Настоящее изобретение относится к устройству для сварки труб и соответствующему способу. В частности, изобретение относится к электросварочному аппарату для сварки секций трубы при укладке трубопроводов. Трубопроводы могут укладываться под водой или на суше.
Уровень техники
Известно использование электросварочных аппаратов в установках автоматической сварки труб. В таких установках, на трубном зажиме обычно закрепляется по меньшей мере два электросварочных аппарата, для поворота вокруг трубы таким образом, чтобы горелки аппаратов могли сваривать внутри желоба, образованного между трубами. В некоторых случаях, может возникнуть необходимость в отведении, по крайней мере, части такого электросварочного аппарата (его перемещением). Например, может быть отведена горелка с тем, чтобы не мешать другой сварочной горелке выполнять сварочный проход.
Обычно перемещение в отведенное положение включает подъем горелки из желоба и, затем, поворот сварочной горелки на аппарате в сторону путем поворота горелки вокруг оси, проходящей вертикально относительно электросварочного аппарата (т.е., параллельно его высоте и, как правило, в радиальном направлении при установке аппарата на трубе). Необходимость подобного перемещения сварочных горелок делает установку электросварочного аппарата на трубе чересчур громоздкой. Электросварочному аппарату требуется относительно много места на трубе, а возможность его маневра ограничена. Кроме того, такое устройство на электросварочном аппарате может быть тяжелым и/или сложным для обслуживания.
Возможным решением этой задачи является перевод в отведенное положение посредством подъема горелки из желоба и перемещение основного корпуса электросварочного аппарата назад. Это, однако, может оказаться нежелательным, поскольку потребует увеличения участка трубы, с которого снимается защитное покрытие (например, бетонная рубашка). Это может оказаться слишком дорого и, в некоторых случаях, трудно выполнимо. Раскрытие изобретения
В настоящем изобретении ставится цель уменьшить или устранить, по крайней мере, некоторые из отмеченных выше недостатков.
В настоящем изобретении предложен электросварочный аппарат, содержащий сварочную горелку для сварки в желобе, в котором сварочная горелка установлена с возможностью поворота вокруг оси, проходящей по существу горизонтально относительно электросварочного аппарата так, что в процессе работы электросварочного аппарата, установленного таким образом, что обеспечивается выполнение горелкой сварки в желобе, горелка может перемещаться между (i) рабочим положением, в котором сварочная горелка расположена в желобе, и (ii) отведенным положением, в котором сварочная горелка расположена вдали от желоба.
Благодаря установке сварочной горелки с возможностью ее поворота вокруг горизонтальной оси между рабочим положением и отведенным положением, в настоящем изобретении могут быть устранены или, по крайней мере, уменьшены некоторые из недостатков, упомянутых выше устройств. В частности, электросварочный аппарат может занимать относительно немного места на трубе, когда горелка находится в отведенном положении.
В предпочтительном варианте, сварочная горелка в отведенном положении находится достаточно далеко от желоба, чтобы не ограничивать доступ к трубе. В отведенном положении сварочная горелка может дать возможность второй сварочной горелке (например, сварочной горелке на дополнительном электросварочном аппарате) пройти вдоль желоба, вблизи электросварочного аппарата.
В варианте выполнения настоящего изобретения, сварочная горелка, при перемещении между рабочим положением и отведенным положением, проходит по траектории, пересекающей меньшее число элементов на электросварочном аппарате и/или трубе (например, направляющие устройства, кабели и шланги), по сравнению с траекторией движения сварочной горелки в некоторых известных электросварочных аппаратах, в которых эта траектория обусловлена, по крайней мере, отчасти, поворотом вокруг вертикальной оси.
Во многих конструкциях электросварочного аппарата, часто требуется после завершения сварочного прохода, сместить сварочную горелку в радиальном направлении (по отношению к свариваемой трубе) с тем, чтобы горелка не задевала за края желоба. В ряде известных электросварочных аппаратов это радиальное перемещение выполняется отдельно и независимо от любого другого перемещения от желоба. В конструкциях в соответствии с вариантами выполнения настоящего изобретения, это перемещение горелки (между рабочим и отведенным положениями) включает обе составляющие движения - вдоль трубы и вдоль радиуса. Это перемещение может осуществляться одним движением. Поэтому в настоящем изобретении может быть обеспечено улучшенное управление сварочной горелкой в радиальном направлении. Кроме того, или в дополнении к этому, в настоящем изобретении предлагается более простая конструкция для обеспечения перемещения сварочной горелки между рабочим и отведенным положениями. Также может выполняться прямолинейное движение сварочной горелки в направлении вдоль длины электросварочного аппарата. Перемещение сварочной горелки между рабочим положением и отведенным положением может включать прямолинейную составляющую (прямолинейная составляющая обычно является дополнением к поворотной составляющей). Например, горизонтальная ось для обеспечения прямолинейного движения может быть установлена на направляющей. Прямолинейная составляющая движения может содержать горизонтальную составляющую (относительно электросварочного аппарата). В предпочтительном варианте, прямолинейное движение происходит относительно основного корпуса электросварочного аппарата. Конструкция основного корпуса электросварочного аппарата может обеспечивать в процессе работы существенное постоянство его расстояния от сварного шва в направлении, параллельном оси трубы. Таким образом, основной корпус в процессе работы не может сдвинуться назад относительно сварного шва. Поэтому особенно полезной оказалась конструкция, в которой объединены поворот вокруг горизонтальной оси и прямолинейное движение относительно главного корпуса электросварочного аппарата.
Сварочная горелка может быть установлена в направлении вдоль длины аппарата, когда горелка находится в рабочем положении. Например, прямолинейное движение может использоваться для колебания сварочной горелки в желобе в процессе работы. Кроме того, или в дополнении к этому, прямолинейное движение может быть использовано, чтобы направлять сварочную горелку по средней линии желоба, например, прямолинейное движение может быть использовано для компенсации отсутствия параллельности между сварочным зажимом и желобом. В таких вариантах осуществления, установка сварочной горелки может обеспечивать ее прямолинейное движение относительно рычага управления. Например, сварочная горелка может быть установлена так, чтобы обеспечивалось ее прямолинейное движение относительно конца рычага управления, к которому она прикреплена, когда сварочная горелка находится в рабочем положении.
