Область техники, к которой относится изобретение
Изобретение относится к бесшовным стальным прецизионным трубам с повышенной изотропной жесткостью при низкой температуре для гидравлических цилиндров. Изобретение также касается нового способа получения данных труб.
Уровень техники
Гидравлический цилиндр представляет собой исполнительный механизм, который преобразует гидравлическую энергию в механическую. Он осуществляет возвратно-поступательное движение и передает усилие, которое зависит от давления масла и от положения поршня. Цилиндр широко применяется в масляных гидравлических системах и используется, например, в землеройных машинах, кранах, прессах, промышленном оборудовании и т.п.
Устройство состоит из цилиндрического корпуса (который также называется расточкой или гильзой цилиндра) и штока с поршнем, закрытых крышкой с обеих сторон. Под «трубами для гидравлических цилиндров» понимаются трубы для производства цилиндрического корпуса, применяемого с гидравлическими цилиндрами всех типов (см., например, фиг.1).
Технические требования к данному продукту определяли следующим образом.
Для обеспечения должной передачи усилия и исключения потерь гидравлической среды гильза должна иметь хорошую жесткость и иметь узкие допуски на размер внутреннего диаметра. Если металлургический способ производства бесшовных труб для гильзы не может полностью или практически полностью обеспечить данные точные характеристики, необходима вторичная высокоточная абляционная обработка поверхности (например, скашивание и чистовое раскатывание роликами или хонингование или рассверливание и хонингование). Что немаловажно, вышеупомянутая операция машинной обработки существенно повышает затраты на производство, поскольку после высокоточной абляционной обработки должна проводиться (постепенная) доводка поверхности, необходимая для выравнивания вновь созданной поверхности. В целом, наиболее экономичным способом решения данной задачи является скашивание и раскатывание, которые требуют прецизионных и высоких по точности допусков на размер. Если подобные условия невыполнимы, применяются более дорогостоящие решения, например рассверливание с хонингованием или рассверливание со скашиванием и раскатыванием.
Таким образом, расходы на чистовую машинную обработку непропорционально увеличиваются с ростом размерных допусков.
В течение срока службы гильза цилиндра проходит циклы усталости; кроме того, во многих областях применения, например в землеройных машинах, кранах и т.п., цилиндр должен эксплуатироваться в условиях низких температур. Поэтому жесткость (при температуре минимум до -20°С, предпочтительнее - до -40°С) является существенным требованием для соблюдения режима работы «течь-до-разрыва», исключающим хрупкое разрушение, которое обычно связано с возникновением опасных условий. Более того, во многих областях применения, например, там, где используется прессовое оборудование, законодательно предъявляются требования к пластичности при испытании на разрыв или продольной и поперечной жесткости 27 Дж при минимальном значении рабочей температуры [1, 2, 3].
Использование холоднотянутой трубы вместо горячекатаной трубы при производстве гильзы цилиндра является более предпочтительным, поскольку позволяет обеспечить следующее:
- Размеры, более близкие к окончательному размеру с более узкими допусками, что существенно снижает стоимость повторной обработки, в случае ее необходимости, так как требуется крайне ограниченная коррекция размеров.
- Более высокая прочность на растяжение.
- Лучшее качество поверхности.
Поэтому стандартный цикл включает следующее:
- горячая прокатка - травление - вытягивание в холодном состоянии - снятие напряжений - правка - обработка поверхности - резка - сборка частей.
В стандартном цикле вытягивание в холодном состоянии и снятие напряжений необходимы для увеличения предела текучести до обычного требуемого (минимум 520 МПа, предпочтительно 620 МПа). Однако данные способы обработки снижают жесткость материала и, что более важно, вызывают высокую анизотропию в продольном и поперечном направлении трубы, что, в частности, негативно сказывается на поперечной жесткости. То есть в стандартном цикле невозможно обеспечить низкотемпературные характеристики, необходимые при применении в особых климатических условиях, например в Северной Европе. Фактически, в подобных условиях, даже при комнатной температуре поперечная жесткость не позволяет избежать хрупкого разрушения.
На сегодняшний день известны и другие циклы, позволяющие повысить жесткость при низкой температуре:
(1) Горячая прокатка - вытягивание в холодном состоянии - нормализация - правка - обработка поверхности - резка - сборка частей.
Однако данное решение снижает прочность на растяжение (предел текучести), поэтому для работы под тем же давлением необходима большая толщина стенки, а это означает увеличение массы и потребления энергии при эксплуатации соответствующего оборудования.
(2) - Горячая прокатка - закалка и отпуск - правка - обработка поверхности - резка - сборка частей.
(3) - Горячая прокатка - травление - вытягивание в холодном состоянии - закалка и отпуск - правка - обработка поверхности - резка - сборка частей.
В обоих случаях (2) и (3) качество поверхности и допуски не соответствуют стандартным рыночным требованиям, предъявляемым к бесшовным прецизионным трубам, и поэтому требуют особо дорогостоящей повторной высокоточной абляционной обработки. В случае (2) необходимо предварительное и равномерное удаление материала посредством рассверливания, после чего выполняется скашивание и раскатывание или хонингование. В случае (3) геометрическая неравномерность и деформации, вызываемые мартенситными превращениями, увеличивают овальность и неустойчивость значений диаметра, что влияет на повторяемость и преимущества производства стальной прецизионной трубы. Обработка, включающая закалку и отпуск (Q&T), также увеличивает затраты производства.
