I
Изобретение относится к трубогибочному производств, в частности к устройствам для изготовления пространственных змеевиков, и может быть использовано на предприятиях химического машиностро.ения.
Известно устройство для потхучения полуторов, содержащее пару роликов, в которой один ролик выполнен с постоянным, а второй с переменным радиусом кривизны вдоль их образующих. Для изгибания заготовки при изготовлении, например, пространственного змеевика по одной из боковых продольных кромок устанавливают минимальный зазор, регулируемый при помощи распорных регулировочных втулок. Изгибаемая заготовка, попадая в .ручей, образованный верхним и нижним роликами, утоняется в месте минимального-зазора и больщей степени, в peaiynbтате чего боковая кромка в мерте минимального {зазора .удлиняется в большей степени, что приводит к искривлению заготовки в форме змеевика. Радиус кри-. i
визны в вертикальной или горизонтальной плоскостях определяется законом изменения зазора между роликами, степенью утонения материала заготовки и соотношением скоростей вращения роликов 1 .
Недостатком данного устройства является то, что процесс изгиба происходит за счет утонения материала одной
10 из продольных кромок, в результате чего получается переменная толщина стенки сечения, а сечение становится неравнопрочным,, что недопустимо при изготовлении змеевика, работающих при, высоких
15 температурах и давлениях Кроме того, радиус кривизны зависит от соотношения трех факторов: зазора между роликами, степени утонения материала заготовки и соотношения скоростей вращения роликов.
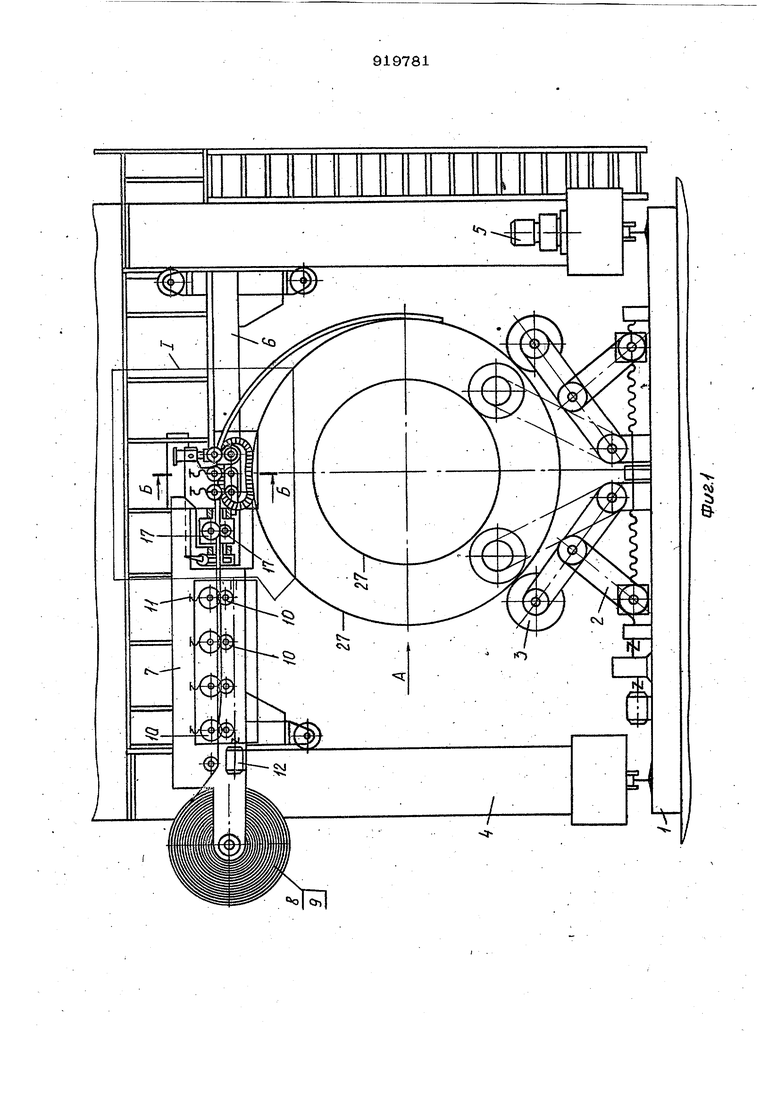
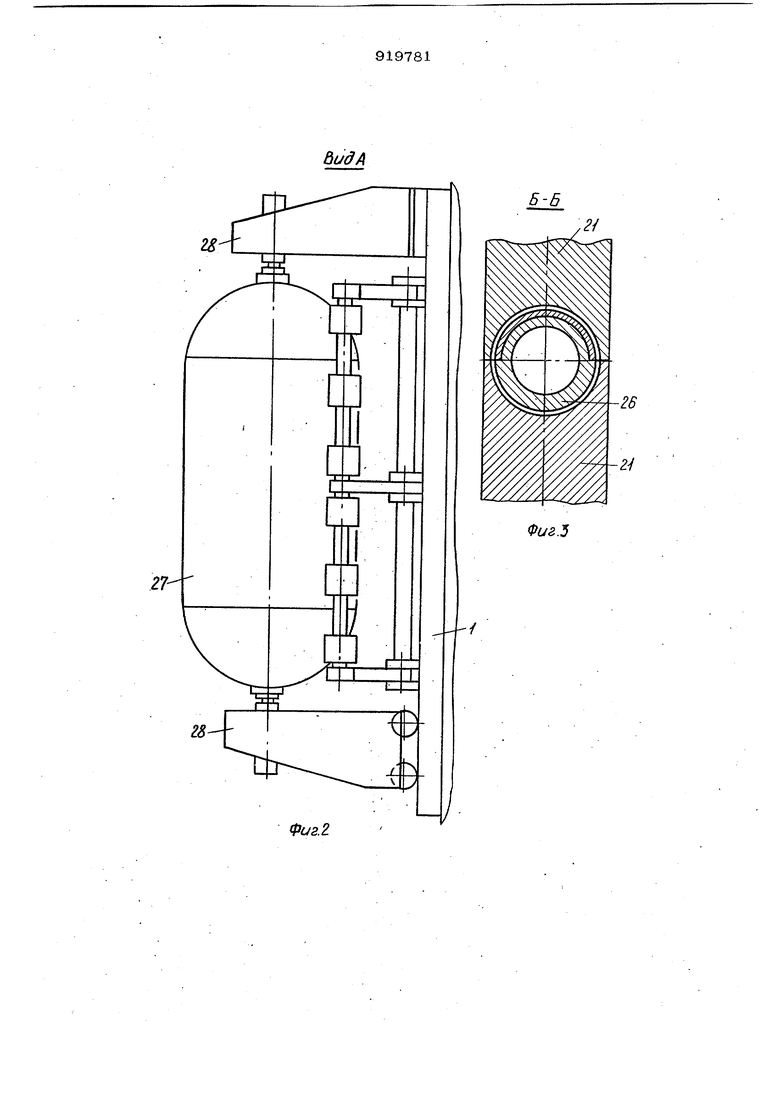
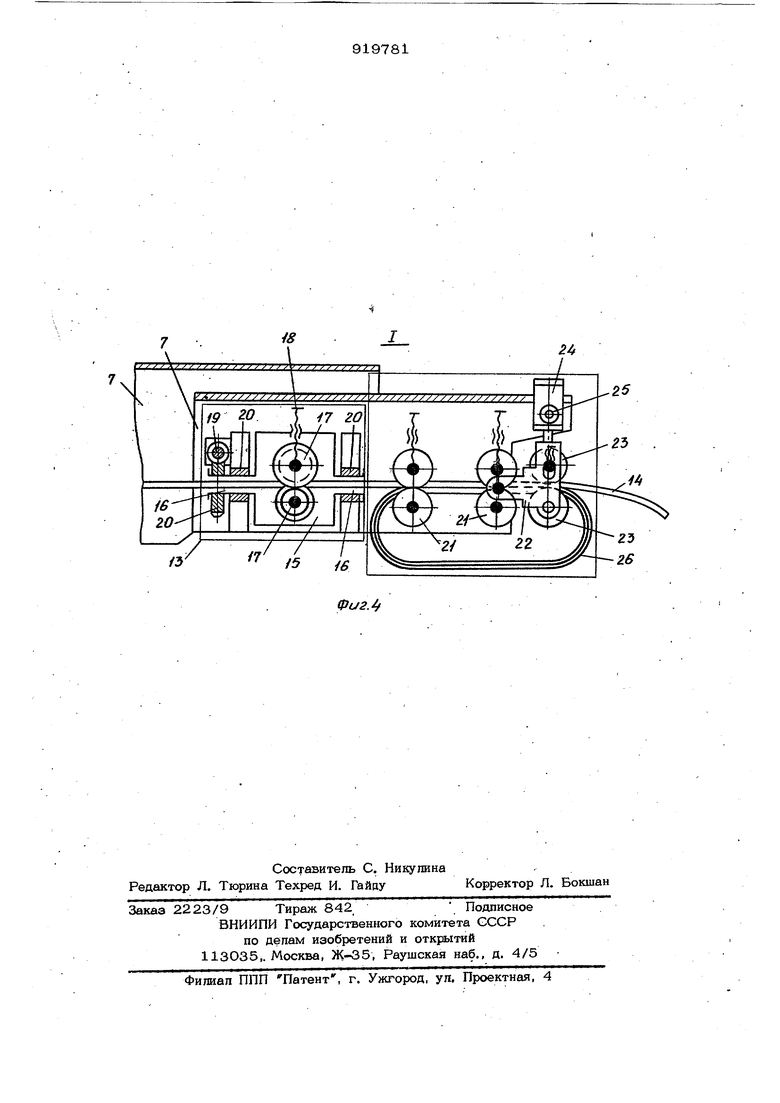
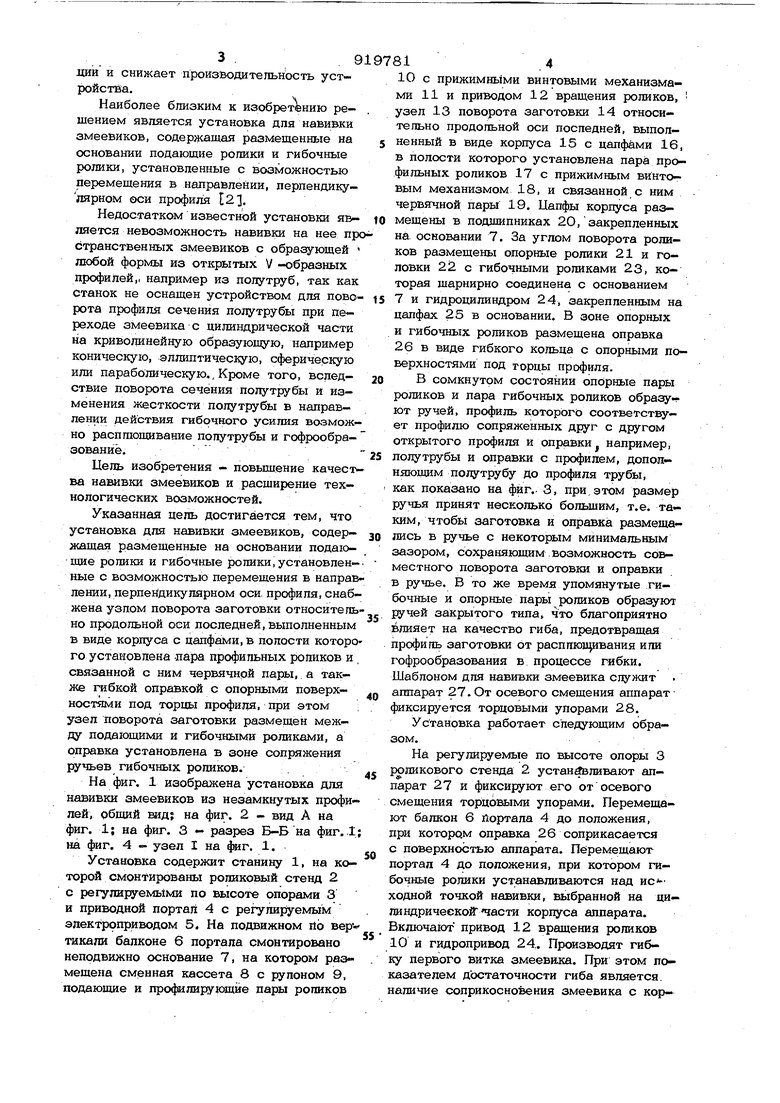
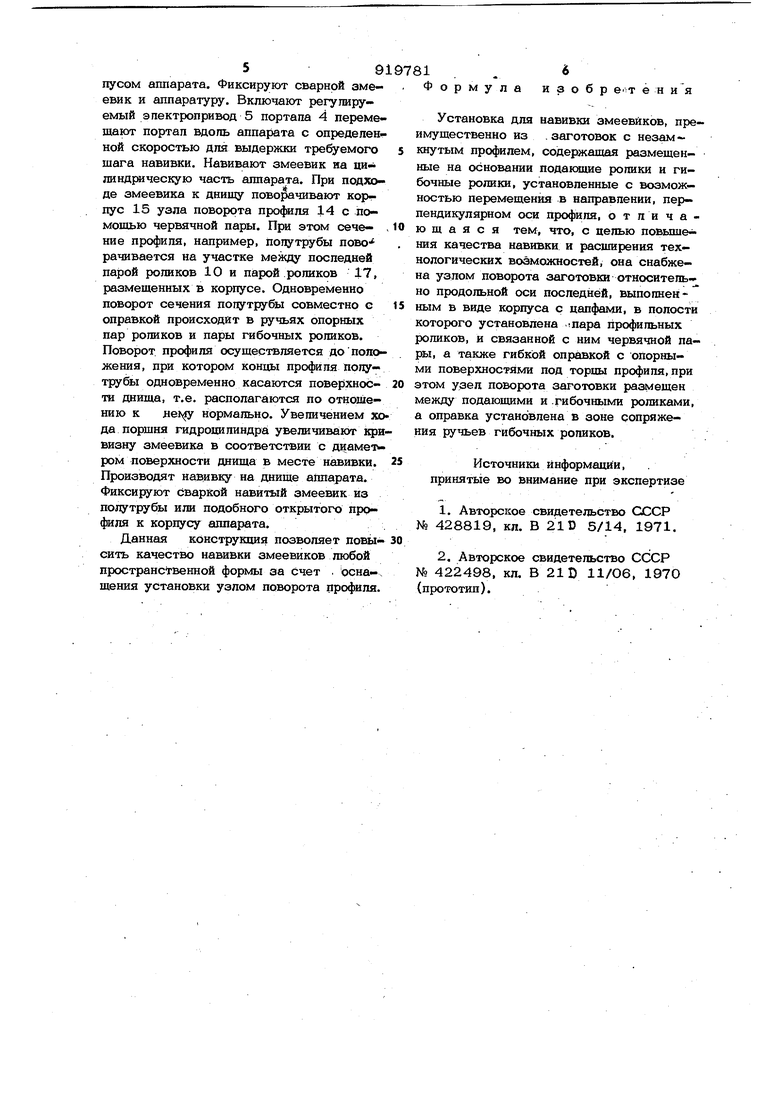
