Изобретение относится к способу фиксации заготовок, преимущественно малой жесткости, при их механической обработке на станках, которое может быть использовано в области машиностроения и других отраслях промышленности.
Известен способ базирования нежесткой заготовки путем установки дополнительных опор в точках наименьшей жесткости заготовки в виде стандартных установочных приспособлений, таких как винтовой домкрат, винтовая подпорка, узел укрепления и т.п., устанавливаемых вручную при фиксировании заготовки на столе станка, (см. Горошкин А.К. Приспособления для металлорежущих станков: справочник. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1979. - 303 с, стр. 83-84; см. также ГОСТ 1559-67. Подпорки винтовые для станочных приспособлений. Конструкция. - М.: Издательство стандартов, 2000. - 9 с. Станочные приспособления: справочник: в 2 т. / ред. совет Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т. 2 / под ред. Б.Н. Вардашкина, В.В. Данилевского. - 656 с, стр. 500-501, рис. 115).
Опоры не позволяют перемещаться тем точкам заготовки, которые они поддерживают, создавая усилие реакции опоры при оказании силового воздействия на заготовку. Тем самым дополнительные опоры увеличивают жесткость заготовки, препятствуют ее деформациям и вибрациям при обработке.
Недостатком подобного способа являются значительные затраты времени на установку дополнительных опор вручную.
Известно устройство для базирования корпусных деталей, содержащее основание, на котором закреплены опорные, направляющие и упорные базовые элементы, и шарнирно установленные в размещенных на основании кронштейнах подпружиненные рычаги с опорными элементами, причем каждый рычаг размещен в соответствующем кронштейне и установлен в плоскости, расположенной под углом к направляющим базовым элементам, при этом каждый кронштейн установлен на основании с возможностью наладочного перемещения относительно опорных базовых элементов, а количество кронштейнов с рычагами - не менее трех (SU 1636177 А1, B23Q 3/06, 23.03.1991).
Недостатком данного способа является трудоемкость изготовления и неопределенность базирования, ввиду наличия на установочной базе более трех степеней свободы.
Технической задачей, на решение которой направлено изобретение, является повышение точности обработки заготовок преимущественно малой жесткости, при ее механической обработке на станке.
Решение поставленной технической задачи достигается тем, что фиксацию нежесткой призматической заготовки с незамкнутой верхней поверхностью при механической обработке на станке, включающей базирование заготовки на плоской плите станочного приспособления с контактом опорной поверхности заготовки в виде ее дна с плитой и прижатие заготовки к плите посредством прижимов, причем предварительно в заготовку устанавливают жесткий призматический вкладыш, а прижатие заготовки к плите осуществляют путем воздействия прижимов на незамкнутую верхнюю поверхность заготовки с передачей силового воздействия в виде распределенной силы через упомянутый вкладыш на дно заготовки и обеспечения при этом прижатия дна к плоскости плиты станочного приспособления, которую используют в качестве базовой плоскости.
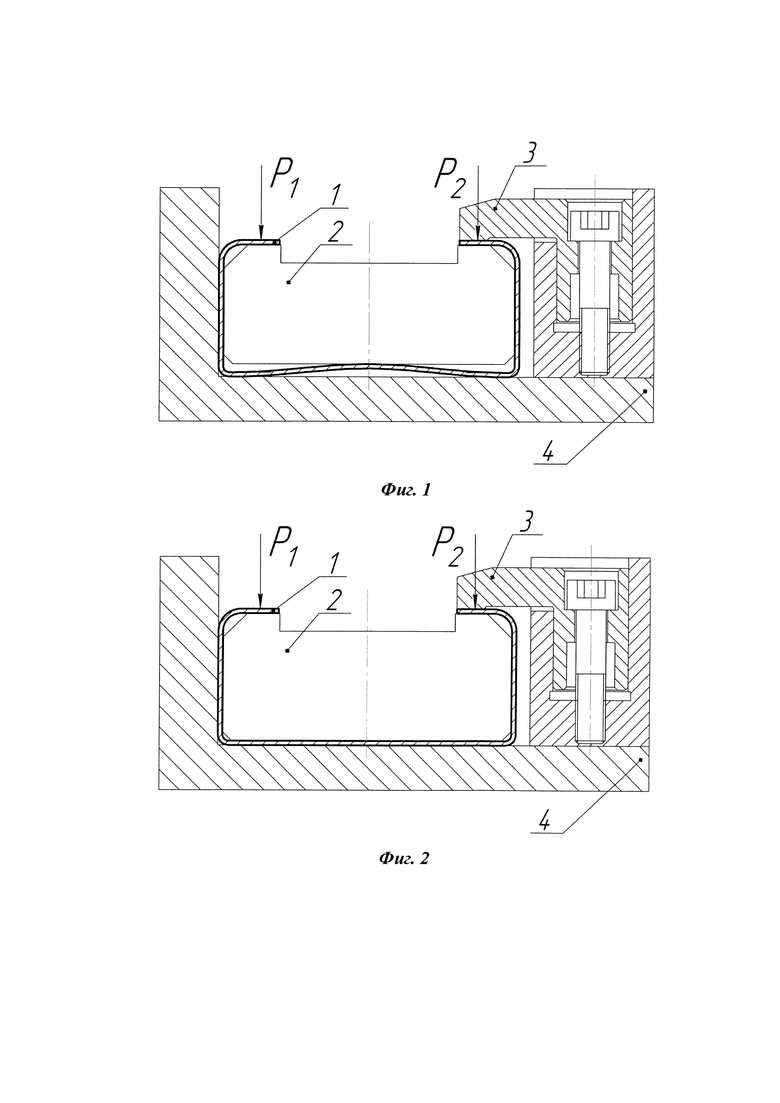
Сущность изобретения поясняется следующими фигурами:
На фигуре 1 изображен начальный контакт вкладыша с выпуклым дном и дна с плоской базовой поверхностью заготовки.
