Область техники, к которой относится изобретение
Настоящее изобретение относится к бесшовной трубе из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования и, более конкретно, относится к бесшовной трубе для нефтепромыслового трубного оборудования, которая обладает высокой прочностью, такой как предел текучести, равный 110 килофунт/дюйм2 (758 МПа) или более, и повышенной низкотемпературной ударной вязкостью, а также к способу производства бесшовной трубы из мартенситной нержавеющей стали.
Уровень техники
С учетом ожидаемых в ближайшем будущем резкого роста цен на сырую нефть и истощения нефтяных природных ресурсов в последние годы интенсивно разрабатывались, в частности, глубокие нефтяные скважины; нефтяные и газовые скважины с сильно агрессивной окружающей средой, содержащей диоксид углерода, ионы хлора и т.п.; и нефтяные скважины с затрудняющей бурение внешней средой, такие как скважины, расположенные в холодных регионах или на морском дне, на которые ранее не обращали внимания. Для использования в названных выше условиях необходимо такое нефтепромысловое трубное оборудование, которое бы включало материал, обладающий одновременно высокой прочностью, повышенной стойкостью к коррозии, а также повышенной ударной вязкостью.
До настоящего времени в нефтяных и газовых скважинах с окружающей средой, содержащей диоксид углерода (СO2), ионы хлора (Сl-) и т.п. для бурильных операций в качестве нефтепромыслового оборудования часто используют трубу из мартенситной нержавеющей стали, содержащей 13% Сr.
В частности, в непрошедшей экспертизу патентной заявке JP 2002-363708 предложена мартенситная нержавеющая сталь, пригодная для использования для нефтепромыслового трубного оборудования, которая содержит от 0,01 до 0,1% С, от 9 до 15% Сr и 0,1% или менее N, сталь обладает высокой ударной вязкостью, даже несмотря на то что она имеет относительно высокое содержание С и обладает высокой прочностью. Согласно раскрытому в документе JP 2002-363708 способу, когда количество присутствующих в первично-аустенитных межзеренных границах карбидов снижается до 0,5 об.% или ниже, максимальная малая ось карбидов устанавливается равной от 10 до 200 нм, отношение между средней концентрацией Сr и средней концентрацией Fe в карбидах устанавливается равным от 0,4 или ниже, прекращается выделение карбида типа М23С6, и преобладающим образом выделяется карбид типа М3С, причем ударная вязкость может быть значительно улучшена. С целью регулирования структуры и состава названных выше карбидов в требуемом диапазоне, согласно раскрытому в документе JP 2002-363708 способу, после горячей обработки осуществляется охлаждение на воздухе (самопроизвольное охлаждение), причем охлаждение на воздухе (самопроизвольное охлаждение) осуществляется либо после растворной обработки, либо вслед за воздушным (самопроизвольным) охлаждением, осуществляемым после растворной обработки, проводится отпуск при низкой температуре, равной 450°С или ниже.
Сущность изобретения
При осуществлении способа согласно документу JP 2002-363708, если после горячей прокатки осуществляется только охлаждение на воздухе (самопроизвольное охлаждение) или если только охлаждение на воздухе (самопроизвольное охлаждение) осуществляется после растворной обработки, возникает проблема, состоящая в том, что невозможно одновременно получить и желаемую прочность категории 110 килофунт/дюйм2 по пределу текучести (758-862 МПа) и повышенную низкотемпературную ударную вязкость. Кроме того, чтобы обеспечить прочность порядка 110 килофунт/дюйм2 по пределу текучести с помощью способа, раскрытого в документе JP 2002-363708, содержание С должно быть установлено равным 0,01 мас.% или более. Однако если содержание С устанавливается равным 0,01 мас.% или более, низкотемпературная ударная вязкость ухудшается, и повышенная низкотемпературная ударная вязкость, имеющая температуру перехода к разрыву -60°С или ниже, к сожалению, не может быть обеспечена. Кроме того, когда раскрытый в документе JP 2002-363708 способ применяется в отношении стальной трубы таким образом, чтобы осуществить низкотемпературный отпуск при 450°С или ниже, во время правки, проводимой непосредственно после окончания нагрева в операции отпуска, возникает рабочее напряжение, создавая проблему, состоящую в увеличении разброса характеристик стальной трубы.
Настоящее изобретение выполнено для решения описанных выше технических проблем, и целью настоящего изобретения является создание бесшовной стальной трубы для нефтепромыслового трубного оборудования, которая одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, и создание надежного способа производства бесшовной стальной трубы. При этом «повышенная низкотемпературная ударная вязкость» в настоящем изобретении относится к случаю, в котором температура перехода к разрыву (vTrs) в ударном тесте Шарли равна -60°С или ниже.
Для достижения указанной выше цели авторы настоящего изобретения провели интенсивные исследования влияния состава компонентов стали и условий ее термообработки на изменение ударной вязкости с повышением прочности трубы из мартенситной нержавеющей 13Сr-стали. В результате было обнаружено, что в системе компонентов, в которой содержание С составляет ниже 0,010 мас.%, содержание Сr находится на относительно низком уровне, например приблизительно до 11% Сr, а содержание Ni также находится на относительно низком уровне, например до 4,0% или менее, после проведения соответствующей операции отпуска, в которой нагрев производится до температуры отпуска в пределах от 450 до 550°С, с последующим охлаждением, даже без добавления Мо может быть обеспечена высокая прочность категории 110 килофунт/дюйм2 по пределу текучести, а также получена ударная вязкость с температурой vTrs, равной -60°С или ниже. Прежде всего, будут описаны результаты базовых экспериментов, проведенных авторами настоящего изобретения.
