Изобретение относится к области машиностроения, и в частности к устройствам для механической обработки труб давлением, и может быть использовано при навивке теплообменных труб для теплообменников АЭС в змеевик с заданными параметрами (диаметром и шагом навивки).
В конструкциях атомных энергоустановок широко применяются плотноупакованные теплообменные аппараты, где главной проблемой является невысокая равномерность и плотность навивки.
Известны приспособления для гибки труб и специальные трубогибочные машины с неподвижной оправкой ложкообразной формы или штампах (Справочник по холодной штамповке. /Под ред. Романовского, изд. шестое. - Л.: Машиностроение, 1979, с. 76-77, рис. 74 а, б, в, г).
Известно также устройство для изготовления трубчатых змеевиков теплообменников, содержащее размещенные на станине неподвижную переднюю бабку и приводную заднюю бабку, суппорт, оправку, закрепленную в передней и задней бабках, и гибочный ролик, отличающееся тем, что оно содержит установленное на суппорте гибочно-прижимное приспособление, корпус которого загнут навстречу движению заготовки, гибочный ролик подвижно закреплен в нижней части корпуса на уровне оправки, а в верхней загнутой части корпуса подвижно закреплен дополнительный ролик (Патент на полезную модель РФ №26458, МПК B23F 3/04, опубл. 10.12.2002).
Основным недостатком известных приспособлений и устройства для гибки труб является то, что в процессе гибки поперечное сечение трубы сильно деформируется, толщина стенки с наружной стороны (больший радиус) уменьшается, а с внутренней (меньший радиус) - увеличивается, причем в этом случае у тонкостенных труб происходит еще и образование волнообразных складок.
Наиболее близким по технической сущности к заявленному решению является устройство для навивки металлических труб в змеевик, которое снабжено тремя роликами, нижние из которых выполнены двухручьевыми с разделяющей ребордой, определяющей шаг и угол подъема навивки (патент на изобретение РФ №2221666, МПК B21D 53/06, опубл. 20.01.2004).
Главным недостатком данного устройства является то, что навивка труб на токарном станке производится с постоянным усилием и приводит к получению некруглого сечения, а навивка тонкостенных труб практически невозможна, а также низкая производительность навивки.
Технической проблемой предлагаемого изобретения является повышение производительности навивки путем пакетной навивки металлических труб в змеевик с заданными параметрами при исключении деформации их поперечного сечения.
Указанная проблема решается тем, что в натяжном устройстве для навивки металлических труб в змеевик, содержащем установленные с возможностью вращения верхний сменный ролик и два нижних сменных ролика, при этом верхний ролик установлен с возможностью вертикального перемещения, оно снабжено выполненным с возможностью продольного перемещения суппортом, корпусом, установленным на суппорте с возможностью поворота вокруг оси и фиксации, и смонтированным в корпусе блоком управления продольным перемещением суппорта в зависимости от углового перемещения вала шпинделя при заданном шаге навивки металлических труб, при этом верхний и нижние ролики установлены в конических подшипниках в корпусе и выполнены многоручьевыми с расстоянием L между центрами ручьев, задающим плотность навивки змеевика, а верхний ролик установлен с возможностью вертикального перемещения посредством ползунов и регулировочных винтов.
Расстояние между центрами ручьев роликов определено по формуле:
L=D+T,
где D- наружный диаметр навиваемой трубы,
Т-зазор между навиваемыми трубами.
Устройство выполнено с возможностью одновременной навивки металлических труб, максимальное количество которых равно восьми.
Конструкция предлагаемого натяжного устройства для навивки металлических труб в змеевик вызвана практикой эксплуатации, а именно тем, что все известные приспособления устройства и установки для гибки металлических труб и тем более навивки металлических труб в змеевики имеют явный недостаток, заключающийся в том, что при гибке или навивке металлических, особенно тонкостенных труб, происходит деформация трубы вообще и главное деформация поперечного сечения.
Данное же натяжное устройство для навивки металлических труб в змеевик благодаря роликам, выполненных многоручьевыми с механизмом, определяющим шаг и угол подъема навивки, позволяет осуществить навивку с заданными параметрами при исключении деформации их поперечного сечения при значительном повышении производительности навивки.
