Область техники
Настоящее изобретение относится к области сваривания металлической проволоки. Металлическая проволока может представлять собой единую нить или провод, состоящий из множества металлических нитей. В качестве металлов могут использоваться сталь, медь, алюминий или любой другой металл или сплав, хотя в настоящем описании в качестве примера рассматривается сталь. Металлическая проволока должна быть сгибаема рукой.
Уровень техники
Соединение различных кусков металлической проволоки друг с другом является неизбежной операцией во многих процессах, где металлическая проволока наматывается на катушки и сматывается с катушек. Например, концы стальных тросов, состоящих из множества стальных нитей, скрученных вместе, иногда необходимо соединить друг с другом. Несмотря на то, что предлагались различные способы соединения проволоки, такие как связывание, скручивание (см. US3908715) или использование обжимного соединительного элемента или проволочной оплетки (WO2013/110360), их общий недостаток заключается в локальном увеличении диаметра проволоки, которое в некоторых случаях является недопустимым.
Например, при производстве шин множество стальных тросов одновременно сматывается с катушек на катушечной раме подачи и подаются в каландр, где стальные тросы покрываются резиной. На пути от катушки до резины стальной трос должен пройти через узкие отверстия и плотные гребенки, которые не допускают увеличения диаметра стального троса более чем, скажем, на 3%. Любое увеличение диаметра троса в месте соединения более чем на указанную величину приведет к невозможности прохождения стального троса и его обрыву в месте соединения, или, еще хуже, к поломке катушечной рамки.
Поэтому сварка все еще является наиболее предпочтительным способом соединения металлической проволоки, в частности, концов стального троса друг с другом. Требования, которым должны соответствовать эти сварные швы, являются сложными в том смысле, что сварной шов должен иметь диаметр, не превышающий более чем на 3% первоначальный диаметр троса, должен быть в состоянии проходить направляющие шкивы малого диаметра, а также должен выдерживать растяжение при обработке.
К сожалению, стальные тросы тяжело сваривать друг с другом, поскольку они состоят из множества тонких стальных нитей, которые невозможно расположить "торцом к торцу", а также невозможно обеспечить плоскую торцовую поверхность (в отличие от металлических стержней). Кроме того, нити производятся из тянутой, механически упрочненной стали с высоким пределом прочности на разрыв (обычно более 2700 Н/мм2). Стальная проволока имеет вытянутую перлитную структуру. Во время сварки концы стальной проволоки сначала нагревают немного ниже температуры плавления, а затем прижимают друг к другу, после чего охлаждают. Получаемая при быстром охлаждении металлографическая структура является мартенситной, которая известна как прочная, но хрупкая. В результате, никогда не достигается разрывная нагрузка стального корда, так как никогда не производится деформационное упрочнение сварного шва, и разрушающая нагрузка сварного шва составляет приблизительно половину разрушающей нагрузки стального троса.
Благодаря тонкой настройке процесса сварки и конструкции сварочной установки, как описано в WO 2015/144427, заявителю удалось значительно повысить качество сварных швов. Однако по-прежнему обязательной остается проверка сварного шва на его пригодность для использования, что в случае сварного шва означает, что сварной шов должен иметь достаточно малый диаметр, быть изгибаемым и достаточно прочным. Эти свойства должны быть подтверждены.
Оператор может забыть одну или несколько из этих операций проверки. Забывание лишь одной из указанных операций проверки, например, проверки диаметра, когда диаметр больше допустимого, может привести к большим повреждениям для потребителя. Таким образом, авторами настоящего изобретения было предложено описанное ниже решение.
Раскрытие сущности изобретения
Цель изобретения, таким образом, заключается в создании такой сварочной установки, в которой различные операции изготовления и тестирования сварного шва не могут быть пропущены или забыты. Еще одной целью изобретения является создание сварочной установки, в которой не оператор, а сама установка отслеживает различные операции, которые должны выполняться в процессе сварки. Еще одной целью настоящего изобретения является обеспечение того, чтобы каждый сварной шов соответствовал требованиям заказчика, и чтобы предотвращались непреднамеренные, непроизвольные ошибки со стороны оператора сварочной установки. Еще одна цель настоящего изобретения заключается в обеспечении автоматизации процесса сварки и испытаний. Еще одна цель изобретения заключается в создании способа эксплуатации указанной сварочной установки.