Это означает, что увеличение низкотемпературных эксплуатационных характеристик гидравлических цилиндров пока возможно за счет либо (i) использования большой толщины стенки, либо (ii) высоких производственных затрат. В стремлении получить способ производства, исключающий недостатки циклов (1)-(3), ранее применялся другой цикл.
(4) - Горячая прокатка - нормализация (или нормализация в технологической линии) - вытягивание в холодном состоянии - снятие напряжений - правка - обработка поверхности - резка - сборка частей.
Хотя цикл (4) выгоден с точки зрения производственных затрат, он обеспечивает хорошую продольную жесткость только при комнатной температуре, а удовлетворительную продольную жесткость - только при 0°С. При отрицательной температуре нестабильность способа становится крайне высокой, что затрудняет получение согласованных значений. Более того, поперечная жесткость часто оказывается неудовлетворительной.
Это означает, что цикл (4) повышает безопасность гидравлического цилиндра только в теплых климатических условиях.
Следовательно, имеется острая необходимость в новых бесшовных стальных прецизионных трубах с повышенной низкотемпературной изотропной жесткостью для гидравлических цилиндров. Желательно, чтобы при рабочей температуре -40°С, которая отражает обычные условия в отдельных регионах планеты, минимальная изотропная (т.е. продольная или поперечная) жесткость была бы выше установленного предельного значения 27 Дж. Кроме того, имеется острая необходимость в новом способе получения упомянутых выше новых труб, причем новый способ должен быть менее дорогостоящим по сравнению с известными циклами (1)-(4), указанными выше.
Новый способ должен основываться на применении обычных низкоуглеродистых сталей, с минимальным содержанием Мn и Si и по возможности, микросплавных сталей, содержащих один или более из следующих элементов: Cr, Ni, Мо, V, Nb, N, Al, Са.
Раскрытие изобретения
Неожиданно было обнаружено, что обозначенные выше проблемы, которые будут рассматриваться далее, могут быть решены с помощью нового способа производства бесшовных стальных прецизионных труб с повышенной низкотемпературной изотропной жесткостью, предназначенных для гидравлических цилиндров; данный способ включает следующие операции:
- (i) получение стали, в состав которой входит 0,06-0,15 мас.% углерода, 0,30-2,5 мас.% Мn, и 0,10-0,60 мас.% Si,
- (ii) горячая прокатка указанной стали при температуре выше Ас3 для получения бесшовной стальной трубы,
- (iii) нагревание данной бесшовной стальной трубы при температуре в температурном диапазоне Ас1 и Ас3,
- (iv) закаливание данной нагретой бесшовной стальной трубы для создания двухфазной (или многофазной) микроструктуры в используемой стали, состоящей из феррита и мартенсита и необязательно - бейнита и/или остаточного аустенита,
- (v) вытягивание в холодном состоянии закаленной бесшовной стальной трубы для получения бесшовной стальной прецизионной трубы необходимых размеров,
- (vi) обработка полученной таким образом бесшовной стальной прецизионной трубы снятием напряжений для улучшения жесткости, и необязательно
- (vii) правка полученной таким образом бесшовной стальной прецизионной трубы.
В зависимости от особого конструктивного исполнения за операцией (ii) способа производства может следовать операция нормализации (iiа) после горячей прокатки, либо данная операция может представлять собой нормализационную прокатку (ii)', посредством которой улучшается зернистость и обеспечивается однородность структуры перед переходом к следующей операции (iii).
Также было обнаружено, что прецизионные бесшовные стальные трубы, получаемые упомянутым выше способом, имеют предел текучести не менее 520 МПа и продольную и поперечную жесткость при -40°С не менее 27 Дж. Продольная и поперечная жесткость может даже составлять не менее 90 Дж при -20°С и не менее 45 Дж при -40°С.
Таким образом, новые прецизионные стальные трубы с повышенной изотропной жесткостью позволяют получить новые гидравлические цилиндры, которые могут эксплуатироваться при крайне низких температурах.
Краткое описание чертежей
Следующие фигуры 1-3 приводятся исключительно в целях демонстрации некоторых аспектов настоящего изобретения и никоим образом его не ограничивают.
Фиг.1 представляет собой графическое изображение гидравлического цилиндра в том виде, в котором он предполагается в настоящем изобретении.
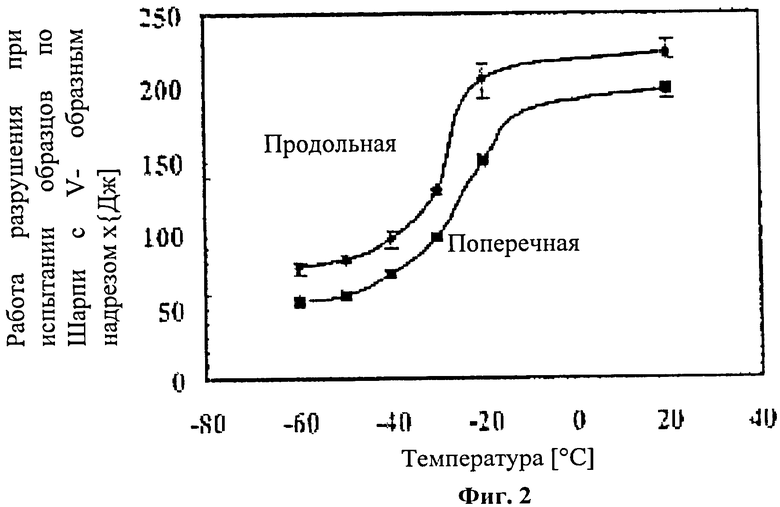
Фиг.2 представляет собой пример кривой сопряжения V-образного надреза по Шарпи обычной бесшовной прецизионной трубы, получаемой в соответствии с данным изобретением после ее обработки на промышленных весах описанным в данном документе способом.
