Изобретение относится к области определения физико-механических свойств материалов путем приложения к круглым в сечении образцам растягивающих нагрузок и может применяться в машиностроении, авиастроении, судостроении и других отраслях промышленности для изучения сопротивления материалов пластическому деформированию в холодном состоянии.
Известно, что при испытании пластичных металлов и сплавов на растяжение наблюдается стадия формирования шейки, для которой характерно объемное напряженное состояние, неоднородное в продольном и поперечном сечении образца. При определении истинных напряжений а, соответствующих определенной стадии сосредоточенной деформации в шейке, вводят поправочный коэффициент K, учитывающий жесткость напряженного состояния:

где Р - соответствующее значение растягивающего усилия; d - текущее значение минимального диаметра образца в шейке.
Значения поправочного коэффициента K являются переменными на протяжении всей стадии формирования шейки вплоть до разрушения образца и определяются на основе текущих значений минимального диаметра d и радиуса кривизны шейки R по одной из известных формул (Бриджмен П. Исследование больших пластических деформаций и разрыва. - М.: Изд-во иностр. лит., 1955. - 444 с.; Давиденков Н.Н., Спиридонова Н.Н. Анализ напряженного состояния в шейке растянутого образца // Заводская лаборатория, 1945. - №6. - С. 583-593; Остсемин А.А. К анализу напряженного состояния в эллиптической шейке образца при растяжении // Проблемы прочности, 2009. - №4. - С. 19-28).
Известен способ определения радиуса кривизны шейки (Бриджмен П. Исследование больших пластических деформаций и разрыва. - М.: Изд-во иностр. лит., 1955. - 444 с.), при котором используют длинный конус, который перемещают вдоль боковых поверхностей шейки поперек образца и фиксируют диаметр конуса, соответствующий исчезновению просвета между конусом и шейкой в области минимального сечения. На основе диаметра выбранного сечения конуса судят о радиусе кривизны шейки.
Недостатком данного способа является необходимость остановки процесса испытания для осуществления процедуры измерений. При этом определяемые значения истинных напряжений искажаются ввиду разгрузки образца.
Известен способ определения радиуса кривизны шейки (Бриджмен П. Исследование больших пластических деформаций и разрыва. - М.: Изд-во иностр. лит., 1955. - 444 с.), при котором получают сильно увеличенное изображение шейки на проекторе, а на основе полученного изображения подбирают диаметр вписанной в профиль шейки окружности.
Недостатком данного способа является необходимость остановки процесса испытания и извлечения образца из захватов испытательной машины с целью проведения измерений. При этом определяемые значения истинных напряжений также искажаются.
Известен способ определения радиуса кривизны шейки (Смирнов С.В., Вичужанин Д.П., Нестеренко А.В. Комплекс испытаний для исследования влияния напряженного состояния на предельную пластичность металла при повышенной температуре // Вестник ПНИПУ. Механика. - 2015. - №3. - С. 146-164), при котором используют инструментальный микроскоп, при этом измерения осуществляют на нескольких контрольных образцах, растянутых с разной степенью деформации. Необходимость повторного нагружения образца при этом отсутствует.
Недостатком данного способа является необходимость объединения воедино результатов испытаний, проведенных на серии отдельных образцов, имеющих разную геометрию в пределах допусков на изготовление и, соответственно, диаграммы нагружения.
Общим недостатком для аналогов является невозможность определения радиуса кривизны шейки непосредственно в процессе испытания и малое число точек на диаграмме истинных напряжений. Кроме того, на результаты измерений радиуса кривизны шейки оказывает влияние субъективный фактор, связанный с необходимостью выбора наиболее подходящего варианта окружности, вписанной в продольный профиль шейки.
Наиболее близким техническим решением, принятым за прототип, является способ определения радиуса кривизны шейки (Sancho А., Сох M.J., Cartwright Т., Davies С.М., Hooper Р.А., Dear J.P. An Experimental methodology to characterize post-necking behaviour and quantify ductile damage accumulation in isotropic materials // Int. J. Solids Struct. - 2019. - V. 176-177. - P. 191-206), при котором используют цифровую зеркальную фотокамеру, при этом измерения продольного профиля шейки осуществляют непосредственно в процессе испытания.