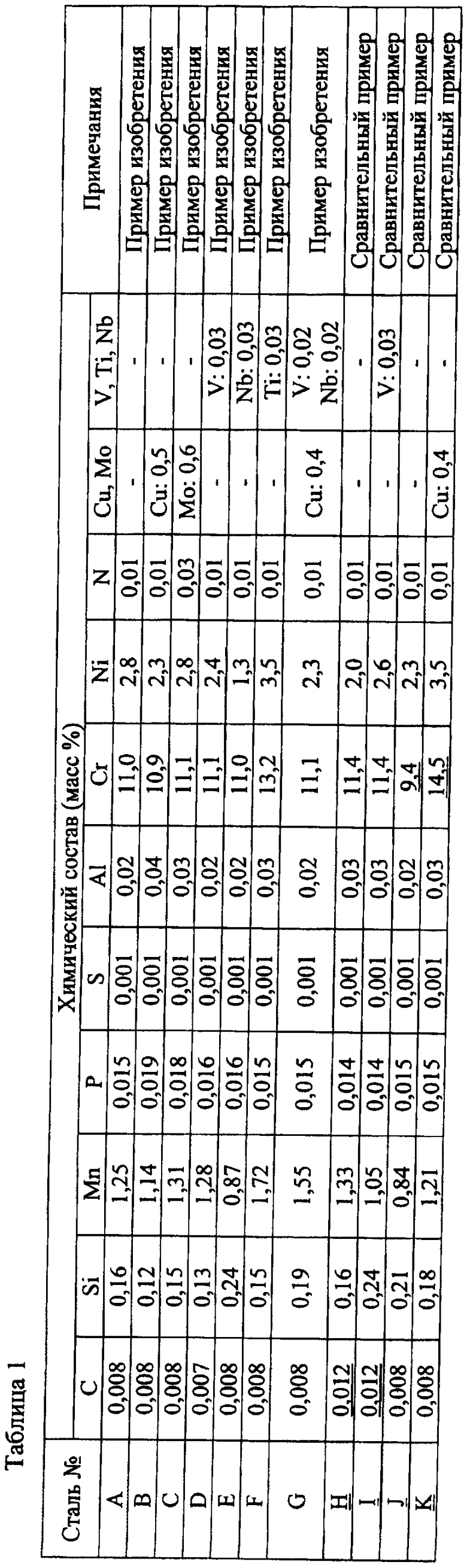
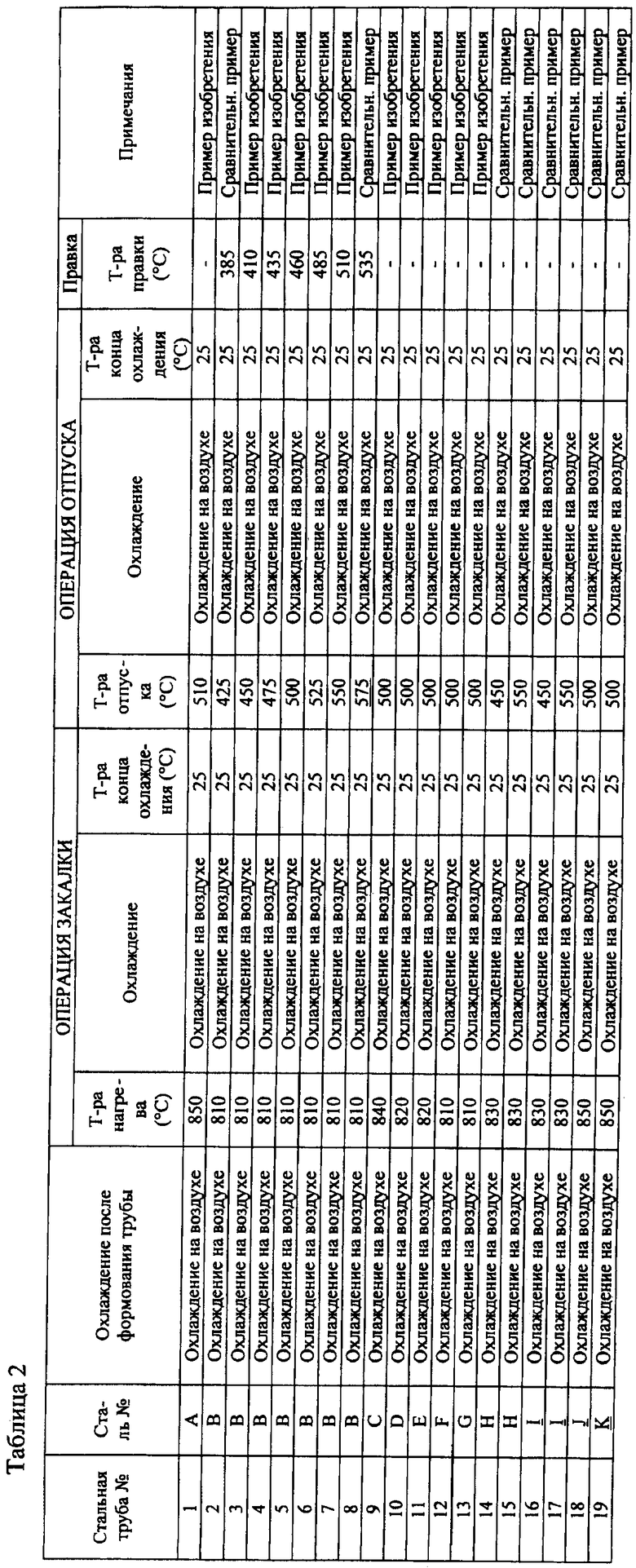
После завершения операции закалки (810°С в течение 15 мин), проведенной на бесшовной стальной трубе, выполненной из стали, в состав которой входят (в мас.%): 0,008% С, 0,12% Si, 1,14% Mn, 0,019% P, 0,001% S, 0,04% Al, 10,9% Сr, 2,3% Ni, 0,5% Сu, 0,01% N и остальное Fe, была проведена операция отпуска таким образом, чтобы нагрев осуществлялся при температуре в пределах от 425 до 575°С, после чего было осуществлено самопроизвольное охлаждение. Кроме того, во время охлаждения в процессе отпуска проводилась операция правки. На полученной бесшовной стальной трубе были проведены испытание на растяжение и ударный тест Шарпи, с помощью которых были измерены характеристики растяжения (предел текучести YS и прочность на растяжение TS) и низкотемпературная ударная вязкость (температура перехода к разрыву vTrs). Полученные результаты показаны на чертеже. Как следует из чертежа, при данном составе компонентов, когда отпуск после операции закалки производится при температуре в пределах от более чем 450 до 550°С, высокая ударная вязкость и высокая прочность могут быть получены одновременно. Иными словами, обнаружено, что даже при использовании состава с 11% Сr - 2% Ni, когда отпуск после операции закалки производится при температуре в пределах от более чем 450 до 550°С, можно надежно обеспечить высокую ударную вязкость с температурой vTrs, равной -60°С или ниже, и высокую прочность порядка 110 килофунт/дюйм2 по пределу текучести. На основании этих фактов были дополнительно проведены интенсивные исследования, результатом которых стало настоящее изобретение. Ниже приводится краткое изложение настоящего изобретения.
(1) Бесшовная труба из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования выполнена из стали, состав которой включает (в мас.%) менее 0,010% С, 1,0% или менее Si, от 0,1 до 2,0% Мn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, от 10 до 14% Сr, от 0,1 до 4,0% Ni, 0,05% или менее N и остальное Fe и неизбежные примеси. Бесшовная труба из мартенситной нержавеющей стали обладает одновременно высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, имеющей согласно ударному тесту Шарпи температуру перехода к разрыву vTrs, равную -60°С или ниже.
(2) Бесшовная труба из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования согласно (1) выполнена из стали, состав которой дополнительно включает (в мас.%) по меньшей мере один из элементов из группы: Сu 2,0% или менее и Мо 2,0% или менее.