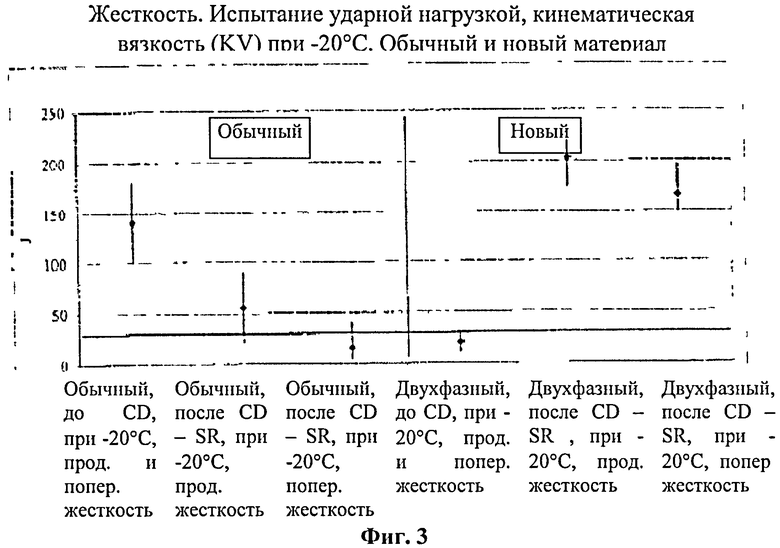
На Фиг.3 представлены значения продольной и поперечной жесткости [Дж] бесшовной трубы с составом согласно описанному здесь примеру при -20°С, полученному после определенных операций производственного цикла в соответствии с настоящим изобретением (правая часть графика), в сравнении с аналогичной трубой, полученной в обычном цикле (4), т.е. включая нормализационную обработку (левая часть графика).
В частности, первая точка в левой части графика представляет продольную и поперечную жесткость при -20°С, измеренную перед вытягиванием трубы в холодном состоянии в соответствии с циклом (4). Вторая точка представляет продольную жесткость той же трубы при -20°С, измеренную после вытягивания трубы в холодном состоянии и после снятия напряжений. Третья точка представляет поперечную жесткость той же трубы при -20°С, измеренную после вытягивания в холодном состоянии и снятия напряжений.
В частности, первая точка в правой части графика представляет продольную и поперечную жесткость при -20°С, измеренные перед холодным вытягиванием трубы, полученной согласно настоящему изобретению. Вторая точка представляет продольную жесткость той же трубы, измеренную после вытягивания в холодном состоянии и снятия напряжений. Третья точка представляет поперечную жесткость той же трубы при -20°С, измеренную после вытягивания в холодном состоянии и снятия напряжений.
Осуществление изобретения
В целях решения упомянутых выше проблем были тщательно изучены циклы (1)-(4) - и проведен анализ влияния каждой технологической операции на получаемые в результате производства характеристики труб (по сравнению с ожидаемыми характеристиками).
В частности, было отмечено, что, несмотря на удовлетворительную жесткость, получаемую в результате выполнения цикла (4), указанная жесткость, в особенности ее изотропность, практически полностью теряется после операции вытягивания в холодном состоянии и не может быть полностью восстановлена после обработки снятием напряжений. При обычном способе обработки подобная потеря особенно ощутима в поперечной жесткости (см. фиг.3, левая часть). Однако применение операции вытягивания в холодном состоянии в новом усовершенствованном способе считается весьма полезным, поскольку способствует не только получению необходимого предела текучести, но и обеспечивает точность размеров получаемой данным способом трубы.
В то же время, несмотря на то, что, согласно, например US 6846371, нагрев в межкритическом интервале температур (в отличие от нормализации) обеспечивает получение различных характеристик трубы, включая предел текучести, жесткость и даже изотропность жесткости, за счет создаваемой в результате двухфазной (или многофазной) микроструктуры, любую последующую холодную обработку стараются не проводить.
Причина в том, что, исходя из общеизвестного факта и результатов исследования, приведенного в US 6846371, обработка труб в нерекристализационном температурном диапазоне создает внутреннюю анизотропию материала вследствие удлинения, которое происходит в результате подобной обработки. Это улучшает необходимые характеристики в направлении деформации, но неизбежно снижает их в поперечном направлении относительно направления обработки.
В то же время, прецизионные трубы могут быть получены только при условии холодной обработки. По этой причине, несмотря на то, что трубы, полученные способом по US 6846371, обладают характеристиками, удовлетворительными для их целевого использования (OTCG), до их использования в прецизионных сферах применения, которые рассматриваются в настоящем изобретении, они потребуют тщательной высокоточной абляционной последующей обработки, аналогично трубам, получаемым в описанном выше производственном цикле (2).
