следующем соотношении компонентов мае %:
Аморфный бор18-30
Карбид бора20-15
Тетрафтороборат калия1-3
Криолит3-2
Раствор ПВА-9Остальное
Процесс насыщения осуществляется контактным электронагревом со скоростью 10--300°С/с в течение 3-5 мин при темпера- туре950 1000°С.
Аморфный бор и карбид бора являются постаещ ками активных атомов бора, тет- рафтороборат калия и криолит являются активаторами процесса, способствующими созданию в рабочей зоне обмазки активной газовой фазы.
Пример. При насыщении стал 45 з предлагаемой обмазке с использованием нагрев ТВЧ за 2 мин при температуре 950- 1000°С образовался боридныйслой толщиной 140 мкм с поверхностной твёрдостью Н100 - 1950-2050 кг/мм2, состоящий из фаз .
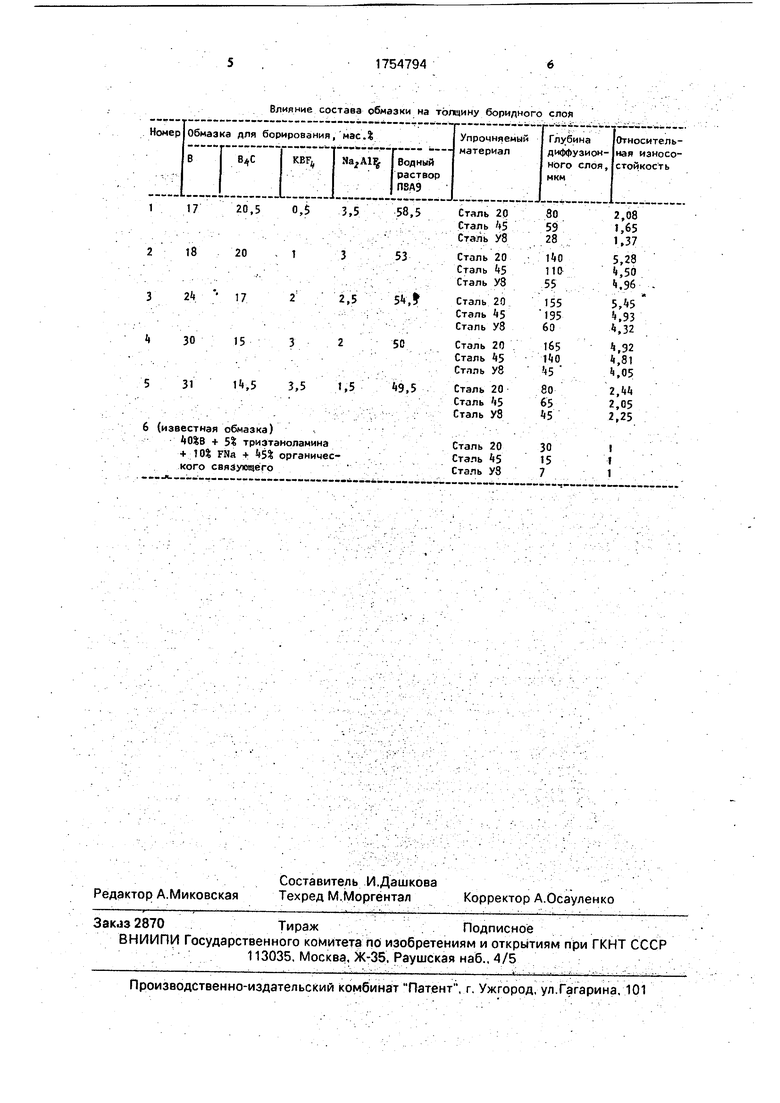
B;..a состава обмазки н то/нцлму боридного слоя приведено в таблице.
Составы 1 и 5 взяты с выходом за гра шмные знзчен й В составе 5 наблюдается разрыв защитной обмазки за счет повышенного содержания активаторов и на поверх- ности наблюдаются следы окисления.
Испытание износостойкости образцов проводили на машине типа Шкода-Саввина в условиях сухого трения скольжения при Р 2,1 кГс, п 750 об/мин, г 30 мин, контртело - диск из Т15К6 диаметром D 63,25 мм толщиной ,5 мм.
Как видно из таблицы, в предлагаемом составе при равных температурно-времен- ных условиях процесса насыщения скоро- сть роста диффузионного слоя выше в 2-3 раза по сравнению с известным.
Испытание на износостойкость на реальных деталях ПО Гомсельмаш показало увеличение износостойкости в 3-5 раз по сравнению с термообработанными (сталь 45, закалка+ отпуск) и в 1,5-2 раза по сравнению с известным.
Реагенты аморфный бор (В) ТУ 5-12-35- 78, карбид бора (В С) ГОСТ 3647-71; тетраф- тороборат калия (KBF ) ГОСТ 9532-75; криолит (NaaAIFe).
Введение в состав обмазки аморфного бора менее 15% и карбида бора менее 20% резко снижает толщину диффузионного слоя, введение аморфного бора более 25% и карбида бора более 15% ухудшает качество поверхности за счет приваривания металлических составляющих к поверхности издетий.
Активаторы процесса подобраны экспе риментальным путем из условия получения качественного боридного слоя и исключения приваривания металлических составляющих к изделиям, Уменьшение содержания связующего менее 50% снижает вязкость боридной обмазки, увеличение связующего свыше 54,5% увеличивает вязкость обмазки и не позволяет получить равномерный по толщине активный слой
Органическое связующее - поливини лацетатчая эмучьа я (ПВА9) ГОГТ ИЗ разйедеьная на воде до рН 4,Б-6,0 Ни а. тивный слой обмазки, нанесенной любым известным методом (.5 мм), наносится защитная обмазка, состоящая мз 50% бор ной кислоты +50% маршалита, замешанной на этом же связующем с толщиной 1,5-2 мм.
После сушки защитной обмазки изделие может подвергаться химико-термической обработке.
Формула изобретения
Обмазка для диффузионного борирова- ния, содержащая аморфный бор и органическое связующее, отличающаяся тем, что, с целью повышения насыщающей способности обмазки и повышения износостойкости диффузионного слоя, она дополнительно содержит карбид бора, тет- рафтороборат калия и криолит, а в качестве органического связующего - водный раствор ПВА9, при следующем соотношении компонентов, мас.%: аморфный бор 18-30; карбид бора 20-15; тетрафтороборат калия 1-3; криолит 3-2; раствор ПВА9 - остальное.
Влияние состава обмазки на толщину боридного слоя
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| ОБМАЗКА ДЛЯ БОРОАЛИТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2459011C1 |
| Состав для борирования стальных изделий | 1981 |
|
SU1002402A1 |
| СПОСОБ БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ И СОСТАВ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1987 |
|
SU1452182A1 |
| СПОСОБ БОРОАЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 2001 |
|
RU2194793C1 |
| Состав для борирования стальных изделий | 1983 |
|
SU1084337A1 |
| Состав для борирования стальных деталей | 1981 |
|
SU986959A1 |
| Состав для защиты от окисления при термической обработке изделий | 1983 |
|
SU1164289A1 |
| СОСТАВ ОБМАЗКИ ДЛЯ БОРОВАНАДИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558710C1 |
