Изобретение относится к сварке, а именно к устройствам для изготовления пакетов экономайзеров, и может быть использовано в энергомашиностроении, например в котлостроении при изготовлении поверхностей нагрева котлов, выполненных из змеевиков с продольным оребрением.
Цель изобретения - расширение технологических возможностей и повышение производительности.
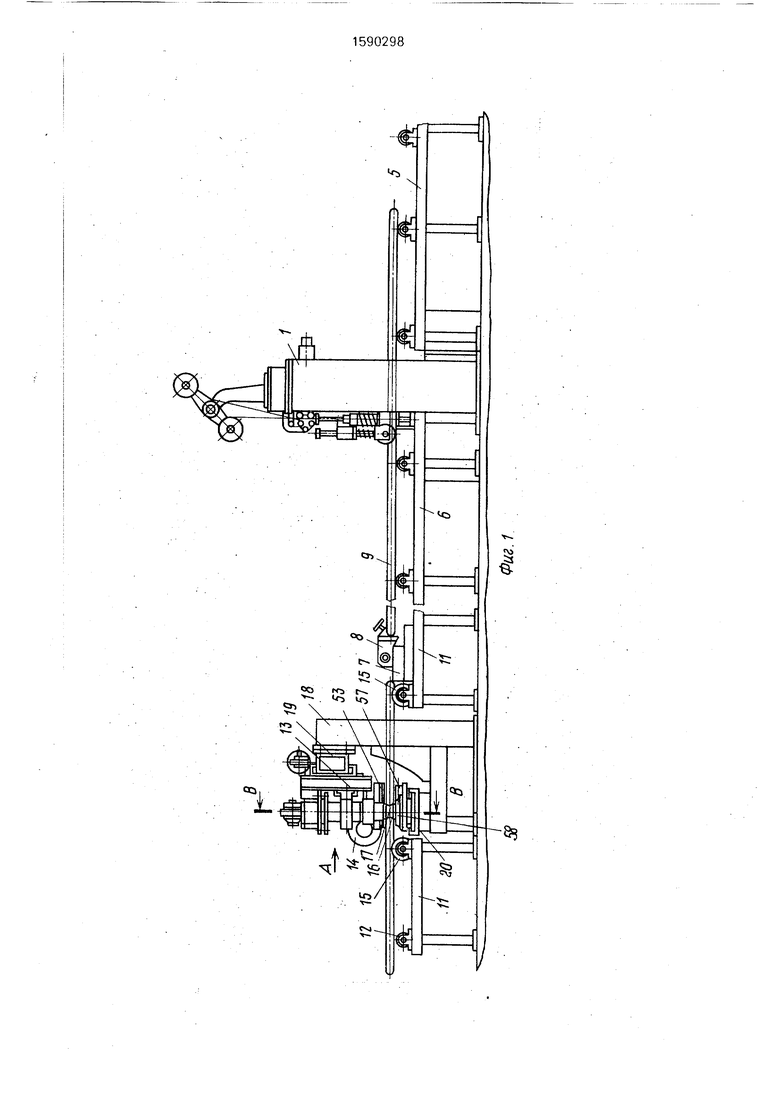
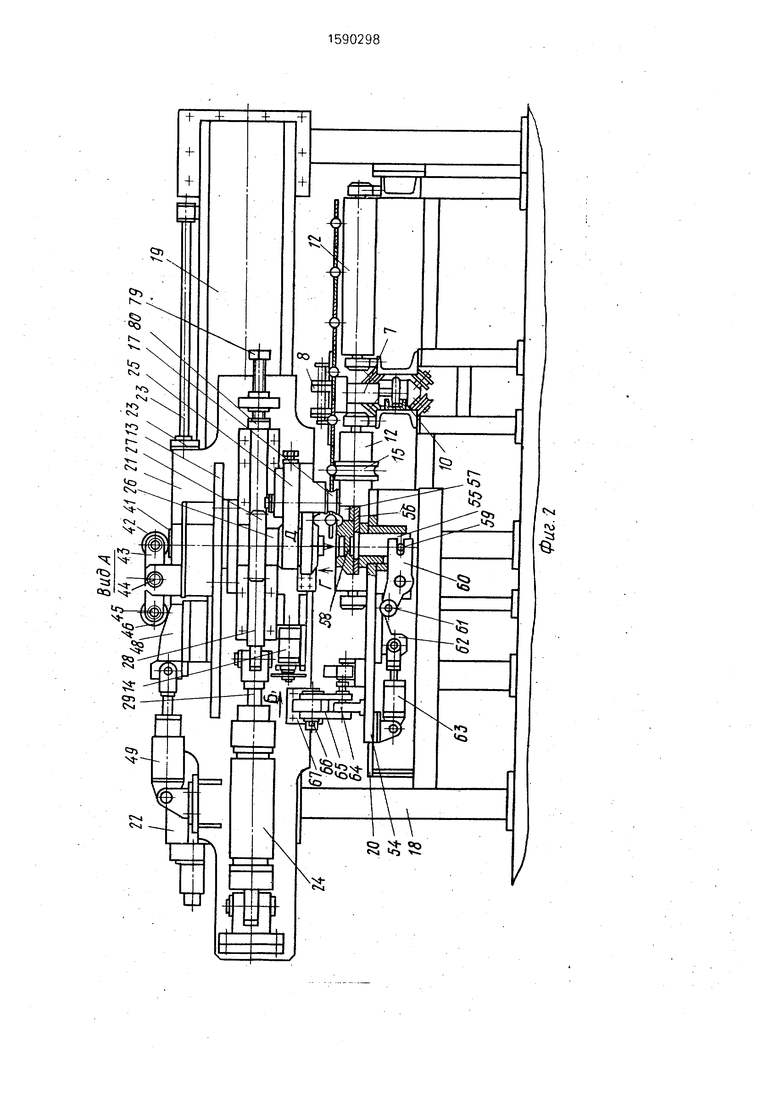
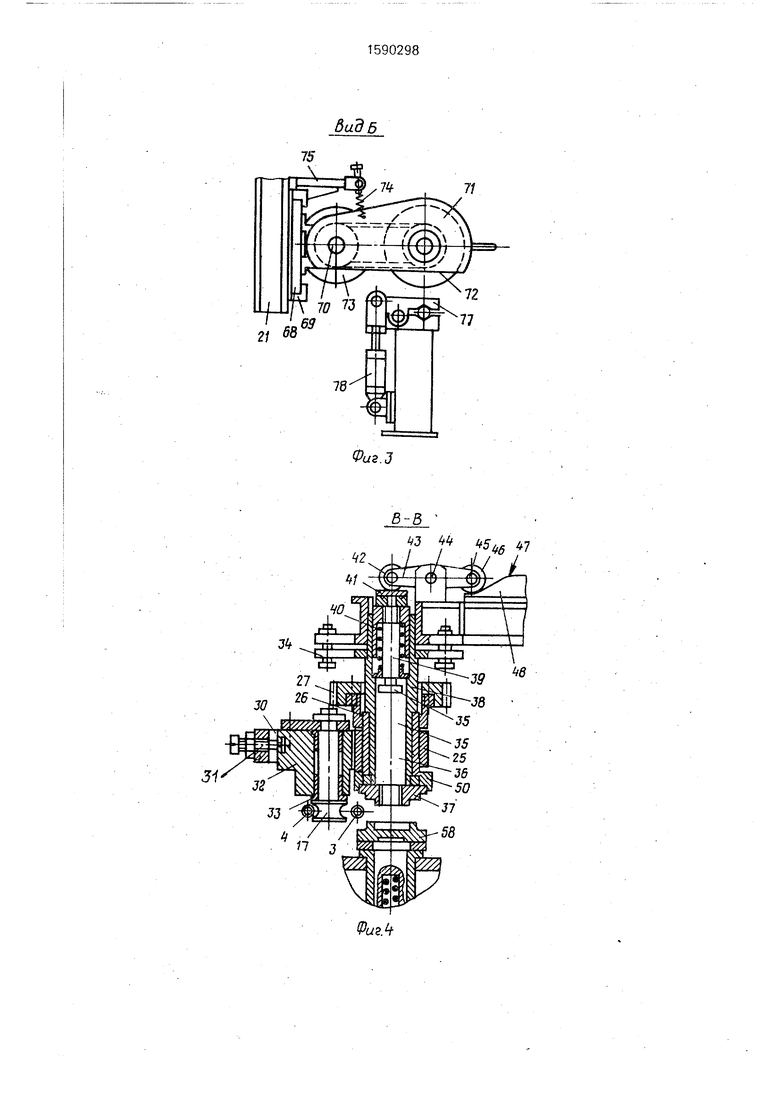
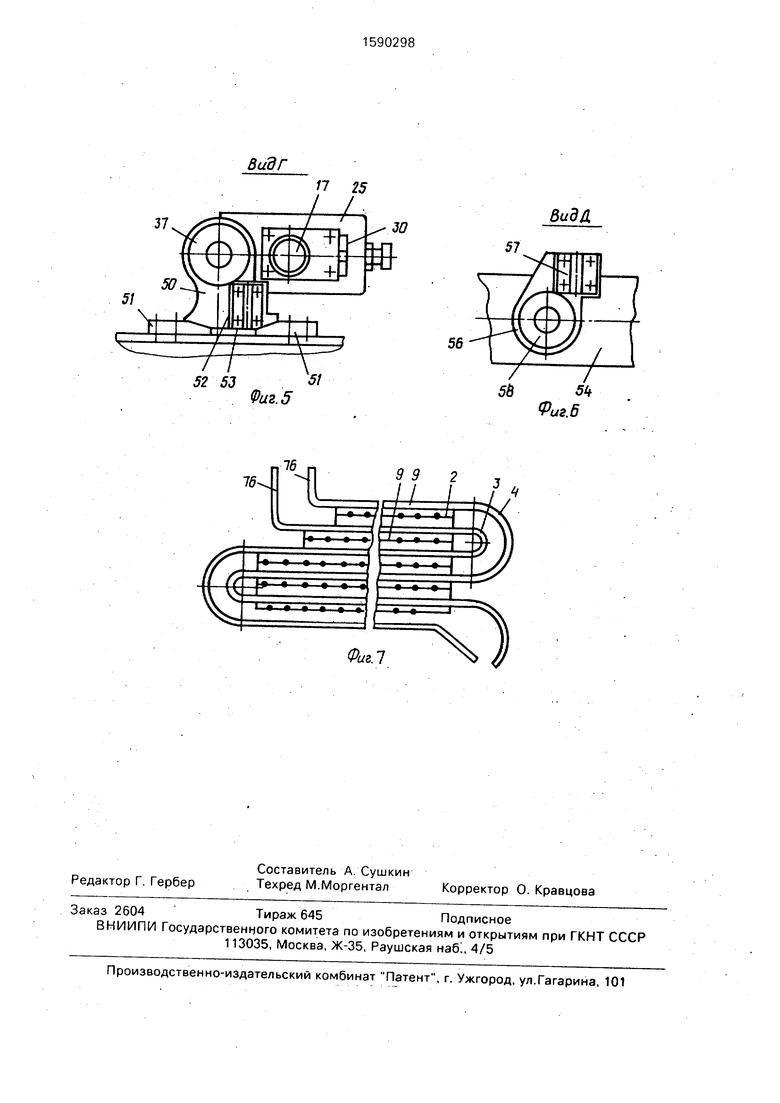
На фиг.1 изображена установка, общий вид; на фиг.2 - вид А на фиг. 1: на фиг.З - вид Б на фиг,2; на фиг,4 - разрез В-В на фиг.1; на фиг.5 - вид Г на фиг.2; на фиг.Б - вид Д на фиг.2; на фиг.7 - схематическое изображение пакета экономайзера с отогнуты м ножками.