На фигуре 2 изображено выпрямленное через жесткий призматический вкладыш дно в конце рабочего хода зажима.
Способ фиксации нежесткой призматической заготовки с незамкнутой верхней поверхностью при механической обработке на станке, включающий базирование заготовки на плоской плите станочного приспособления с контактом опорной поверхности заготовки в виде ее дна с плитой и прижатие заготовки к плите посредством прижимов осуществляется следующим образом: в заготовку 1 (фиг. 1) устанавливают вкладыш 2. Собранную конструкцию базируют на плоскую плиту приспособления 4. Затем на незамкнутую верхнюю поверхность заготовки воздействуют с помощью прижимов 3 равными силами Р1 и Р2, которые прижимают незамкнутую верхнюю поверхность заготовки к жесткому призматическому вкладышу 2, который, в свою очередь, передает силовое воздействие в виде распределенной силы на дно нежесткой призматической заготовки, плотно прижимая его к базовой плоскости приспособления (фиг. 2).
Данный способ позволяет повысить точность обработки заготовок, преимущественно малой жесткости, при их механической обработке на станке, за счет упругого деформирования дна заготовки при закреплении, путем воздействия прижимов на незамкнутую верхнюю поверхность заготовки с передачей силового воздействия в виде распределенной силы через вкладыш на дно заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| Приспособление - спутник для базирования и закрепления тонкостенной корпусной детали с пазом | 2021 |
|
RU2783244C1 |
| Способ установки заготовки на станке | 1987 |
|
SU1740139A1 |
| Автоматическая линия для обработки корпусных деталей | 1985 |
|
SU1255395A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
Изобретение относится к области механической обработки на станках и может быть использовано для фиксации заготовок, преимущественно малой жесткости и с большими погрешностями формы при их обработке. Способ включает базирование заготовки на плоской плите станочного приспособления с контактом опорной поверхности заготовки в виде ее дна с плитой и прижатие заготовки к плите посредством прижимов, при этом предварительно в заготовку устанавливают жесткий призматический вкладыш, а прижатие заготовки к плите осуществляют путем воздействия прижимов на незамкнутую верхнюю поверхность заготовки с передачей силового воздействия в виде распределенной силы через упомянутый вкладыш на дно заготовки и обеспечения при этом прижатия дна к плоскости плиты станочного приспособления, которую используют в качестве базовой плоскости. Использование изобретения позволяет повысить точность базирования заготовок малой жесткости при их закреплении и, соответственно, точность их обработки. 2 ил.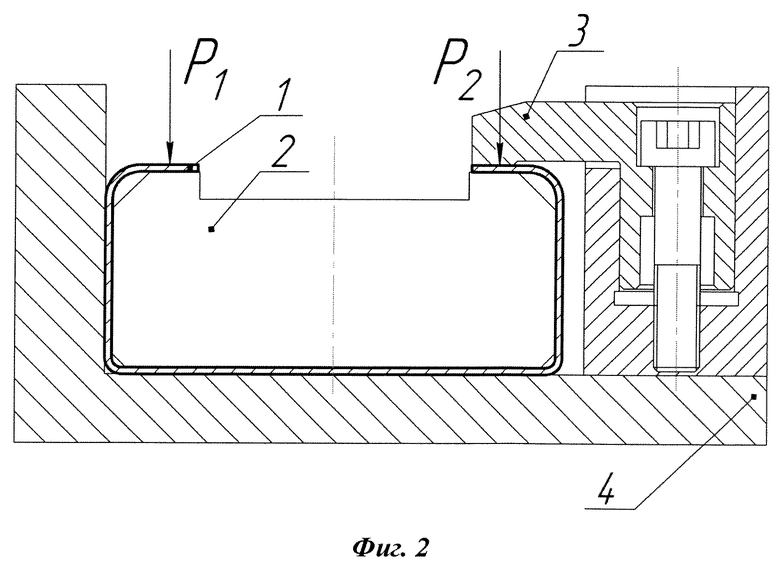
Способ фиксации нежесткой призматической заготовки с незамкнутой верхней поверхностью при механической обработке на станке, включающий базирование заготовки на плоской плите станочного приспособления с контактом опорной поверхности заготовки в виде ее дна с плитой и прижатие заготовки к плите посредством прижимов, отличающийся тем, что предварительно в заготовку устанавливают жесткий призматический вкладыш, а прижатие заготовки к плите осуществляют путем воздействия прижимов на незамкнутую верхнюю поверхность заготовки с передачей силового воздействия в виде распределенной силы через упомянутый вкладыш на дно заготовки и обеспечения при этом прижатия дна к плоскости плиты станочного приспособления, которую используют в качестве базовой плоскости.
| Устройство для базирования корпусных деталей | 1988 |
|
SU1636177A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ОБОЛОЧКОВОГО ТИПА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2013 |
|
RU2552828C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ НЕЖЕСТКИХ ЗАГОТОВОК | 2014 |
|
RU2546953C1 |
| Устройство для закрепления тонкостенной нежесткой детали при обработке | 2015 |
|
RU2620524C2 |
| CN 208543250 U, 26.02.2019 | |||
| CN 214237844 U, 21.09.2021. | |||

