Изобретение относится к путевому механизированному инструменту и предназначено для ремонта и текущего содержания железнодорожных рельсов.
Сверлильный агрегат предназначен для выполнения основной технологической операции по точному сверлению отверстий под стыковые болты в рельсах (рельсовых рубках) обычной и повышенной твердости на путеремонтных предприятиях. Основная проблема при выполнении отверстий под стыковые болты в рельсах (по 3 на каждом конце) состоит в том, что размеры отверстий и расстояния между ними должны быть выполнены с высокой точностью и соответствовать ГОСТ, (отклонения расстояний между отверстиями ±0,7 мм), что сложно выполнимо в условиях путеремонтных работ. Погрешности в выполнении размеров отверстий и расстояний между ними приводят к быстрому разрушению рельса в период эксплуатации.
Известен станок рельсосверлильный переносной (см. патент РФ №2171328, МПК Е01В 31/06, Е23В 45/08, опубликованного. 27.07.2001, Бюллетень. №21), содержащий сверлильный блок, рельсовый упор-захват с прижимом и со сменными контактными элементами - шаблонами, выполненными с возможностью контакта с подошвами и головками рельсов, мерную линейку с фиксатором и упором, выполненным с возможностью контакта с торцом рельса.
Известен станок рельсосверлильный переносной (см. патент РФ №2298609, МПК Е01В 31/06, Е23В 45/08, опубликованного. 10.05.2007, Бюллетень. №13), содержащий сверлильный блок, механизм управления, зажимное устройство, состоящее из винтового рельсового упора-захвата с зажимом и сменными шаблонами.
Известен станок рельсосверлильный (см. патент РФ №2464371, МПК Е01В 31/06, Е23В 45/08, опубликованного. 20.10.2012, Бюллетень. №29), содержащий двигатель, рельсовый зажим с парой внутренних упоров со съемными шаблонами, и парой внешних съемных шаблонов, выполненных с возможностью контакта с головкой и подошвой рельса, поворотный винтовой прижим, выполненный с возможностью взаимодействия с ребром головки рельса.
Недостатком всех вышеупомянутых известных устройств является большая масса станков, что, при ручной установке станка на рельс, негативно влияет на мобильность, требует значительного времени на подготовку к работе, затрудняет эксплуатацию станков, использование физической нагрузки при подготовке к работе и в процессе выполнения операции сверления повышает опасность проводимых работ. Наличие зажимных устройств со сменными шаблонами, устанавливаемыми вручную, не обеспечивает требуемого позиционирования инструмента и не обеспечивает требуемую точность в выполнении самих отверстий, происходит также нарушение размерности расстояний между отверстиями.
Известна рельсосверлильная машина, принятая за прототип (см. патент РФ №2196198, МПК Е01В 31/06, Е23В 45/08, опубликованного. 10.01.2003, бюллетень. №1), содержащая сверлильный блок, установочный кондуктор, прижимной механизм.
Недостатком известной рельсосверлильной машины также являются все указанные выше недостатки: невысокая эффективность работ по сверлению отверстий, неточность позиционирования инструмента, нарушение размерности диаметров отверстий и расстояния между отверстиями, нарушение безопасности при проведении работ.
Техническим результатом предлагаемого сверлильного агрегата является повышение эффективности сверлильных операций, повышение точности, надежности и безопасности проведения работ по сверлению отверстий в рельсах за счет точного позиционирования рельса относительно сверлильного блока.
Результат достигается тем, что сверлильный агрегат, содержащий сверлильный блок и прижимные механизмы для взаимодействия с рельсом, отличается тем, что он дополнительно снабжен столом, на котором установлен сверлильный блок, опорной плитой, закрепленной на столе и выполненной с шестью отверстиями, расположенными по три отверстия с одной и другой стороны от сверлильного блока, при этом расположение отверстий в плите соответствует расположению болтовых отверстий на одном и другом конце обрабатываемого рельса, агрегат также снабжен направляющими пластинами, закрепленными на опорной плите и шестью стопорными пальцами, установленными в отверстиях, выполненных в опорной плите, с возможностью вертикального перемещения и жесткой фиксации относительно опорной плиты, а прижимные механизмы выполнены в виде устройства вертикального зажима рельса и устройства горизонтального зажима рельса.