20 Поэтому требуемый радиус гиба получают путем подбора оптимального соотнощения упомянутых факторов, т.е. переналадкой, что усложняет процесс эксплуата1ШИ и снижает производительность устройстйа. Наиболее близким к изобретению решением является установка для навивки змеевиков, содержащая размещенные на основании подающие ролики и гибочные ролики, установленные с возможностью перемещения в направлении, перпендикулярном оси профиля 2. Недостатком известной установки является невозможность навивки на нее пр странственных змеевиков с образующей любой формы из открытых V -образных профилей,, например из полу тру б, так как станок не оснашен устройством для поворота профиля сечения полу тру бы при переходе змеевика с цилиндрической части на криволинейную образующую, например коническую, эллиптическую, сферическую или параболическую., Кроме того, вследствие поворота сечения полутрубы и изменения жесткости полутрубы в направлении действия гибочного усилия ваэможно расплюпивание попу трубы и гофрообразованиё. Цель изобретения - повьшгение качест ва навивки змеевиков и расширение технологических возможностей. Указанная цепь достигается тем, что установка для навивки змеевиков, содер- жащая размещенные на основании подающие ролики и гибочные ролики,установленные с возможностью перемещения в направ лении, перпейдику парном оси. профиля, снаб жена узлом поворота заготовки относитель но продольной оси последней, выполненным в виде корпуса с цапфами, в полости которо го установлена -пара профильных роликов и связанной с ним червячнрй пары, а также гибкой оправкой с опорными поверхностями под торцы профиля, при этом узел поворота заготовки размещен между подающими и гибочными роликами, а оправка установлена в зоне сопряжения ручьев гибочных роликов. На фиг. 1 изображена