Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления сердечника двигателя.
Уровень техники
В последнее время увеличивается спрос на небольшие двигатели, в частности, на двигатели в области авиационно-космической техники и беспроводных пылесосов. Такие небольшие двигатели были усовершенствованы в отношении увеличения числа оборотов с целью уменьшения размеров и поддержания выходной мощности. Увеличение числа оборотов двигателя ведет к увеличению частоты возбуждения сердечника двигателя (стального сердечника двигателя). Кроме того, для компенсации потери в крутящем моменте из-за уменьшения размера двигателя может быть увеличено число полюсов. Как следствие, частота возбуждения сердечника двигателя также увеличивается. Требуется, чтобы материал стального сердечника (материал сердечника) такого высокооборотного двигателя имел низкие характеристики потери в железе, что происходит при высокой частоте. В качестве эффективных мер было предусмотрено добавление большого количества легирующего элемента, такого как Si или Al, для увеличения удельного сопротивления и уменьшения толщины листа. Однако добавление большого количества легирующего элемента и уменьшение толщины листа затрудняет выполнение процесса вырубки сердечника двигателя. В частности, для уменьшения размера двигателя его сердечник должен быть достаточно небольшим, в результате чего плохая обрабатываемость электротехнической листовой стали, которая является материалом сердечника, обусловливает такие проблемы, как снижение производительности при обработке вырубкой и увеличение расходов. Для решения вышеуказанных проблем был тщательно изучен способ обработки сердечника двигателя с помощью резки электротехнической листовой стали с образованием расплава, используя лазер или сходный инструмент вместо обработки вырубкой (ссылка на Непатентную литературу 1).
Перечень цитированных документов
Непатентная литература
Непатентная литература 1: «Влияние лазерной резки на микроструктуру и на магнитные свойства зерна нетекстурированных электротехнических сталей», журнал «Магнетизм и магнитные материалы», 256 (2003 г.), 20 -31.
Раскрытие сущности изобретения
Техническая проблема
Однако, как известно, способ обработки сердечника двигателя, использующий лазер или сходный инструмент, вызывает ухудшение магнитных свойств электротехнической листовой стали в результате деформации электротехнической листовой из-за подвода тепла и охлаждения электротехнической листовой стали. Магнитные свойства электротехнической листовой стали в результате деформации листа под действием лазера или сходного инструмента ухудшаются в большей степени по сравнению с обработкой вырубкой. В качестве способа изготовления сердечника двигателя способ обработки сердечника двигателя с помощью лазера имеет ряд проблем.
С учетом вышеуказанных проблем задача настоящего изобретения состоит в том, чтобы предложить сердечник, пригодный для небольшого высокооборотного двигателя.
Решение проблемы
Способ изготовления сердечника двигателя по настоящему изобретению включает в себя этап изготовления сердечника двигателя посредством выполнения резки электротехнической листовой стали с образованием расплава, используя тепло, подводимое от поверхности, причем электротехническая листовая сталь имеет такую среднюю теплопроводность, которая в положениях по глубине от поверхности до одной третьей глубины по толщине листа меньше теплопроводности в среднем положении в направлении толщины листа на 30% или более.
В вышеописанном способе изготовления сердечника двигателя по настоящему изобретению толщина листа из электротехнической листовой стали равна или меньше 0,20 мм.
В вышеописанном способе изготовления сердечника двигателя по настоящему изобретению концентрации Si, Al и Mn в положениях по глубине от поверхности до одной третьей глубины по толщине листа из электротехнической листовой стали удовлетворяют условию, заданному в следующей формуле (1).

В вышеописанном способе изготовления сердечника двигателя по настоящему изобретению концентрация каждого элемента по всей толщине листа из электротехнической листовой стали составляет для C: 0,01% или менее, для Si: 7% или менее, для Al: 4% или менее и для Mn: 5% или менее в % масс.
Преимущественные эффекты изобретения
По настоящему изобретению может быть предложен способ изготовления сердечника, пригодного для небольшого высокооборотного двигателя.