Максимальное количество одновременно навиваемых труб равное восьми соответствует максимально возможному количеству ручьев в ролике валка. Данный параметр определялся экспериментально, при навивке тонкостенных труб менее 1000 мм.
Изобретение поясняется чертежами.
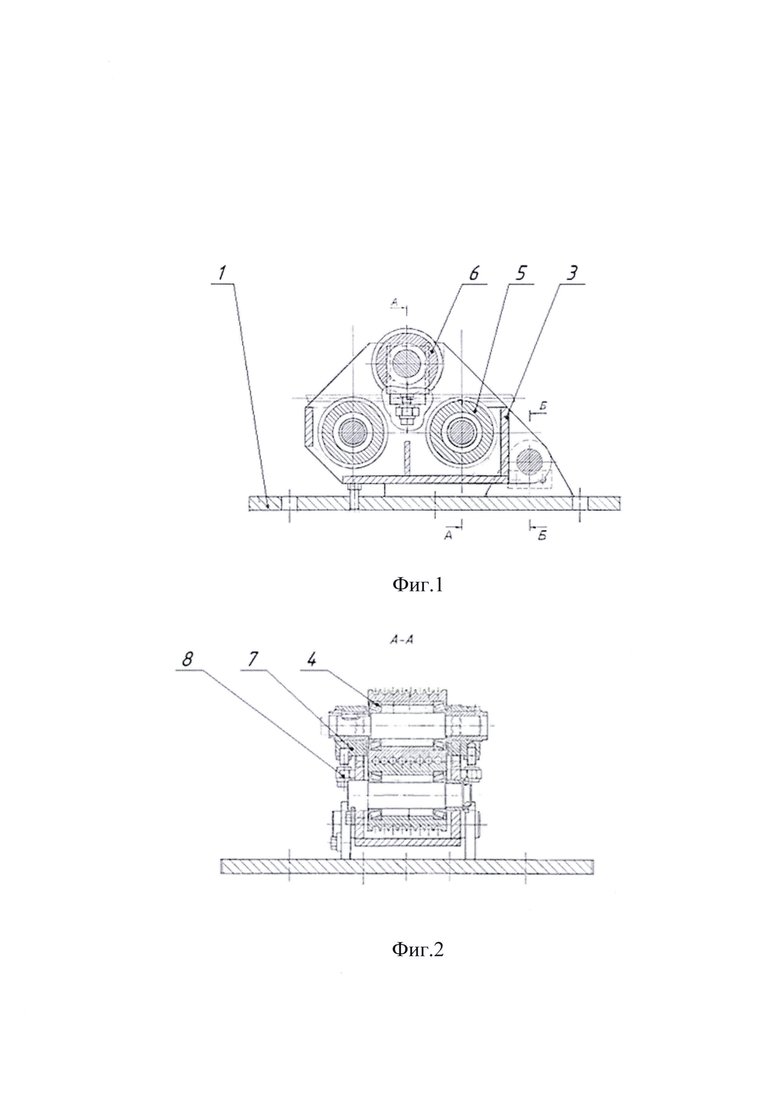
На фиг. 1, 3 представлены валки с роликами.