Однако было обнаружено, что, в отличие от производственного цикла (4), способ получения прецизионных труб, включающий вытягивание в холодном состоянии после тепловой обработки в межкритическом диапазоне температур с последующим закаливанием, тем не менее, позволяет получить высокую изотропность жесткости труб, обработанных в холодном состоянии за счет последующей обработки снятием напряжений. В частности, во время снятия напряжений можно обеспечить существенное увеличение поперечной (а также продольной) жесткости. См. фиг.3, правая часть.
Очевидно, что помимо обеспечения прецизионных бесшовных труб, пригодных для гидравлических цилиндров и при желании - для применения при низких температурах (более низких по сравнению с достигнутыми ранее) без проведения последующих операций высокоточной абляционной обработки, новый способ также способствует экономии энергоресурсов. Это достигается благодаря тому, что в процессе тепловой обработки в межкритическом диапазоне температур используются более низкие температуры по сравнению с обычной операцией нормализации.
Согласно, например, фиг 2, новый способ позволяет достичь отличной изотропной жесткости (продольной и поперечной), например, не менее 90 Дж при -20°С и не менее 45 Дж при -40°С (и выше).
Далее будет приведено более подробное описание изобретения.
При производстве бесшовных стальных прецизионных труб способом, предлагаемым в настоящем изобретении, используются стали с содержанием углерода в пределах 0,06-0,15 мас.%. Изобретение не ограничивается сталями с определенным составом, но обычно сталь будет содержать 0,06-0,15 мас.% углерода, 0,30-2,5 мас.% Мn, 0,10-0,60% мас.% Si. Предпочтительнее использовать сталь, содержащую 0,40-2,10 мас.% Мn, а содержание Мn 0,60-1,80 мас.% является еще более предпочтительным. В качестве одного из вариантов упомянутая выше сталь также может включать один или несколько из следующих элементов: Cr, Ni, Мо, V, Nb, N, и Al. Используемые легирующие элементы должны быть достаточно уравновешены и обеспечивать необходимую способность к закаливанию и прочность при низких затратах. Специалисты в данной области техники способны провести не только подобное уравновешивание, но также понять, что необходимой способности к закаливанию можно достичь также за счет использования различных сочетаний легирующих элементов, аналогичных тем, которые описываются в данном документе. При необходимости также допускается количество легирующих элементов, которое отличается от описанного в данном документе, но, тем не менее, обеспечивает необходимую способность к закаливанию.
Таким образом, в данном изобретении предпочтительно использовать стали следующего состава (содержание указано в массовых процентах): 0,06-0,15 С, 0,60-1,80 Mn, 0,10-0,60 Si и дополнительно 0,0-0,60 Cr, 0,0-0,60 Ni, 0-0,50 Мо, 0-0,12 V, 0-0,040 Nb, 0,0040-0,02 N, 0,0-0,040 Аl, а также железо и неизбежные примеси. Желательно, чтобы содержание прочих элементов в сталях, аналогичных указанным выше, было следующим: Р - максимум 250 частиц на миллион, S - максимум 100 частиц на миллион, желательно не более 50 частиц на миллион, Са - максимум 30 частиц на миллион. Новый цикл, предлагаемый в настоящем изобретении, и применение представленного в данном документе химического состава позволяют получить отличные механические свойства низкоугелродистых сталей. Отмечается, что более низкое содержание углерода по сравнению со сталями, обычно применяемыми в ранее известных стандартных циклах, обеспечивает лучшую свариваемость. Mn и Si являются элементами, постоянно присутствующими в углеродистых и низколегированных сталях, так как обеспечивают приобретение сталями достаточной прочности за счет повышения концентрации твердого раствора ферритовой матрицы, в частности, Мn значительно повышает способность к закаливанию. Однако более высокое содержание Мn по сравнению со значениями, представленными в данном документе, является нецелесообразным вследствие высокой стоимости и того, что крайне высокий уровень содержания Мn может вызвать отделение стержня во время затвердевания.
Указанные в настоящем документе уровни могут также включать Сr, Мо, V для улучшения способности к закаливанию и прочности после снятия напряжений за счет вторичного твердения в ходе тепловой обработки; Nb в указанных уровнях отвечает за измельчение зерна в ходе процесса производства, что позволяет улучшить жесткость и выход. Содержание азота, необходимое для измельчения зерна, можно сохранять на указанных в настоящем документе уровнях с помощью Аl, который может присутствовать в указанном количестве в виде восстановителя. В сталях, используемых в настоящем изобретении, содержание S желательно свести к 0,010% (100 частиц на миллион), чтобы избежать образования MnS, что неблагоприятно сказывается на поперечной жесткости, и еще более предпочтительно - к 0,050% (50 частиц на миллион). Фосфор (Р) считается примесью, и его содержание должно ограничиваться 0,025% (250 частиц на миллион). Возможно добавление Са в пределах не более 30 частиц на миллион для снижения содержания глиноземистых включений, неизбежно образующихся в результате дополнительного процесса восстановления.
Согласно настоящему изобретению, горячая прокатка стали в соответствии с операцией (ii) при температуре выше Ас3 осуществляется следующим образом: нагревание заготовки до температуры свыше Ас3, прошивка, прокатка и, при желании, окончательная обработка на редукционном стане с натяжением или на калибровочном стане. Соответственно, выполнение операции (ii) позволяет получить бесшовную стальную трубу горячей отделки.