(3) Бесшовная труба из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования согласно (1) или (2) выполнена из стали, состав которой дополнительно включает (в мас.%) по меньшей мере один из элементов из группы: V 0,1% или менее, Nb 0,1% или менее и Ti 0,1% или менее.
(4) Способ производства бесшовной трубы из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования, которая одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, включает в себя: проведение операции закалки на бесшовной трубе из нержавеющей стали, имеющей состав, который включает (в мас.%) менее 0,010% С, 1,0% или менее Si, от 0,1 до 2,0% Мn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, от 10 до 14% Сr, от 0,1 до 4,0% Ni, 0,05% или менее N и остальное Fe и неизбежные примеси, причем в операции закалки после проведения нагрева до температуры нагрева для закалки, такой же или более высокой, чем температура перехода Ас3, осуществляют охлаждение от температуры нагрева для закалки до температуры в пределах от 100°С и ниже со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе; и проведение операции отпуска, в которой вслед за операцией закалки осуществляется нагрев до температуры отпуска в пределах от более чем 450°С до 550°С с последующим охлаждением.
(5) Способ производства бесшовной трубы из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования согласно (4), в котором труба выполнена из стали, состав которой дополнительно включает (в мас.%) по меньшей мере один из элементов из группы: Сu 2,0% или менее и Мо 2,0% или менее.
(6) Способ производства бесшовной трубы из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования согласно (4) или (5), в котором труба выполнена из стали, состав которой дополнительно включает (в мас.%) по меньшей мере один из элементов из группы: V 0,1% или менее, Nb 0,1% или менее и Ti 0,1% или менее.
(7) Способ производства бесшовной трубы из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования согласно одному из (4)-(6), в котором во время охлаждения в операции отпуска проводится операция правки в диапазоне температур от 400°С и выше.
Согласно настоящему изобретению бесшовная стальная труба для нефтепромыслового трубного оборудования, которая одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, температурой перехода к разрыву vTrs, равной -60°С или ниже, может быть легко и при этом надежно изготовлена, в результате чего могут быть получены значительные промышленные преимущества.
Краткое описание чертежей
Чертеж - график, демонстрирующий зависимость от температуры отпуска предела текучести (YS), прочности на растяжение (TS) и температуры перехода к разрыву (vTrs).