установка для навивки змеевиков из незамкнутых профи лей, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - узел I на г. 1. Установка содержит станину 1, на ко торой смонтированы роликовый стенд 2 с регулируемьхми по высоте опорами 3 и приводной портал 4 с регулируемым электроприводом 5. На подвижном lib вер тикали балконе б портала смонтировано неподвижно основание 7, на котором размещена сменная кассета 8 с рулоном 9, подающие и профилирующие пары роликов 10 с прижимнь1ми винтовыми механизмами 11 и приводом 12 вращения роликов, узел 13 поворота заготовки 14 относительно продольной оси последней, выполненный в виде корпуса 15 с цапфами 16, в Полости которого установлена пара профильных роликов 17 с прижимным винтовым механизмом 18, и связанной с ним червячной пары 19. Цапфы корпуса размещены в подшипниках 20, закрепленных на основании 7. За углом поворота роликов размещены опорные ролики 21 и головки 22 с гибочными роликами 23, которая щарнирно соединена с основанием 7 и гидроцилиндром 24, закрепленным на цапфах 25 в основании. В зоне опорных и гибочных роликов размещена оправка 26 в виде гибкого кольца с опорными поверхностями под горцы профиля. В сомкнутом состоянии опорные пары роликов и пара гибочных роликов обра; ют ручей, профиль которого соответствует профилю сопряженных друг с другом открытого профиля и оправки например, прлутрубы и оправки с профилем, дополН5ПОЩИМ полутрубу до профиля трубы, как показано на фиг.. 3, при, этом размер ручья принят несколько большим, т.е. таким, чтобы заготовка и оправка размещались в ручье с некоторым минимальным зазором, сохраняющим возможность совместного поворота заготовки и оправки в ручье. В то же время упомянутые гибочные и опорные пары роликов ручей закрытого типа, что благоприятно йпияет на качество