В соответствии с отдельным вариантом воплощения изобретения за технологической операцией (ii) может следовать операция (iiа) нормализации после горячей прокатки, которая также может выполняться в виде нормализационной прокатки (ii)' для неполного измельчения зерна и обеспечения однородности структуры перед выполнением следующей операции (iii). Однако следует отметить, что обычная горячая прокатка согласно операции (ii) вполне достаточна для достижения преимуществ описанного в данном документе изобретения.
Согласно настоящему изобретению нагрев упомянутой выше бесшовной стальной трубы с окончательной горячей отделки при температуре в диапазоне от Ас1 до Ас3 и ее последующая закалка в соответствии с операциями (iii) и (iv) может выполняться посредством (а) воздушного охлаждения стали в процессе прокатки вплоть до достижения сталью температуры в диапазоне от Ас1 до Ас3 с последующей закалкой стали до комнатной температуры, или (б) путем отжига стали при температуре в диапазоне от Ас1 до Ас3 с последующей закалкой стали до комнатной температуры. Закалка должна проводиться как можно скорее (желательно водой), при этом точная минимальная скорость применяемого охлаждения зависит от состава применяемого сплава. Лица, сведущие в данной сфере деятельности, смогут установить соответствующие минимальные скорости охлаждения для получения необходимой двухфазной (или многофазной) микроструктуры в используемых сталях. Подобная микроструктура состоит из ферритовой матрицы с рассеянным в ней мартенситом или бейнитом и/или остаточным аустенитом.
Соответственно, выполнение операций (iii) и (iv) обеспечивает получение закаленных бесшовных стальных труб.
Согласно настоящему изобретению вытягивание в холодном состоянии закаленной бесшовной стальной трубы в соответствии с операцией (v), необходимое для получения бесшовной прецизионной стальной трубы требуемого размера, предпочтительно выполняется с сужением площади на 80-30%, желательно в пределах 10-25%. Вышеупомянутые значения являются предпочтительными, так как позволяют достичь необходимой прочности на растяжение и допусков поверхности. Соответственно, выполнение операции (v) позволяет получить бесшовные прецизионные стальные трубы.
Согласно настоящему изобретению снятие напряжений полученной таким образом бесшовной прецизионной стальной трубы в соответствии с операцией (vi) для повышения изотропной жесткости осуществляется путем нагревания труб до температуры, желательно лежащей в диапазоне от 0,72 Ac1 до 0,95Ас1, и их охлаждения до комнатной температуры в печи с регулируемой атмосферой или на воздухе. Изобретателями также выявлено, что снятие напряжений в диапазоне от 0,85Ас1 до 0,92Ас1, предпочтительно от 0,87Ас1 до 0,91Ас1 позволяет получить особенно высокую поперечную жесткость при низкой температуре (и, кроме того, исключительную изотропность жесткости) с сохранением предела текучести на уровне, значительно превышающем обычные требуемые уровни.
Согласно настоящему изобретению дополнительная правка получаемой подобным образом бесшовной прецизионной стальной трубы с повышенной жесткостью, согласно операции (vii), может осуществляться путем пропускания трубы через ряд вальцов для гибки и прессовки (дробления) трубы. При необходимости, данная операция может обеспечить прямолинейность 1 мм /1000 мм, что положительно влияет как на чистовую обработку поверхности, так и на последующее использование труб в качестве цилиндров.
Важной особенностью настоящего изобретения является тот факт, что трубы, получаемые способом, предложенным в данном изобретении, имеют узкие допуски на размер, очень близкие к тем, которые требуются для использования труб в качестве гидравлических цилиндров. Обычно, для значений внутреннего диаметра до 100 мм отклонение меньше либо равно 0,60%, а для больших значений внутреннего диаметра отклонения составляют менее 0,45%, предпочтительно менее 0,30%.
Это означает не только, что трубы могут проходить последующую обработку, но, что более важно, данная обработка представляет собой не высокую абляцию материала, а простую чистовую обработку поверхности, что существенно снижает потери материала и времени, обычно связанные с выполнением данных операций. После обработки допуски соответствуют допускам, необходимым для целевого применения труб в качестве гидравлических цилиндров, например допуску ISO H8.
Изобретение далее иллюстрируется, помимо прочего, с помощью следующих примеров.
Примеры
Методика эксперимента.
Сталь указанного ниже состава была получена и обработана в соответствии с изобретением.
Сначала с целью изучения подходящих условий обработки осуществлялась точная настройка с помощью лабораторных испытаний. Образцы были отобраны из бесшовных труб после прокатки и подвержены тепловой обработке при температуре в диапазоне от Ас1 до Ас3. Подобная обработка осуществлялась в муфельной печи при температуре от 750°С до 820°С (обработка в межкритическом диапазоне температур или отжиг) с последующим закаливанием в перемешиваемой воде при скорости охлаждения (CR) от 60 до 70°С/с: скорость измерялась с помощью погруженного наполовину термоэлектрического элемента.