Согласно прототипу получают серию изображений образца с шейкой, соответствующих разным стадиям испытания. Изображения получают непосредственно в процессе нагружения с помощью цифровой фотокамеры. На каждом изображении выбирается область, на которой представлена часть образца с шейкой. Путем применения цифровых фильтров выделяют профиль образца на каждом изображении и вычисляют значения радиуса кривизны шейки и минимального диаметра образца на основе аппроксимации профиля шейки с помощью уравнения регрессии, представленного полиномом.
Существенный недостаток прототипа состоит в том, что при обработке отдельных кадров, соответствующих конкретным моментам испытания, необходимо каждый раз задавать область изображения, которая используется для аппроксимации продольного профиля образца. В случае задания большой области изображения, охватывающей не только шейку, но и рабочую часть образца с однородной деформацией, точность описания профиля шейки с помощью полинома существенно снижается. В случае задания малой области изображения точность аппроксимации увеличивается, однако возникает необходимость уточнять положение шейки на каждом конкретном изображении, т.к. в общем случае шейка перемещается в соответствии с удлинением образца, а ее размеры меняются. В результате снижается надежность способа и точность определяемых значений радиуса кривизны шейки и минимального диаметра образца.
Задачей изобретения является преодоление указанных трудностей при выборе области изображения, используемой для аппроксимации профиля образца с целью определения радиуса кривизны шейки и диаметра в минимальном сечении.
Техническим результатом заявленного изобретения является обеспечение возможности назначения произвольной и неизменной для всей серии снимков области изображений образца с шейкой, которая используется для аппроксимации продольного профиля образца, а также обеспечение точности определяемых значений радиуса кривизны шейки и минимального диаметра при растяжении.
Указанный технический результат достигается за счет того, что для определения радиуса кривизны шейки и минимального диаметра образца при растяжении проводят испытание образца на растяжение, с помощью цифровой фото- или видеокамеры получают отдельные изображения образца с шейкой, выделяют контуры образца, определяют координаты точек, принадлежащих поверхности образца, на основе которых осуществляют аппроксимацию продольного профиля шейки с помощью уравнения регрессии, а затем рассчитывают радиус кривизны шейки и определяют минимальный диаметр образца, при этом для аппроксимации профиля шейки используют часть изображения в пределах начальной рабочей длины образца, при этом аппроксимацию профиля шейки осуществляют с помощью уравнения

где ρ и z - радиальная и осевая координаты точек на поверхности образца в пределах выбранной области кадра, r1 и r2 - радиусы образца соответственно в момент начала локализации деформации в шейке и в минимальном сечении, z0 - осевая координата минимального сечения шейки, c - параметр уравнения, отражающий связь формы шейки и свойств материала, причем конкретные значения величин r1, r, z0 и с, входящих в уравнение аппроксимации, находят методом наименьших квадратов, а значения радиуса кривизны шейки и минимального диаметра образца при растяжении рассчитывают соответственно по формулам:

Существенным отличием заявленного способа является применение зависимости (2), которая обладает необходимыми свойствами для адекватного описания профиля шейки. В минимальном сечении шейки при z=z0, значения радиуса образца соответствуют минимальному значению r в текущий момент времени. А по мере удаления от минимального сечения, определяемого радиусом r, значения радиуса образца асимптотически приближаются к значению r1, соответствующему началу формирования шейки.
Существенным отличием заявленного способа является то, что для аппроксимации профиля шейки на любой стадии сосредоточенной деформации может быть использована одна и та же область кадра без необходимости постоянного уточнения положения шейки, при этом размер выбираемой области изображения может быть установлен в пределах начальной рабочей длины образца, т.е. включать не только область шейки, но и часть образца с однородной деформацией. Это обусловлено тем, что уравнение (2) позволяет описать профиль всей рабочей части образца, а не только самой шейки.