Осуществление изобретения
Прежде всего будет описан способ производства бесшовной стальной трубы для нефтепромыслового трубного оборудования. В настоящем изобретении в качестве исходного материала используется бесшовная труба из нержавеющей стали, состав которой включает менее 0,010% С, 1,0% или менее Si, от 0,1 до 2,0% Мn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, от 10 до 14% Сr, от 0,1 до 4,0% Ni, 0,05% или менее N и остальное Fе и неизбежные примеси. Далее «мас.%» будут просто обозначаться «%». Вначале будут описаны причины ограничений в составе исходного материала.
С: менее 0,010%
С является важным элементом в отношении прочности мартенситной нержавеющей стали и с целью обеспечения требуемой прочности его содержание составляет 0,003% или более. Однако когда его содержание равно 0,010% или более, появляется вероятность ухудшения ударной вязкости, а также стойкости к коррозии. В связи с этим содержание С в настоящем изобретении ограничено величиной менее 0,010%. При этом, чтобы надежно обеспечивать прочность и ударную вязкость, содержание С преимущественно лежит в пределах от 0,003 до 0,008%.
Si: 1,0% или меньше
Si является элементом, функционирующим в качестве раскисляющего агента в обычном сталелитейном процессе, и в настоящем изобретении его содержание составляет 0,1% или более. Однако если его содержание больше 0,1%, происходит ухудшение ударной вязкости и ухудшается также обрабатываемость в горячем состоянии. По этой причине содержание Si ограничено 1,0% или меньше. При этом содержание Si преимущественно лежит в пределах от 0,1 до 0,3%.
Мn: от 0,1 до 2,0%
Мn является элементом, повышающим прочность, и, чтобы обеспечить прочность, необходимую для стальной трубы для нефтепромыслового трубного оборудования, содержание Мn в настоящем изобретении должно составлять 0,1% или более. Однако если его содержание больше 2,0%, это отрицательно влияет на ударную вязкость. По этой причине содержание Мn ограничено пределами от 0,1 до 2,0%. При этом содержание Мn преимущественно лежит в пределах от 0,5 до 1,5%.
Р: 0,020% или менее
Р является элементом, ухудшающим стойкость к коррозии, в частности стойкость к коррозии от СO2, по причине чего его содержание в настоящем изобретении уменьшают в как можно большей степени. Однако чрезмерное уменьшение может привести к повышению себестоимости. В качестве пределов, в которых стойкость к коррозии, в частности стойкость к СО2-коррозии, не ухудшается и в которых снижение содержания Р может производиться в промышленности при относительно низких расходах, используют ограничение содержания Р до 0,020% или менее. При этом предпочтительное содержание Р составляет 0,015% или менее.
S: 0,010% или менее
S является элементом, который значительно ухудшает обрабатываемость в горячем состоянии в процессе производства трубы, и его содержание преимущественно уменьшают в как можно большей степени. Однако если содержание S уменьшается до 0,010% или менее, изготовление трубы может производиться обычным способом и по этой причине содержание S ограничивается до 0,010% или менее. При этом предпочтительное содержание S составляет 0,003% или менее.
Аl: 0,10% или менее
Аl является элементом, обладающим сильной раскисляющей функцией, и, чтобы получить такой эффект, содержание Аl должно быть преимущественно равным 0,001% или более. Однако если содержание Аl больше 0,10%, это отрицательно влияет на ударную вязкость. По этой причине содержание Аl ограничивается до 0,10% или менее. При этом предпочтительное содержание Аl составляет 0,05% или менее.
Сr: от 10 до 14%
Сr является элементом, улучшающим стойкость к коррозии за счет образования пассивирующей пленки, и в то же время является элементом, в особенности способствующим эффективному повышению стойкости к СO2-коррозии и стойкости к трещинообразованию в результате напряжений, возникающих от СО2-коррозии. Если содержание Сr равно 10% или более, может быть обеспечена стойкость к коррозии, необходимая для стальной трубы для нефтепромыслового трубного оборудования, и по этой причине нижний предел в настоящем изобретении устанавливается равным 10%. С другой стороны, если содержание Сr велико, например больше 14%, то, поскольку легко образуется феррит, с целью надежного обеспечения мартенситной фазы или предотвращения ухудшения обрабатываемости в горячем состоянии необходимо добавлять большое количество дорогостоящего образующего аустенит элемента, в результате чего могут возникать проблемы экономического характера. По этой причине содержание Сr ограничивают пределами от 10 до 14%. При этом с целью обеспечения более стабильной микроструктуры и обрабатываемости в горячем состоянии содержание Сr преимущественно выбирают в пределах от 10,5 до 11,5%.
Ni: от 0,1 до 4,0%
Ni обладает функцией усиливать пассивирующую пленку и является элементом, повышающим стойкость к коррозии, в частности стойкость к СO2-коррозии. С целью получения описанного выше эффекта содержание Ni должно быть равным 0,1% или более. С другой стороны, когда содержание Ni больше 4,0%, эффект улучшения насыщается, и в результате этого неизбежно повышается себестоимость производства. По этой причине содержание Ni ограничивают пределами от 0,1 до 4,0%. При этом предпочтительное содержание Ni составляет от 1,5 до 3,0%.