Испытания на разрыв и испытания на образцах с V-образным надрезом по Шарли (CVN) согласно требованиям норм EN 10002-1 и 10045-1 соответственно проводились на образцах, отобранных в поперечном и продольном направлении. Для испытываемого материала определялись кривые сопряжения в диапазоне от 60°С до 20°С, а также температура перехода вида излома (50% FATT).
На основе результатов лабораторных испытаний было разработано промышленное испытание.
Разработка обработки в межкритическом диапазоне температур.
В Таблице 1 представлен химический состав промышленной стали, отобранной для исследования.
Химический состав исследуемой стали.
Материал был представлен в виде труб следующих размеров:
Наружный диаметр =219 мм и толщина стенки =17 мм.
На основе эмпирических соотношений Эндрюса (см. K.W.Andrews: JISI Том. 193 июль (1965 г.), с.721) вычислены следующие значения критической температуры для рассматриваемой стали: Ac1=714-715°С, Аc3=831-833°С и Ms=456-458°C. В Таблице 2 представлены результаты, полученные после указанной нормализации и неполной обработки:
Значения прочности на растяжение и жесткости лабораторных образцов, подвергнутых закаливанию в межкритическом диапазоне температур (IQ).
Как следует из приведенной выше таблицы, после выполнения операции (iv) согласно настоящему изобретению, как продольная, так и поперечная жесткость получаемых до настоящего времени труб является далеко недостаточной.
Промышленные испытания.
Промышленные испытания, проводившиеся в отношении упомянутой выше стали, включали следующие операции: горячая прокатка, тепловая обработка в межкритическом диапазоне температур с последующим закаливанием (IQ), вытягивание в холодном состоянии (CD), снятие напряжений (SR), правка (S).
В некоторых случаях до IQ проводилась нормализация.
С промежуточной нормализацией
При проведении промышленных испытаний для межкритической обработки отверстия была установлена температура 780°С ("Цикл А") и 810°С ("Цикл В"), с соответственным воспроизведением двух из указанных выше условий, испытанных ранее в лаборатории. Более того, в Цикле В было изучено влияние двух различных сужений площади применительно к вытягиванию в холодном состоянии. Принятые значения сужения площади составляли 12,5% и 17,5%, а окончательные размеры составляли 160×13,0 мм и 160×12,1 мм соответственно, см. таблицу ниже:
Цикл A: IQ 780°С - 17,5% - SR 580°С
Цикл В: IQ 810°C - 17,5% - SR580°C
Цикл С: IQ 810°С - 12,5% - SR 580°C
Механические свойства труб (IQ), закаленных в межкритическом диапазоне температур, подтвердили результаты, полученные в лаборатории: низкое соотношение Y/T и высокие значения коэффициента деформационного упрочнения (n=0,19-0,21). Достижение высокого значения n важно тем, что аналогичное значение необходимо для получения высоких значений прочности после вытягивания в холодном состоянии. После вытягивания в холодном состоянии (CD) предел прочности на разрыв (UTS) превышал 950 МПа, а жесткость была значительно снижена (работа разрушения при испытании образцов по Шарпи с V- образным надрезом (CVN)<10 Дж при -20°С). Но последующее снятие напряжений (SR) позволило восстановить жесткость (продольную и поперечную) до уровня, большего либо равного 150 Дж даже при низкой температуре (-20°С). Даже при более низких температурах (-40°С) жесткость (продольная и поперечная) по-прежнему превышала 70 Дж.
Указанная промышленная обработка по снятию напряжений проводилась в печи Nassehuer, с зоной нагрева длиной 14,150 м. Температура была установлена на 580°С, скорость прохождения трубы составляла 15 м/ч. Получены следующие результаты:
Материал, полученный на основе Цикла А, также прошел лабораторную обработку в регулируемых условиях, при различных температурах (560°С, 610°С, 650°С) на предмет влияния обработки снятием напряжений. Получены следующие результаты:
Без выполнения промежуточной операции нормализации
После горячей прокатки и закалки водой было подвергнуто обработке при температуре 770°С отверстие размером 177,8×14,5 мм, следующего химического состава:
Химический состав исследуемой стали.
Значения критической температуры, вычисленные на основе эмпирических соотношений Эндрюса (см. K.W.Andrews: JISI Том. 193 июль (1965 г.), с.721) для данного материала, очень близки к значениям, полученным ранее: Ac1=714-715°С, Аc3=831-833°С и Ms=456-458°С.
Трубы были подвергнуты вытягиванию в холодном состоянии до размеров 165×12,75 с сужением площади на 18%. После обработки партии при температуре 560°С были получены результаты, приведенные в таблице 6.
В данном случае были получены крайне высокие значения способности к растяжению (Rs: 865 МПа), а поперечная жесткость при -40°С по-прежнему превышала 45 Дж.
После обработки второй партии при температуре 640°С были получены результаты, приведенные в таблице 7.
В данном случае значения способности к растяжению были ниже, но по-прежнему приемлемы, при этом были достигнуты отличные значения поперечной жесткости.
В обоих случаях, очевидно, проявляется способность нового способа обеспечивать показатели предела текучести свыше 620 МПа, предпочтительно выше 650 МПа, также подтверждены отличные показатели изотропной жесткости при низкой температуре.
