Изобретение относится к станкам, позволяющим изготавливать сегменты (витки) шнеков (шнековых реборд) из кольцевых заготовок, имеющих вид сегментов кольца или кольца с радиальным разрезом.
Известен станок для гибки витка шнека по заявке WO2013003903, включающий основание и средство зацепления, подвижно установленное на основании, причем средство зацепления выполнено с возможностью формирующего зацепления с заготовкой так, чтобы образовать виток из заготовки, соответствующий заданному шагу. При необходимости изготавливать витки шнека с разной геометрией (шаг, диаметр шнека) необходимо использовать набор плит (или матриц, выполненных в виде стальных закаленных плит в форме равнобедренных треугольников). Угол между боковыми сторонами треугольника может варьироваться от 40 до 80 градусов. То есть, для каждого угла требуется изготовление матриц, что приводит к повышенной трудоемкости изготовления оборудования, увеличивается время настройки оборудования при замене плит. Кроме того, необходимо применять измерительное приспособление, которое предварительно устанавливается на центральную пластину (при этом увеличивается время настройки оборудования).Трудоемкость изготовления связана также с необходимостью изготовления боковых пластин из-за крепления поддерживающих опор прямо напластинах.
Известен станок для гибки витка шнека (по патенту RU2697282, выбран в качестве прототипа изобретения), имеющий плиты, в которых выполнены направляющие (например, фрезерованием), в которых установлены пуансоны, формирующие виток шнека из кольцевой заготовки при ее обжиме между пуансонами. Плиты являются частями подвижной и неподвижной станины, подвижная станина соединена через гидроцилиндр с гидростанцией. Каждая плита снабжена двумя боковыми и одной центральной направляющей, с боковыми и с центральным пуансоном соответственно. Боковой пуансон выполнен в виде пластины и имеет форму прямоугольной трапеций с заточкой на косой стороне (угол заточки боковых пуансонов зависит от угла наклона боковых направляющих), центральный пуансон выполнен в виде пластины и имеет прямоугольную форму с заточкой на одной стороне. Плиты выполнены с возможностью установки боковых пуансонов под углом от 40° до 80° между ними, и центрального пуансона по биссектрисе этого угла. Боковые направляющие снабжены регулируемыми упорами для кольцевой заготовки. Угол наклона косой стороны бокового пуансона выбирается в зависимости от необходимой кривизны витка шнека. Известный станок предполагает использование набора стальных закаленных плит, выполненных в виде равнобедренных треугольников с углами между боковыми сторонами от 40 до 80 градусов, с фрезеровкой направляющих для установки в них пуансонов (формующих пластин) вдоль боковых сторон. То есть, изготовление плит требуется для каждого значения шага витка шнека, что приводит к повышенной трудоемкости и металлоемкости изготовления оборудования. Кроме этого, увеличивается время настройки оборудования при замене плит. Разный и несимметричный угол заточки боковых формующих пластин приводит повышенной трудоемкости их изготовления.
Техническими задачами заявляемого изобретения являются упрощение изготовления станка и упрощение его использования при необходимости изменения геометрических характеристик витка шнека (размеров заготовки и шага витка шнека). Техническим результатом является повышение технологичности изготовления станка для гибки витка шнека. Кроме того, достигается снижение металлоемкости его изготовления и упрощение настройки при эксплуатации.
Технический результат достигается в станке для гибки витка шнека, имеющем подвижную и неподвижную станины с направляющими, в которых установлены пуансоны, формирующие виток шнека из кольцевой заготовки при ее обжиме между пуансонами. Направляющие выполнены в виде отдельных деталей, например, в виде планок с пазами, которые могут быть закреплены на станинах в разных положениях, при которых изменяется угол между установленными в них пуансонами. Подвижная станина соединена через гидроцилиндр с гидростанцией. Подвижная и неподвижная станины могут быть снабжены плитами, при этом, направляющие закреплены на плитах с помощью крепежных элементов, помещенных в совмещающиеся крепежные отверстия, выполненные в плитах и в направляющих. Подвижная и неподвижная станины снабжены двумя боковыми и одной центральной направляющей, с боковыми и с центральным пуансоном соответственно. Боковой пуансон выполнен в виде пластины и имеет форму прямоугольной трапеций с симметричной заточкой на косой стороне, центральный пуансон выполнен в виде пластины и имеет прямоугольную форму с симметричной заточкой на одной стороне. Подвижная и неподвижная станины выполнены с возможностью установки боковых пуансонов под углом от 30° до 60° между ними, и центрального пуансона по биссектрисе этого угла. Боковые направляющие снабжены регулируемыми упорами для кольцевой заготовки.