N: 0,05% или меньше
N является элементом, значительно улучшающим стойкость к питтингу, и, если содержание N равно 0,003% или более, описанный выше эффект становится значительным. С другой стороны, если содержание N выше 0,05%, образуются различные нитриды и в результате этого ухудшается ударная вязкость. По этой причине содержание N ограничено до 0,05% или менее. При этом предпочтительное содержание N составляет от 0,01 до 0,02%.
Хотя описанные выше компоненты являются базовыми компонентами исходного материала согласно настоящему изобретению, кроме этих описанных выше базовых компонентов в стали может также содержаться по меньшей мере один компонент, выбранный из группы, состоящей из Сu: 2,0% или менее и Мо: 2,0% или менее, и/или по меньшей мере один компонент, выбранный из группы, состоящей из V: 0,10% или менее, Nb: 0,10% или менее и Ti: 0,10% или менее.
По меньшей мере один элемент, выбранный из группы, состоящей из Сu: 2,0% или менее и Мо: 2,0% или менее
Каждый из Сu и Мо является элементом, обладающим функцией повышения стойкости к коррозии, и, в случае необходимости, по меньшей мере один из них может быть выбран и включен в состав стали.
Сu является элементом, обладающим функцией повышать стойкость к питтингу за счет упрочнения пассивирующей пленки, и, чтобы получить описанный выше эффект, содержание Сu должно быть преимущественно равным 0,2% или более. С другой стороны, когда содержание Сu больше 0,2%, Сu частично выделяется, и в результате этого ударная вязкость ухудшается. Таким образом, когда присутствует Сu, ее содержание преимущественно ограничивают до 2,0% или менее. При этом более предпочтительно, чтобы содержание Сu было в пределах от 0,2 до 1,0%.
Далее, Мо является элементом, обладающим функцией повышать стойкость к питтингу, обусловленному Сl-, и для того, чтобы получить указанный выше эффект, содержание Мо должно быть преимущественно равным 0,2% или более. С другой стороны, когда содержание Мо больше 0,2%, не только уменьшается прочность, но повышается к тому же себестоимость материала. По этой причине содержание Мо преимущественно ограничивают до 2,0% или менее. При этом более предпочтительно, чтобы содержание Мо было в пределах от 0,2 до 1,0%.
По меньшей мере один элемент, выбранный из группы, состоящей из V: 0,1% или менее, Nb: 0,1% или менее и Ti: 0,1% или менее
V, Nb и Ti являются компонентами, повышающими прочность, и, в случае необходимости, по меньшей мере один из них может быть выбран и включен в состав стали.
Для получения описанного выше эффекта преимущественно присутствует по меньшей мере один из V: 0,02% или более, Nb: 0,01% или более и Ti: 0,02% или более. С другой стороны, когда присутствует по меньшей мере один из V: 0,1% или более, Nb: 0,1% или более и Ti: 0,1% или более, ухудшается ударная вязкость. По этой причине в случае их присутствия содержание каждого из V, Nb и Ti ограничивают до 0,10% или менее. При этом более предпочтительно, чтобы содержание V было в пределах от 0,02 до 0,05%, содержание Nb от 0,01 до 0,05% и содержание Ti от 0,02 до 0,05%.
Остальным в составе стали в дополнение к указанным выше компонентам являются Fe и неизбежные примеси. При этом в качестве неизбежных примесей может содержаться 0,010% или менее О.
Хотя в настоящем изобретении способ производства исходного материала, имеющего указанный выше состав, в особой степени не ограничен, предпочтительно, чтобы после образования расплавленной стали, обладающей указанным выше составом, с помощью какого-либо широко известного сталеплавильного способа, например с использованием конвертера, электропечи, вакуумной плавильной печи и т.п., был бы сформован стальной трубный материал, например сутунка, с помощью какого-либо обычного способа, такого как способ непрерывного литья или способ получения слитков или прокатки в блюмы. Далее, стальной трубный материал нагревают и подвергают горячей обработке с использованием обычного производственного типа процесса Маннесманна на стане для прокатки бесшовных труб на оправке или процесса Маннесманна на стане для прокатки бесшовных труб на дорне, в результате чего образуется бесшовная стальная труба требуемого размера, причем эту бесшовную стальную трубу используют преимущественно в качестве исходного материала. Наряду с этим, бесшовная стальная труба может быть также изготовлена способом горячей экструзии с использованием пресса. После образования трубы бесшовную стальную трубу охлаждают преимущественно до комнатной температуры со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе.
Исходный материал (бесшовную стальную трубу) вначале подвергают операции закалки.
Операция закалки настоящего изобретения представляет собой обработку, в которой после проведения повторного нагрева до некоторой температуры нагрева для закалки, равной или более высокой, чем температура превращения Ас3, осуществляют охлаждение от температуры нагрева для закалки до температурного диапазона 100°С или ниже со скоростью охлаждения, такой же или более высокой, чем скорость охлаждения на воздухе. В результате может быть получена тонкая мартенситная микроструктура. Если температура нагрева для закалки ниже температуры превращения Ас3, то, поскольку нагрев не может проводиться до аустенитной монофазной области и достаточно мартенситная микроструктура при последующем охлаждении получена быть не может, не может быть обеспечена и требуемая прочность. По этой причине температуру нагрева для закалки при операции закалки ограничивают до температуры, равной или более высокой, чем температура превращения Ас3. При этом температура нагрева преимущественно равна 950°С или ниже. Охлаждение от температуры нагрева закалки ведется до температурного диапазона 100°С или ниже со скоростью охлаждения, такой же или более высокой, чем скорость охлаждения на воздухе. Поскольку исходный материал настоящего изобретения характеризуется высокой закаливаемостью, когда охлаждение ведется до температурного диапазона 100°С или ниже со скоростью охлаждения, примерно равной скорости охлаждения на воздухе, может быть получена достаточно закаленная микроструктура (мартенситная микроструктура). При этом с целью равномерного нагрева время выдержки при температуре нагрева для закалки устанавливают преимущественно на 10 мин или более.