Установка для изготовления пакетов экономайзеров содержит машину 1 для сварки стыков 2 оребренных элементов 3 и 4 электрозаклепками, установленную между входным 5 и выходным 6 рольгангами, каретку 7 с захватами 8 для соединения ее с изделием 9.
Каретка 7 соединена посредством штанг 10 с механизмом возвратно-поступательного шагового перемещения ее (не показано). Между последними секциями 11 выходного рольганга 6 с роликами 12 установлено трубогибочное устройство 13 с от- резным устройством 14, при этом ролики 12 секций 11 выполнены с направляющим ручьем 15, установленным соосно с ручьем 16 гибочного инструмента 17.
Трубогибочное устройство 13 выполне- но в виде станины 18. с двумя направляющими 19 и 20, расположенными по обе стороны изделия. На верхней направляющей 19 смонтирована верхняя каретка 21, соединенная с приводом 22 винтовой парой 23. Каретка 21 несет приводной от силового цилиндра 24 поворотный суппорт 25. на фланце стакана 26 которого жестко закреплена шестерня 27, взаимодействующая с зубчатой рейкой 28, соединенной со штоком 29 цилиндра 24. В пазу 30 суппорта 25 с возможностью установочного перемещения винтовой парой 31 закреплен корпус 32, в подшипниках 33 которого смонтирован гибочный инструмент 17 с неразъемным ручьем 16, установленным соосно с элементами 3 и 4 изделия 9. Поворотный суппорт 25 смонтирован на неповоротном суппорте 34. жестко закрепленном на каретке 21. в полости которого подвижно в вертикальном направлении установлен приводной шпиндель 35, выполненный в виде штанги 36, на нижней резьбовой части которой закреплено верхнее профильное кольцо 37 разъемного гибочного шаблона, а верхняя часть штанги посредством паза 38 тяги 39 и направляющей подпружиненной втулки 40 соединена с упором 41, контактирующим с нажимным роликом 42 одного из плеч двуплечего рычага 43, жестко закрепленного на каретке 21, и поворотного на оси 44. а второе плечо снабжено установленным посредством оси 45 роликом 46, взаимодействующим с наклонной плоскостью 47 ползуна 48, соединенного с приводом 49 его возвратно-;{1оступательного перемещения по каретке 21. На верхнем профильном кольце 37 разъемного гибочного шаблона закреплена плита 50, фиксируемая от поворота посредством клиновых фиксато-
ров 51. закрепленных на корпусе каретки 21. На плите 50 через посредство демпфирующей прокладки 52 закреплена губка 53 механизма зажима изгибаемого элемента.
На нижней направляющей 20 смонтирована нижняя каретка 54, на которой закреплен подвижно в вертикальной плоскости неповоротный шпиндель 55 с плитой 56. На плите 56 закреплена симметрично относительно верхней губки 53 нижняя губка 57 механизма зажима изгибаемого элемента 3.
Шпиндель 55 с жестко закрепленным на нем нижним профильным кольцом 58 разъемного гибочного шаблона с помощью оси 59 соединен с рычагом 60. ролик 61 которого контактируете горизонтальной и наклонной плоскостью ползуна 62. соединенного с приводом 63 возвратно-поступательного перемещения ползуна 62 в горизонтальном направлении. Нижняя каретка 54 соединена посредством закрепленного на ней упора 64 с охватывающей упор вилкой 65. шарнирно закрепленной с помощью оси 66 и кронштейна 67 на верхней каретке. Отрезное устройство 14 выполнено в виде кронштейна 68, закрепленного в направляющих 69 каретки 21. На кронштейн 68 с помощью оси
70шарнирно закреплен корпус 71, на котором смонтирован абразивный режущий инструмент 72, соединенный с приводом 73 вращения режущего инструмента. Корпус
71удерживается в заданном исходном положении с помощью пружины 74, закрепленной на кронштейне 75. Отрезаемый конец одной из ножек 76 фиксируется в захвате 77 с приводом 78 зажима в период реза. Ход рейки 28 ограничен перемещением с помощью винта 79 упором 80.