Изобретение поясняется рисунками:
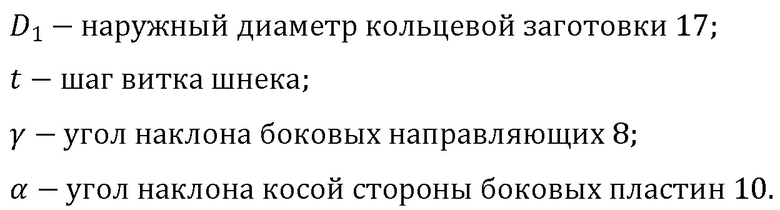
фиг. 1 - станок для гибки витка шнека;
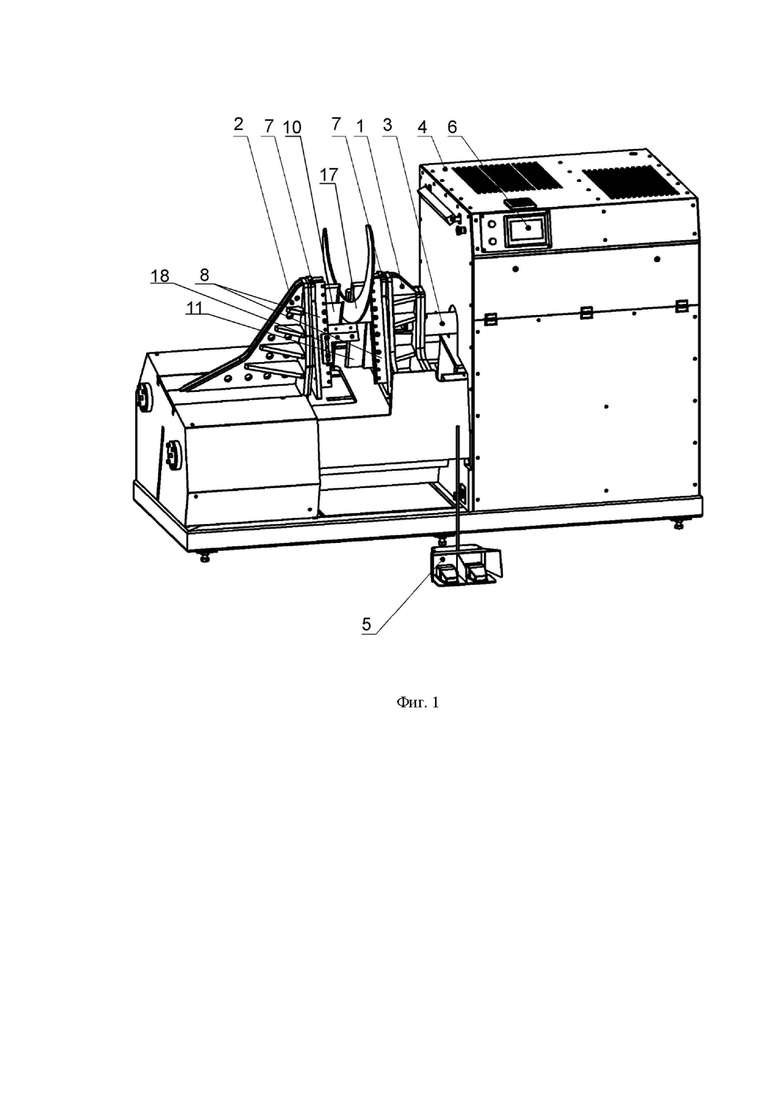
фиг. 2 – неподвижная станина, снабженная плитой, с закрепленными на ней направляющими, пуансонами, упорами;
