Изобретение относится к аддитивным технологиям (технология Selective laser melting, SLM, селективное лазерное сплавление, СЛС), а именно к изготовлению деталей из алюминиевого сплава системы Al-Mg-Sc, и может использоваться для производства деталей и узлов авиационных и ракетно-космических систем.
В настоящее время для изготовления деталей с использованием технологии селективного лазерного сплавления широко применяются алюминиевые сплавы на основе систем Al-Si.
Известен алюминиевый материал AlSi10Mg для аддитивных технологий (патент РФ №2688039, МПК С22С 21/02, опубл. 17.05.2019), относящееся к области металлургии, прежде всего к составу и технологии получения заготовок и деталей из материалов на основе алюминия, в т.ч. с использованием технологий селективного лазерного сплавления. Сплав на основе алюминия содержит, мас. %: Si 10,0-14,0; Mg 0,3-1,0; Cu 0,3-1,0; Mn 0,3-1,0; Ti 0,12-0,30; Fe 0,1-0,50; Al - остальное.
Сплав обладает хорошей технологичностью и позволяет получать прочность на уровне литейных сплавов, однако данного уровня характеристик недостаточно для того, чтобы конкурировать с высокопрочными деформируемыми сплавами.
Известен алюминиевый сплав для аддитивных технологий (патент РФ №2717441 С1, МПК С22С 21/06, опубл. 23.03.2020), относится к области металлургии, а именно к составу и технологии получения заготовок и деталей из сплавов на основе алюминия, в том числе с использованием технологий селективного лазерного сплавления. Сплав на основе алюминия содержит, мас. %: магний 4,0-6,5; цирконий 0,5-1,0; скандий 0,2-0,6; кальций 0,005-0,2; Al и неизбежные примеси - остальное. Полученный сферический порошок имеет частицы размером от 10 до 150 мкм.
Комплексное легирование Sc и переходными металлами позволяет достичь оптимального уровня прочностных характеристик при конкурентной стоимости по сравнению с традиционными Sc-содержащими сплавами. Детали, изготовленные из данного сплава, могут быть подвергнуты механической обработке, сварке или нанесению покрытий аналогично традиционным деталям и полуфабрикатам из сплавов системы Al-Mg.
Недостатком данного изобретения является большой диапазон распределения гранулометрического состава порошкового материала. Толщина слоя в технологии SLM составляет от 20 до 100 мкм и наличие более крупной фракции может привести к образованию дефектного слоя. Металлический порошок используемый в технологии СЛС также должен быть сферичным.
Известен способ получения деталей из алюминиевых сплавов AlSi10Mg методом селективного лазерного сплавления (патент РФ №2728450 С1, опубл. 29.07.2020), относится к способу изготовления деталей из алюминиевых сплавов системы AlSi10Mg и может использоваться для производства деталей и узлов авиационных и ракетно-космических систем.
Стоит также отметить, что диапазон нахождения рациональных технологических параметров сканирования, при котором формируются требуемые по качеству слои, очень узок и строго индивидуален для каждого материала и морфологии порошка.
На сегодняшний день определение рациональных технологических параметров сканирования осуществляется экспериментально, путем изготовления большого количества специальных образцов, с последующим исследованием их структуры и механических свойств. Таким образом, подбор параметров экспериментальным путем для сложных технологических процессов является трудоемкой задачей. Учитывая большое количество регулируемых параметров, потребуется немало временных и материальных затрат для определения их рациональных значений. Кроме того, неправильно подобранная область их поиска, может привести к неудовлетворительному результату исследований, и как следствие, к низким механическим свойствам синтезированного материала.
Технический результат - получение функциональных деталей технологией селективного лазерного сплавления, высокие механические характеристики деталей достигаемые за счет применения оптимальных технологических параметров обработки, высокая плотность деталей за счет применения оптимальных технологических параметров обработки, высокая производительность процесса за счет применения высокой скорости сканирования, низкий уровень остаточных напряжений, и как следствие, высокая точность размеров и расположения поверхностей, существенное повышение коэффициента использования материала (КИМ).
Технический результат достигается за счет того, что изготовление деталей из алюминиевого сплава системы Al-Mg-Sc технологией селективного лазерного сплавления проводят при оптимальных технологических параметрах, а именно мощность лазерного излучения от 200 до 300 Вт, скорость сканирования от 700 до 800 мм/с, шаг сканирования от 0,13 до 0,17 мм, толщина слоя 50 мкм.
Технический результат достигается за счет того, что при применении оптимальных технологических параметров изготовления деталей технологией селективного лазерного сплавления достигается высокая плотность материала за счет подвода оптимального количества энергии. Так, например, при использовании не оптимальных технологических параметров (низкой мощности лазерного излучения совместно с высокой скоростью сканирования) не будет подводиться достаточной энергии для полного расплавления порошка что не позволяют получить хорошей зоны перекрытия между слоями и соседними векторами сканирования. При использовании режимов с высокой мощностью лазерного излучения и низкой скоростью сканирования, на материал будет подаваться избыточное количество теплоты, и плавление материала будет происходить в режиме, который называется «замочной скважиной». При этом режиме лазерный луч локально создает температуру достаточную для испарения материала, что приводит к возникновению высокой пористости материала и, как следствие, к его низким механическим свойствам.