Установка работает следующим образом.
Собранные под сварку изделия 9, например пакеты экономайзеров, подают на входной рольганг 5 и далее в машину 1 для сварки стыков 2 оребренных элементов 3 и 4 электрозаклепками. Изделия 9 перед сваркой соединяют с помощью захватов 8 с кареткой 7 и в процессе сварки перемещают с заданным шагом посредством штанги 10 механизма шагового перемещения каретки 7 (не показано). После сварки изделие 9 перемещают на выходной рольганг 6 по роликам 12 к трубогибочному устройству 13, где на последних секциях 11 рольг,анга 6 изделие центрируют в дисках так,что последняя труба пакета, где выполняется гиб первой ножки, устанавливается соосно с ручьем верхнего профильного 37 и нижнего профильного 58 колец разъемного гибочного шаблона и соосно с ручьем 16 гибочного инструмента 17 в исходном его положении.
при этом каретка 21 совместно с нижней кареткой 54 предварительным перемещением по направляющим 19 и 20 от привода 22 с винтовой парой 23 устанавливаются в исходное положение гиба первой ножки. Включением привода 63 шпиндель 55 с жестко закрепленным на нем нижним кольцом 58 разъемного гибочного щаблона и плитой 56, несущей нижнюю губку 57 механизма зажима элемента 3, перемещают вверх до контакта с элементом 3 за счет поворота рычага 60 с роликом 61 при перемещении его наклонной плоскостью ползуна 62. Включают привод 49 в неповоротном суппорте 34, и шпиндель 35 со штангой 36 пе- ремещают вниз до контакта ручья верхнего профильного кольца 37 разъемного гибочного шаблона с элементом 3 и зажима элемента губкой 53 с демпфированием прокладки 52. Перемещением вниз штанги 36 обеспечивают перемещение ползуна 48 с наклонной плоскостью 47 в направлении к ролику 46, при этом нажимной ролик 42 при повороте рычага 43 на оси 44 воздействует через упор 41 на подпружиненную втулку 40, которая, в свою очередь, перемещает тягу 39, соединенную посредством паза 38 со штаягой 36, на нижней резьбовой части которой жестко закреплено верхнее профильное кольцо 37 с плитой 50, фикси- руемой от поворота посредством клинового фиксатора 51. После зажима элемента 3 между губками 53 и 57 с одновременным смыканием профильных колец 37 и 58 разъемного гибочного шаблона включают.сило- вой цилиндр 24, который перемещением зубчатой рейки 28 и штоком 29 поворачивает суппорт 25 посредством шестерни 27.
Поворотом суппорта 25 на заданный угол, регулируемый установкой с помощью 4 винта 79 упора 80 в заданном положении, производят гиб первой ножки, а включением привода 73 после фиксации конца отогнутой ножки 76 в захвате 77 с приводом 78 зажима ножки производят без припуска на 4 длину ножки. Рабочие органы трубогибоч- ного устройства возвращают в исходное положение. Далее пакет реверсируют по роликам 12 рольганга, а каретки 21 и 54
приводом 22 синхронно,за счет соединения 5 кареток, перемещают поперек рольганга до установки гибочього шаблона и инструмента на ось следующего элемента 4 пакета и производят те же операции гиба и реза в той же технологической последовательности, 55 после чего пакет передается с рольганга на другие технологические операци.