фиг. 3 – профиль направляющей;
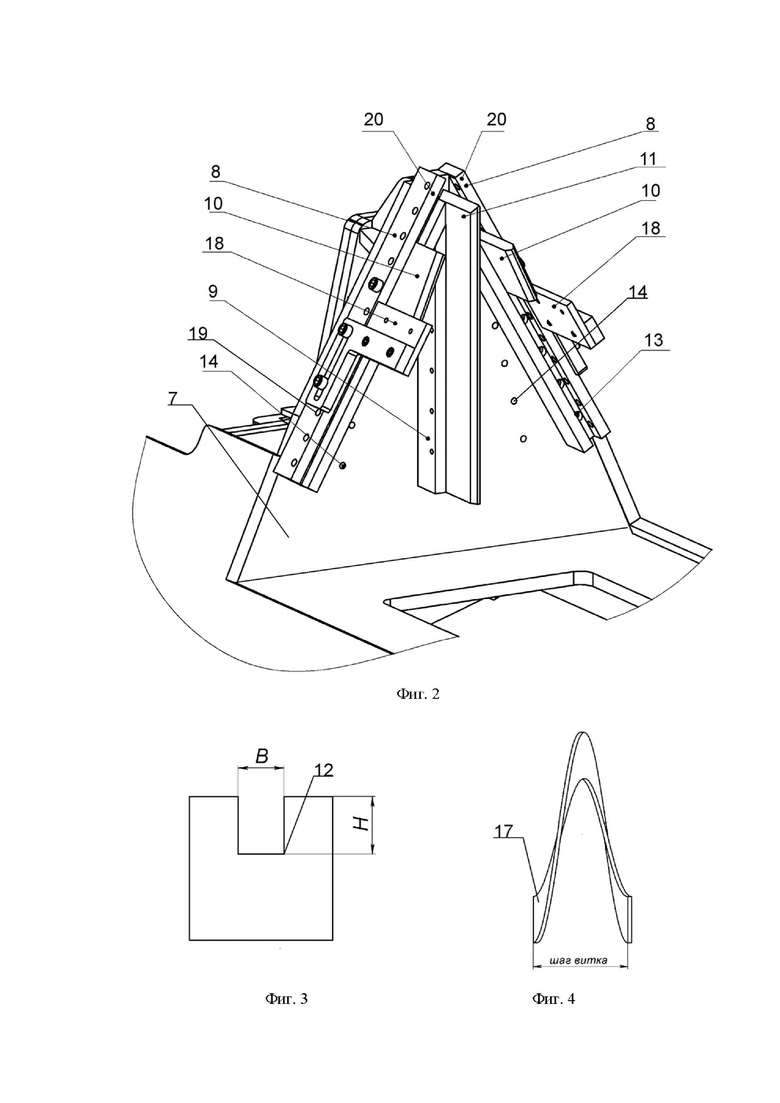
фиг. 4 - виток шнека;
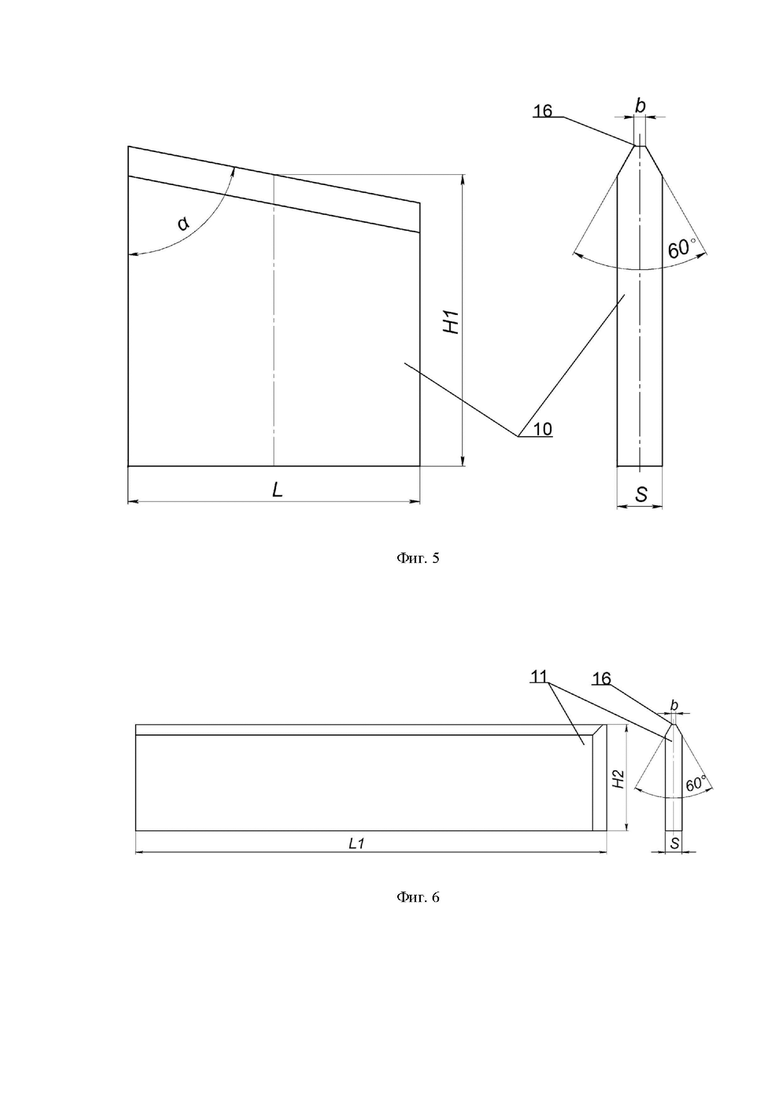
фиг. 5 – боковая пластина;
фиг. 6 – центральная пластина;
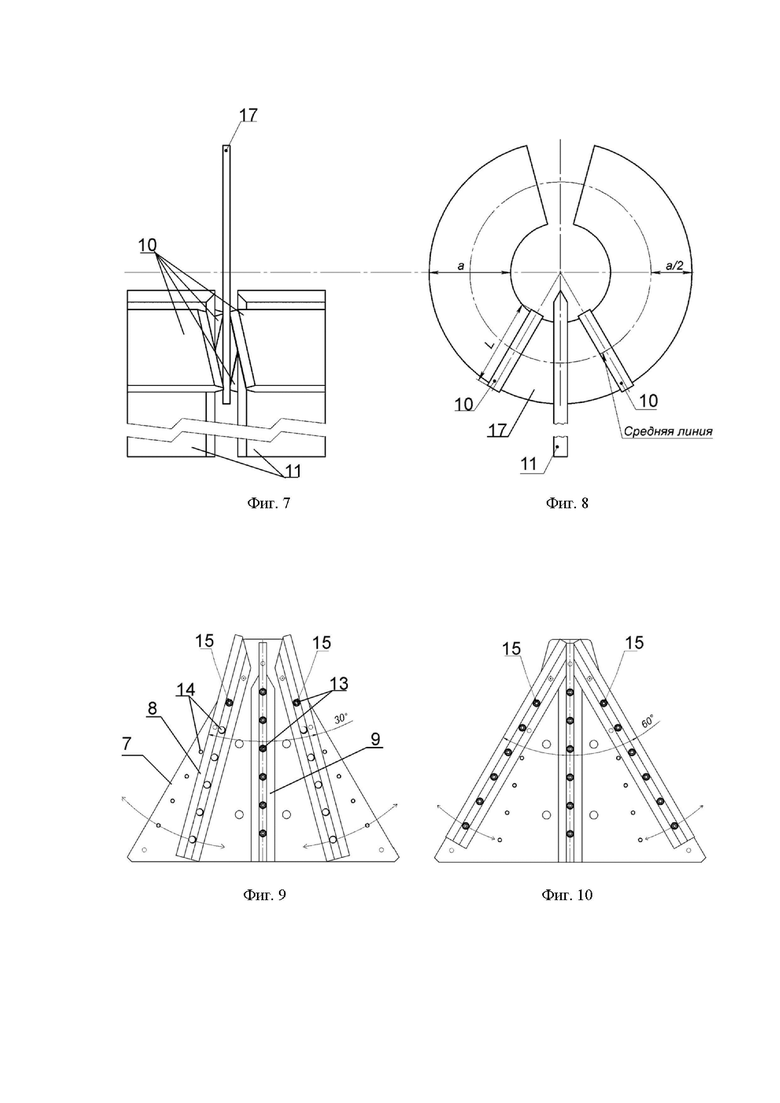
фиг. 7, 8 – взаимное расположение пуансонов, выполненных в виде пластин, и кольцевой заготовки при ее обжиме между пуансонами;
фиг. 9, 10 – расположение и регулировка направляющих на плите подвижной или неподвижной станины.