Выводы
Промышленные испытания подтвердили возможность использования нового способа, предлагаемого в данном изобретении, для производства бесшовных прецизионных стальных труб, которые обладают высоким уровнем прочности (предел текучести YS>620 МПа) после вытягивания в холодном состоянии (CD) и снятия напряжений (SR) и сохраняют отличные показатели жесткости при температуре до -40°С как в поперечном, так и в продольном направлении, демонстрируя таким образом замечательную изотропность жесткости при низкой температуре, даже несмотря на промежуточный этап вытягивания в холодном состоянии. Полученные результаты существенно лучше тех, которые могли бы быть получены известными ранее способами. В частности, настоящее изобретение указывает на то, что при температуре -20°С может быть достигнута продольная и поперечная жесткость (работа разрушения при испытании образцов по Шарпи с V-образным надрезом) не менее 90 Дж, а также не менее 140 Дж, и что еще более предпочтительно - не менее 150 Дж, в то время как при температуре -40°С продольная и поперечная жесткость (работа разрушения при испытании образцов по Шарпи с V-образным надрезом) может составлять не менее 45 Дж, а также не менее 60 Дж, и что еще более предпочтительно - не менее 70 Дж. Максимальные значения поперечной жесткости, составляющие не менее 200 кДж и выше, а также отличные показатели изотропности могут быть получены при температуре -40°С. Показатели способности к растяжению и жесткости могут быть изменены с помощью соответствующей корректировки температуры, при которой осуществляется снятие напряжений.
Перечень использованных источников
1. D.O.T. §178.65 Спец. 39 Одноразовые цилиндры (цилиндры однократного использования).
2. Директива ЕС о напорном оборудовании 97/23/ЕС.
3. Европейский стандарт EN 10216-1/2/3/4, «Бесшовные стальные трубы для работы под давлением».
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2019 |
|
RU2735308C1 |
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБЫ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ | 2018 |
|
RU2682984C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2096495C1 |
| СТАЛЬНОЙ ПРОДУКТ СО СРЕДНИМ СОДЕРЖАНИЕМ МАРГАНЦА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2728054C1 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА ДЛЯ ОБСАДНЫХ КОЛОНН И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2022 |
|
RU2798642C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПЛЕКСНО-ЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2564196C2 |
| Бесшовная высокопрочная труба из стали мартенситного класса для обсадных колонн и способ ее производства | 2021 |
|
RU2787205C2 |
| Труба коррозионно-стойкая из низкоуглеродистой доперитектической стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2647201C1 |
Изобретение относится к области металлургии. Для увеличения низкотемпературных эксплуатационных характеристик труб производство бесшовных прецизионных стальных труб для гидравлических цилиндров с повышенной низкотемпературной изотропной жесткостью, включает следующие стадии: - (i) получение стали, содержащей, мас.%: 0,06-0,15 С, 0,30-2,5 Мn и 0,10-0,60 Si, - (ii) горячую прокатку полученной стали при температуре, превышающей Ас3, с получением бесшовной стальной трубы, - (iii) нагрев полученной бесшовной стальной трубы при температуре в диапазоне Ac1-Ас3, - (iv) закалку нагретой стальной трубы для получения двухфазной или многофазной микроструктуры стали, состоящей из феррита, мартенсита, и по выбору бейнита и/или остаточного аустенита, - (v) вытягивание в холодном состоянии закаленной бесшовной стальной трубы для получения бесшовной прецизионной стальной трубы необходимых размеров, - (vi) обработку полученной данным способом бесшовной прецизионной стальной трубы снятием напряжений для повышения ее изотропной жесткости и, необязательно, - (vii) правку полученной бесшовной прецизионной стальной трубы с повышенной жесткостью. Труба имеет предел текучести не менее 520 МПа, продольную и поперечную жесткость при -40°С не менее 27 Дж, отклонение значения внутреннего диаметра не более 0,6% при внутреннем диаметре не более 100 мм и отклонение значения внутреннего диаметра не более 0,45% при внутреннем диаметре более 100 мм. 5 н. и 22 з.п. ф-лы, 3 ил., 7 табл.
1. Способ производства бесшовных прецизионных стальных труб для гидравлических цилиндров с повышенной низкотемпературной изотропной жесткостью, включающий следующие стадии:
(i) получение заготовки из стали, содержащей, мас.%: 0,06-0,15С, 0,30-2,5Мn и 0,10-0,60 Si,
(ii) горячую прокатку заготовки при температуре, превышающей Ас3, с получением бесшовной стальной трубы,
(iii) нагрев бесшовной стальной трубы при температуре в диапазоне Ac1-Ас3,
(iv) закалку нагретой бесшовной стальной трубы для получения двухфазной или многофазной микроструктуры стали, состоящей из феррита, мартенсита, и не обязательно бейнита и/или остаточного аустенита,
(v) вытягивание в холодном состоянии закаленной бесшовной стальной трубы для получения бесшовной прецизионной стальной трубы необходимых размеров,
(vi) обработку полученной бесшовной прецизионной стальной трубы снятием напряжений для повышения ее изотропной жесткости и необязательно
(vii) правку полученной бесшовной прецизионной стальной трубы с повышенной жесткостью.
2. Способ по п.1, в котором получают сталь, содержащую 0,40-2,10 мас.% Мn или, более предпочтительно 0,60-1,80 мас.% Мn.
3. Способ по п.1, в котором получают сталь, содержащую один или несколько элементов из группы: Cr, Ni, Мо, V, Nb, N, Al.