Подвергнутую операции закалки бесшовную стальную трубу подвергают затем операции отпуска. Операция отпуска в настоящем изобретении является важной обработкой для обеспечения повышенной низкотемпературной ударной вязкости. Операция отпуска настоящего изобретения определяется как обработка, в которой после того, как нагрев проводится до температуры отпуска в пределах от более чем 450°С до 550°С и осуществляется выдерживание в течение 30 мин или более, проводится охлаждение преимущественно до комнатной температуры и преимущественно со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе. В результате этого может быть получена бесшовная стальная труба, которая одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью с температурой vTrs -60°C или ниже. Если температура отпуска равна 450°С или ниже, то, поскольку в этом случае отпуск недостаточен, ударная вязкость ухудшается, и в результате этого высокая прочность и высокая ударная вязкость одновременно получены быть не могут. С другой стороны, если температура отпуска выше 550°С, то наряду с уменьшением прочности из-за того, что границы зерен становятся хрупкими, появляется тенденция к межзеренному разрыву и ухудшается также ударная вязкость, в результате чего высокая прочность и высокая ударная вязкость одновременно получены быть не могут. Температура отпуска лежит предпочтительно в пределах от 500 до 550°С. Кроме того, для того чтобы надежно сохранять названные свойства, время выдержки при температуре отпуска устанавливают преимущественно равным 30 мин или более. При этом охлаждение от температуры отпуска преимущественно проводят со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе.
В случае необходимости операция правки для устранения дефектов формы трубы может в настоящем изобретении проводиться во время охлаждения в операции отпуска.
Операцию правки проводят преимущественно в диапазоне температур от 400°С и выше. Если температура операции правки ниже 400°С, то при проведении правки на стальную трубу воздействуют локальной нагрузкой, в результате чего возникает вероятность разброса механических характеристик. По этой причине принято решение проводить операцию правки в пределах температур от 400°С и выше.
Бесшовная стальная труба, изготовленная с помощью описанного выше способа производства, представляет собой бесшовную трубу из мартенситной нержавеющей стали, которая имеет описанный выше состав и которая одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью и имеет, в соответствии с ударным тестом Шарли, температуру перехода к разрыву vTrs, равную -60°С или ниже. Кроме того, эта бесшовная труба из мартенситной нержавеющей стали обладает микроструктурой, включающей в качестве основной фазы отпущенную мартенситную фазу. Таким образом, в качестве нефтепромыслового трубного оборудования может быть получена стальная труба, которая одновременно обладает требуемой высокой прочностью и требуемой высокой ударной вязкостью, обладая при этом также достаточной стойкостью к коррозии.
Примеры
После проведения дегазации разных типов расплавленной стали, имеющих составы, указанные в таблице 1, с помощью метода непрерывного литья получают слябы и с помощью прокатки повторно нагретых слябов получают сутунки (размером 207 мм в диаметре), представляющие собой материалы для стальных труб. После нагрева материалов для стальных труб и формования их в трубы путем горячей обработки с использованием производственного процесса типа Маннесманна проводится охлаждение, в результате чего получают бесшовные стальные трубы (внешний диаметр 177,8 мм, толщина стенки 12,7 мм).
Полученные таким образом бесшовные стальные трубы подвергают операции закалки и операции отпуска и затем, в случае необходимости, подвергают операции правки.