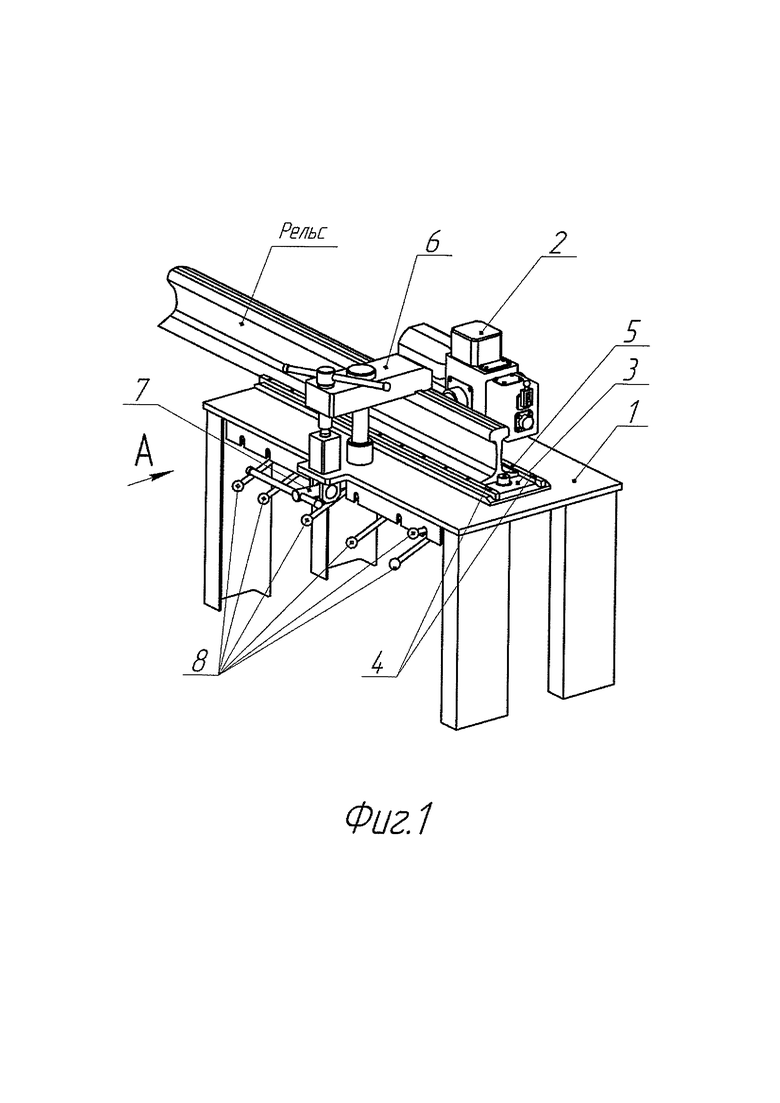
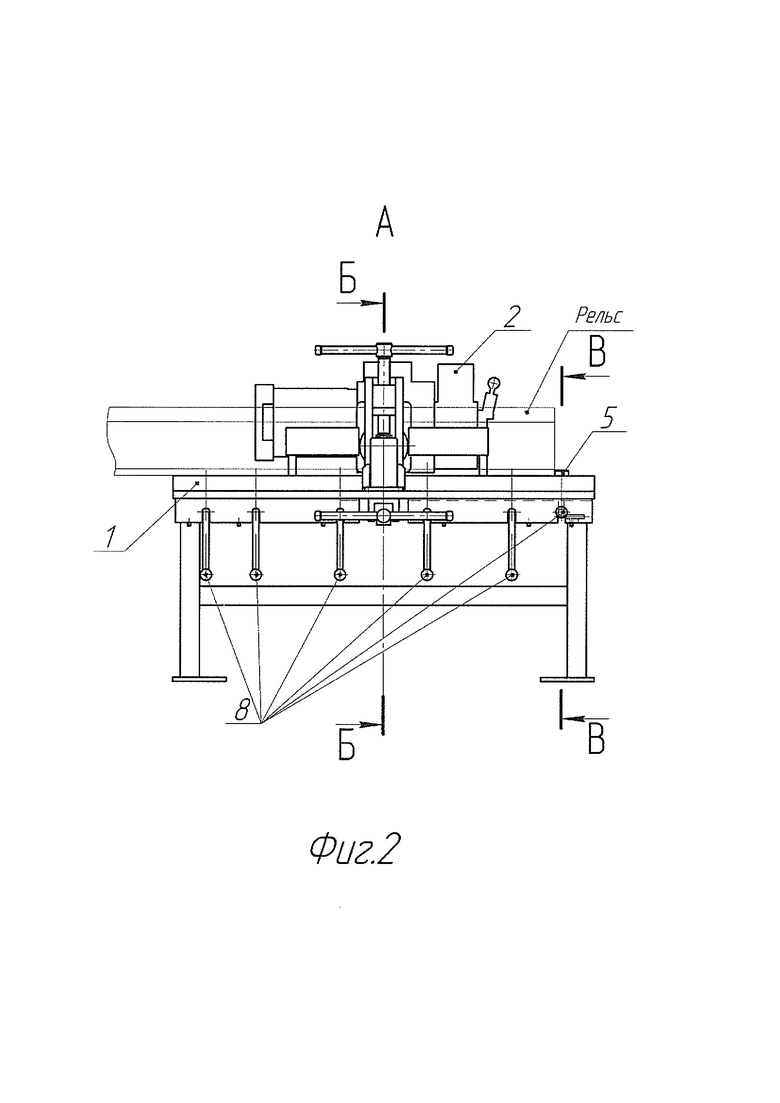
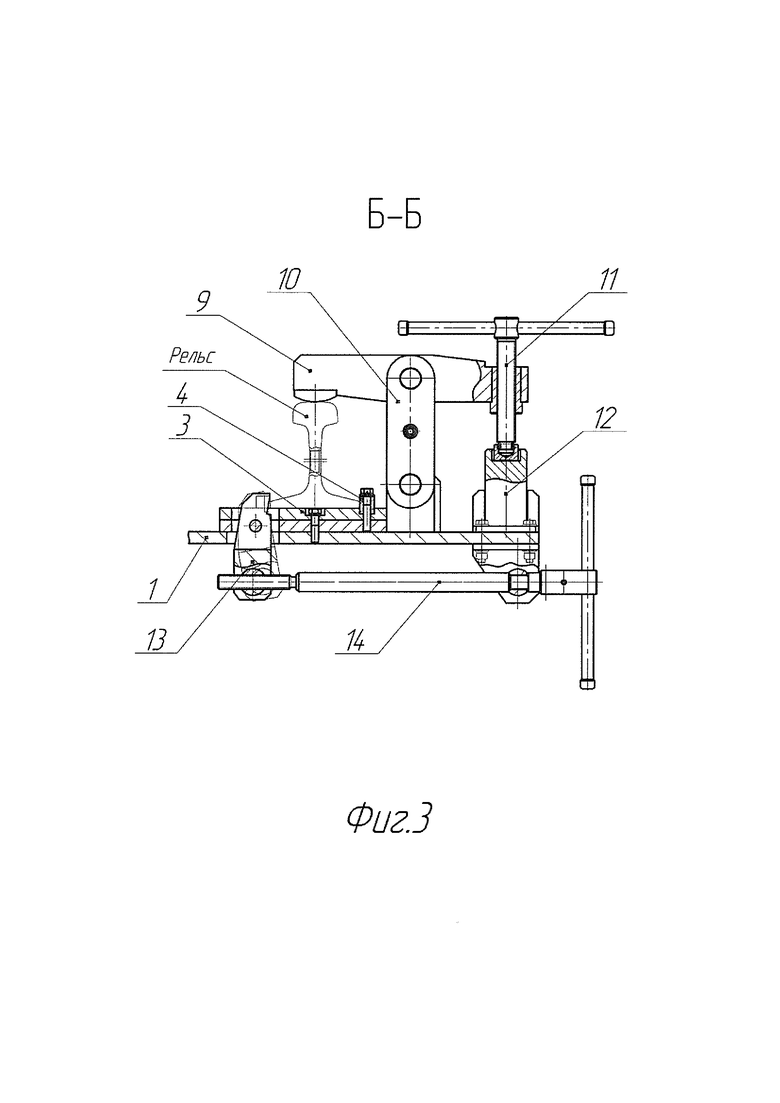
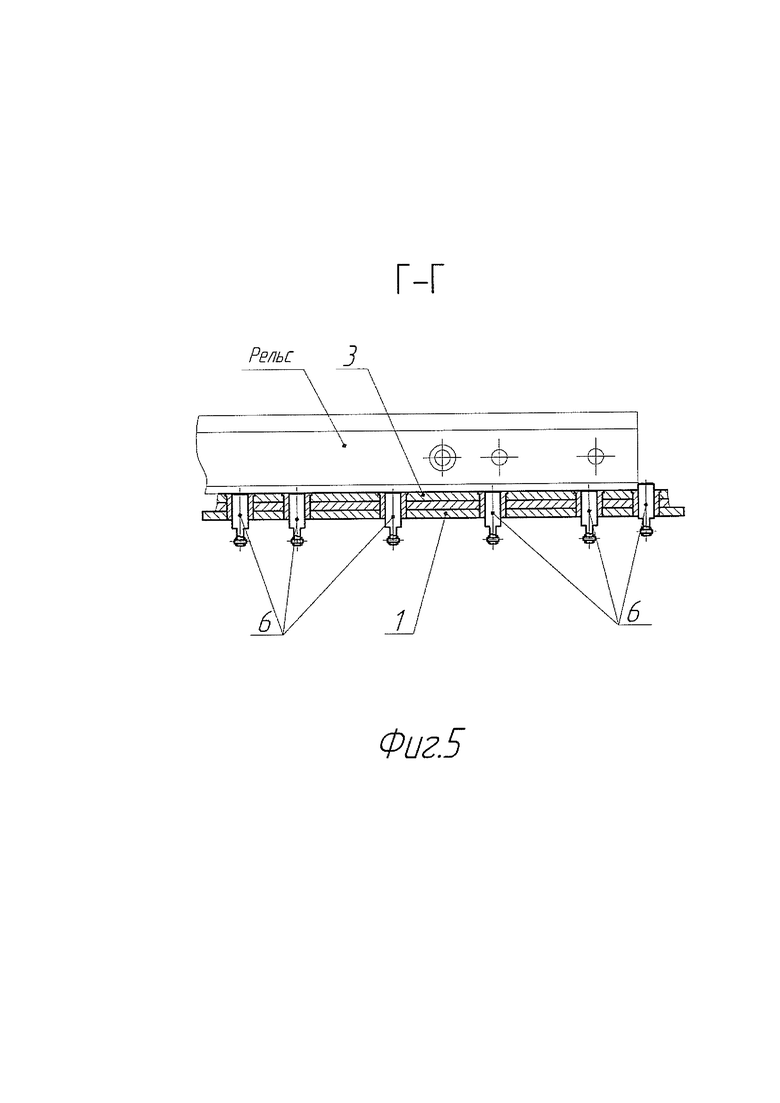
На фиг. 1 изображен сверлильный агрегат, общий вид; на фиг. 2 вид А на фиг. 1, на фиг. 3 вид Б-Б на фиг. 2, на фиг. 4 вид В-В на фиг. 2, на фиг. 5 вид Г-Г на фиг. 4.
На фиг. изображены: 1 - стол, 2 - сверлильный блок, выполненный, например, на базе станков СТР - 2, СТР - 2Д, 3 - опорная плита, 4 - направляющие пластины, 5 - стопорные пальцы, 6 - устройство вертикального зажима рельса, 7 - устройство горизонтального зажима рельса, 8 - механизмы управления стопорными пальцами, 9 - вертикальный прихват, 10 - тяга вертикального прихвата, 11 - зажимной винт с рукояткой вертикального прихвата, 12 - упор, 13 - горизонтальный прихват, 14 - зажимной винт с рукояткой горизонтального прихвата
Работа сверлильного агрегата осуществляется следующим образом.