4. Способ по п.2, в котором получают сталь, содержащую один или несколько элементов из группы: Cr, Ni, Мо, V, Nb, N, Al.
5. Способ по п.4, в котором получают сталь, содержащую следующие элементы: не более 250 частиц на миллион Р, не более 100 частиц на миллион, предпочтительно не более 50 частиц на миллион S, не более 30 частиц на миллион Са.
6. Способ по п.4, в котором получают сталь, содержащую следующие элементы, мас.%: 0-0,60Cr, 0-0,60Ni, 0-0,50Мо, 0-0,12V, 0-0,040Nb, 0,0040-0,02 N, 0,0-0,040 Al, а также железо и неизбежные примеси.
7. Способ по п.5, в котором получают сталь, содержащую следующие элементы, мас.%: 0-0,60Cr, 0-0,60Ni,0-0,50Mo, 0-0,12V, 0-0,040Nb, 0,0040-0,02N, 0,0-0,040Al, а также железо и неизбежные примеси.
8. Способ но п.7, в котором получают сталь, содержащую следующие элементы: не более 250 частиц на миллион Р, не более 100 частиц на миллион, предпочтительно не более 50 частиц на миллион S, не более 30 частиц на миллион Са.
9. Способ по любому из пп.1-8, в котором после стадии (ii) осуществляют стадию (iia) нормализации после горячей прокатки, либо стадию (ii)' нормализации при прокатке для промежуточного измельчения зерна и обеспечения однородности структуры перед последующей стадией (iii).
10. Способ по любому из пп.1-8, в котором стадии (iii)-(iv) выполняют посредством воздушного охлаждения стали до достижения ею температуры в диапазоне от Aс1 до Ас3 с последующей закалкой стали для получения двухфазной или многофазной микроструктуры, состоящей из феррита, мартенсита или бейнита и/или остаточного аустенита.
11. Способ по любому из пп.1-8, в котором стадии (iii)-(iv) выполняют посредством отжига стали при температуре в диапазоне от Ас1 до Ас3 и закалки стали для получения двухфазной или многофазной микроструктуры, состоящей из феррита, мартенсита или бейнита и/или остаточного аустенита.
12. Способ по п.10, в котором закалку осуществляют в воде.
13. Способ по п.11, в котором закалку осуществляют в воде.
14. Способ по любому из пп.1-8, в котором стадию вытягивания в холодном состоянии (v) осуществляют для получения снижения площади на 8-30%, более предпочтительно на 10%-25%.
15. Способ по любому из пп.1-8, в котором обработку посредством снятия напряжений в стадии (vi) осуществляют при температуре от 0,72 Ас1 до 0,95 Ас1, предпочтительно в печи с регулируемой атмосферой.
16. Способ по п.15, при котором стадию (vi) осуществляют при температуре от 0,85 Ас1 до 0,92 Ас1, предпочтительно от 0,87 Ас1 до 0,91 Ас1.
17. Бесшовные прецизионные стальные трубы, полученные способом по любому из пп.1-8, имеющие двухфазную или многофазную микроструктуру, состоящую из феррита и мартенсита, а также по выбору включающую бейнит и/или остаточный аустенит, характеризующиеся пределом текучести не менее 520 МПа, продольной и поперечной жесткостью при температуре -40°С не менее 27 Дж, отклонением значения внутреннего диаметра не более 0,6% при внутреннем диаметре не более 100 мм и отклонением значения внутреннего диаметра не более 0,45% при внутреннем диаметре более 100 мм.
18. Бесшовные прецизионные стальные трубы по п.17, характеризующиеся отклонением значения внутреннего диаметра не более 0,3% при внутреннем диаметре более 100 мм.
19. Бесшовные прецизионные стальные трубы по п.17, характеризующиеся пределом текучести не менее 620 МПа, предпочтительно не менее 650 МПа.
20. Бесшовные прецизионные стальные трубы по п.17, характеризующиеся продольной и поперечной жесткостью при температуре -40°С не менее 45 Дж.
21. Бесшовные прецизионные стальные трубы по п.18, характеризующиеся продольной и поперечной жесткостью при температуре -40°С не менее 45 Дж.
22. Бесшовные прецизионные стальные трубы по п.17, характеризующиеся продольной и поперечной жесткостью при температуре -40°С не менее 60 Дж.
23. Бесшовные прецизионные стальные трубы по п.22, полученные способом по п.15, включающем в себя стадию снятия напряжений, и характеризующиеся продольной и поперечной жесткостью при температуре -40°С не менее 70 Дж.
24. Бесшовные прецизионные стальные трубы по п.23, характеризующиеся продольной и поперечной жесткостью при температуре -40°С не менее 100 Дж, предпочтительно не менее 150 Дж, и еще более предпочтительно не менее 200 Дж.
25. Способ получения гильз для гидравлических цилиндров, включающий обработку прецизионных бесшовных стальных труб по любому из пп.17-24.
26. Гильза для гидравлического цилиндра, полученная способом по п.25.
27. Гидравлический цилиндр, содержащий гильзу по п.26.
| US 2003155052 A, 21.08.2003 | |||
| US 6846371 A, 10.04.2003 | |||
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2210604C2 |
| Способ изготовления труб из низкоуглеродистой стали | 1981 |
|
SU990836A1 |