На фиг.1 показан общий вид станка для гибки витка шнека (далее, также – «станок»). Основой конструкции станка является подвижная и неподвижная станины 1, 2. Подвижная и неподвижная станины 1, 2 станка изготовлены из сваренных стальных листов высокой прочности и служат для размещения на них гибочного инструмента, оснастки. Подвижная станина 1 приводится в движение гидроцилиндром 3. На неподвижной станине 2 установлен корпус 4, в котором установлена гидростанция и блок управления, с возможностью ввода данных. На подвижной и неподвижной станинах 1, 2 закреплены направляющие 8, 9. В направляющих 8, 9 установлены пуансоны 10, 11.
Гибка витка шнека происходит при нажатии на педаль управления 5, которая приводит в движение подвижную станину 1 (подвижную часть станка) гидроцилиндром 3. При этом, подвижная станина 1 перемещается по алгоритму, заданному блоком управления станка, исходя из параметров, введенных в панель управления 6. Подвижная и неподвижная станины 1, 2 с направляющими 8, 9 взаимодействуют с кольцевой заготовкой 17, обжимая ее между пуансонами 10, 11 и формируя таким образом виток шнека (фиг. 4).
Подвижная и неподвижная станины 1, 2, как правило, снабжены плитами 7, являющиеся цельными или съемными частями подвижной и неподвижной станин 1, 2, в таком случае, направляющие 8, 9 закреплены на плитах 7. Плиты 7 имеют преимущественно форму трапеций (фиг. 2), которая определяется требуемыми положениями пуансонов 10, 11 для гибки витка шнека. Направляющие 8, 9 выполнены в виде отдельных деталей, преимущественно, в виде простых в изготовлении прямоугольных в поперечном сечении планок с прямоугольным направляющим пазом 12 (фиг. 3). Направляющие 8, 9 закреплены на плитах 7 с помощью крепежных элементов 13 (например, болтов с гайками), помещенных в совмещающиеся крепежные отверстия 14, выполненные в плитах 7 каждой из станин, подвижной и неподвижной, и в направляющих 8, 9. Крепежные отверстия 14 могут быть снабжены резьбой. Крепежные отверстия 14 могут выполняться в частях в подвижной и неподвижной станин 1, 2, выполненных и в иной форме, не обязательно в форме плит 7, выполнение таких частей 7 в форме плит является наиболее простой и технологичной в изготовлении. Каждая плита 7 может быть снабжена, например, двумя боковыми и одной центральной направляющей, 8 и 9 соответственно. В боковые и центральную направляющие 8, 9 на каждой плите 7 устанавливаются боковые и центральный пуансоны 10, 11, соответственно. Расположение крепежных отверстий 14 на плитах 7 определяет возможные положения направляющих 8, 9. Изменение этих положений приводит к изменению углов между установленными в них пуансонами 10, 11 (фиг. 9, 10). Например, верхние из крепежных элементов 13 на каждой боковой направляющей 8 остаются на месте и становятся центрами вращения 15 боковых направляющих 8, остальные крепежные элементы 13 устанавливаются в другие крепежные отверстия 14 на плите 7. Такое раздельное выполнение подвижной и неподвижной станин 1, 2 с плитами 7 и направляющих 8, 9, выполненных в виде отдельных деталей, позволяет отказаться от использования набора плит для всех необходимых углов между боковыми и центральным пуансонами 10, 11. Это упрощает изготовление станка, способного изготавливать витки шнеков с разной геометрией, снижается металлоемкость изготовления станка, снижается время, требуемое для настройки. Технологичность изготовления повышается благодаря исключению сложных операций по фрезерованию направляющих пазов 12 в подвижной и неподвижной станинах 1, 2.