В изобретении сформулированы некоторые требования в отношении электросварочного аппарата. Эти требования должны быть очевидны для специалиста. В предпочтительном варианте, горизонтальная ось параллельна ширине аппарата. При этом горизонтальная ось обычно (в процессе работы электросварочного аппарата, когда он установлен с возможностью ведение горелкой сварки в желобе) в основном параллельна касательной к поперечному сечению трубы в точке сварки. Следует понимать, что в системе координат свариваемого объекта направление горизонтальной оси может изменяться. Предпочтительно, что длина аппарата (в процессе работы электросварочного аппарата, когда он установлен с возможностью ведения горелкой сварки в желобе) направлена перпендикулярно желобу. Длина аппарата может быть по существу параллельна продольным осям свариваемых труб. В предпочтительном варианте, вертикальная ось обычно параллельна высоте аппарата. Таким образом, вертикальная ось обычно (в процессе работы электросварочного аппарата, когда он установлен с возможностью ведения горелкой сварки в желобе) в основном параллельна радиусу трубы в направлении проведения сварки.
Сварочная горелка может быть установлена с возможностью поворота относительно электросварочного аппарата вокруг нескольких осей, которые по существу горизонтальны, между рабочим положением и отведенным положением.
Сварочная горелка может быть установлена с возможностью двухстороннего поворота вокруг по крайней мере двух из этих осей. Например, в процессе работы горелка может поворачиваться вокруг одной горизонтальной оси, и поворачиваться в обратном направлении вокруг другой горизонтальной оси. При перемещении сварочной горелки между рабочим и отведенным положениями, сварочная горелка может поворачиваться в одинаковом и противоположном направлениях вокруг двух осей, благодаря чему сохраняет одно и тоже направление в рабочем и отведенном положениях.
Электросварочный аппарат может содержать рычаг управления, соединенный со сварочной горелкой, в котором движением рычага управления осуществляется перемещение горелки между рабочим положением и отведенным положением. В предпочтительном варианте, рычаг управления установлен на электросварочном аппарате для обеспечения его поворота вокруг горизонтальной оси. Рычаг управления может быть составным. Рычаг управления может содержать несколько шарниров. Рычаг управления может содержать "локтевой" шарнир. Рычаг управления может содержать шаровой шарнир. Рычаг управления может быть установлен на электросварочном аппарате с обеспечением его прямолинейного движения в направлении вдоль длины аппарата. Рычаг управления может представлять собой роботизированный рычаг.
Положение горизонтальной оси может быть подвижным относительно основного корпуса аппарата, либо может быть зафиксировано относительно основного корпуса электросварочного аппарата. Например, в том случае, когда используется рычаг управления, рычаг может быть установлен на электросварочном аппарате с обеспечением поворота вокруг неподвижной горизонтальной оси. В альтернативном варианте, размещение горизонтальной оси может обеспечивать ее прямолинейное движение вдоль длины электросварочного аппарата.
Электросварочный аппарат также может содержать блок управления. Блок управления может быть приспособлен для облегчения управления сварочной горелкой при перемещении между рабочим положением и отведенным положением. В альтернативном варианте или дополнительно, блок управления может быть приспособлен для облегчения управления сварочной горелкой при ее ведении вдоль желоба, желательно, по середине желоба. Например, блок управления может обеспечивать "следящее" управление сварочной горелкой по сварному шву. Блок управления может быть приспособлен для облегчения управления сварочной горелкой посредством рычага управления. Блок управления может быть приспособлен для получения в процессе работы сигнала, относящегося к положению сварочной горелки внутри желоба, и для облегчения перемещения сварочной горелки в соответствии с этим сигналом.
В предпочтительном варианте, электросварочный аппарат может быть установлен с возможностью перемещения на трубном зажиме, например, кольцевом трубном зажиме.
Электросварочный аппарат может быть приспособлен для ведения сварки в обоих направлениях вдоль желоба. Электросварочный аппарат может быть в основном симметричным относительно вертикальной плоскости, проходящей вдоль длины электросварочного аппарата. Например, в предпочтительном варианте, механизм подачи сварочной проволоки в электросварочном аппарате в одинаковой степени виден с обеих сторон аппарата.
Поскольку в настоящем изобретении нет обязательного требования поворота сварочной горелки вокруг вертикальной оси, электросварочный аппарат может быть более компактным, особенно по ширине (вдоль желоба). Электросварочный аппарат, в соответствии с вариантами выполнения изобретения, также может быть более простым, легким и/или удобным в обслуживании, чем известные электросварочные аппараты.
Наиболее полезными могут оказаться варианты выполнения настоящего изобретения, относящиеся к электросварочному аппарату с несколькими сварочными горелками. Электросварочный аппарат может содержать несколько или даже большое число сварочных горелок. В частности, некоторые варианты настоящего изобретения могут быть выполнены в форме относительно компактных устройств с двумя сварочными горелками. В известных заявках, наличие нескольких сварочных горелок на одном электросварочном аппарате особенно выгодно, поскольку может быть сокращено время сварки труб. В случае, когда электросварочный аппарат, в соответствии с настоящим изобретением, содержит несколько сварочных горелок, любые из них, или все из этих нескольких горелок могут быть установлены в соответствии с любой особенностью настоящего изобретения.
В международной заявке №РСТ/ЕР99/10505 (публикация № WO00/38872) описано использование двух сварочных горелок на одном аппарате, и содержание этой заявки полностью включено в настоящее описание посредством ссылки. Несколько сварочных горелок могут быть установлены в соответствии с любой особенностью электросварочного аппарата, описанного в РСТ/ЕР99/10505. В частности, формула изобретения настоящей заявки может быть уточнена включением признака электросварочного аппарата в соответствии с РСТ/ЕР99/10505, и настоящее изобретение может быть дополнительно определено ссылкой на признаки способа и/или устройства, описанные или заявленные в вышеупомянутой родственной патентной заявке. Например, по крайней мере две горелки из упомянутых нескольких горелок для электродуговой сварки могут быть установлены непосредственно друг с другом с тем, чтобы во время работы горелок сварочные дуги упомянутых по крайней мере двух горелок работали в желобе непосредственно друг за другом; дуги, создаваемые каждой из нескольких горелок электродуговой сварки, могут иметь независимое автоматическое электронное управление с установлением электрических характеристик сварки для каждой трубы, соответственно; и/или компоновка электросварочного аппарата может обеспечивать его использование для сварки двух труб, расположенных встык с образованием между ними желоба, причем стенки, образующие желоб, расположены под углом менее 10 градусов.
В соответствии с другой особенностью настоящего изобретения, предложен электросварочный аппарат, содержащий сварочную горелку, которая подвижна в процессе использования электросварочного аппарата, когда его конфигурация обеспечивает ведение горелкой сварки в желобе, между (i) рабочим положением, в котором сварочная горелка расположена в желобе, и (ii) отведенным положением, в котором сварочная горелка расположена вдали от желоба. Расположение горелки по ширине аппарата, когда горелка находится в отведенном положении, остается по существу тем же, что и в рабочем положении. В предпочтительном варианте, отделение горелки от желоба в отведенное положение имеет как составляющую в направлении высоты аппарата, так и составляющую в направлении длины аппарата.