Изобретение поясняется следующими чертежами.
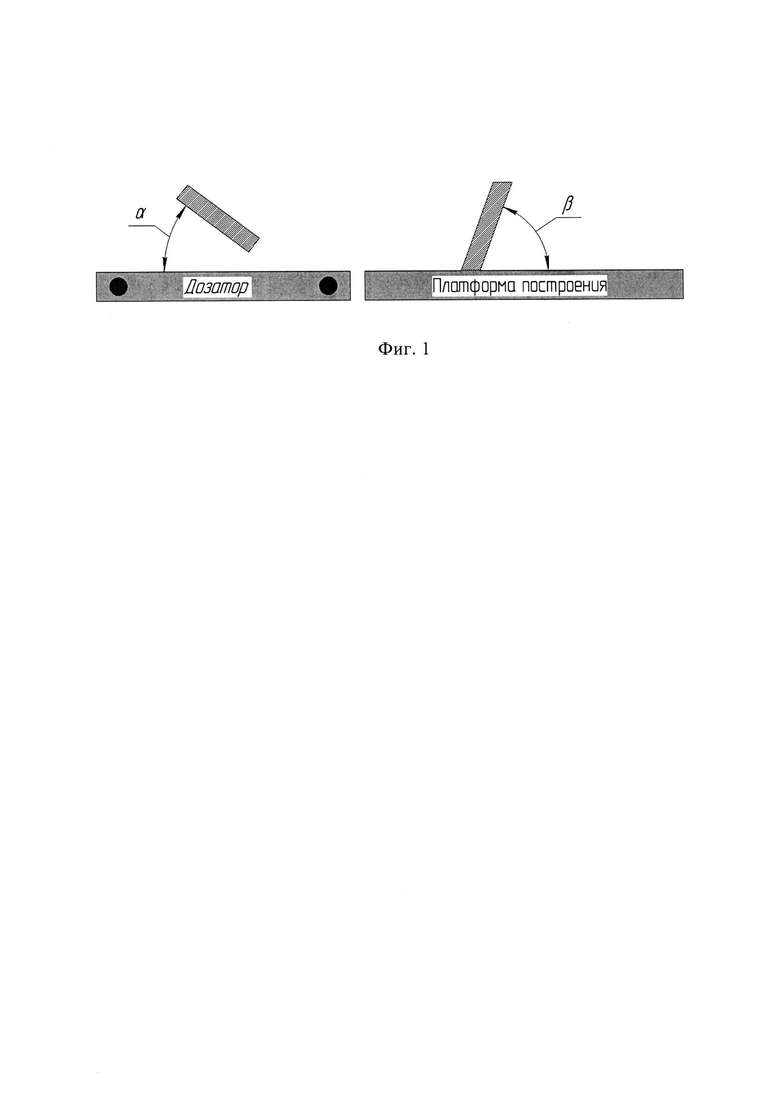
На фиг. 1 изображены углы расположения образцов относительно платформы построения и дозатора.
Предлагаемый способ отличается от известных тем, что изготовление деталей производят послойно из металлического порошка гранулометрического состава. Используемый сплав на основе алюминия и скандия содержит, мас. %: Mg 0,456; Sc 0,307; Zr 0,61; Са 0,01; Si 0,06; Fe 0,07; Be 0,0001; Al и прочие примеси - остальное. Изготовление деталей технологией селективного лазерного сплавления происходит при следующих технологических параметрах: мощность лазерного излучения от 200 до 300 Вт, скорость сканирования от 700 до 800 мм/с, шаг сканирования от 0,13 до 0,17 мм, толщина слоя 50 мкм.
Использование в технологии селективного лазерного сплавления указанных технологических режимов позволяют полностью сплавлять металлический порошок алюминиевого сплава, создавая зону перекрытия между векторами сканирования на уровне 40…50%, что положительно сказывается на механических свойствах материала.
Предлагаемым способом были изготовлены полномасштабные цилиндрические образцы для испытания на одноосное растяжение.
Для осуществления изобретения образцы изготавливались из порошка алюминиевого сплава системы Al-Mg-Sc фракцией до 50 мкм. Изготовление деталей технологией селективного лазерного сплавления осуществлялось при мощности лазерного излучения 250 Вт, скорости сканирования 750 мм/с, толщине слоя 50 мкм и шаге сканирования 0,15 мм. Процесс изготовления деталей технологией селективного лазерного сплавления происходил внутри герметичной камеры в среде защитного газа. Также осуществляется предварительный нагрев платформы построения до температуры 180°С.