Боковой пуансон 10 может быть выполнен в виде пластины (иначе - боковая пластина 10, фиг. 5), имеющей форму прямоугольной трапеций с двухсторонней симметричной заточкой на косой стороне. Острый угол α трапеции лежит в диапазоне от 50° до 85,5°, набор боковых пуансонов 10 выполняется с шагом 1,5° и зависит от требуемого шага витка шнека. Длина L боковых пластин 10 в наборе разная, от 60 до 800 мм с шагом 50 мм и зависит от реборды витка шнека а. Центральный пуансон 11 может быть выполнен в виде пластины (центральная пластина 11, фиг. 6) прямоугольной формы с двусторонней симметричной заточкой на одной стороне. Боковые и центральный пуансоны 10, 11 могут иметь и иную, более сложную, чем пластины форму. Пластины являются наиболее простыми в изготовлении. Высота H1 средней части (средняя линия) боковых пластин 10 равна высоте H2 центральной пластины 11. Длина боковых пластин 10 должна быть равна или больше высоты a реборды витка шнека (рис. 5), но при этом, длина центральной пластины 11 одинакова. Угол заточки боковых и центральных пластин 10, 11 может составлять, например, 60°, он обеспечивает пространство для деформации кольцевой заготовки 17. На сторонах с заточкой выполняется также верхняя площадка 16, чтобы избежать точечных деформаций на кольцевой заготовке 17. Симметричный угол заточки уменьшает трудоемкость изготовления всего набора пуансонов 10, 11.
Боковые направляющие 8 снабжены регулируемыми упорами 18 для кольцевой заготовки 17. Регулируемые упоры 18 представляют собой регулируемые по высоте кронштейны, которые предназначены для фиксации кольцевой заготовки 17 относительно пуансонов. В пазы 12 боковых направляющих 8 и в центральную направляющую 9 плит 7 подвижной и неподвижной станин 1, 2 устанавливается комплект пуансонов, включающий две пары боковых пластин 10 и пару центральных пластин 11. Взаимное расположение комплекта пуансонов на плитах 7, и кольцевой заготовки, показаны на фиг. 7, 8 – они располагаются симметрично, таким образом, чтобы при обжатии кольцевой заготовки 17 происходило формирование витка шнека (фиг. 7). Например, пары боковых пластин 10 и пара центральных пластин 11 устанавливаются на плитах 7 друг на против друга так, что обращенные друг к другу стороны с заточкой 16 оказываются попарно параллельными. Такое их расположение является не единственно возможным, оно обуславливает простоту изготовления и эксплуатации, а также, с надежностью, связанными с симметрией и равномерным распределением усилий между частями станка.
При гибке витка шнека, средняя линия боковых пуансонов 10 должна совпадать с серединой реборды витка шнека. Для установки регулируемых упоров 18 и боковых пуансонов 10, на боковых направляющих 8 отгравирована линейка 20. Закрепление регулируемых упоров 18 и боковых пуансонов 10 в боковых направляющих 8 происходит, например, болтами, через отверстия 19, выполненные в перечисленных деталях (показано на фиг. 2).