В соответствии с первой целью изобретения предлагается сварочная установка согласно п. 1. В контексте данного описания термин "сварочная установка" служит для обозначения оборудования, включающего в себя один или несколько инструментов, смонтированных на едином производственном стенде, предпочтительно, мобильном. Этот стенд перемещается по производственному участку в любую зону, где необходимо выполнить процесс сварки. Существенной частью сварочной установки, безусловно, является наличие на ней по меньшей мере непосредственно сварочного оборудования, которое в дальнейшем мы будем называть "сварочным блоком".
Сварочная установка используется для соединения первой металлической проволоки со второй металлической проволокой. При использовании сварочной установки важно, чтобы этими первой и второй металлическими проволоками можно было манипулировать вручную. Под этим подразумевается, что оператор должен быть в состоянии направлять металлическую проволоку в любое положение без применения чрезмерного усилия. Таким образом, использование данного изобретения для сварки стержней исключается. Металлические корды, т.е. металлические проволоки, состоящие из нескольких металлических нитей, диаметром менее 5 мм, 10 мм и даже 12,5 мм могут свариваться с помощью предлагаемой сварочной установки. Металлические корды диаметром более 12,5 мм свариваться не могут, поскольку они являются слишком жесткими для направления их вручную. Металлом может быть любой сварной металл, такой как медь, алюминий, высокоуглеродистая сталь, нержавеющая сталь и т.д. Как уже указывалось, в качестве примера рассматривается сталь, но ничто не препятствует использованию принципов настоящего изобретения и для других металлических проволок.
Сварочный блок предназначен для сваривания конца первой металлической проволоки с концом второй металлической проволоки, в результате чего образуется сварной шов. Для дальнейшего усовершенствования и улучшения качества сварных швов на сварочной установке имеется ряд инструментов. Инструменты могут служить либо для обработки сварного шва (далее называемые "обрабатывающими инструментами"), либо для тестирования сформированного сварного шва (далее называемые "инструментами тестирования"). На сварочной установке имеется по меньшей мере один или несколько указанных инструментов. Каждый из указанных инструментов имеет "индикатор инструмента". Перед началом процесса сварки индикаторы инструментов устанавливаются в "незавершенное" состояние. После использования инструмента его индикатор инструмента устанавливается в "завершенное" состояние.
Характерной особенностью сварочной установки является то, что она содержит зажим, который зажимает первую металлическую проволоку перед процессом сварки. После того, как зажим закрывается, все индикаторы инструментов устанавливаются в незавершенное состояние. Между закрытым зажимом и концом первой проволоки должно быть достаточное расстояние, чтобы можно было легко манипулировать концом первой проволоки с помощью всех остальных инструментов.
Сварка осуществляется путем зажатия конца первой металлической проволоки в первом сварочном зажиме и конца второй металлической проволоки во втором сварочном зажиме. Сварочные зажимы могут по отдельности перемещаться по общей рельсовой направляющей и могут активироваться с помощью постоянного или переменного тока. Концы первой и второй металлических проволок точно помещаются в сварочные зажимы, таким образом, чтобы их концы точно совпадали друг с другом при перемещении зажимов друг к другу. С этой целью в сварочных зажимах предусмотрены пазы глубиной менее половины диаметра металлической проволоки, служащие для точного выравнивания концов металлических проволок относительно друг друга.
После выравнивания и зажатия концов металлических проволок через точку контакта пропускается электрический ток, и металлическая проволока начинает плавиться вследствие более высокого сопротивления в точке контакта концов проволок. Когда температура плавления металлической проволоки почти достигнута, зажимы прижимаются друг к другу на расстоянии прилегания. Между зажимами образуется шарик расплавленного металла. В этом шарике нет больше отдельных нитей, поскольку все они сливаются в расплавленном шарике.
После того, как зажимы были прижаты друг к другу, электрический ток отключается или по меньшей мере значительно уменьшается (см. WO 2015/144427, различные технологии сварки электротоком). Сварной шарик охлаждается, и сварка завершена. Очевидно, что поскольку концы металлических проволок были прижаты друг к другу, в то время как масса материала оставалась неизменной, диаметр сварного шва больше диаметра металлической проволоки.
