Изобретение относится к области машиностроения и, в частности, к устройствам для механической обработки труб давлением и может быть использовано при навивке водопроводных, газопроводных и иных металлических труб в змеевик с заданными параметрами (диаметром и шагом навивки).
Известны приспособления для гибки труб и специальные трубогибочные машины с неподвижной оправкой ложкообразной формы или штампах (Справочник по холодной штамповке. /Под ред. Романовского, изд. шестое. - Л.: Машиностроение, 1979, с.76-77, рис.74 а,б,в,г).
Основным недостатком известных приспособлений и устройства для гибки труб является то, что в процессе гибки поперечное сечение трубы сильно деформируется, толщина стенки с наружной стороны (больший радиус) уменьшается, а с внутренней (меньший радиус) - увеличивается, причем в этом случае у тонкостенных труб происходит еще и образование волнообразных складок.
Наиболее близким по технической сущности к заявленному решению является "Устройство навивки пружин на токарном станке на оправке с заданным диаметром и шагом с использованием трехходового винта, включающим гибку" (Справочник токаря./ Под ред. А.Н. Оглоблина, 5 изд. - М.: Машгиз, 1961, с. 476-477).
Главным недостатком данного устройства является то, что навивка труб на токарном станке производится с постоянным усилием и приводит к получению некруглого сечения, а навивка тонкостенных труб практически невозможна.
Целью предлагаемого изобретения является осуществление возможности навивки металлических труб в змеевик с заданными параметрами при исключении деформации их поперечного сечения.
Указанная цель достигается тем, что в устройстве для навивки металлических труб в змеевик, содержащем верхний с возможностью вертикального перемещения и два нижних вращающихся валка, все валки снабжены жестко закрепленными на торцевых поверхностях сменными роликами, а ролики двух нижних валков выполнены двухручьевыми с разделяющей ребордой, определяющей шаг и угол подъема навивки.
Анализ найденных в результате поиска патентных, информационных каталожных материалов по устройствам для гибки труб и трубогибочным установкам по фондам областной, универсальной научно-технической библиотеки г. Саратова позволяет сделать вывод, что предлагаемое устройство не известно из уровня техники, т.е. является новым.
Кроме того, предлагаемое устройство не следует явным образом из анализируемых источников, т.е. имеет изобретательский уровень.
Конструкция предлагаемого устройства навивки металлических труб в змеевик вызвана практикой эксплуатации, а именно тем, что все известные приспособления устройства и установки для гибки металлических труб и тем более навивки металлических труб в змеевики имеют явный недостаток, заключающийся в том, что при гибки или навивки металлических, особенно тонкостенных труб, происходит деформация трубы вообще и главное деформация поперечного сечения.
Данное же устройство для навивки металлических труб в змеевик благодаря снабжению валков роликами, нижние из которых выполнены двухручьевыми с разделяющей ребордой, определяющей шаг и угол подъема навивки, позволяет осуществить навивку с заданными параметрами при исключении деформации их поперечного сечения.
Следовательно, предлагаемое устройство обладает промышленной полезностью.
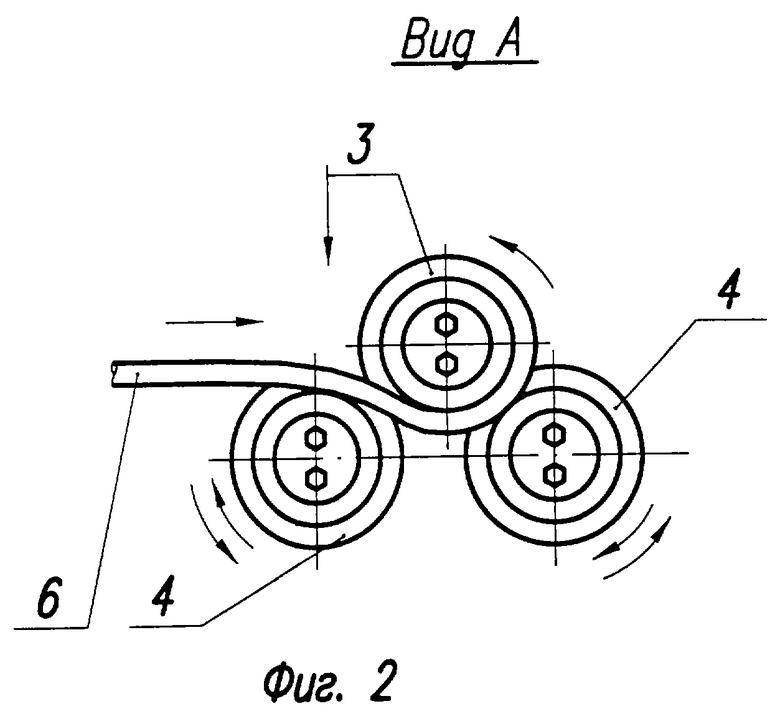
Изобретение поясняется чертежом, где на фиг.1 изображены валки с роликами, а на фиг.2 - торцевой вид данного устройства.