В соответствии с другой особенностью настоящего изобретения, предложен способ сварки двух труб, содержащий операции: расположение двух труб встык, причем трубам придана такая форма, что между концами труб образуется проходящий кольцевой желоб, использование электросварочного аппарата для сварки в желобе, причем электросварочный аппарат содержит сварочную горелку, поворот сварочной горелки вокруг оси, расположенной по существу горизонтально относительно электросварочного аппарата, между рабочим положением, в котором расположение сварочной горелки обеспечивает ведение сварки в желобе, и отведенным положением, в котором сварочная горелка расположена вдали от желоба.
Способ также может содержать операцию прямолинейного движения горелки в направлении вдоль длины аппарата и, желательно, относительно основного корпуса аппарата, между рабочим положением и отведенным положением.
В предпочтительном варианте, в процессе перемещения между рабочим положением и отведенным положением, сварочная горелка поворачивается вокруг горизонтальной оси на угол менее 110 градусов. Сварочная горелка может поворачиваться вокруг горизонтальной оси на угол более 40 градусов в процессе перемещения между рабочим положением и отведенным положением. В процессе перемещения между рабочим положением и отведенным положением, сварочная горелка может осуществлять двухсторонний поворот вокруг двух горизонтальных осей. Сварочная горелка может осуществлять поворот одинаковый по величине и противоположный по направлению вокруг двух осей, благодаря чему сохраняет одно и тоже направление в рабочем и отведенном положениях.
Электросварочный аппарат во время сварки обычно устанавливается на трубном зажиме. Трубный зажим обычно размещается по кольцу вокруг трубы. Способ в соответствии с настоящим изобретением может включать операцию установки аппарата на трубном зажиме и также операцию перемещения электросварочного аппарата вдоль трубного зажима.
Сварка вдоль желоба обычно выполняется перемещением электросварочного аппарата (например, вдоль трубного зажима), при нахождении горелки в рабочем положении. Электросварочный аппарат может быть установлен для сварки по всей длине желоба за один сварочный проход, однако, в предпочтительном варианте, за сварочный проход выполняется сварка отдельной части или сектора.
Перемещение сварочной горелки в отведенное положение особенно полезно после завершения сварочного прохода. Когда горелка находится в отведенном положении, электросварочный аппарат имеет возможность свободного перемещения вокруг трубы (например, для возвращения к началу следующего сварочного прохода), без риска повредить сварочную горелку о трубу, желоб или при столкновении с другим электросварочным аппаратом, при его наличии. Способ, в соответствии с настоящим изобретением, может включать операцию сварки в желобе с одновременным перемещением электросварочного аппарата, когда горелка находится в рабочем положении, благодаря чему формируется сварной шов по кольцевому желобу. Способ может также включать операцию последующего перемещения сварочной горелки в отведенное положение.
Может использоваться дополнительный электросварочный аппарат для сварки в желобе, причем дополнительный электросварочный аппарат содержит сварочную горелку. Дополнительный электросварочный аппарат может быть установлен в соответствии с любой особенностью настоящего изобретения. Способ может содержать операцию сварки в желобе дополнительным электросварочным аппаратом.
Способ может содержать операцию перемещения сварочной горелки первого электросварочного аппарата в отведенное положение перед и, возможно, непосредственно перед тем, как сварочная горелка дополнительного электросварочного аппарата окажется вблизи первого электросварочного аппарата. Способ может содержать операцию перемещения сварочной горелки первого электросварочного аппарата в отведенное положение в то время, когда сварочная горелка дополнительного электросварочного аппарата находится как вблизи основного электросварочного аппарата, так и в рабочем положении. Размещение электросварочных аппаратов на некотором этапе сварочного процесса вблизи друг друга может сократить время простоя. Например, электросварочные аппараты могут быть размещены таким образом, что дополнительный электросварочный аппарат приближается к завершению своего сварочного прохода вскоре после того, как основной электросварочный аппарат закончил сварочный проход, причем эти сварочные проходы заканчиваются по существу в одном положении в желобе. Сварочная горелка основного электросварочного аппарата может быть перемещена в отведенное положение после завершения сварочного прохода с тем, чтобы дать возможность дополнительному электросварочному аппарату закончить свой сварочный проход.
Можно считать, что электросварочные аппараты находятся вблизи друг друга, если они находятся на расстоянии менее двойной ширины, а лучше, менее одной ширины электросварочного аппарата друг от друга, а еще лучше, если менее половины ширины. Электросварочные аппараты могут почти соприкасаться друг с другом. Электросварочные аппараты могут считаться расположенными вблизи, когда угловое расстояние их центров кольца трубы составляет менее 40 градусов, лучше, менее 20 градусов, и еще лучше, менее 10 градусов, хотя, конечно, это зависит от диаметра свариваемой трубы.
Как было упомянуто выше, способ в соответствии с настоящим изобретением может включать операцию сварки в желобе при перемещении первого электросварочного аппарата, когда сварочная горелка находится в рабочем положении, формируя сварной шов на первой части кольцевого желоба. При этом может осуществляться перемещение дополнительного электросварочного аппарата вокруг части трубы с проведением сварки в желобе дополнительным электросварочным аппаратом, с формированием сварного шва по второй части кольцевого желоба, причем вторая часть кольцевого желоба примыкает, по крайней мере с одного конца, к первой части кольцевого желоба, а перемещение дополнительного электросварочного аппарата в направлении сварного прохода между первой и второй частями кольцевого желоба выполняется после того, как сварочная горелка основного электросварочного аппарата перемещена в отведенное положение.
Может использоваться большое число дополнительных электросварочных аппаратов. Большое число электросварочных аппаратов может быть установлено на одном трубном зажиме. Большое число электросварочных аппаратов может быть установлено на разных трубных зажимах, находящихся с каждой стороны желоба. По крайней мере два из электросварочных аппаратов могут быть установлены для сварки определенных частей, или секторов кольцевого желоба. Например, может быть использовано четыре электросварочных аппарата, по два электросварочных аппарата на каждый трубный зажим. В альтернативном варианте, может быть использовано восемь электросварочных аппаратов, по четыре электросварочных аппарата на каждый трубный зажим. Каждый электросварочный аппарат может быть установлен для сварки части желоба под 90 градусов. Точка начала/конца сварного шва и/или угловая длина сварочного прохода может изменяться по ходу процесса сварки. Например, угловая длина любого конкретного сварочного прохода может быть оптимизирована для сварки по критерию "качество/продолжительность" при помощи программного устройства.
Первый электросварочный аппарат может быть установлен для ведения сварки с первой стороны желоба. Дополнительный электросварочный аппарат может быть установлен для ведения сварки с этой же первой стороны желоба. В альтернативном варианте, дополнительный электросварочный аппарат может быть установлен для сварки со второй стороны желоба.