Рельсы устанавливаются подошвой на цилиндрическую поверхность роликов секций приводной и не приводной. Вращением штурвала приводной секции, рельс подается на стол 1 и далее на опорную плиту 3 между направляющими пластинами 4 и продвигается до контакта с одним из стопорных пальцев (установленным в рабочее положение) 5, расположенным за осью шпинделя сверлильного блока 2 по ходу перемещения рельса. Выбор стопорного пальца осуществляется оператором, с помощью механизма управления стопорными пальцами 8, соответствующего 1-му, 2-му или 3-му болтовому отверстию. Далее, заготовка зажимается механизмами 9, 10, 11 и 12 вертикального зажима рельса и механизмами 13 и 14 горизонтального зажима рельса и выполняется сверление отверстия в рельсе. Процесс сверления сверлильным станком осуществляется в соответствии с требованиями эксплуатационной документации сверлильного станка. После выполнения сверления первого болтового отверстия, производится освобождение рельса от усилий зажима, стопорный палец переводится механизмом управления в нерабочее положение, механизмом управления следующего пальца выдвигается и фиксируется 2-й стопорный палец, соответствующий следующему болтовому отверстию, рельс продвигается до контакта со вторым пальцем, сверление последующих 2-го и 3-го отверстий осуществляется аналогично сверлению первого болтового отверстия. После сверления отверстий на одном конце рельса, рельс перемешается на другую группу секций для сверления отверстий на другом конце рельса. Сверление отверстий на другом конце рельса производится аналогично, при этом используются стопорные пальцы, расположенные с другой стороны от сверлильного блока.
Предлагаемый сверлильный агрегат позволяет производить операции сверления отверстий под стыковые болты в рельсах с высокой эффективностью, высокой точностью и надежностью и повысить безопасность проведения работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для обработки железнодорожных рельсов | 2023 |
|
RU2805684C1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 2005 |
|
RU2298609C1 |
| РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2043452C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНЫЙ | 1999 |
|
RU2171328C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ | 2010 |
|
RU2464371C2 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 2016 |
|
RU2628944C1 |
| Способ сборки электроизолирующего стыкового соединения рельсов и устройство для его осуществления | 2023 |
|
RU2811189C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 1992 |
|
RU2045603C1 |

Изобретение относится к путевому механизированному инструменту для ремонта и текущего содержания железнодорожных рельсов. Сверлильный агрегат предназначен для выполнения основной технологической операции по точному сверлению отверстий под стыковые болты в рельсах обычной и повышенной твердости на путеремонтных предприятиях. Сверлильный агрегат содержит стол, на котором установлен сверлильный блок, опорную плиту, закрепленную на столе и выполненную с отверстиями, по три отверстия по разные стороны от сверлильного блока. Расположение отверстий в плите соответствует расположению болтовых отверстий на одном и другом конце обрабатываемого рельса. Агрегат также содержит направляющие пластины, закрепленные на опорной плите и шесть стопорных пальцев, установленных в отверстиях опорной плиты с возможностью вертикального перемещения и жесткой фиксации относительно опорной плиты, и прижимные механизмы, выполненные в виде устройства вертикального зажима рельса и устройства горизонтального зажима рельса. В результате повышается эффективность сверлильных операций, точность, надежность и безопасность проведения работ по сверлению отверстий в рельсах за счет точного позиционирования рельса относительно сверлильного блока. 5 ил.
Сверлильный агрегат, содержащий сверлильный блок и прижимные механизмы для взаимодействия с рельсом, отличающийся тем, что он дополнительно снабжен столом, на котором установлен сверлильный блок, опорной плитой, закрепленной на столе и выполненной с шестью отверстиями, расположенными по три отверстия с одной и другой стороны от сверлильного блока, при этом расположение отверстий в плите соответствует расположению болтовых отверстий на одном и другом конце обрабатываемого рельса, агрегат также снабжен направляющими пластинами, закрепленными на опорной плите и шестью стопорными пальцами, установленными в отверстиях, выполненных в опорной плите, с возможностью вертикального перемещения и жесткой фиксации относительно опорной плиты, а прижимные механизмы выполнены в виде устройства вертикального зажима рельса и устройства горизонтального зажима рельса.
| РЕЛЬСОСВЕРЛИЛЬНАЯ МАШИНА | 2001 |
|
RU2196198C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНЫЙ | 1999 |
|
RU2171328C2 |
| JP 2006022508 A, 26.01.2006 | |||
| US 9833842 B2, 05.12.2017. | |||