Несмотря на то, что в настоящем примере рассматривается электрическая сварка, не исключаются и другие способы сварки, такие как стыковая сварка оплавлением или газовая сварка.
После сварки необходима дальнейшая отделка сварного шва с помощью обрабатывающих инструментов. Обрабатывающими инструментами, например, являются:
- Как уже было указано, диаметр получаемого сварного шва больше диаметра металлической проволоки. Во избежание проблем при последующей обработке необходимо многократно отрегулировать диаметр сварного шва. Для этого, например, сварной шов может быть помещен между двумя молотковыми блоками полуцилиндрической формы и подвергнут ударной обработке до тех пор, пока не будет достигнут требуемый диаметр (первый инструмент корректировки диаметра). Альтернативным инструментом корректировки диаметра является, например, шлифовальный или абразивный инструмент, с помощью которого удаляется лишняя масса материала по окружности в области сварного шва.
- Отжигающий инструмент для отжига сварного шва Действительно, при использовании стали, металлографическая структура сварного шва представляет собой мартенситную структуру, которая является твердой и хрупкой. Для улучшения его свойств полезно производить отжиг сварного шва при температуре от 500°C до 700°C. Получающийся при этом рекристаллизованный мартенсит является более пластичным.
- Еще одним обрабатывающим инструментом может быть, например, инструмент для нанесения покрытия, например, ванна, содержащая электролит, или даже щетка, с помощью которой область сварного шва покрывается, например, медью для сохранения адгезии на шве. Действительно, любое металлическое покрытие, например, латунное покрытие стального троса, расплавится и проникнет внутрь сварного шва, и не будет больше находиться лишь на внешней стороне сварного шва.
После использования любого из вышеперечисленных обрабатывающих инструментов его соответствующий индикатор инструмента устанавливается в "завершенное" состояние.
Для окончательной обработки сварного шва могут потребоваться различные комбинации обрабатывающих инструментов. Эти комбинации выбираются в зависимости от использования сварного шва и металлического корда. Возможными комбинациями являются:
- "a", "b" или "c" по отдельности;
- "a и b", "a и c", "b и c" и;
- "a и b и c".
Однако приведенный выше перечень обрабатывающих инструментов не является исчерпывающим, и другие обрабатывающие инструменты также могут быть добавлены, не выходя при этом за границы объема изобретения.
В некоторых случаях может быть так, что сварной шов после обработки определенными обрабатывающими инструментами уже годится для дальнейшего использования. Когда все необходимые обрабатывающие инструменты использованы, и, таким образом, все индикаторы инструментов установлены в завершенное состояние, зажим открывается и освобождает первую металлическую проволоку. Данный сварной шов может быть намотан обратно на катушку первой или второй металлической проволоки, и процесс производства может быть продолжен.
Однако во многих случаях необходимо, чтобы сварной шов отвечал определенным требованиям, чтобы можно было проводить дальнейшие операции его обработки. Таким образом, согласно еще одному предпочтительному варианту реализации настоящего изобретения, перед извлечением из зажима сварной шов подвергается тестированию с помощью определенных инструментов тестирования.
Возможными инструментами тестирования, например, являются:
- Тестер диаметра для проверки диаметра проволоки. Он может быть выполнен в виде калибровочного отверстия, через которое должен пройти сварной шов, или в виде измерительного (возможно, оптического) прибора, определяющего, соответствует ли диаметр сварного шва требуемому значению. Если сварной шов прошел испытания, индикатор инструмента тестирования устанавливается в "завершенное" состояние;
- Тестер для испытаний сварного шва на изгибаемость. Такой тестер может быть выполнен, например, в форме колеса определенного диаметра, через которое сварной шов должен пройти без разрыва. Для перевода индикатора инструмента тестирования в "завершенное" состояние используется обнаружение вращения данного колеса;
- Тестер для испытаний сварного шва на прочность на разрыв. В таком тестере к сварному шву прикладывается заданная растягивающая нагрузка, которая считается достаточной для дальнейшего использования сварного шва. Разумеется, эта заданная нагрузка должна быть меньше предела прочности на разрыв металлического корда. Если сварной шов выдерживает эту заданную нагрузку, индикатор инструмента тестирования устанавливается в "завершенное" состояние;
- Альтернативно или дополнительно, может быть протестировано электрическое сопротивление сварного шва. Это может быть важно при сварке металлических кордов, которые должны проводить электричество. Если сварной шов прошел тестирование на электрическое сопротивление, индикатор инструмента тестирования устанавливается в завершенное состояние.