По крайней мере два из электросварочных аппаратов могут быть приспособлены для ведения сварки в противоположных направлениях по кольцу.
В некоторых случаях при сварке труб бывает необходимо использовать два электросварочных аппарата несколько отличающихся типов. Например, по соображениям эргономики, может быть необходимо использовать электросварочные аппараты с различными пультами управления и/или различными механизмами подачи сварочной проволоки, в зависимости от того, в каком направлении по кольцу должна проводиться сварка. Подобные электросварочные аппараты обычно называются "левыми" или "правыми" аппаратами. При использовании поворота сварочных горелок вокруг оси, которая проходит по существу горизонтально по отношению к электросварочному аппарату (в соответствии со способом, предложенным в настоящем изобретении), эти эргономические различия могут быть исключены, и на трубе могут использоваться идентичные электросварочные аппараты. По меньшей мере 75%, а в более предпочтительном случае, все используемые аппараты могут быть идентичными.
Трубы могут быть предназначены для наземного трубопровода, но, в предпочтительном варианте, для подводного глубоководного трубопровода. По крайней мере, часть труб может иметь покрытие, например, бетонную рубашку.
Следует иметь в виду, что признаки одного или более описанных устройств и способов, предложенных в изобретении, могут быть введены в другие устройства и способы в соответствии с изобретением. Например, электросварочный аппарат в соответствии с предложенным в изобретении способом, может содержать несколько сварочных горелок, а способ сварки содержит операцию поворота нескольких сварочных горелок вокруг оси, по существу горизонтально расположенной относительно электросварочного аппарата, между рабочим положением, в котором сварочные горелки расположены для сварки в желобе, и отведенным положением, в котором сварочные горелки расположены вдали от желоба.
Краткое описание чертежей
Далее, только в качестве примера, приводится описание различных вариантов выполнения изобретения со ссылками на приложенные схематические чертежи, на которых:
Фиг.1 и 2 - виды сбоку электросварочного аппарата, в соответствии с первым вариантом выполнения изобретения;
Фиг.3 - схематический чертеж двух труб, свариваемых электросварочными аппаратами, в соответствии с первым вариантом выполнения изобретения;
Фиг.4 - вид в перспективе электросварочного аппарата, в соответствии со вторым вариантом выполнения изобретения;
Фиг.5 - схематический чертеж двух труб, свариваемых электросварочными аппаратами, в соответствии со вторым вариантом выполнения изобретения; и
Фиг.6 - вид с торца конструкции трубы и трубного зажима, в соответствии с третьим вариантом выполнения изобретения.
Осуществление изобретения
Известно использование электросварочных аппаратов в автоматизированных установках сварки труб, особенно, при прокладке нефтяных или газовых трубопроводов. В таких установках, на трубном зажиме обычно устанавливается по крайней мере два электросварочных аппарата, для перемещения по кольцу трубы. Известно, что для уменьшения вероятности возникновения помех от частей трубы (например, желоб или сварной шов) сварочной горелки на электросварочных аппаратах, используется перемещение сварочной горелки в отведенное положение. В известных конструкциях, сварочная горелка стремится повернуться в сторону вокруг вертикальной оси (т.е., оси, которая при установке электросварочного аппарата на трубе обычно является радиальной).
Эти известные конструкции имеют ряд недостатков. В частности, электросварочный аппарат, горелка которого находится в отведенном положении, становится относительно громоздким на трубе. Электросварочный аппарат также занимает сравнительно много места по длине окружности трубы. Также электросварочный аппарат может быть чрезмерно сложным, тяжелым и/или трудным в обслуживании.
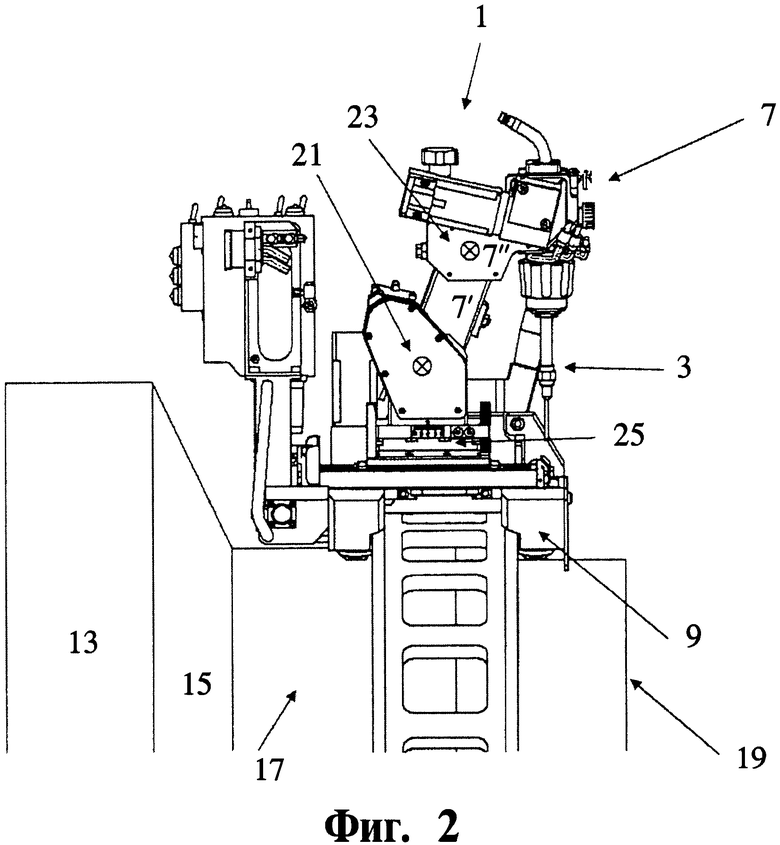
На Фиг.1 и 2 показан электросварочный аппарат 1, в соответствии с первым вариантом выполнения настоящего изобретения, содержащий сварочную горелку 3, основной корпус 5 и роботизированный рычаг 7 управления, установленный между горелкой 3 и основным корпусом 5. В процессе использования, электросварочный аппарат устанавливается на направляющих 9 на трубном зажиме 11, закрепленном на трубе 13.
Вся наружная поверхность трубы имеет бетонную рубашку 15, кроме уменьшенного участка 17 на привариваемом конце трубы, где бетонная рубашка 15 удалена, чтобы можно было установить трубный зажим 11. На трубе также имеется относительно тонкое пластмассовое покрытие (не показано), расположенное радиально между собственно стальной трубой и бетонной рубашкой. Пластмассовое покрытие также уменьшено на свариваемом конце трубы. Трубный зажим 11 размещается в месте перехода пластмассового покрытия к стальной трубе (пластмассовое покрытие находится с левой стороны изображении зажима на Фиг.1, а стальная труба находится с правой стороны изображения зажима на Фиг.1).