Способ иллюстрируется нижеприведенными рисунками.
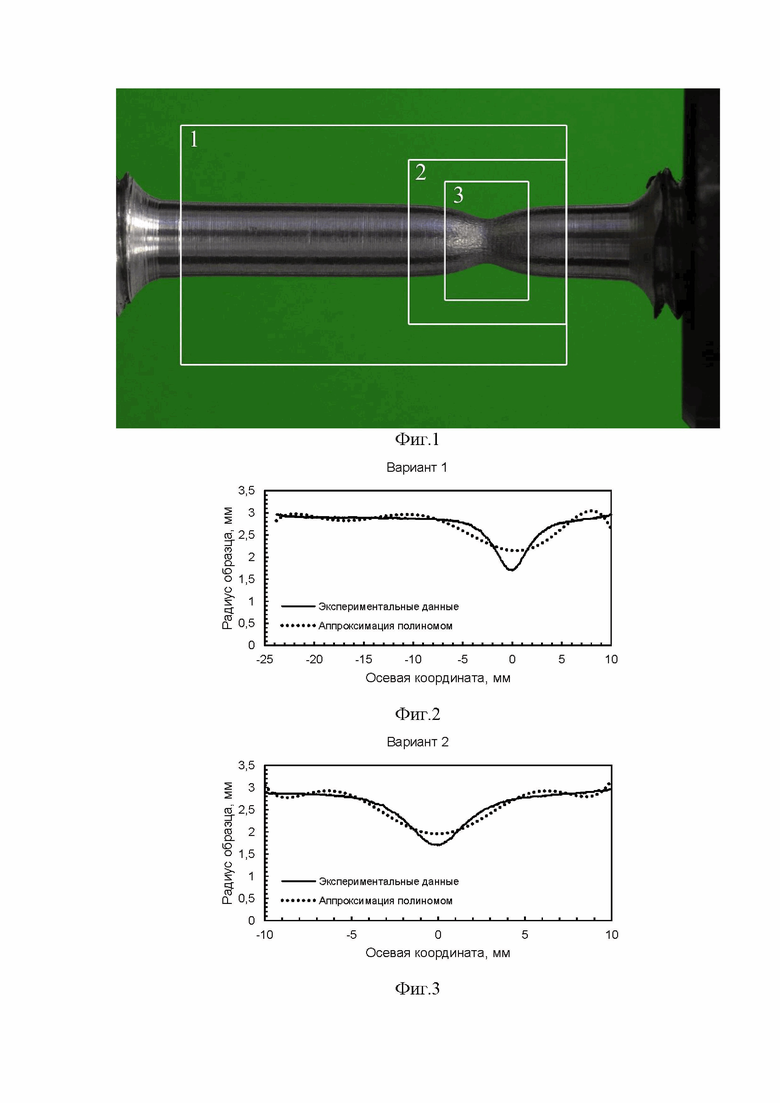
На фиг. 1 приведен пример кадра, получаемого с помощью цифровой фотокамеры в ходе испытания образца на растяжение. Показана стадия сосредоточенной деформации образца в шейке. Прямоугольниками с номерами 1, 2 и 3 показаны различные варианты выбора части изображения, которая используется для аппроксимации профиля шейки уравнением регрессии.
На фиг. 2 приведен пример аппроксимации профиля шейки, соответствующей области изображения 1 на фиг. 1. Использовано уравнение регрессии в виде полинома шестой степени.
На фиг. 3 приведен аналогичный пример для области изображения 2.
На фиг. 4 - для области изображения 3.
Фиг. 2-4 демонстрируют то, что увеличение размеров используемой области изображения ведет к снижению точности аппроксимации и точности определяемых значений радиуса кривизны шейки и минимального диаметра.