- Альтернативно или дополнительно, сварной шов может быть протестирован на цвет. Цвет сварного шва является показателем того, было ли на него нанесено покрытие.
Как и для обрабатывающих инструментов, приведенный выше перечень инструментов тестирования не является исчерпывающим, и другие тесты также могут быть добавлены без выхода за границы объема изобретения.
Кроме того, в зависимости от предполагаемого дальнейшего использования сварного шва, может быть достаточно проведения лишь отдельных тестов, таких как "d", "e", "f" или "g". Как вариант, может потребоваться проведение двух или более тестов, таких как "d и e", "d и f", "d и g", "e и f", "e и g" или "f и g". Кроме того, может потребоваться проведение комбинаций из трех тестов, таких как "e и f и g", "d и f и g", "d и e и g" или "d и e и f", или даже проведение всех тестов, таких как "d и e и f и g".
В предпочтительном варианте реализации настоящего изобретения последующее проведение тестов автоматизировано с целью устранения возможности любых ошибок оператора. Например, после завершения сварки сварной шов зажимается в тестере для испытаний на прочность на разрыв, содержащем колеса для испытаний на изгиб, тестер диаметра и/или цветовой тестер. После приложения к сварному шву заданной нагрузки он направляется на изгибающие колеса при контроле напряжения во время измерения диаметра.
Кроме того, возможны любые комбинации обрабатывающих инструментов ("a" - "c" выше) с инструментами тестирования ("d" -"g" выше) возможны, пока имеется по меньшей мере один из инструментов тестирования или обрабатывающих инструментов. Всего возможно 27-1, т.е. 127 комбинаций.
Вполне возможно, что после первой попытки оператора сварной шов не пройдет испытания. В этом случае полезной может являться дальнейшая обработка сварного шва, но в таком случае перед корректировкой сварного шва выборочные обрабатывающие инструменты и инструменты тестирования необходимо сначала установить в незавершенное состояние. Для этого сварочная установка содержит кнопку перезагрузки, которая выборочно переустанавливает индикаторы инструментов в незавершенное состояние без открывания зажима.
Например, все индикаторы обрабатывающих инструментов и инструментов тестирования могут быть переведены в незавершенное состояние. В этом случае оператор может только вырезать сварной шов и повторить операцию. Как вариант, в незавершенное состояние может быть установлен только индикатор инструмента тестирования. Например, если сварной шов не прошел тест по диаметру, дальнейшая обработка сварного шва посредством шлифовки может обеспечить прохождение теста по диаметру. Разумеется, после этого необходимо провести все другие требуемые испытания, поскольку уменьшение диаметра сварного шва может приводить к снижению его прочности. Таким образом, рекомендуется переустанавливать все индикаторы инструментов тестирования совместно.
Поскольку один из концов металлической проволоки остается зафиксированным в зажиме сварочной установки, возможно возникновение опасных ситуаций, если другой её конец все еще намотан на катушку установки. В качестве меры безопасности настоятельно рекомендуется обеспечить в конструкции аварийную схему, которая будет немедленно открывать зажим при активации. Возможной аварийной схемой является, например, аварийная кнопка, которую оператор может нажать при необходимости. Еще лучше, чтобы зажим открывался автоматически при достижении на зажиме определенного порогового напряжения, обнаруживаемого аварийной схемой, например, с помощью тензометрических датчиков, установленных в нижней части зажима.
Во избежание неправильного использования аварийной схемы (например, для снятия не соответствующего требованиям сварного шва) зажим может содержать резак, который разрезает первую металлическую проволоку перед снятием. В этом случае нет другого выбора, кроме как сделать новый сварной шов. Такой резак обеспечивает дополнительное повышение безопасности, так как в этом случае соединение между первой металлической проволокой и второй металлической проволокой уверенно разрушается, и, следовательно, устраняется вероятность несчастных случаев, связанных с падением или запутыванием проволоки.