Перед сваркой, труба 13 устанавливается концами встык со второй трубой (не показана). Трубам придается такая форма, что между концами труб образуется кольцевой желоб 19.
В первом варианте выполнения изобретения, сварочная горелка 3 установлена на рычаге 7 управления с возможностью поворота вокруг двух осей 21, 23. Обе оси направлены горизонтально по отношению к электросварочному аппарату 1 и параллельны ширине аппарата (ширина аппарата соответствует направлению в плоскости чертежей на Фиг.1 и 2). Когда электросварочный аппарат установлен на трубу, горизонтальные оси параллельны касательной к трубе в точке проведения сварки.
Первая ось 21 (в основании рычага 7 управления) расположена примерно в центре основного корпуса аппарата. Вторая ось 23 (расположена в шарнире между основанием 7′ рычага 7 управления и наружной частью 7′′ рычага 7 управления) определяет "локтевой" шарнир в рычаге 7. Сварочная горелка 3 установлена с возможностью двухстороннего поворота вокруг двух осей.
Установка сварочной горелки 3 также обеспечивает ее прямолинейное движение в направлении вдоль длины L аппарата. Первая ось 21 установлена на направляющей 25. Сама направляющая 25 неподвижно прикреплена к основному корпусу 5 электросварочного аппарата 1, однако включает конструкцию "направляющая/ползун", обеспечивающую прямолинейное взаимное движение между первой осью 21 рычага 7 управления (а, значит, и сварочной горелкой 3) и основным корпусом 5 электросварочного аппарата.
Сварочная горелка 3 является подвижной вокруг горизонтальных осей 21, 23 и (в меньшей степени) по направляющей 25, между рабочим положением (показано на Фиг.1) и отведенным положением (показано на Фиг.2).
Блок управления, установленный на электросварочном аппарате (не показан), обеспечивает управление движением сварочной горелки 3 между этими двумя положениями. В рабочем положении, сварочная горелка 3 находится в желобе 19. В отведенном положении, горелка находится в стороне от желоба 19.
Электросварочный аппарат установлен таким образом, что в отведенном положении сварочная горелка 3 находится достаточно далеко от желоба 19, чтобы практически исключить возможность соприкосновения с трубой. Кроме того, когда сварочная горелка находится в отведенном положении, электросварочный аппарат обеспечивает прохождение вдоль желоба сварочной горелки второго электросварочного аппарата (см. далее со ссылкой на Фиг.3). Благодаря тому, что сварочная горелка может поворачиваться вокруг горизонтальных осей, электросварочный аппарат может быть (по крайней мере, в отведенном положении горелки) более компактным и маневренным на трубном зажиме, по сравнению с конструкцией, где горелка поворачивается вокруг вертикальной оси. Поэтому электросварочный аппарат занимает сравнительно мало места по кольцу трубы, когда сварочная горелка находится в отведенном положении.
Во время движения сварочной горелки 3 в отведенное положение, она поворачивается на 100 градусов вокруг первой горизонтальной оси 21 (основание 7′ рычага 7 перемещается из положения от 110 градусов к вертикали (фиг, 1), в положение, до 10 градусов к вертикали (Фиг.2)). Горелка также совершает двухсторонний поворот, поворачивается в обратном направлении на 110 градусов вокруг второй горизонтальной оси (наружная часть 7′′ рычага 7 перемещается из положения под углом "минус" 10 градусов к основанию 7′ (Фиг.1) в положение под углом "плюс" 80 градусов к основанию 7′ (Фиг.2)). В результате сварочная горелка сохраняет одинаковое направление (т.е., по существу, вертикальное) в рабочем и отведенном положениях.
Первая ось 21 также перемещается относительно основного корпуса электросварочного аппарата на небольшое (линейное) расстояние вдоль направляющей 25.
Хотя на Фиг.1 и 2 электросварочный аппарат показан с горелкой в определенных рабочем/отведенном положениях, сварочная горелка на электросварочном аппарате, в соответствии с первым вариантом выполнения изобретения, может быть установлена между рабочим положением, когда основание 7' рычага 7 расположена в любом месте в интервале углов от 70 до 110 градусов к вертикали, и отведенным положением, когда основание 7′ находится под любым углом от 10 градусов до 70 градусов к вертикали.
В отведенном положении, горелка поднимается и отводится от желоба 19. Поворот вокруг горизонтальной оси делает возможным перемещение горелки (между рабочим и отведенным положениями), включая радиальную составляющую (относительно трубы). Поэтому электросварочный аппарат, в соответствии с первым вариантом выполнения, также обеспечивает улучшенное управление сварочной горелкой в радиальном направлении.
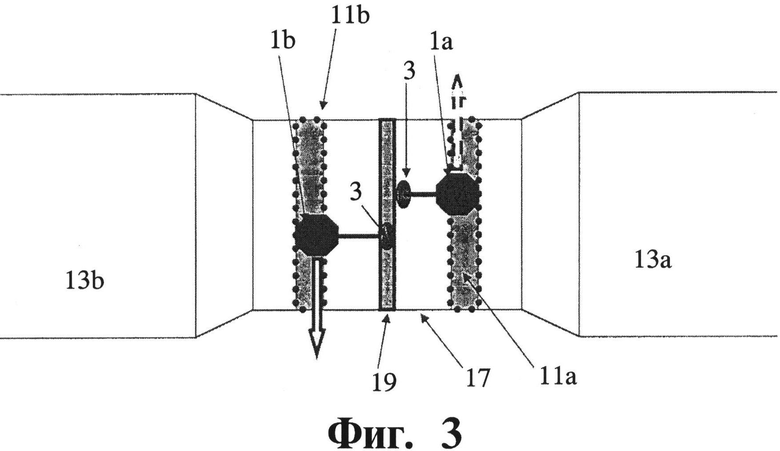
Как показано на Фиг.3, два электросварочных аппарата 1а, 1b, в соответствии с первым вариантом выполнения настоящего изобретения, используются в способе сварки двух труб 13.
Две трубы 13а, 13b составлены концами, и им придана такая форма, что между концами труб 13а, 13b образован кольцевой желоб 19. На каждой трубе имеется бетонная рубашка 15 и уменьшенная часть 17 (фаска среза на чертежах показана увеличенной и на практике она проходит по существу в радиальном направлении). В уменьшенной части устанавливается трубный зажим На по одну сторону желоба, а другой трубный зажим 11b устанавливается с другой стороны желоба 19. Оба трубных зажима устанавливаются на соответствующих трубах на границе "пластмассовое покрытие/сталь".
Электросварочный аппарат 1, в соответствии с первым вариантом выполнения изобретения, устанавливается на каждом трубном зажиме. В процессе использования, основной электросварочный аппарат 1а (на Фиг.3 показан на правом трубном зажиме) перемещается по кольцу в пределах сектора 180 градусов трубного зажима На, при этом сварочная горелка находится в рабочем положении, формируя кольцевой сварной шов в секторе желоба. Электросварочный аппарат отслеживает местонахождение горелки в желобе в процессе перемещения аппарата по кольцу вокруг трубы, тем самым гарантируя необходимое качество сварного шва. Сварочные горелки, как правило, при сварке не направлены прямо к центру трубопровода (т.е., не точно радиально), а слегка в сторону от центра, формируя угол 8 градусов с радиусом (в плоскости стыка труб).
Второй электросварочный аппарат 1b (показан на левом трубном зажиме 11b на Фиг.3) перемещается вокруг противолежащего 180-градусного сектора трубного зажима (на Фиг.3 показан сплошной стрелкой), формируя при этом дополнительный кольцевой сварной шов в этом секторе стыка труб.
Когда основной электросварочный аппарат 1а заканчивает сварочный проход, сварочная горелка поворачивается вокруг горизонтальных осей 21, 23 из рабочего положение в отведенное положение, и аппарат возвращается в свое исходное положение с тем, чтобы начать следующий сварочный проход (показан пунктирной стрелкой на фиг.3).
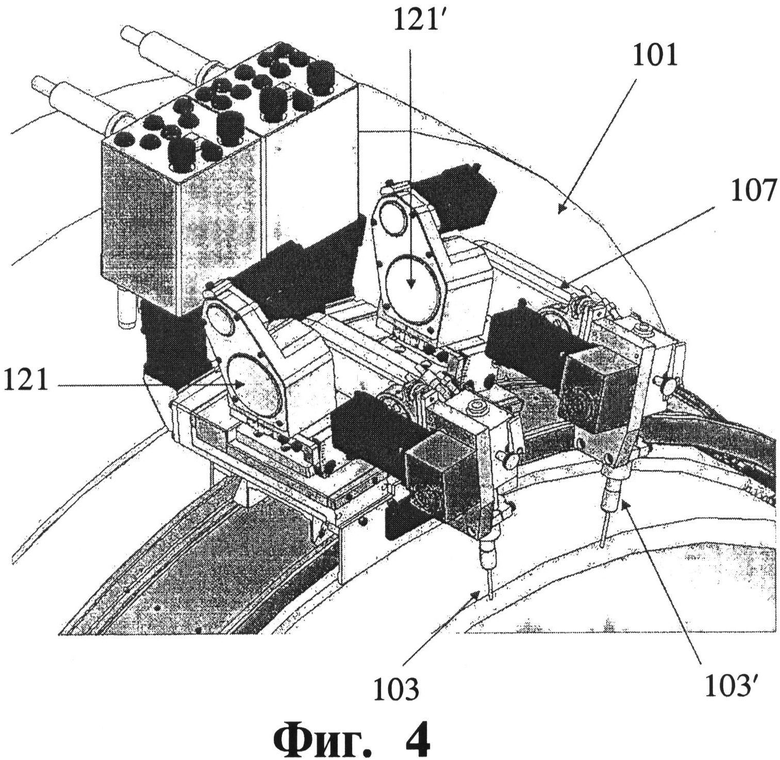
На Фиг.4 показан электросварочный аппарат 101, в соответствии со вторым вариантом выполнения изобретения, работающий в желобе величиной менее 10 градусов. Электросварочный аппарат 101 по существу соответствует описанию первого варианта выполнения, за исключением приведенных ниже признаков.
Электросварочный аппарат 101 содержит две сварочные горелки 103, 103′. Каждая сварочная горелка соединена с рычагом 107 управления для ее поворота вокруг горизонтальных осей 121, 121′, параллельных ширине аппарата. Во втором варианте выполнения изобретения, ширина аппарата достаточно велика для того, чтобы горизонтальная ось 121 первой сварочной горелки была не совсем параллельна горизонтальной оси 121′ второй сварочной горелки (обе горизонтальные оси параллельны касательной к поперечному сечению трубы в точке сварки).
Сварочные горелки установлены непосредственно рядом друг с другом с тем, чтобы при работе горелок электрические дуги двух горелок находились в желобе одна за другой. Такой признак описан в международной патентной публикации №WO00/38872.
Сварочные горелки 103 не поворачиваются вокруг вертикальной оси при переводе в отведенное положение. Благодаря этому, электросварочный аппарат получается более компактным (особенно при отведенной сварочной горелке) и более простым в обслуживании, чем некоторые известные электросварочные аппараты, особенно известные электросварочные аппараты с двумя горелками.
Благодаря тому, что для перемещения между рабочим положением и отведенным положением используется поворот вокруг горизонтальной оси, траектория перемещения сварочных горелок пересекается с меньшим числом элементов на электросварочном аппарате и/или трубе, чем траектория сварочной горелки в некоторых известных электросварочных аппаратах.
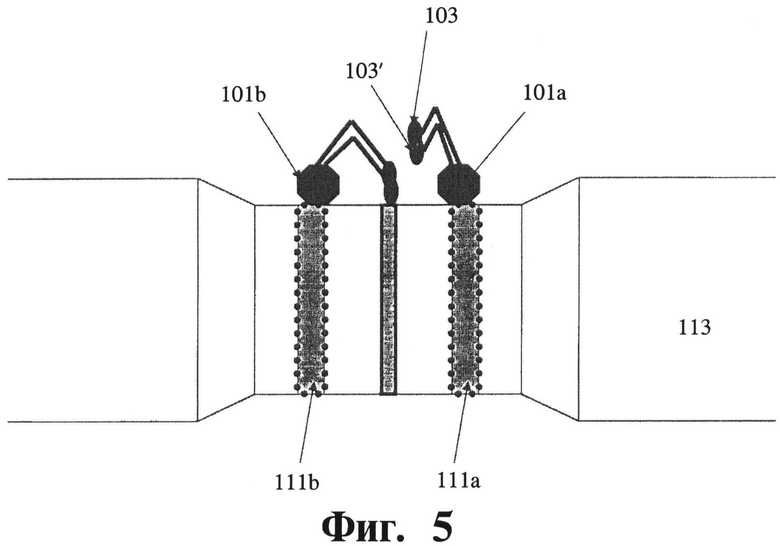
На Фиг.5 схематически показаны два электросварочных аппарата 101 а, 101b, в соответствии со вторым вариантом выполнения изобретения, установленные на двух трубах 113. Способ использования электросварочных аппаратов по существу соответствует описанному выше в отношении первого варианта выполнения. При использовании, основной электросварочный аппарат 101 а (показан на правом трубном зажиме на Фиг.5) перемещается вокруг сектора трубного зажима 111а, при этом сварочные горелки находятся в рабочем положении, формируя кольцевой сварной шов в желобе. Дополнительный электросварочный аппарат 101 b (показан на левом трубном зажиме на Фиг.5) перемещается вокруг другого сектора трубного зажима 111b, формируя другой кольцевой сварной шов.
Когда основной электросварочный аппарат 101 а заканчиваетсварочный проход, сварочные горелки 103, 103' поворачиваются вокруг горизонтальных осей 121, 121' из рабочего положения в отведенное положение, и аппарат возвращается в свое исходное положение для того, чтобы начать следующий сварочных проход.
На Фиг.6 показан вид с торца конструкции, содержащей трубу и трубный зажим, в соответствии с третьим вариантом выполнения
изобретения. Трубный зажим 211 установлен на каждой из свариваемых труб (из них показан только один). На трубном зажиме 211 на трубе 213 установлено два электросварочных аппарата 201 а, 201 b, каждый из которых по существу соответствует описанному во втором варианте выполнения изобретения. Установка электросварочных аппаратов обеспечивает их перемещение в направлении W по кольцу и, поэтому, первично в направлении, параллельном ширине электросварочного аппарата/касательной к трубе.
При использовании, основной электросварочный аппарат 201 а (слева на Фиг.6) перемещается против часовой стрелки вокруг трубного зажима 211, формируя, при этом, кольцевой сварной шов в секторе 90 градусов по кольцу трубы. Через короткий промежуток времени дополнительный электросварочный аппарат 201 b (справа на Фиг.6) перемещается по часовой стрелке по противоположной части сварного шва с угловым размером 90 градусов.
На трубном зажиме на другой трубе (не показан) установлены третий и четвертый электросварочные аппараты. Эти аппараты проходят по противоположным (нижним) 90-градусным частям кольца по аналогии с описанным выше.
После того, как основной электросварочный аппарат 201 а закончит свой сварочный проход, он поворачивает обе сварочные горелки 203а вокруг горизонтальных осей из рабочего положения в отведенное положение непосредственно перед тем, как третий электросварочный аппарат войдет с ними в контакт. Это позволяет третьему электросварочному аппарату (не показан) продолжать сварку до места стыка с концом первого сварного шва, без перемещения для этого основного электросварочного аппарата (горелки в отведенном положении находятся достаточно далеко от желоба). Электросварочные аппараты располагаются как можно ближе друг к другу для сокращения время простоя.
Расположение, показанных на Фиг.6, электросварочных аппаратов исходно предназначалось для сварки 90-градусной части или сектора кольцевого желоба, как это было описано выше. Однако, положение старта/остановки электросварочных аппаратов в секторах оптимизируется по критерию "продолжительность/качество" сварки, при помощи программного устройства. Таким образом, сектора не обязательно должны перекрывать 90 градусов во время процесса сварки труб.
В соответствии с четвертым вариантом выполнения изобретения (не показан), четыре электросварочных аппарата, предложенных в настоящем изобретении, установлены на первом трубном зажиме с одной стороны желоба, и четыре электросварочных аппарата установлены на втором трубном зажиме с другой стороны желоба (т.е., всего восемь электросварочных аппаратов). Каждый электросварочный аппарат установлен для сварки сектора кольцевого желоба. У каждого аппарата имеется две горелки.
В то время как настоящее изобретение было описано и проиллюстрировано на примере конкретных вариантов выполнения, специалистам должно быть понятно, что изобретение допускает большое число различных вариаций, конкретно здесь не описанных. Например, каждый электросварочный аппарат может содержать сварочную горелку, конструкция которой предусматривает поворот вокруг только одной горизонтальной оси. Электросварочный аппарат может быть устроен таким образом, что при перемещении горелки между рабочим и отведенным положениями, ось не перемещается прямолинейно вдоль длины аппарата. Каждый электросварочный аппарат может содержать три или более горелки.
Если в приведенном описании были упомянуты объекты или элементы, у которых имеются очевидные или предсказуемые эквиваленты, тогда такие эквиваленты включаются в настоящее описание, как если бы они были описаны отдельно. Для определения истиной области притязаний настоящего изобретения следует обратиться к формуле, которая должна восприниматься как охватывающая такие эквиваленты. Также необходимо понимать, что объекты и признаки изобретения, описанные в качестве предпочтительных, преимущественных, удобных и т.д., представляют собой варианты изобретения и не ограничивают области притязаний независимых пунктов формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНОЕ УСТРОЙСТВО, ПОДВОДНЫЙ ТРУБОПРОВОД И СПОСОБ ЕГО ПРОКЛАДКИ | 1999 |
|
RU2236334C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ ОТРЕЗКОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2017 |
|
RU2750760C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| АППАРАТ АВТОМАТИЧЕСКОЙ СВАРКИ ТИПА MIG/MAG | 2006 |
|
RU2420377C2 |
| СПОСОБ СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2181320C2 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |

Изобретение относится к электросварочному аппарату и способу сварки двух труб и может найти использование при прокладке трубопроводов. Электросварочный аппарат содержит сварочную горелку (3), установленную с возможностью поворота вокруг первой (21) и второй (23) горизонтальных осей с перемещением между рабочим положением, в котором сварочная горелка расположена в желобе (19), и отведенным положением, в котором сварочная горелка (3) расположена на расстоянии от желоба. Рычаг (7) управления соединен со сварочной горелкой (3) с возможностью ее перемещения между рабочим положением и отведенным положением и установлен с возможностью поворота вокруг первой (21) оси. Сварочная горелка (3) установлена с возможностью поворота в обратном направлении вокруг второй (23) оси. Обе оси в основном параллельны касательной к поперечному сечению трубы в точке сварки в рабочем положении. Электросварочный аппарат является менее громоздким и более компактным, при этом достигается высокое качество сварки. 2 н. и 17 з.п. ф-лы, 6 ил.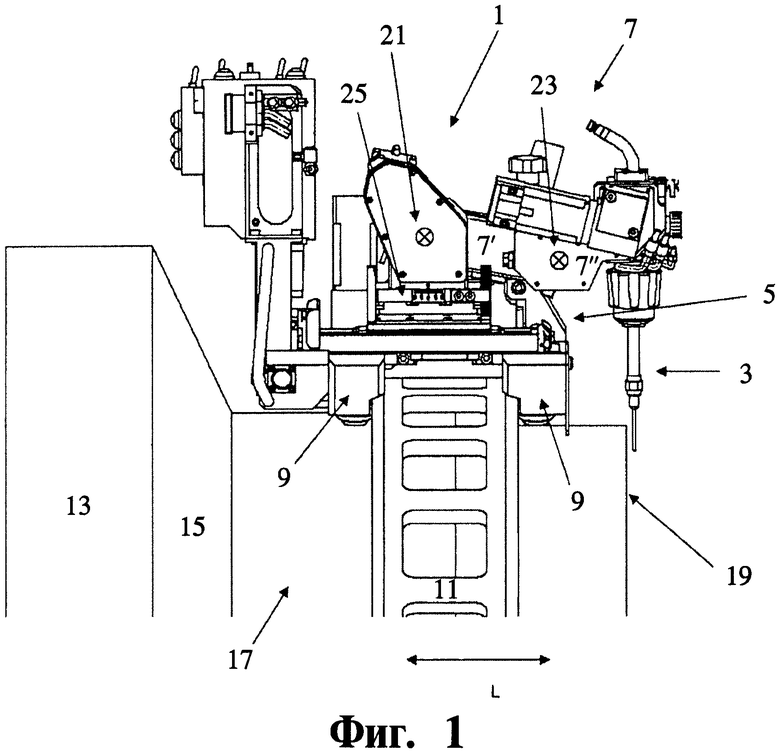
1. Электросварочный аппарат для сварки двух труб, включающий по меньшей мере одну сварочную горелку для сварки в желобе между трубами, установленную с возможностью поворота вокруг первой и второй в основном горизонтальных осей с перемещением между рабочим положением, в котором сварочная горелка расположена в желобе, и отведенным положением, в котором сварочная горелка расположена на расстоянии от желоба, отличающийся тем, что он содержит рычаг управления, соединенный со сварочной горелкой с возможностью перемещения сварочной горелки между рабочим положением и отведенным положением и установленный с возможностью поворота вокруг первой указанной оси, при этом сварочная горелка установлена с возможностью поворота в обратном направлении вокруг второй указанной оси, причем обе указанные оси в основном параллельны касательной к поперечному сечению трубы в точке сварки в рабочем положении.