Краткое описание чертежей
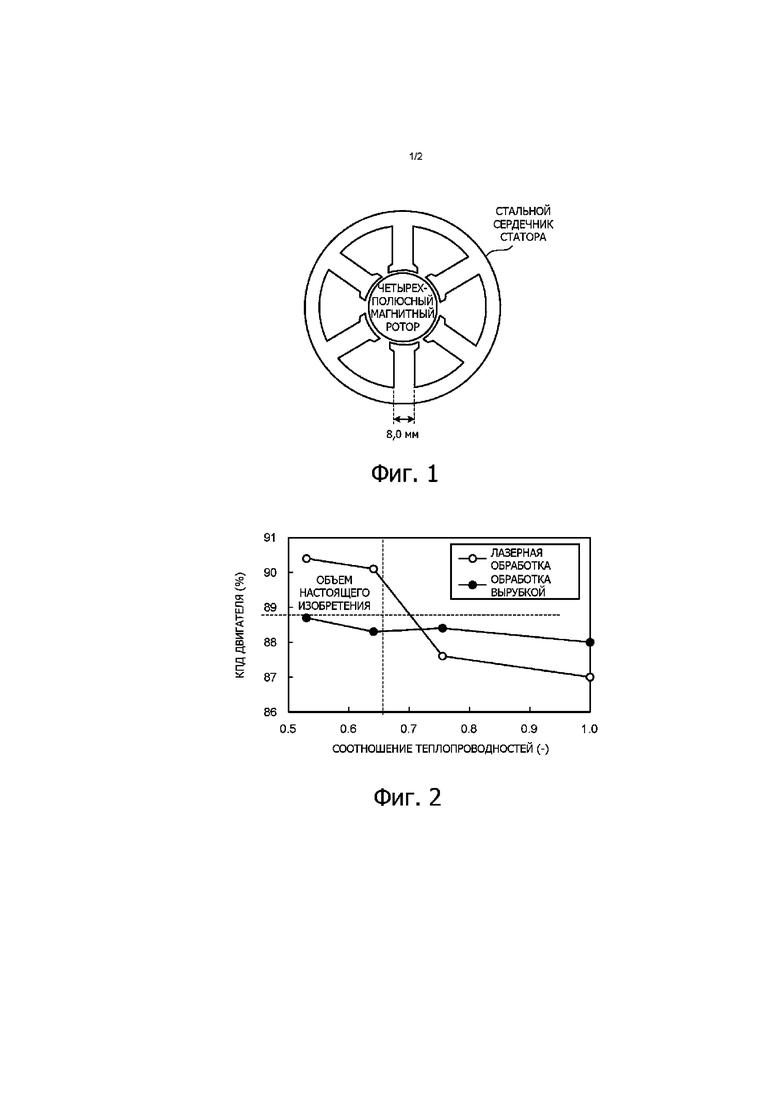
Фиг. 1 - вид в плане примера сердечника двигателя;
фиг. 2 - график взаимосвязи соотношения теплопроводностей сердечника двигателя, изготавливаемого лазерной обработкой и обработкой вырубкой, и КПД двигателя;
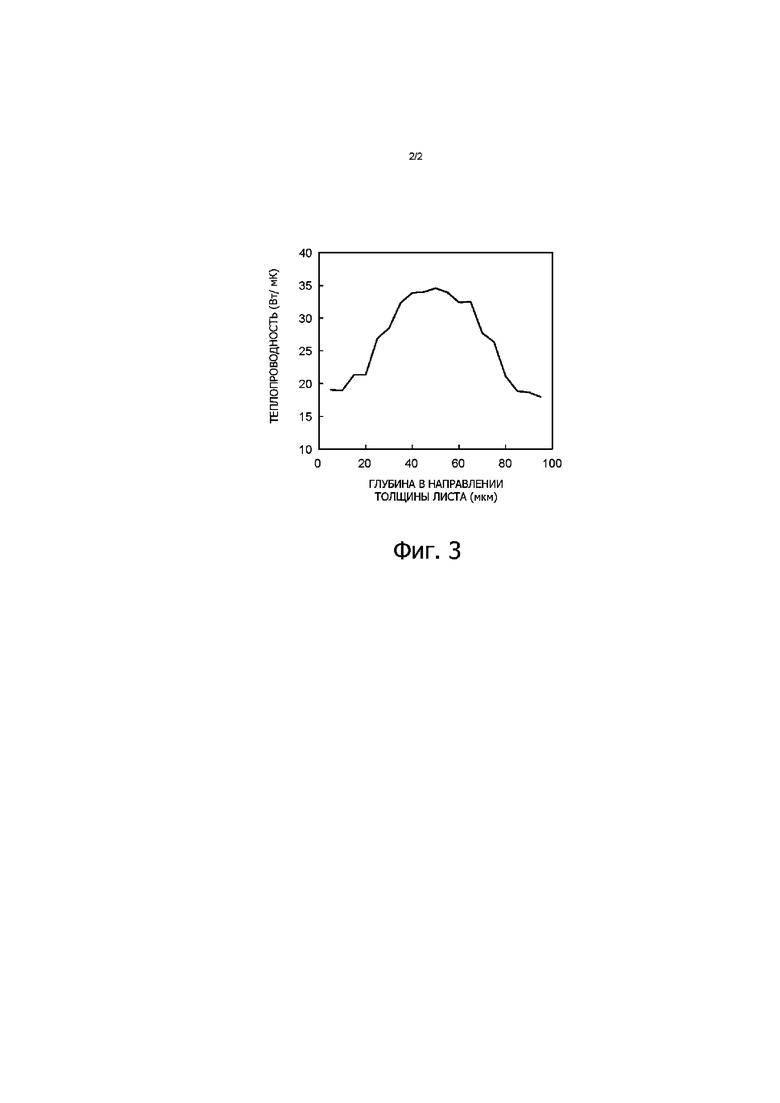
фиг. 3 - график примера взаимосвязи глубины в направлении толщины листа и теплопроводности.
Осуществление изобретения
Авторы настоящего изобретения исследовали ухудшение магнитных свойств электротехнической листовой стали в результате лазерной обработки и механизм ухудшения и выполнили фундаментальное изучение и разработку электротехнических листовых сталей, которые могли бы сдерживать ухудшение магнитных свойств. Изучение показало, что ухудшение магнитных свойств электротехнической листовой стали в результате лазерной обработки вызвано деформацией, значительному воздействию которой подвергается электротехническая листовая сталь, от поверхности листа в направлении плоской поверхности электротехнической листовой стали, причем деформация обусловлена подводом тепла и охлаждением электротехнической листовой стали во время обработки лазером. С другой стороны, для выполнения резки электротехнической листовой стали с образованием расплава, прежде чем деформация будет распространяться в направлении плоской поверхности, желательно, чтобы подводимое тепло легко передавалось от поверхности внутрь электротехнической листовой стали и почти не передавалось в направлении плоской поверхности. На основании вышеизложенных сведений и идеи авторы изобретения выполнили следующие испытания и разработали настоящее изобретение.
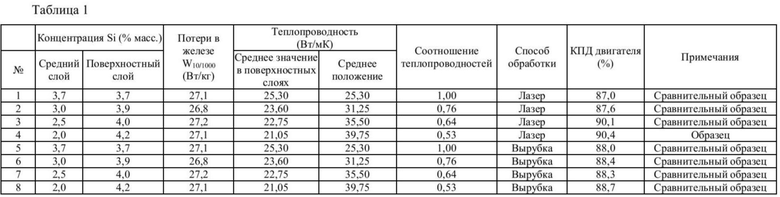
Во-первых, для того, чтобы внести ясность, как условия лазерной обработки и теплопроводность внутри электротехнической листовой стали влияют на КПД двигателя, были собраны испытательные электродвигатели, используя листы из электротехнической стали толщиной 0,10 мм, имеющие одни и те же потери в железе при 1,0 Тл - 1000 Гц, но разные теплопроводности в направлении толщины листа. Была выполнена оценка собранных испытательных двигателей. Каждый лист из электротехнической стали был изготовлен из холоднокатаного стального листа, имеющего концентрацию Si, эквивалентную концентрации Si в среднем слое, указанной в нижеприведенной таблице 1, и концентрация Si поверхностного слоя была увеличена с помощью процесса силицирования. В качестве способа обработки сердечников двигателей использовали обработку вырубкой или лазерную обработку.
Испытания показали, что в электротехнической листовой стали, имеющей такую среднюю теплопроводность (именуемую в таблице 1 теплопроводностью средних поверхностных слоев), которая в положениях по глубине от поверхности до одной третьей глубины по толщине листа меньше теплопроводности в среднем положении в направлении толщины листа на 30% или более, магнитные свойства электротехнической листовой стали в результате лазерной обработки ухудшаются в меньшей степени. Что касается более предпочтительной структуры электротехнической листовой стали, авторы изобретения установили, что могла бы быть получена электротехническая листовая сталь с превосходными магнитными свойствами с меньшей вероятностью их ухудшения, когда концентрации SI, Al и Mn в положениях по глубине от поверхности до одной третьей глубины по толщине листа удовлетворяет следующей формуле (1). Авторы разработали настоящее изобретение на основании полученных результатов.

Как известно, элементы Si, Al и Mn улучшают магнитные свойства электротехнической листовой стали за счет увеличения удельного сопротивления электротехнической листовой стали и уменьшения потерь на вихревые токи. Однако, поскольку Mn увеличивает коэффициент теплового расширения электротехнической листовой стали, зона термического влияния расширяется во время подвода тепла от поверхности. Это дополнительно способствует деформации электротехнической листовой стали. Таким образом, предусмотрено, что добавление Mn в меньшем количестве по сравнению с соответствующими количествами Si и Al сдерживает ухудшение магнитных свойств электротехнической листовой стали. Несмотря на то, что настоящее изобретение было разработано на основе исследований и практики лазерной обработки, сходные эффекты могут быть получены с помощью обработки резанием с образованием расплава, где используется подвод тепла от поверхности, например, обработки резанием, где используются электронные лучи и сходные способы.
Ниже приведено описание способа изготовления сердечника двигателя по настоящему изобретению.
В способе изготовления сердечника двигателя по настоящему изобретению выполняется резка электротехнической листовой стали с образованием расплава, используя тепло, подводимое от поверхности, причем электротехническая листовая сталь имеет такую среднюю теплопроводность, которая в положениях по глубине от поверхности до одной третьей глубины по толщине листа меньше теплопроводности в среднем положении в направлении толщины листа на 30% или более. Этот способ обработки облегчает резку электротехнической листовой стали с образованием расплава, позволяя теплу проходить в направлении толщины листа, сдерживая воздействие тепла в направлении плоской поверхности электротехнической листовой стали во время лазерной обработки. Эта структура может сдерживать деформацию электротехнической листовой стали и, таким образом, сдерживать ухудшение магнитных свойств электротехнической листовой стали.
В рассматриваемом случае листы из электротехнической листовой стали, обрабатываемые до окончательной толщины холодной прокаткой, подвергаются термообработке при 1200°C с помощью SiCl4 для регулирования количества Si, которое должно отличаться по поверхностным слоям. Этот процесс позволяет изменять различные средние теплопроводности от поверхности до одной третьей глубины по толщине листа и различные теплопроводности в среднем положении в направлении по толщине листа. Из вышеупомянутых листов из электротехнической листовой стали был собран небольшой двигатель (ширина зубцов - 8,0 мм), показанный на фиг. 1, и была выполнена оценка КПД двигателя. В качестве способа обработки сердечников двигателей использовали обработку вырубкой или лазерную обработку. В случае лазерной обработки использовался CO2-импульный лазер с частотой 1500 Гц и выходной мощностью 500 Вт, в качестве вспомогательного газа использовался кислород, который распылялся при давлении 5 МПа, и скорость лазерного сканирования была задана равной приблизительно 5000 мм/мин. Были заданы условия приведения в движение двигателя 50 мНм - 90000 об/мин, и для измерения выходной мощности использовался измеритель крутящего момента двигателя EMM-100M производства компании SUGAWARA Laboratories Inc.