Часть образцов была расположена горизонтально относительно платформы построения (β=0°) под углами α 0°, 45°, 90° относительно дозатора (фигура 1). Часть образцов при изготовлении была расположена вертикально под углами β45°, 60° и 90° к платформе построения.
Результаты испытаний механических свойств образцов, изготовленных предлагаемым способом, представлены в таблице 1.
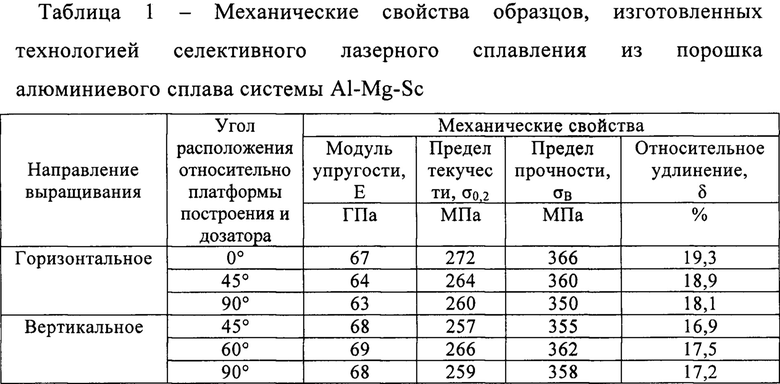
Контроль плотности изготовленных образцов осуществлялся путем проведения томографического контроля. По результатам исследований, объем пустот составил менее 0,0005% от объема образцов.
Таким образом, предлагаемый способ позволяет изготавливать функциональные детали с достаточным уровнем механических свойств, высокой плотностью и низким КИМ.
В результате этого, применение предлагаемого способа изготовления изделий из порошка алюминиевого сплава системы Al-Mg-Sс технологией селективного лазерного сплавления позволит повысить КИМ, снизить затраты на изготовление технологической оснастки, сократить время изготовления деталей в несколько раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок деталей из алюминиевых сплавов методом селективного лазерного сплавления | 2023 |
|
RU2824508C1 |
| Способ получения деталей из алюминиевых сплавов методом селективного лазерного сплавления | 2019 |
|
RU2728450C1 |
| Способ изготовления детали из порошка алюминиевого сплава 7075 или В95 | 2017 |
|
RU2684011C1 |
| Алюминиевый композиционный материал, армированный SiC/TiC, для лазерного плавления и способ его получения | 2023 |
|
RU2831668C1 |
| Способ получения металлокерамического композиционного материала методом селективного лазерного сплавления | 2022 |
|
RU2801975C1 |
| ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДАМИ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2023 |
|
RU2805736C1 |
| Способ обработки импульсным магнитным полем изделий, полученных аддитивной технологией | 2023 |
|
RU2822531C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2018 |
|
RU2717441C1 |
| Способ селективного лазерного спекания среднеэнтропийного сплава системы Fe-Co-Ni-Cr-С | 2023 |
|
RU2806938C1 |
| Алюминиевый композиционный материал для лазерного плавления | 2024 |
|
RU2840530C1 |
Изобретение относится к способу изготовления деталей из алюминиевого сплава системы Al-Mg-Sc и может использоваться для производства деталей и узлов авиационных и ракетно-космических систем. Получают детали селективным лазерным сплавлением из порошков алюминиевого сплава системы Al-Mg-Sc. Лазерное сплавление осуществляют внутри герметичной камеры в среде защитного газа при следующих технологических параметрах: мощность лазерного излучения от 200 до 300 Вт, скорость сканирования от 700 до 800 мм/с, шаг сканирования от 0,13 до 0,17 мм, толщина слоя 50 мкм. Технический результат - получение деталей с низкой пористостью, с высокими механическими свойствами и низким уровнем остаточных напряжений. 1 ил.,1 табл.
Способ получения деталей из алюминиевого сплава системы Al-Mg-Sc, включающий селективное лазерное сплавление с использованием металлического порошка, отличающийся тем, что селективное лазерное сплавление выполняют слоями с толщиной слоя 50 мкм, мощностью лазерного излучения от 200 до 300 Вт, скоростью сканирования от 700 до 800 мм/с и с шагом сканирования от 0,13 до 0,17 мм.
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2018 |
|
RU2717441C1 |
| Способ получения деталей из алюминиевых сплавов методом селективного лазерного сплавления | 2019 |
|
RU2728450C1 |
| ПРИГОДНОЕ ДЛЯ СВАРКИ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ | 2010 |
|
RU2533989C2 |
| СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С ФУНКЦИОНАЛЬНО-ГРАДИЕНТНОЙ СТРУКТУРОЙ | 2019 |
|
RU2721109C1 |
| US 20170165795 A1, 15.06.2017 | |||
| US 20120237745 A1, 20.09.2012 | |||
| CN 111843215 A, 30.10.2020. | |||