Выполнение трубогибочного механизма в виде смонтированных симметрично относительно плоскости рольганга кареток с
гибочными разьемными шаблонами и разъемным гибочным инструментом на поворотном суппорте, установленным соосно с элементом, сцентрированным в ручье роликов рольганга, позволяет повысить производительность путем совмещения операций сварки с операциями гибки и резки, а также расширить технологические возможности трубогибочного и сварочного оборудования за счет возможности изготовления элементов пакета после окончательной сварки его и возможности сварки пакетов с более широким диапазоном рэсположения отогнутых ножек и размеров по Ширине пакетов.
5 0 5 0 5
Формула изобретения 1. Установка для изготовления пакетов экономайзеров, содержащая машину для сварки, входной и выходной рольганги секционного типа, каретку с механизмом шагового перемещения изделия, устройство гибки ножек пакетов, состоящее из гибочного шаблона, гибочного инструмента, механизма зажима изгибаемого элемента в виде симметрично расположенных губок, а также механизм отрезки ножек, отличающая- с я тем, что, с целью расширения технологических возможностей и повышения производительности путем обеспечения процесса гибки ножек после окончательной сборки и сварки пакета, установка оснащена установленными с возможностью синхронного перемещения поперек выходного рольганга каретками с подпружиненными приводными шпинделями, смонтированными с возможностью перемещения навстречу друг другу, гибочный шаблон выполнен в виде профильных колец, установ ленных оп- позитно на шпинделях кареток, при этом гибочнык инструмент установлен с возможностью поворота соосно со шпинделем каретки, расположенной над рольгангом, механизм отрезки установлен шарнирно на этой каретке с возможностью возвратно-поступательного перемещения в плоскости, параллельной перемещению кареток, а ролики выходного рольганга выполнены с направляющим ручьем.
2.Установка поп.1,отличающая- с я тем, что профильные кольца гибочного шаблона оснащены плитами с демпфирующими прокладками, а губки механизма зажима изгибаемого элемента установлены на демпфирующих прокладках.
3.Установка поп.1,отличающая- с я тем, что привод перемещения каждого шпинделя выполнен в виде клиновых ползунов с силовым цилиндром и двуплечего рычага, взаимодействующего своими плечами шпинделем и ползуном.
CQ, JL
вид 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| Механизм зажима трубы трубогибочной машины | 1988 |
|
SU1682005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
Изобретение относится к сварке, а именно к устройствам для изготовления пакетов экономайзеров и может быть использовано в энергомашиностроении. Цель изобретения - повышение производительности и расширение технологических возможностей. Установка оснащена установленными по обе стороны изделия с возможностью синхронного перемещения поперек рольганга верхней и нижней каретками. На верхней каретке имеется подпружиненный приводной шпиндель, на котором установлено профильное кольцо гибочного шаблона. На нижней каретке имеется установленный соосно шпинделю верхней каретки подпружиненный приводной шпиндель, на котором установлено оппозитно профильному кольцу верхней каретки профильное кольцо гибочного шаблона. Гибочный инструмент установлен с возможностью поворота соосно шпинделю верхней каретки. На верхней каретке также с возможностью возвратно-поступательного перемещения в плоскости параллельной перемещению кареток смонтирован механизм отрезки. Профильные кольца оснащены плитами с демпфирующими прокладками, на которых установлены губки механизма зажима изгибаемого элемента. Ролики выходного рольганга выполнены с ручьем. При подаче изделия осуществляют его центрирование ручьем рольганга соосно с ручьем гибочного инструмента. Каретки устанавливают в требуемое положение подпружиненные шпиндели с профильными кольцами гибочного шаблона. Приводами осуществляют зажим изделия и смыкание профильных колец гибочного шаблона, после чего поворачивают гибочный инструмент соосно шпинделю верхней каретки. После окончания гибки перемещают механизм отрезки и производят отрезки припуска на изогнутой ножке изделия. 2 з.п. ф-лы, 7 ил.
J4
Фиг.З
В-В 5,6 «7
37
5i
52 5351
Фиг.5
76Фиг.1
Видй
99 2
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР N 639181 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