Согласно второму аспекту настоящего изобретения, предлагаются способы управления вышеописанной сварочной установкой. Управление сварочной установкой включает в себя следующие операции:
- Обеспечение первой металлической проволоки, которая, например, выходит из производственного станка, и второй металлической проволоки, которая, например, наматывается на катушку, поступая от производственного станка;
- Зажатие первой металлической проволоки в зажиме сварочной установки с одновременной установкой всех индикаторов инструментов в незавершенное состояние;
- Выполнение сварки оператором с помощью сварочного блока сварочной установки;
- Окончательную обработку сформированного сварного шва с помощью обрабатывающих инструментов;
- Открывание зажима и освобождение первой металлической проволоки при условии, что все индикаторы инструментов находятся в завершенном состоянии.
Дополнительно в ходе операции (d") может производиться тестирование сварного шва с помощью инструментов тестирования после обработки обрабатывающими инструментами и до открытия зажима, т.е. индикаторы обрабатывающих инструментов и индикаторы инструментов тестирования должны находиться в "завершенном" состоянии.
Если во время обработки или тестирования сварного шва что-то пойдет не так, можно нажать кнопку перезагрузки, чтобы повторить любую операцию после операции (b), но перед операцией (e) освобождения из зажима первой металлической проволоки.
При возникновении угрозы безопасности оператора срабатывает аварийная схема, которая повторно открывает зажим. Активация аварийной схемы может производиться оператором или автоматически, например, при возникновении слишком большого усилия на зажиме. Кроме того, зажим может быть снабжен резаком, который также отрезает первую металлическую проволоку всякий раз, когда происходит активация аварийной схемы. Это может обеспечить полное устранение опасности запутывания, так как больше нет связи между первой и второй металлической проволоками.
Краткое описание чертежей
На Фиг. 1 показан вариант реализации сварочной установки.
Осуществление изобретения
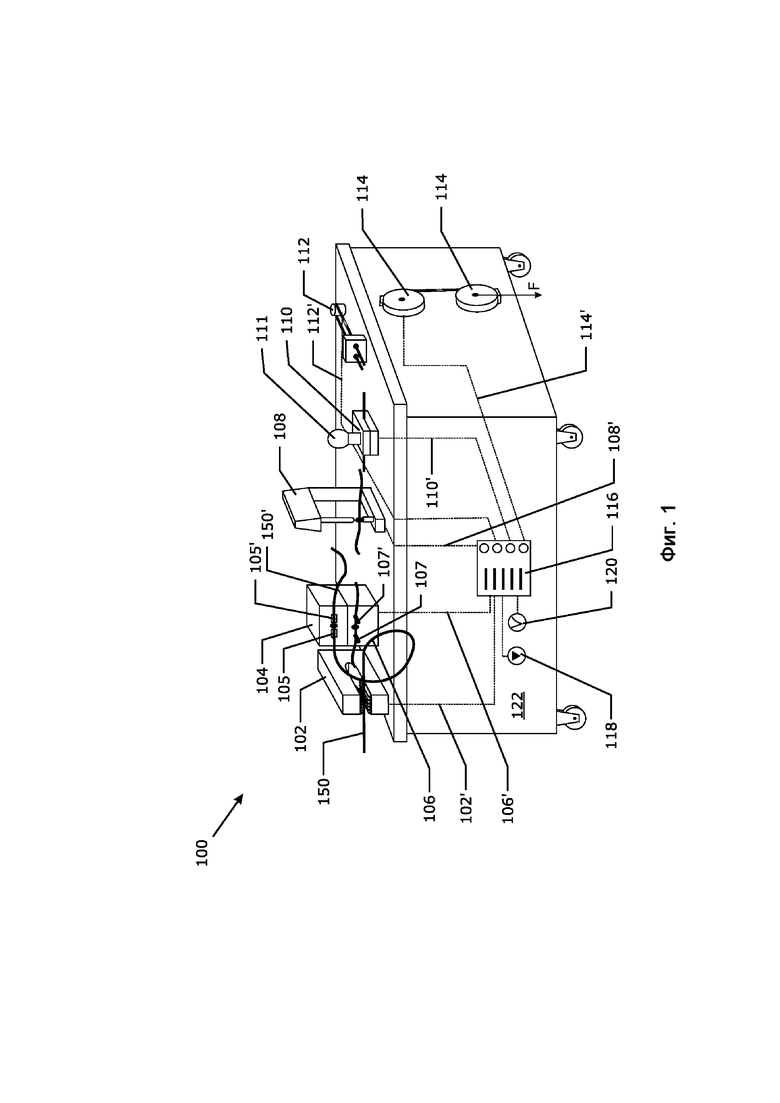
На Фиг. 1 показан рассматриваемый в качестве примера вариант реализации сварочной установки согласно настоящему изобретению. Он является примерным в том смысле, что, как указано в разделе "Раскрытие сущности изобретения", возможны многочисленные комбинации обрабатывающих инструментов и инструментов тестирования. В рассматриваемом примере описывается только одна комбинация.