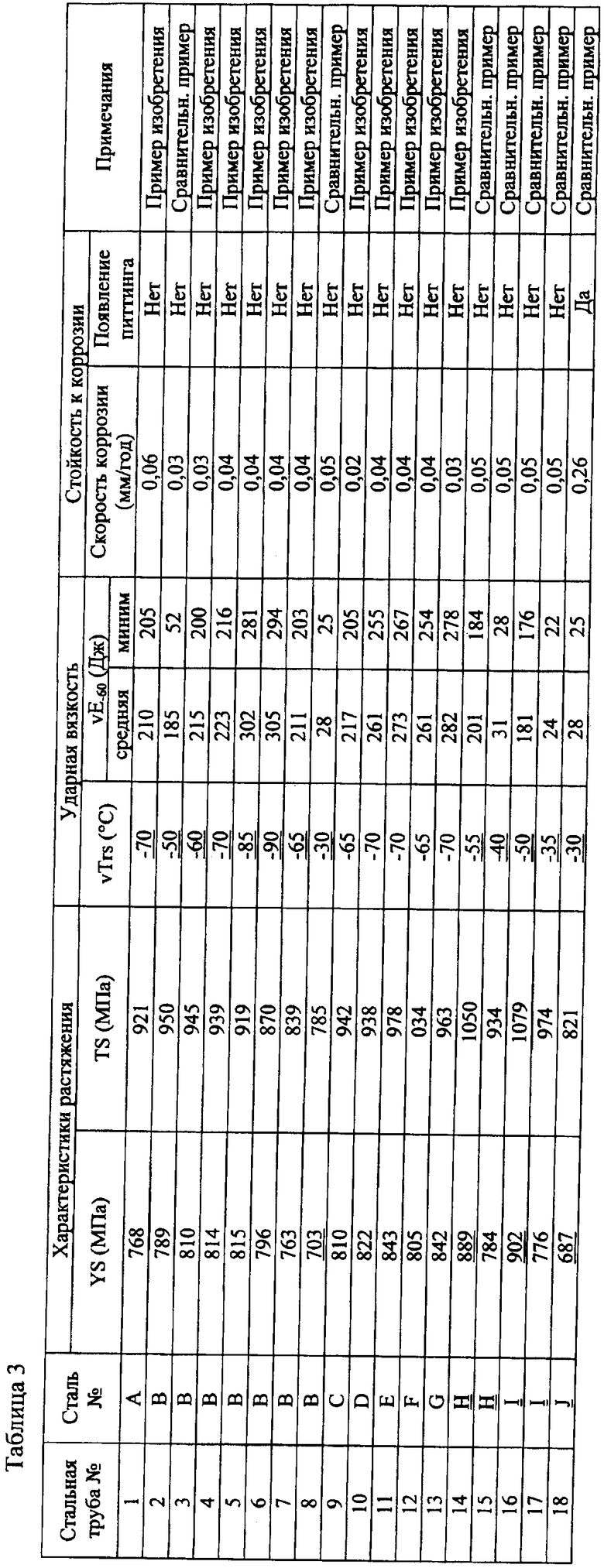
После получения из бесшовных стальных труб полосчатых образцов для измерения растяжения в соответствии со стандартом API и проведения на них операции закалки и операции отпуска с последующей (при необходимости) операцией правки проводят тест на растяжение, получая в результате этого характеристики растяжения (предел текучести и предел прочности на растяжение).
Кроме того, из бесшовных стальных труб получают образцы толщиной 10 мм для измерения ударной вязкости для образца с V-образным надрезом в соответствии со стандартом JIS Z 2242, которые подвергают операции закалки и операции отпуска с последующей (при необходимости) операцией правки, после чего проводят ударный тест Шарпи, получая в результате этого температуру перехода к разрыву vTrs и поглощаемую энергию vE-60 при температуре -60°С. Кроме того, после получения образцов из 12 точек по окружности каждой стальной трубы, подвергнутой правке, проводят ударный тест Шарпи при температуре -60°С. После чего на основании среднего значения и минимального значения поглощаемой энергии vE-60 рассчитывают разброс.
Кроме того, из бесшовных стальных труб формуют образцы для испытания на коррозию с толщиной 3 мм, шириной 25 мм и длиной 50 мм, после чего проводят испытание на коррозию.
Испытание на коррозию проводят таким образом, чтобы образцы для испытаний на коррозию были погружены на одну неделю (168 час) в испытательный раствор, а именно помещены в автоклав с 20%-ным водным раствором NaCl (температура раствора 80°С, внешняя газообразная среда - СО2 при давлении 30 бар). Измеряют вес подвергаемых испытанию на коррозию образцов и получают скорости коррозии путем расчета потери веса до и после испытания на коррозию. Кроме того, с помощью лупы с увеличением ×10 изучают поверхности испытуемых образцов для подтверждения питтинга - появления поверхностных раковин. В том случае, когда наблюдалась по меньшей мере одна раковина, считалось, что имеет место питтинг. В остальных же случаях считалось, что питтинг отсутствует. Полученные результаты приведены в таблице 3.
Согласно примерам изобретения существует возможность получения бесшовной трубы из мартенситной нержавеющей стали, обладающей достаточной стойкостью к коррозии при применении в качестве нефтепромыслового оборудования и одновременно обладающей высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, имеющей температуру перехода к разрыву vTrs, равную -60°С или ниже. С другой стороны, согласно сравнительным примерам, осуществленным вне рамок настоящего изобретения, требуемые высокая прочность и высокая ударная вязкость в этом случае обеспечены быть не могут, поскольку прочность, полученная в этих примерах, недостаточна или ухудшена низкотемпературная ударная вязкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕФТЕГАЗОПРОМЫСЛОВАЯ БЕСШОВНАЯ ТРУБА ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2468112C1 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2698233C1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2661972C1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2584100C1 |
| ТРУБА ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2004 |
|
RU2363877C2 |
| БЕСШОВНАЯ ТРУБКА ИЛИ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕГАЗОПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2649919C2 |
| Высокопрочная коррозионно-стойкая бесшовная труба из нефтепромыслового сортамента и способ ее получения | 2019 |
|
RU2719212C1 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА ДЛЯ ОБСАДНЫХ КОЛОНН И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2022 |
|
RU2798642C1 |
| Бесшовная высокопрочная труба из стали мартенситного класса для обсадных колонн и способ ее производства | 2021 |
|
RU2787205C2 |