гиба, предотвращая профипь заготовки от расппю1ф1вания или гофрообразования в процессе гибки. Шаблоном для навивки змеевика служит аппарат 27. От осевого смещения аппарат фиксируется торцовыми упорами 28. Установка работает следующим образом. На регулируемые по высоте опоры 3 роликового стенда 2 устанавливают аппарат 27 и фиксируют его от осевого смещения торцовыми упорами. Перемещают балкон 6 йортала 4 до положения, при котором оправка 26 соприкасается с поверхностью аппарата. Перемещают портал 4 до положения, при котором гибочные ролики устанавливаются над ис -ходной точкой навивки, выбранной на цилиндрической «части корпуса аппарата. Включают привод 12 вращения роликов 10 и гидропривод 24. Производят гибку первого витка змеевйка. При этом показателем достаточности гиба является, наличие соприкосновения змеевика с корпусом аппарата. Фиксируют сварной зме евик и аппаратуру. Включают регупируемый электропривод 5 портапа 4 перемещают портал вдоль аппарата с определенной скоростью для выдержки тре емого шага навивки. Навивают змеевик иа цилиндрическую часть аппарата. При подходе змеевика к днищу пово чивают корт пус 15 узла поворота профиля 14 с помощью червячной пары. При этом сече- ние профиля, например, полутрубы пово рачивается на участке между последней парой роликов 10 и парой роликов 17, размещенных в корпусе. Одновременно поворот сечения полутгубы совместно с оправкой происходит в ручьях опорных пар роликов и пары гибочных роликов. Поворот, профиля осуществляется доположения, при котором концы профиля полутрубы одновременно касаются поверхности днища, т.е. располагаются по отношению к нецу нормально. Увеличением хода поршня гидроцилиндра увеличивают кривизну змеевика в соответствии с диамет ром поверхности днища в месте навивки. Производят навив1дг на днище аппарата. Фиксируют сваркой навитый змеевик из полутрубы или подобного открытого профиля к корпусу аппарата.