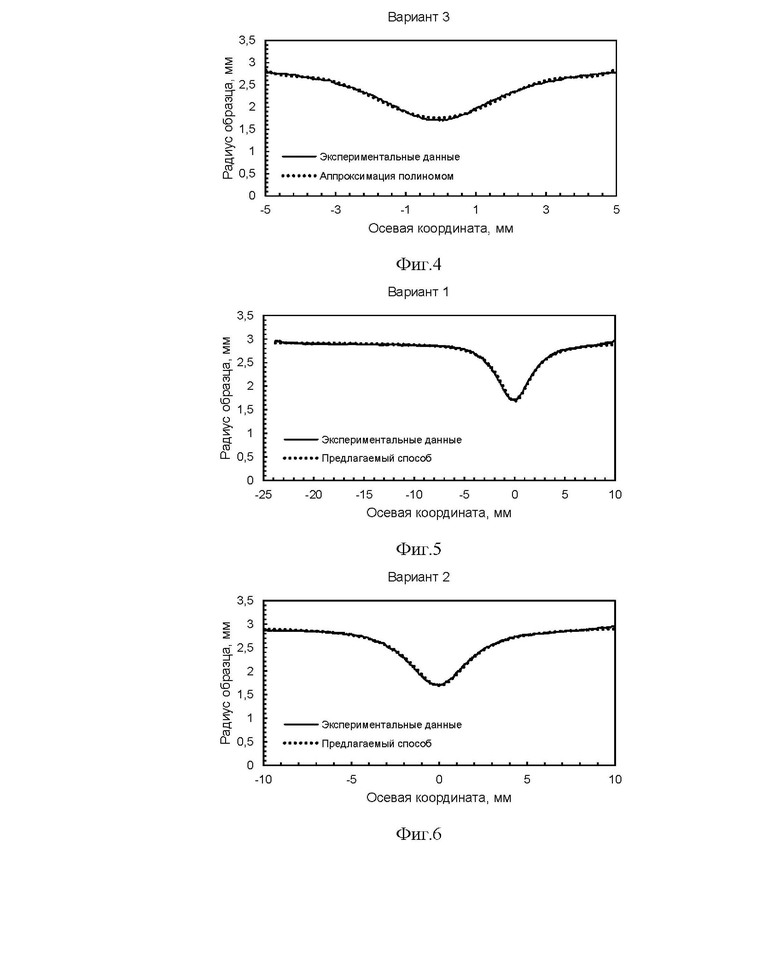
На фиг. 5 приведен пример аппроксимации профиля шейки, соответствующей области изображения 1 на фиг. 1. Использовано уравнение регрессии (2) согласно заявляемому способу.
На фиг. 6 приведен аналогичный пример для области изображения 2.
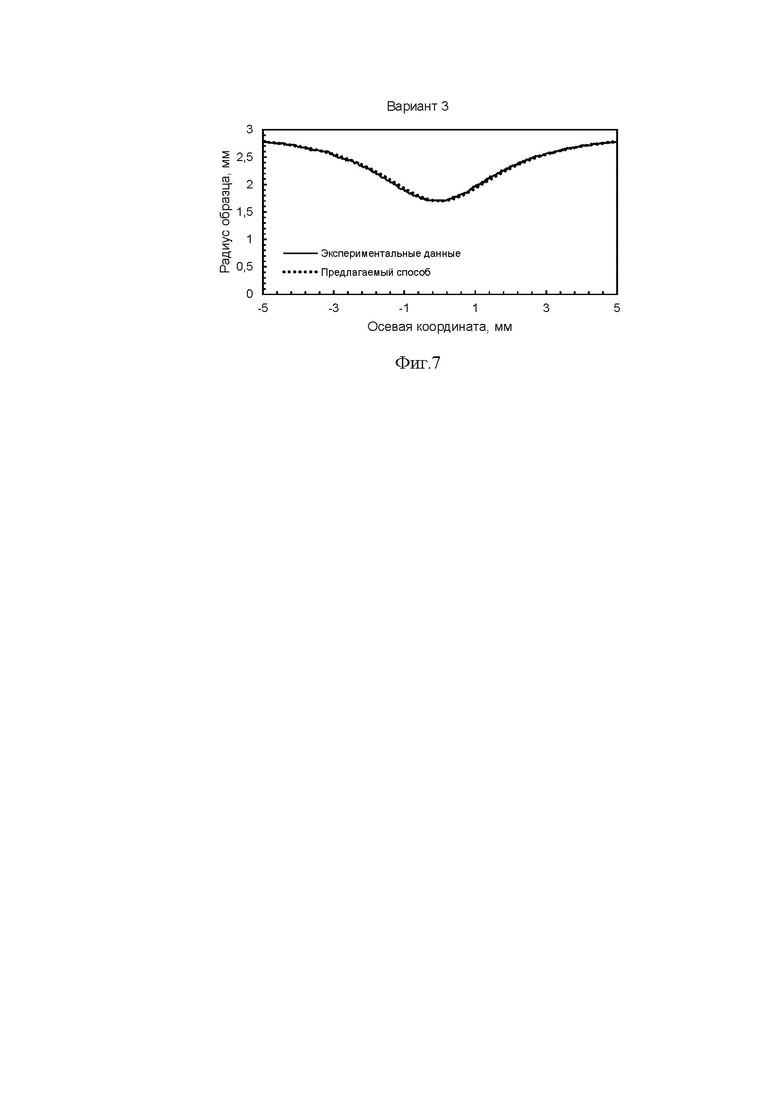
На фиг. 7 - для области изображения 3.
Фиг. 5-7 демонстрируют возможность точного описания профиля шейки с помощью предложенного уравнения регрессии (2) независимо от размеров выбираемой области изображения для аппроксимации.
Способ определения радиуса кривизны шейки и минимального диаметра образца при растяжении реализуется следующим образом (на примере ГОСТ 1497-84 и съемки с помощью цифровой фотокамеры).
Осуществляют подготовку испытания цилиндрического образца на растяжение. Форма и размеры образца предусмотрены ГОСТ 1497-84. Образец устанавливают в захваты испытательной установки.
Устанавливают и фиксируют фотокамеру напротив образца. Образец при этом помещают на однотонный фон с целью облегчения выделения контуров. Фотокамера фокусируется на плоскость, проходящую через ось образца для обеспечения резкого изображения контуров.
Согласно предлагаемому способу испытания на растяжение проводят с одновременной видеозаписью формирования шейки. Режимы проведения испытаний назначают согласно упомянутому стандарту.
По окончании испытания с помощью соответствующего программного обеспечения видеозапись разбивается на отдельные кадры. Отдельные кадры, полученные из видеозаписи, соотносят с конкретным моментом испытания на диаграмме нагружения. Для согласования времени используют момент разрушения образца.
На основе кадра, предшествующего моменту разрушения образца, задают область изображения, которая используется для аппроксимации профиля шейки и расчета радиуса кривизны и минимального диаметра. На основе кадра, предшествующего началу формирования шейки, проверяют, чтобы заданная область изображения не превышала рабочей длины образца.
С помощью цифровых фильтров, реализуемых в специализированном программном обеспечении, выделяют контуры образца и определяют координаты соответствующих пикселей. На основе известных размеров образца определяют осевые и радиальные координаты точек, принадлежащих поверхности образца.
С применением метода наименьших квадратов находят значения r1, r, z0 и с, входящие в уравнение регрессии (2). Имея уравнение профиля образца, радиус кривизны шейки в минимальном сечении может быть найден по известной математической формуле:

или после вычисления производных в (5) по формуле (3).
Значение диаметра в минимальном сечении шейки вычисляют по формуле (4).
Предлагаемый способ был опробован в ходе испытаний стальных образцов на растяжение. Материалом для исследования являлась сталь 09Г2С после различных видов обработки (нормализация, закалка, закалка с последующим отпуском).
Испытания на растяжение были реализованы на растяжной машине INSTRON 3382. Испытания были проведены с применением камеры Canon 700D, оснащенной объективом EF-S 18-55 f/3.5-5.6 IS STM. Фактическое значение фокусного расстояния составило 55 мм, чувствительность ISO1600, выдержка 1/30 с. Осуществлялась видеосъемка процесса испытания с разрешением 1920×1080 пикселей.
Испытания проведены в соответствии с ГОСТ 1497. Использовались пятикратные цилиндрические образцы тип IV с диаметром рабочей части 5 мм. Скорость нагружения образца составила 2 мм/мин.
После извлечения кадров для каждой точки на диаграмме нагружения было сопоставлено собственное изображение образца с шейкой. Обработка каждого изображения представляла собой последовательность действий, отделение образца от окружающего фона и выделение его контура, определение координат точек на поверхности образца в плоскости, перпендикулярной направлению съемки, а также аппроксимацию профиля шейки с помощью уравнения (2). Радиус кривизны шейки R в минимальном сечении образца вычислялся по формуле (3), минимальный диаметра - по формуле (4)
Точность аппроксимации профиля шейки оценивалась выражением:

где zmin и zmax - границы диапазона точек, принадлежащих поверхности образца, которые использованы для отыскания коэффициентов в уравнении аппроксимации, ρimg(z) - значения радиуса образца, полученные на основе координат пикселей для текущего изображения, ρ(z) - значения радиуса образца на основе уравнения аппроксимации, i - номер изображения.
Наибольшие погрешности составили 0,070 мм, 0,072 мм и 0,066 мм для образцов после нормализации, закалки и закалки с последующим отпуском соответственно при среднем размере пикселя 0,031 мм.
Рекомендуется использовать данный способ для изучения сопротивления материалов пластическому деформированию в холодном состоянии в ходе испытаний цилиндрических образцов на растяжение. Получаемые характеристики сопротивления материалов деформации могут быть использованы для модернизации существующих и проектирования новых технологических процессов обработки материалов давлением в различных отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ И/ИЛИ ДЕФОРМАЦИЙ ОБРАЗЦА ПРИ ВЫСОКОТЕМПЕРАТУРНОМ ВОЗДЕЙСТВИИ НА НЕГО И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2665323C1 |
| СПОСОБ БЕСКОНТАКТНЫХ ИЗМЕРЕНИЙ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТА В ПРОСТРАНСТВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2551396C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ДЕФОРМИРОВАНИЯ МАТЕРИАЛА | 2006 |
|
RU2319945C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНЫХ ИСТИННЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ | 2012 |
|
RU2516592C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПО СЕЧЕНИЮ СТЕНКИ ТРУБЫ (ВАРИАНТЫ) | 2019 |
|
RU2738997C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНЫХ ИСТИННЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ | 2006 |
|
RU2319944C1 |
| СПОСОБ СТЕРЕОЛОГИЧЕСКОГО ИССЛЕДОВАНИЯ СТРУКТУРНОЙ ОРГАНИЗАЦИИ ОБЪЕКТОВ | 2002 |
|
RU2291488C9 |
| СКАНИРУЮЩЕЕ УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ И ОБСЛЕДОВАНИЯ КРУГЛЫХ ОТВЕРСТИЙ В ПРОЗРАЧНЫХ ЖИДКОСТЯХ В СРЕДЕ С ИОНИЗИРУЮЩИМ ИЗЛУЧЕНИЕМ | 2018 |
|
RU2757474C2 |
| СПОСОБ ФОТОГРАММЕТРИЧЕСКОЙ КАЛИБРОВКИ ФОТОКАМЕР | 2006 |
|
RU2308001C1 |
| Способ прослеживания и ранжирования квалификации сварщиков | 2020 |
|
RU2763708C1 |
Изобретение относится к области определения физико-механических свойств материалов. Для определения радиуса кривизны шейки и минимального диаметра образца при растяжении образец подвергают испытанию с одновременной съемкой процесса нагружения. Для этого используют цифровую фото- или видеокамеру. Получают отдельные изображения образца с шейкой, на которых выделяют контуры образца и определяют координаты точек, принадлежащих поверхности образца. На основе полученных значений координат осуществляют аппроксимацию продольного профиля образца с помощью уравнения регрессии, на основе которого затем рассчитывают радиус кривизны шейки и определяют минимальный диаметр образца. При этом для аппроксимации профиля шейки используют часть изображения в пределах начальной рабочей длины образца, а аппроксимацию профиля шейки осуществляют с помощью соответствующего уравнения. Далее вычисляют значения радиуса кривизны шейки и минимального диаметра образца при растяжении. Технический результат - повышение точности определяемых значений радиуса кривизны шейки и минимального диаметра образца благодаря обеспечению высокой точности при аппроксимации продольного профиля шейки независимо от размеров выбираемой области изображения образца. 7 ил.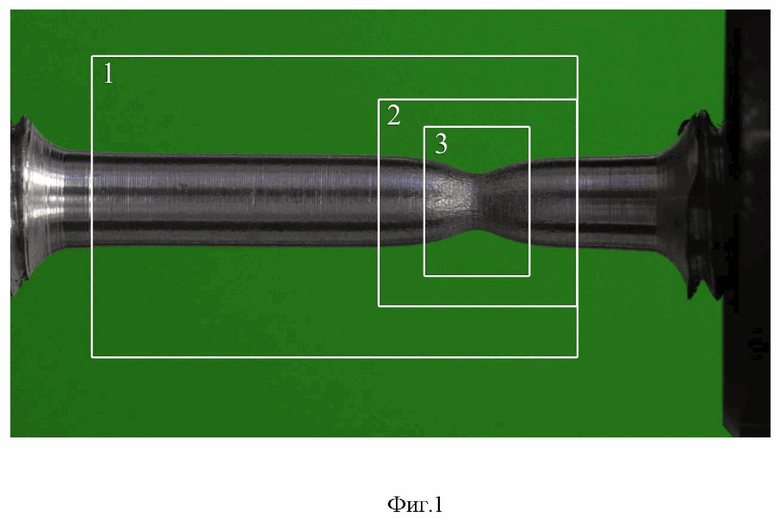
Способ определения радиуса кривизны шейки и минимального диаметра образца при растяжении, заключающийся в следующем: проводят испытание образца на растяжение, с помощью цифровой фото- или видеокамеры получают отдельные изображения образца с шейкой, выделяют контуры образца, определяют координаты точек, принадлежащих поверхности образца, на основе которых осуществляют аппроксимацию продольного профиля шейки с помощью уравнения регрессии, а затем рассчитывают радиус кривизны шейки и определяют минимальный диаметр образца, отличающийся тем, что для аппроксимации профиля шейки используют часть изображения в пределах начальной рабочей длины образца, при этом аппроксимацию профиля шейки осуществляют с помощью уравнения:
 ,
,
где ρ и z – радиальная и осевая координаты точек на рабочей поверхности образца, r1 и r – радиусы образца соответственно в момент начала локализации деформации в шейке и в минимальном сечении, z0 – осевая координата минимального сечения шейки, c – параметр уравнения, отражающий влияние свойств материала на форму шейки, при этом конкретные значения величин r1, r, z0 и c, входящих в уравнение регрессии, находят методом наименьших квадратов, а значения радиуса кривизны шейки и минимального диаметра образца при растяжении рассчитывают соответственно по формулам:
 ;
;
 .
.
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ И/ИЛИ ДЕФОРМАЦИЙ ОБРАЗЦА ПРИ ВЫСОКОТЕМПЕРАТУРНОМ ВОЗДЕЙСТВИИ НА НЕГО И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2665323C1 |
| СПОСОБ БЕСКОНТАКТНЫХ ИЗМЕРЕНИЙ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТА В ПРОСТРАНСТВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2551396C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ | 2016 |
|
RU2633649C1 |
| CN 109883824 A, 14.06.2019 | |||
| CN 213301115 U, 28.05.2021. | |||