Сварочная установка 100 содержит стенд 122, снабженный колесами и способный перемещаться по полу производственного помещения. Сварочная установка содержит зажим 102, сварочный блок 104, обрабатывающие инструменты 106, 108 и инструменты тестирования 110, 112 и 114, более подробно описываемые ниже. Блок управления 116 отслеживает состояние индикаторов состояния различных инструментов различных и управляет зажимом по линии 102'. Конструкция сварочной установки будет описана совместно со способом управления, который необходимо соблюдать.
Первая металлическая проволока 150, например, её конец, поступает непосредственно из станка, производящего проволоку, например, станка для производства кабеля. Вторая металлическая проволока 150', например, конец металлической проволоки, поступающий на катушку намоточной машины, извлекается. Сквозь зажим 102 проходит достаточная длина первой металлической проволоки, и зажим 102 закрывается оператором. В результате этого действия все индикаторы инструментов устанавливаются в незавершенное состояние.
Сначала формируется сварной шов в сварочном блоке 104. Первая металлическая проволока зажимается в сварочном зажиме 105, и вторая металлическая проволока зажимается в сварочном зажиме 105'. Зажимы 105 и 105' расположены точно по одной оси. Формируется сварной шов (изображен в виде точки).
Первый обрабатывающий инструмент представляет собой отжигающий инструмент 106. Этот отжигающий инструмент содержит два контактных штифта 107, 107', которые позволяют осуществлять нагрев проволоки с помощью электрического тока. После использования отжигающего инструмента 106 индикатор инструмента отжигающего инструмента 106 устанавливается в завершенное состояние по линии 106'.
Вторым обрабатывающим инструментом является инструмент 108 корректировки диаметра. В данном случае этот инструмент является инструментом молоткового типа, который производит ударную обработку сварного шва обстукиванием до тех пор, пока шов не достигнет требуемого диаметра. После использования молоткового инструмента его индикатор устанавливается в "завершенное" состояние по линии 108'. Теперь сварной шов готов к тестированию.
Первым инструментом тестирования является инструмент 110 тестирования диаметра, который измеряет диаметр сварного шва. Если диаметр сварного шва не соответствует требуемому, об этом красным светом сигнализирует лампа 111. При этом может потребоваться некоторая дополнительная ударная обработка молотковым инструментов 108, но это не из меняет статус индикатора молоткового инструмента. Если диаметр сварного шва соответствует требуемому, лампа 111 загорается зеленым светом, и индикатор инструмента устанавливается в "завершенное" состояние по линии 110'.
Вторым инструментом тестирования является инструмент 112 тестирования на изгиб 112. Этот инструмент представляет собой поворотное колесо 112, по которому сварной шов перемещается вперед-назад, чтобы проверить, является ли он достаточно пластичным, чтобы выдержать изгиб. После выполнение достаточного заданного количества движений "вперед-назад" на колесе 112 индикатор данного инструмента устанавливается в "завершенное" состояние.