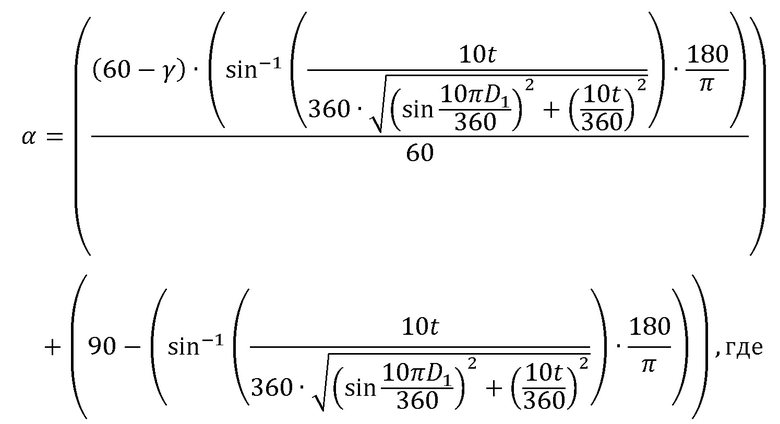
Плиты 7 выполнены с возможностью установки боковых пуансонов 10 под углом от 30° до 60° между ними, и центрального пуансона 11 по биссектрисе этого угла. Угол наклона боковых направляющих 8 зависит от наружного диаметра кольцевой заготовки 17: чем больше наружный диаметр кольцевой заготовки 17, тем меньше угол наклона. Это объясняется тем, что при одних и тех же габаритах станка можно изготовить большой диапазон размеров витков шнека. Диапазон углов 30° и 60° выбран исходя из оптимальных габаритных размеров станка. При углах меньше 30° повышается необходимое усилие для гибки кольцевой заготовки 17, а при углах больше 60°, увеличиваются габариты станка. Угол наклона косой стороны боковых пластин 10 вычисляется по формуле:
В прототипе угол заточки разных комплектов пуансонов 10, 11 зависит от угла наклона боковых направляющих 8, то есть для каждого угла наклона нужны боковые пластины 10 с другим углом заточки. Кроме этого, эти боковые пластины 10 имеют разный угол наклона косой стороны. Это связано с произвольным положением кольцевой заготовки 17 перед обжатием. В станке по настоящему изобретению углы заточки боковых пластин 10 одинаковые и симметричные, и не зависят от угла наклона боковых направляющих 8. Это обусловлено тем, что кольцевая заготовка благодаря регулируемым упорам 18 устанавливается перпендикулярно к оси перемещения подвижной станины 1. Угол заточки выбран исходя из оптимальных параметров. Следовательно, они ничем не отличаются в комплекте (комплект включает 4 боковые пластины 10) для угла наклона 30° и 60°, это упрощает изготовление станка с необходимым набором комплектов.
Ниже приведен пример изготовления витка шнека.
Наружный диаметр витка шнека 350 мм, внутренний диаметр витка 114 мм, шаг витка 250 мм, толщина витка 8 мм.
1. Создают трехмерную цифровую модель витка шнека с данными параметрами. Извлекают развертку и вырезаюткольцевую заготовку из листового металла.
Наружный диаметр кольцевой заготовки 385 мм, внутренний диаметр кольцевой заготовки 149 мм, угол выреза 24°.
2. В блок управления станка вводятся данные кольцевой заготовки и витка шнека, выбирают угол наклона боковых направляющих 8.
3. Исходя из введенных параметров, блок управления станка рассчитывает следующие данные: координаты установки регулируемых упоров 18, координаты установки боковых пуансонов 10, наклон косой стороны и длину боковых пуансонов 10.
4. После настройки станка, перемещая подвижную станину 1 с помощью педали управления 5, фиксируют кольцевую заготовку 17 между всеми пуансонами 10, 11, совмещая край выреза боковым пуансоном 10, перпендикулярно к оси перемещения подвижной станины 1 и обнуляют значение координаты. Это будет нулевое значение, от которого начинается величина прогиба.
5. Далее, нажимают на педаль управления 5, и, вращая кольцевую заготовку 17 на регулируемых упорах 18, прогибают между пуансонами, совмещая каждую последнюю риску, оставленную от боковых пуансонов 10 по ходу вращения, с центральным пуансоном 11. При этом, подвижная станина 1 совершает возвратно-поступательное движение согласно расчетам блока управления при однократном нажатии на педаль управления 5.