Изобретение относится к области металлургии, а именно к производству бесшовной трубы из мартенситной нержавеющей стали, используемой для нефтепромыслового оборудования. Бесшовную трубу из нержавеющей стали, содержащей в мас.%: менее 0,010% С, 1,0% или менее Si, от 0,1 до 2,0% Мn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, от 10 до 14% Сr, от 0,1 до 4,0% Ni, 0,05% или менее N, а также при необходимости один или более из: Сu 2,0 мас.% или менее, Мо 2,0 мас.% или менее, V 0,1% или менее, Nb 0,1% или менее и Ti 0,1% или менее остальное Fe и неизбежные примеси, подвергают закалке на мартенсит и отпуску. При закалке после нагрева до температуры, равной или более высокой, чем температура перехода Ас3, осуществляют охлаждение до температуры в пределах от 100°С и ниже со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе. Отпуск осуществляют при температуре от более чем 450°С до 550°С с последующим охлаждением. Бесшовная труба одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью с температурой перехода к разрыву vTrs, согласно ударному тесту Шарпи, равной -60°С или ниже. 2 н. и 6 з.п. ф-лы, 1 ил., 3 табл.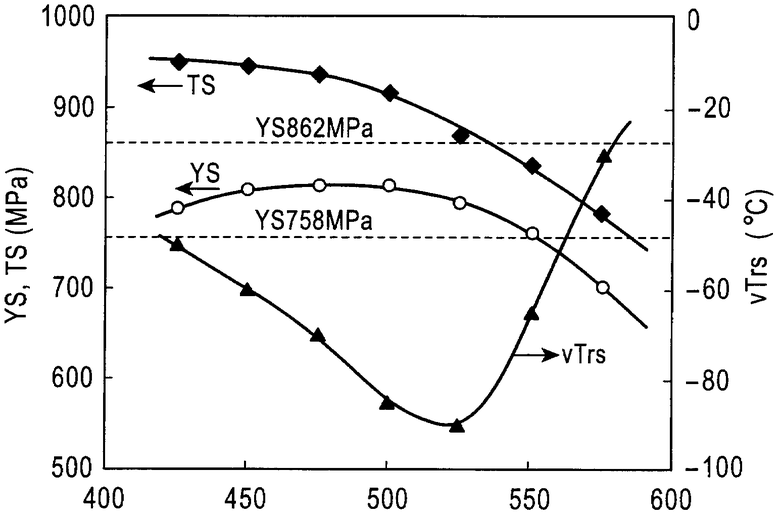
1. Бесшовная труба для нефтепромыслового трубного оборудования, выполненная из мартенситной нержавеющей стали, имеющей состав, который включает, мас.%: менее 0,010% С, 1,0% или менее Si, от 0,1 до 2,0% Мn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, от 10 до 14% Сr, от 0,1 до 4,0% Ni, 0,05% или менее N и остальное Fе и неизбежные примеси, и при этом бесшовная труба из мартенситной нержавеющей стали одновременно обладает высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, имея температуру перехода к разрыву vTrs, согласно ударному тесту Шарпи, равную -60°С или ниже.
2. Бесшовная труба по п.1, состав стали которой дополнительно включает, мас.%: по меньшей мере, один из элементов из группы: Сu 2,0% или менее и Мо 2,0% или менее.
3. Бесшовная труба по п.1 или 2, состав стали которой дополнительно включает, мас.%: по меньшей мере, один из элементов из группы: V 0,1% или менее, Nb 0,1% или менее и Ti 0,1% или менее.
4. Способ производства бесшовной трубы для нефтепромыслового трубного оборудования из мартенситной нержавеющей стали, обладающей одновременно высокой прочностью порядка 110 килофунт/дюйм2 по пределу текучести и повышенной низкотемпературной ударной вязкостью, включающий в себя проведение операции закалки на бесшовной трубе из нержавеющей стали, имеющей состав, мас.%: менее 0,010% С, 1,0% или менее Si, от 0,1 до 2,0% Мn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, от 10 до 14% Сr, от 0,1 до 4,0% Ni, 0,05% или менее N и остальное Fe и неизбежные примеси, причем в операции закалки после проведения нагрева до температуры нагрева для закалки, равной или более высокой, чем температура перехода Ас3, осуществляют охлаждение от температуры нагрева для закалки до температуры в пределах от 100°С и ниже со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе, и проведение операции отпуска, в которой вслед за операцией закалки осуществляют нагрев до температуры отпуска в пределах от более чем 450°С до 550°С с последующим охлаждением.
5. Способ по п.4, в котором состав стали дополнительно включает, по меньшей мере, один из элементов из группы: Cu 2,0 мас.% или менее, и Мо 2,0 мас.% или менее.
6. Способ по п.4 или 5, в котором состав стали дополнительно включает, по меньшей мере, один из элементов из группы, мас.%: V 0,1% или менее, Nb 0,1% или менее, и Ti 0,1% или менее.
7. Способ п.4 или 5, в котором при охлаждении во время операции отпуска проводят операцию правки при температуре в пределах от 400°С и выше.
8. Способ по п.6, в котором при охлаждении во время операции отпуска проводят операцию правки при температуре в пределах от 400°С и выше.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| МАРТЕНСИТНОСТАРЕЮЩАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2002 |
|
RU2219276C1 |
| СПОСОБ ПРОИЗВОДСТВА МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2003 |
|
RU2279486C2 |
| Мартенситностареющая нержавеющая сталь | 1983 |
|
SU1165719A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| WO 2004057050 А1, 08.07.2004. | |||