После этого сварной шов подвергается тестированию на прочность в тестере 114 для испытаний на прочность на разрыв. С помощью зажимов 114 к сварному шву прикладывается растягивающее усилие. После того, как заданная нагрузка (зависящая от конкретной металлической проволоки) достигнута, индикатор тестера для испытаний на разрыв устанавливается в завершенное состояние. Если до того, как будет достигнута заданная нагрузка, произойдет разрыв шва, индикатор инструмента, разумеется, не будет установлен в "завершенное" состояние. Если во время испытаний на растяжение будут выявлены другие отклонения, например, разрыв нитей в сварном шве, индикатор данного тестера останется в незавершенном состоянии даже при попытке повторить неудавшийся тест. В этом случае нет другого выбора, кроме вырезания сварного шва его повторного формирования после переустановки индикаторов всех инструментов в незавершенное состояние с помощью кнопки перезагрузки 120.
После того, как индикаторы всех инструментов переедут в завершенное состояние, зажим 102 автоматически открывается, и сварной шов может быть намотан на приемную катушку. Использование зажима гарантирует точное и правильное выполнение всех операций (по принципу "пока ёкэ" или "защиты от ошибок").
В случае возникновения аварийной ситуации (например, переплетения проволоки) зажим может автоматически открываться с помощью аварийной схемы, которая в данном варианте реализации активируется с помощью аварийной кнопки 118. Зажим может быть снабжен также резаком, который отрезает первую металлическую проволоку, чтобы на сварном шве не образовывались зацепляющие петли.
Хотя предлагаемая сварочная установка и способ сварки рассматривались в основном для стального троса, ничто не препятствует применению данной сварочной установки или способа сварки и для других металлических проволок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| АППАРАТ ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2010 |
|
RU2430820C1 |
| ЭЛЕКТРОСВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ ДВУХ ТРУБ | 2007 |
|
RU2497640C2 |
| ВНУТРЕННЕЕ УСТРОЙСТВО ДЛЯ ЗАЖИМА И СВАРКИ | 2019 |
|
RU2799963C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ СВАРНОГО ШВА И СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2006 |
|
RU2322529C2 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| Способ обеспечения корреляции параметров режима дуговой сварки с геометрическими параметрами шва | 1987 |
|
SU1542728A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ЛИСТОВ С ПОКРЫТИЕМ | 2019 |
|
RU2756285C1 |
Сварочная установка предназначена для сваривания гибкой металлической проволоки «торцом к торцу». Сварочный блок установки предназначен для сварки концов указанных первой и второй металлических проволок и формирования сварного шва. Каждый инструмент установки для обработки указанного сварного шва и для тестирования указанного сварного шва содержит индикатор завершенного или незавершенного состояния для соответствующих обработки и тестирования. Перед началом процесса сварки первая металлическая проволока зажимается в зажиме, индикаторы всех инструментов устанавливаются в незавершенное состояние. Зажим выполнен с возможностью освобождения проволоки после перехода всех индикаторов упомянутых инструментов в завершенное состояние, что указывает на выполнение оператором всех необходимых операций и проверку качества сварного шва. Установка обеспечивает автоматизацию процесса сварки и испытаний с отслеживанием операций, которые выполняются в процессе сварки. Сварочная установка обеспечивает получение сварного шва, соответствующего требованиям заказчика при исключении непреднамеренных ошибок со стороны оператора. 2 н. и 8 з.п. ф-лы, 1 ил.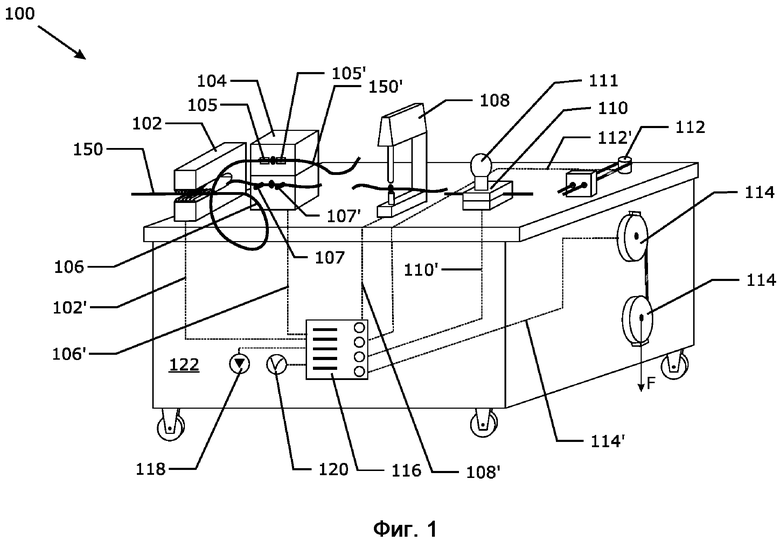
1. Сварочная установка для сварки первой гибкой металлической проволоки со второй гибкой металлической проволокой, содержащая сварочный блок для сварки концов указанных первой и второй металлических проволок и формирования сварного шва, а также по меньшей мере один инструмент для обработки указанного сварного шва и по меньшей мере один инструмент для тестирования указанного сварного шва, каждый из которых содержит индикатор инструмента для индикации завершенного или незавершенного состояния для соответствующих обработки и тестирования,
отличающаяся тем, что
сварочная установка содержит зажим для зажатия указанной первой металлической проволоки перед процессом сварки, причем указанный зажим выполнен с возможностью освобождения указанной первой металлической проволоки после перехода индикатора каждого из используемых инструментов для обработки и каждого из используемых инструментов для тестирования в завершенное состояние.