Устройство для навивки металлических труб в змеевик содержит верхний валок 1 и два нижних валка 2 трехвалковых вальцев, снабженных жестко закрепленными на торцевых поверхностях цилиндрическими роликами, соответственно верхнего 3 и двумя нижними двухручьевыми цилиндрическими роликами 4, причем нижние снабжены разделяющими ребордами 5 каждый. Металлическая труба 6 устанавливается между верхним цилиндрическим роликом 3 и двумя нижними двухручьевыми цилиндрическими роликами 4.
Устройство для навивки металлических труб в змеевик работает следующим образом.
В трехвалковых вальцах два нижних валка 2 с жестко укрепленными двухручьевыми цилиндрическими роликами 4 вращаются в одном направлении, а верхний валок 1 с жестко укрепленным цилиндрическим роликом 3 благодаря трению между ним и изгибаемой металлической трубой 6 - в противоположном. Изгиб металлической трубы 6 на заданный диаметр осуществляется за несколько проходов путем постепенного нажима верхнего передвижного валка 1 на металлическую трубу 6 и изменением направления вращения валков 1 и 2 за счет переключения фаз у приводного электродвигателя (на чертеже не показан).
Металлическая труба 6, навиваясь в змеевик, проходит через реборду 5, определяющую шаг навивки, и размещается во втором ручье нижних двухручьевых цилиндрических роликах 4.
Процесс навивки змеевика повторяется до получения заданных параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯЖНОЕ УСТРОЙСТВО ДЛЯ НАВИВКИ МЕТАЛЛИЧЕСКИХ ТРУБ В ЗМЕЕВИК | 2021 |
|
RU2782189C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 2021 |
|
RU2772340C1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2281825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| Приспособление к трехвалковой листогибочной машине | 1957 |
|
SU111608A1 |
| Способ изготовления многослойного змеевикового теплообменника | 2019 |
|
RU2730779C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
Изобретение относится к машиностроению, в частности к устройствам для механической обработки труб давлением, и может быть использовано при навивке водопроводных, газопроводных и иных металлических труб в змеевик с заданными параметрами. Устройство для навивки металлических труб в змеевик содержит верхний валок и два нижних валка трехвалковых вальцов, снабженных жестко закрепленными на торцевых поверхностях цилиндрическими роликами, соответственно верхним и двумя нижними двухручьевыми цилиндрическими роликами, причем нижние снабжены разделяющими ребордами каждый. Металлическая труба устанавливается между верхним цилиндрическим роликом и двумя нижними двухручьевыми цилиндрическими роликами. Изобретение обеспечивает возможность навивки металлических труб в змеевик с заданными параметрами при исключении деформации их поперечного сечения. 2 ил.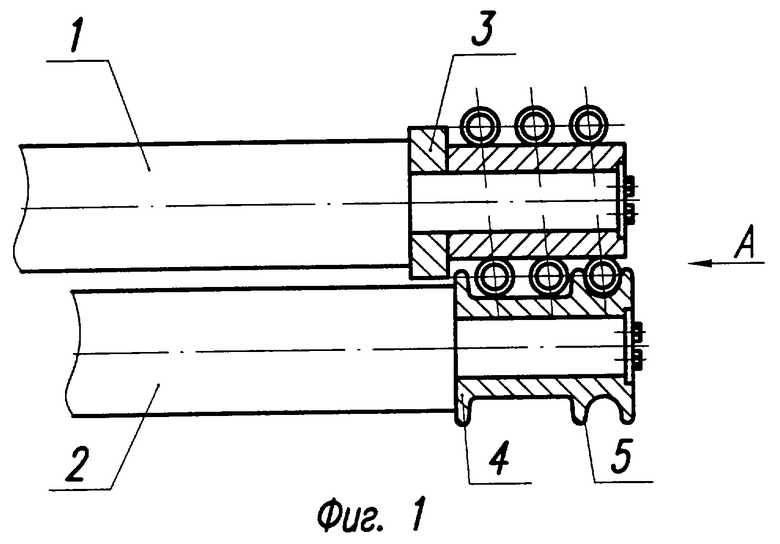
Устройство для навивки металлических труб в змеевик, содержащее верхний, с возможностью вертикального перемещения, и два нижних, вращающихся, валков, отличающееся тем, что все валки снабжены жестко закрепленными на торцевых поверхностях сменными роликами, а ролики двух нижних валков выполнены двухручьевыми с разделяющей ребордой, определяющей шаг и угол подъема навивки.
| Устройство для гибки тонкостенных профилей | 1990 |
|
SU1726089A1 |
| SU 1646115 А1, 20.03.1996 | |||
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЛИННОМЕРНЫХ ТРУБ | 1997 |
|
RU2138353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1994 |
|
RU2087236C1 |
| Приспособление для погрузки на автомобиль штучных грузов | 1957 |
|
SU109905A1 |
| US 4615199, 07.10.1986. | |||