Данная конструкция позволяет повы- сить качество навивки змеевиков любой пространственной формы за счет . осна-. щения установки узлом поворота профиля.
Формула изобр е. т е н и я
Установка для навивки змеевиков, преимущественно из .заготовок с незамкнутым профилем, содержащая размещенные на основании подакяцие ролики и гибочные ролики, установленные с возможностью перемещения в направлении, перпендикулярном оси профиля, отличающаяся тем, что, с целью повыше ния качества навивки и расширения технологических возможностей, она снабжена узлом поворота заготовки относительно продольной оси последней, выполненным в виде корпуса с цапфами, в полости которого установлена пара профильных роликов, и связанной с ним червячной пары, а также гибкой оправкой с опорными поверхностями под торцы профиля, при этом узел поворота заготовки размещен между подающими и .гибочными роликами, а оправка установлена в зоне сопряжения ручьев гибочных роликов.
Источники йнформаади, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 428819, кп. В 2113 5/14, 1971.
2.Авторское свидетельство СССР № 422498, кл. В 21 D 11/06, 1970 (прототип).
ЬидА
Фиг. 2
Фи2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |
| ГИБОЧНЫЙ МЕХАНИЗМ К УСТРОЙСТВУ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1969 |
|
SU236958A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| УСТАНОВКА ДЛЯ ГИБКИ ТРУБ ДЛЯ ЗЛ^ЕЕВИКОВ | 1973 |
|
SU408690A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для гибки змеевиков | 1981 |
|
SU1009564A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| НАТЯЖНОЕ УСТРОЙСТВО ДЛЯ НАВИВКИ МЕТАЛЛИЧЕСКИХ ТРУБ В ЗМЕЕВИК | 2021 |
|
RU2782189C1 |