2. Сварочная установка по п. 1, отличающаяся тем, что указанный один или несколько обрабатывающих инструментов выбраны из группы, включающей отжигающий инструмент для отжига сварного шва, инструмент для нанесения покрытия на сварной шов и инструмент корректировки диаметра сварного шва.
3. Сварочная установка по п. 1, отличающаяся тем, что указанный один или несколько инструментов тестирования выбраны из группы, включающей тестер диаметра указанного сварного шва, тестер для испытаний на изгиб указанного сварного шва, тестер для испытаний на растяжение для определения прочности на разрыв указанного сварного шва, тестер для определения электрического сопротивления указанного сварного шва и цветовой тестер для определения цвета указанного сварного шва.
4. Сварочная установка по любому из пп. 1-3, отличающаяся тем, что она снабжена средством выборочной переустановки индикаторов инструментов в положение, указывающее на незавершенное состояние, содержащим кнопку перезагрузки.
5. Сварочная установка по любому из пп. 1-4, отличающаяся тем, что она дополнительно содержит аварийную схему, при активации которой открывается указанный зажим для первой металлической проволоки.
6. Сварочная установка по п. 5, отличающаяся тем, что она дополнительно содержит резак, предназначенный для разрезания указанной первой металлической проволоки перед освобождением зажима при активации указанной аварийной схемы.
7. Способ сварки первой гибкой металлической проволоки со второй гибкой металлической проволокой с помощью сварочной установки по любому из пп. 1-6, включающий в себя следующие операции:
(a) обеспечение первой гибкой металлической проволоки и второй гибкой металлической проволоки;
(b) зажатие указанной первой металлической проволоки в указанном зажиме указанной сварочной установки и перевод индикаторов всех инструментов в незавершенное состояние,
при этом длина проволоки между указанным зажимом и концом первой металлической проволоки является достаточной для размещения конца первой металлической проволоки в сварочном блоке и манипулирования в инструментах для последующей обработки и тестирования полученного сварного шва;
(c) сваривание концов указанных первой и второй металлических проволок встык с помощью указанного сварочного блока с образованием сварного шва;
(d) пропускание указанного сварного шва через указанные обрабатывающие инструменты для финишной обработки указанного сварного шва;
(d') тестирование указанного сварного шва в указанных инструментах для тестирования;
(e) освобождение указанной первой металлической проволоки из указанного зажима при условии перехода индикаторов всех использованных инструментов в завершенное состояние.
8. Способ по п. 7, дополнительно включающий в себя в любой момент времени после операции (b) и до операции (e) операцию выборочной переустановки указанных индикаторов инструмента в незавершенное состояние посредством активации кнопки перезагрузки в случае, если не все индикаторы инструментов перешли в завершенное состояние.
9. Способ по п. 7 или 8, дополнительно включающий в себя всякий раз при выполнении операции (b) операцию активации аварийной схемы.
10. Способ по п. 7, в котором операция (d') выполняется автоматически.
| WO 2011138465 A1, 10.11.2011 | |||
| Устройство для диагностики гидропривода по времени нарастания давления | 1980 |
|
SU924435A1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434722C1 |
| Устройство для ориентации и зажима | 1989 |
|
SU1743775A1 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |

