разных этапах процесса равноканального углового прессования задействованы разные пуансоны с непременным выполнением условия, что направления продольной оси заготовки и прессующего пуансона совпадают.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки давлением металлов и сплавов;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570606C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2725487C2 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| ШТАМП ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2012 |
|
RU2509621C1 |
| СПОСОБ УГЛОВОГО ПРЕССОВАНИЯ | 2013 |
|
RU2519697C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
Изобретение относится к области обработки металлов давлением, а именно к устройствам для интенсивной пластической деформации, и предназначено для изготовления заготовок преимущественно из цветных сплавов с повышенными механическими свойствами и увеличенным коэффициентом использования металла. Устройство содержит пуансоны и матрицу с n пересекающимися прямолинейными каналами. Вариативность схем прессования в одном устройстве с обеспечением накопления заданной деформации обеспечивается за счет того, что каждый канал выполнен с двумя входными отверстиями, предназначенными для введения пуансонов, и пересекается двумя другими каналами так, что все каналы вместе образуют многоугольник с n≥3 сторон с исходящими из его вершин лучами по числу пуансонов p=2n. Устройство может иметь дополнительный пуансон и дополнительный канал с одним входным отверстием для введения дополнительного пуансона, а другим отверстием сопряженным с пересечением двух каналов в вершине многоугольника. 1 з.п. ф-лы, 2 ил.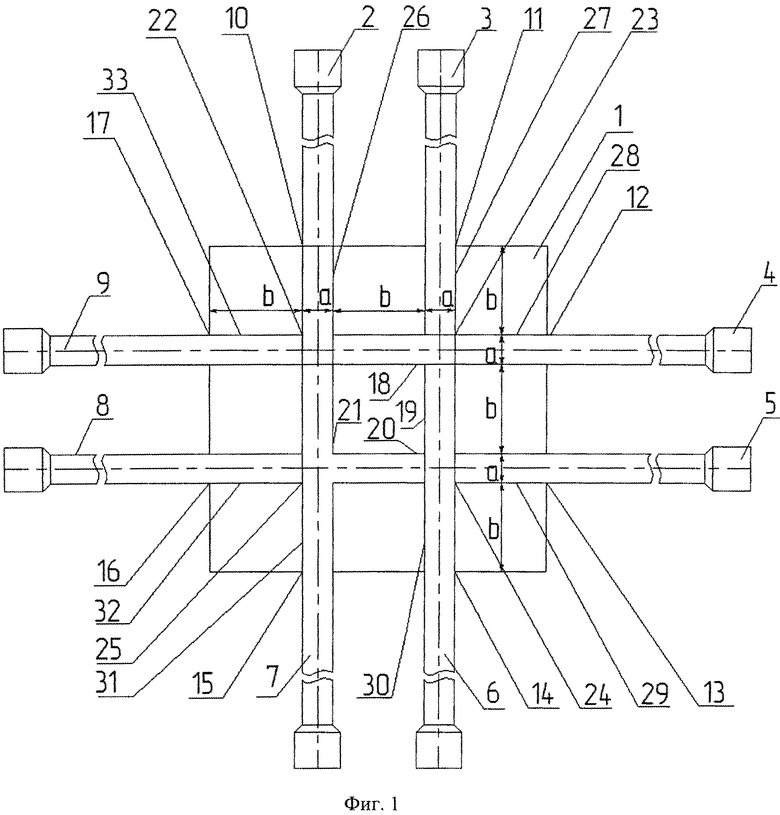
1. Устройство для канального углового прессования, содержащее пуансоны и матрицу с n пересекающимися прямолинейными каналами, отличающееся тем, что каждый канал выполнен с двумя входными отверстиями, предназначенными для введения пуансонов, и пересекается двумя другими каналами с образованием всеми каналами многоугольника с n≥3 сторон и с исходящими из вершин многоугольника лучами по числу пуансонов p=2n.
2. Устройство по п.1, отличающееся тем, что оно снабжено по меньшей мере одним дополнительным пуансоном и одним дополнительным каналом, выполненным с одним входным отверстием, предназначенным для введения дополнительного пуансона, а другим отверстием сопряженным с двумя пересекающимися каналами в вершине многоугольника.
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| УСТРОЙСТВО ДЛЯ МНОГОМАРШРУТНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВКИ | 2011 |
|
RU2477662C2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЧЕТЫРЕХ ЗАГОТОВОК | 2011 |
|
RU2475320C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| WO 2013119054 A1, 15.08.2013. | |||