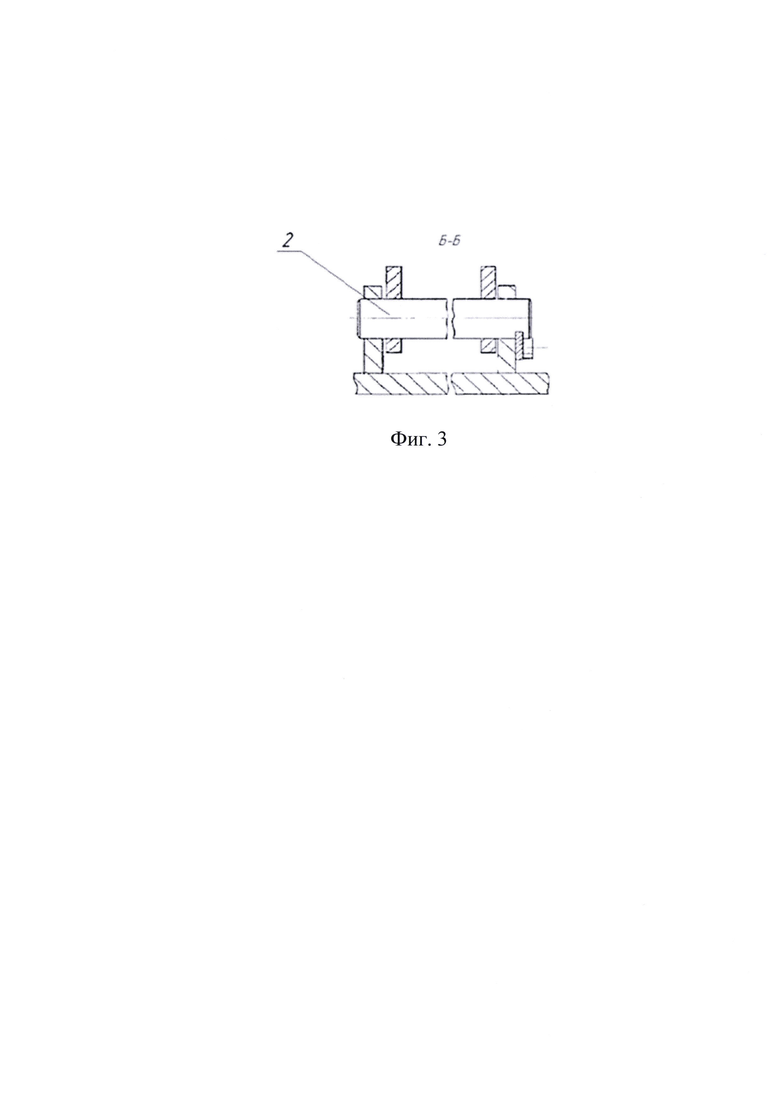
На фиг. 2 - торцевой вид данного устройства.
Натяжное устройство для навивки металлических труб в змеевик состоит из суппорта 1 (фиг. 1) в кронштейне которого на оси 2 (фиг. 3), необходимой для поднятия натяжного устройства при установке труб, закреплен корпус 3 (фиг. 1) с смонтированным в нем на конических подшипниках 4 (фиг. 2) многоручьевыми съемными роликами 5, 6 (фиг. 1). Оси нижних роликов закреплены стационарно, ось верхнего ролика 6 смонтирована в ползунах 7, которые с помощью винтов 8 имеют возможность вертикального перемещения.
Натяжное устройство для навивки металлических труб в змеевик работает следующим образом.
При смещении верхнего ролика навстречу нижним происходит заклинивание трубы в ручьях роликов (микроизгиб), увеличивается усилие на продвижение трубы, т.е. создается натяжение трубы, необходимое для изготовления плотно навитого теплообменника. Блок управления (не показан на чертежах) вмонтирован в корпус суппорта и предназначен для автоматизации процесса навивки трубок витых теплообменников и реализует принцип согласованного управления продольным перемещением суппорта устройства в зависимости от углового перемещения вала шпинделя при заданном шаге навивки. Управление осуществляется промышленным контроллером, который считывает информацию с датчика частоты вращения вала шпинделя. Полученная информация посылается на управляющий выпрямитель, поддерживающий оптимальную скорость вращения двигателя суппорта.
Натяжное устройство для навивки металлических труб в змеевик позволяет расширить технологические возможности устройства и навивать теплообменники диаметром до 2800 мм
Таким образом, предлагаемое устройство позволяет получать плотноупакованные пучки труб с различными диаметрами и толщинами и значительно повысить производительность навивки в 1,8-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный комплекс для изготовления витых теплообменников | 2019 |
|
RU2726859C1 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
| Установка для навивки змеевиков | 1980 |
|
SU919781A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ МЕТАЛЛИЧЕСКИХ ТРУБ В ЗМЕЕВИК | 2002 |
|
RU2221666C1 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1994 |
|
RU2087236C1 |
| Устройство для гибки | 1987 |
|
SU1555014A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| ТЕПЛООБМЕННИК, СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 1998 |
|
RU2150061C1 |
Изобретение относится к области машиностроения и может быть использовано при навивке теплообменных труб для теплообменников в змеевик с заданными диаметром и шагом навивки. Натяжное устройство содержит установленные с возможностью вращения верхний сменный ролик, два нижних сменных ролика и суппорт с установленным на нем с возможностью поворота вокруг оси и фиксации корпусом. В корпусе смонтирован блок управления продольным перемещением суппорта в зависимости от углового перемещения вала шпинделя при заданном шаге навивки металлических труб. Верхний и нижние ролики установлены в конических подшипниках в корпусе и выполнены многоручьевыми с расстоянием между центрами ручьев, задающим плотность навивки змеевика. Верхний ролик установлен с возможностью вертикального перемещения посредством ползунов и регулировочных винтов. В результате обеспечивается возможность навивки теплообменников диаметром до 2800 мм и получения плотноупакованных пучков труб с различными диаметрами и толщинами. 2 з.п. ф-лы, 3 ил.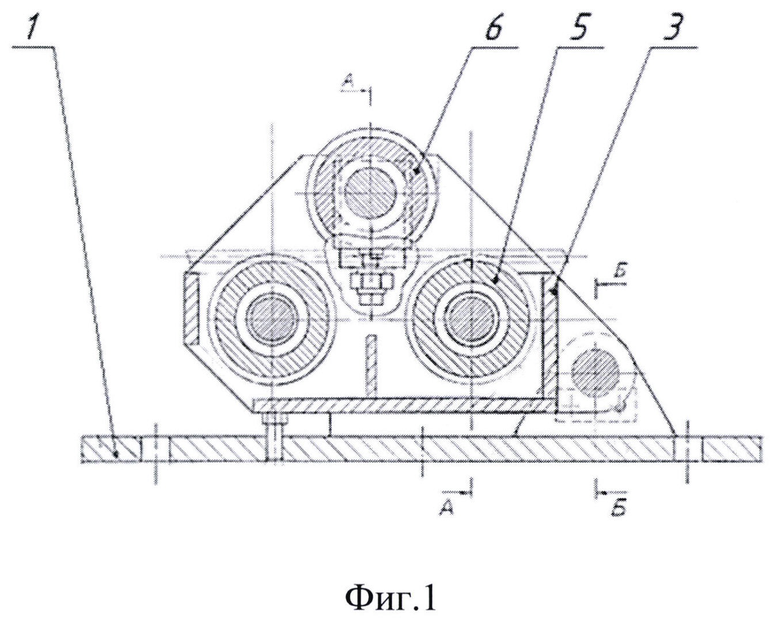
1. Натяжное устройство для навивки металлических труб в змеевик, содержащее установленные с возможностью вращения верхний сменный ролик и два нижних сменных ролика, при этом верхний ролик установлен с возможностью вертикального перемещения, отличающееся тем, что оно снабжено выполненным с возможностью продольного перемещения суппортом, корпусом, установленным на суппорте с возможностью поворота вокруг оси и фиксации, и смонтированным в корпусе блоком управления продольным перемещением суппорта в зависимости от углового перемещения вала шпинделя при заданном шаге навивки металлических труб, при этом верхний и нижние ролики установлены в конических подшипниках в корпусе и выполнены многоручьевыми с расстоянием L между центрами ручьев, задающим плотность навивки змеевика, а верхний ролик установлен с возможностью вертикального перемещения посредством ползунов и регулировочных винтов.
2. Натяжное устройство для навивки металлических труб в змеевик по п. 1, отличающееся тем, что расстояние между центрами ручьев роликов определено по формуле
L=D+T,
где D - наружный диаметр навиваемой трубы, Т - зазор между трубами.
3. Натяжное устройство для навивки металлических труб в змеевик по п. 1, отличающееся тем, что оно выполнено с возможностью одновременной навивки металлических труб, максимальное количество которых равно восьми.
| УСТРОЙСТВО ДЛЯ НАВИВКИ МЕТАЛЛИЧЕСКИХ ТРУБ В ЗМЕЕВИК | 2002 |
|
RU2221666C1 |
| У . ••^---:.\.. ^И С. М. Сердинов?f; ,-? 5i/ | 0 |
|
SU197731A1 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
| 0 |
|
SU349441A1 | |
| US 3646599 A1, 29.02.1972. | |||