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении витков шнеков гибкой из кольцевых заготовок. Станок для гибки витка шнека содержит подвижную и неподвижную станины с плитами, каждая из которых имеет две боковые и одну центральную направляющие. В направляющих установлены, соответственно, боковые и центральный пуансоны, обеспечивающие формирование витка шнека из кольцевой заготовки путем ее гибки. Боковые направляющие выполнены в виде планок с пазом, которые могут быть закреплены на плитах в разных положениях, при которых изменяется угол между установленными в них пуансонами. В результате обеспечивается повышение технологичности изготовления станка, снижение его металлоемкости и упрощение настройки при необходимости изменения геометрических характеристик витка. 5 з.п. ф-лы, 10 ил., 1 пр. 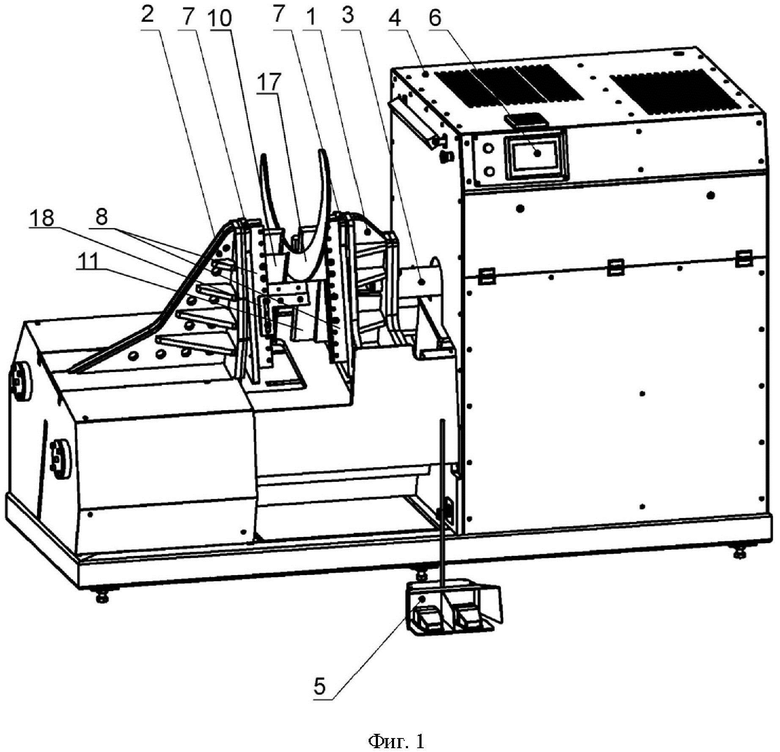
1. Станок для гибки витка шнека, содержащий подвижную и неподвижную станины с плитами, каждая из которых имеет две боковые и одну центральную направляющие, в которых установлены, соответственно, боковые и центральный пуансоны для формирования витка шнека из кольцевой заготовки путем ее гибки, боковые направляющие выполнены в виде планок с пазом, которые могут быть закреплены на плитах в разных положениях, при которых изменяется угол между установленными в них пуансонами.
2. Станок по п.1, характеризующийся тем, что подвижная станина соединена через гидроцилиндр с гидростанцией.
3. Станок по п.1, характеризующийся тем, что направляющие закреплены на плитах с помощью крепежных элементов, помещенных в совмещающиеся крепежные отверстия, выполненные в плитах и в направляющих.
4. Станок по п.1, характеризующийся тем, что боковой пуансон выполнен в виде пластины и имеет форму прямоугольной трапеции с симметричной заточкой на косой стороне, центральный пуансон выполнен в виде пластины и имеет прямоугольную форму с симметричной заточкой на одной стороне.
5. Станок по п.1, характеризующийся тем, что выполнен с возможностью установки боковых пуансонов под углом от 30 до 60° между ними и центрального пуансона по биссектрисе этого угла.
6. Станок по п.1, характеризующийся тем, что боковые направляющие снабжены регулируемыми упорами для кольцевой заготовки.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Станок формирования спирали шнека | 2018 |
|
RU2697282C1 |
| Способ изготовления витков шнеков и штамп для осуществления этого способа | 1977 |
|
SU733784A1 |
| US 20190099794 A1, 04.04.2019. | |||