2. Аппарат по п.1, отличающийся тем, что перемещение сварочной горелки между рабочим положением и отведенным положением включает линейную составляющую.
3. Аппарат по п.2, отличающийся тем, что он содержит корпус, при этом первая указанная ось установлена с возможностью прямолинейного движения относительно корпуса в направлении, в основном параллельном продольным осям свариваемых труб.
4. Аппарат по п.1, отличающийся тем, что он содержит группу сварочных горелок, при этом все сварочные горелки выполнены конструктивно одинаково.
5. Аппарат по п.4, отличающийся тем, что по меньшей мере две горелки из группы сварочных горелок установлены в непосредственной близости друг от друга с тем, чтобы во время работы горелок дуги этих по меньшей мере двух горелок находились непосредственно одна за другой.
6. Способ сварки двух труб, включающий расположение двух труб встык с образованием между концами труб кольцевого желоба, сварку в желобе с использованием электросварочного аппарата, содержащего рычаг управления, соединенный со сварочной горелкой с возможностью перемещения сварочной горелки между рабочим положением, в котором расположение сварочной горелки обеспечивает проведение сварки в желобе, и отведенном положении, в котором сварочная горелка расположена на расстоянии от желоба, при этом осуществляют поворот рычага управления вокруг первой оси, расположенной в основном горизонтально относительно электросварочного аппарата и в основном параллельно касательной к поперечному сечению трубы в точке сварки в рабочем положении, и поворот сварочной горелки в обратном направлении вокруг второй оси, расположенной в основном горизонтально относительно электросварочного аппарата и в основном параллельно касательной к поперечному сечению трубы в точке сварки в рабочем положении.
7. Способ по п.6, в котором при перемещении между рабочим положением и отведенным положением сварочную горелку поворачивают вокруг первой указанной оси менее чем на 90°.
8. Способ по п.6, в котором при перемещении между рабочим положением и отведенным положением сварочную горелку подвергают двухстороннему повороту вокруг двух горизонтальных осей на в основном одинаковую и противоположную величину с образованием в основном одинакового направления в рабочем и отведенном положениях.
9. Способ по п.6, в котором сварочную горелку перемещают дополнительно прямолинейным движением в направлении вдоль длины аппарата между рабочим положением и отведенным положением.
10. Способ по п.6, который включает сварку в желобе с одновременным перемещением электросварочного аппарата с горелкой, находящейся в рабочем положении, с образованием сварного шва вдоль части желоба и перемещение затем сварочной горелки в отведенное положение.
11. Способ по п.6, в котором используют дополнительный электросварочный аппарат и сварку в желобе осуществляют дополнительным электросварочным аппаратом.
12. Способ по п.11, в котором перемещение сварочной горелки основного электросварочного аппарата в отведенное положение осуществляют перед приближением сварочной горелки дополнительного электросварочного аппарата к основному электросварочному аппарату.
13. Способ по п.11, который включает сварку в желобе при перемещении первого электросварочного аппарата при нахождении сварочной горелки в рабочем положении с образованием сварного шва по первой части кольцевого желоба, перемещение дополнительного электросварочного аппарата вокруг части трубы с проведением сварки в желобе дополнительным электросварочным аппаратом с образованием сварного шва по второй части кольцевого желоба, при этом конец второй части кольцевого желоба стыкуют с первой частью кольцевого желоба с образованием сварного прохода, а перемещение дополнительного электросварочного аппарата к сварному проходу осуществляют после перемещения сварочной горелки основного электросварочного аппарата в отведенное положение.
14. Способ по п.11, в котором используют группу дополнительных электросварочных аппаратов для сварки в желобе.
15. Способ по п.11, в котором по меньшей мере два электросварочных аппарата устанавливают на одном трубном зажиме.
16. Способ по п.11, в котором по меньшей мере два электросварочных аппарата устанавливают на разных трубных зажимах, которые располагают с каждой стороны желоба.
17. Способ по п.11, в котором сварку различных участков кольцевого желоба осуществляют по меньшей мере двумя электросварочными аппаратами.
18. Способ по п.11, в котором по меньшей мере двумя электросварочными аппаратами осуществляют сварку в противоположных направлениях по кольцу.
19. Способ по п.11, в котором используют все электросварочные аппараты конструктивно одинаковыми.
| WO 0230608 А1, 18.04.2002 | |||
| Автомат для сварки неповоротных стыков труб | 1976 |
|
SU593865A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| US 5676857 А, 14.10.1997 | |||
| US 3727025 А, 10.04.1973 | |||
| ДИАГНОСТИЧЕСКОЕ УСТРОЙСТВО С РЕГУЛИРОВАНИЕМ ПОТОКА ЖИДКОСТИ ЧЕРЕЗ КАПИЛЛЯР | 2001 |
|
RU2238147C2 |
| JP 2000000664 А, 07.01.2000. | |||