В таблице 1 представлены полученные результаты, и на фиг. 2 показана взаимосвязь между соотношением (соотношением теплопроводностей) средней теплопроводности от поверхности до одной третьей глубины по толщине листа и теплопроводности в среднем положении в направлении толщины листа и КПД двигателя. Как показано на фиг. 2, в сердечниках двигателей, изготавливаемых с помощью обработки вырубкой, не наблюдалось влияния соотношения теплопроводностей на КПД двигателя. С другой стороны, в сердечниках двигателей, изготавливаемых лазерной обработкой, КПД двигателя был заметно увеличен, когда соотношение теплопроводностей было равно или меньше 0,7 (другими словами, когда средняя теплопроводность в положениях по глубине от поверхности до одной третьей глубины по толщине листа была меньше теплопроводности в среднем положении в направлении толщины листа на 30% или более). Более предпочтительно, чтобы средняя теплопроводность в положениях по глубине от поверхности до одной третьей глубины по толщине листа была меньше теплопроводности в среднем положении в направлении толщины листа на 50% или более.
Способ сохранения изменения теплопроводности в направлении по толщине листа из электротехнической листовой стали не ограничивается. Например, как описано ниже в примерах, могут использоваться способ силицирования, который предусматривает обработку электротехнической листовой стали с помощью химического осаждения из газовой фазы (CVD), и способ изготовления плакированной стали, в котором соединяются листы из электротехнической листовой стали, имеющие отличающиеся компоненты. Теплопроводность в направлении по толщине листа можно оценивать, используя, например, тепловой микроскоп (тепловой микроскоп TM3 производства компании Bethel Co., Ltd.). Несмотря на то, что абсолютные значения теплопроводностей электротехнической листовой стали не относятся к эффектам настоящего изобретения, средняя теплопроводность по всей толщине листа предпочтительно равна или больше 10 Вт/мК или более предпочтительно равна или больше 15 Вт/мК с целью обработки электротехнической листовой стали, используя подвод тепла лазера.
Поскольку требуется, чтобы высокооборотный двигатель имел низкие характеристики потерь в железе при высокой частоте, электротехническая листовая сталь должна иметь эффективную толщину для уменьшения вихревого тока, которая предпочтительно равна или меньше 0,20 мм или более предпочтительно равна или меньше 0,15 мм и еще более предпочтительно равна или меньше 0,10 мм.
Добавление элемента, который увеличивает удельное сопротивление электротехнической листовой стали, является эффективным для уменьшения потерь в железе при высокой частоте. Однако чрезмерное добавление Mn увеличивает коэффициент теплового расширения и способствует деформации электротехнической листовой стали во время лазерной обработки, что может ухудшить магнитные свойства электротехнической листовой стали. Следовательно, концентрации Si, Al и Mn в положениях по глубине от поверхности до одной третьей глубины по толщине листа должны удовлетворять следующей формуле (1) и, кроме того, предпочтительно, чтобы добавочное количество Mn было равно или меньше определенного количества, устанавливаемого относительно добавочных количеств Al и Si.

При содержании излишнего количества C (углерода) магнитные свойства электротехнической листовой стали ухудшаются из-за магнитного старения. Концентрация углерода по всей толщине листа из электротехнической листовой стали предпочтительно составляет 0,01% и меньше или более предпочтительно 0,001% и меньше в % масс. Добавление Si, Al и Mn увеличивает удельное сопротивление электротехнической листовой стали и, таким образом, способствует уменьшению потерь на вихревые токи. Таким образом, добавление указанных элементов является эффективным, но, с другой стороны, добавление в чрезмерном количестве ведет к плотности магнитного потока насыщения электротехнической листовой стали. Таким образом, предпочтительно, чтобы концентрация (средняя концентрация) по всей толщине листа из электротехнической листовой стали составляла для Si: 7% или менее, для Al: 4% или менее и для Mn: 5% или менее в % масс.
Ухудшение магнитных свойств электротехнической листовой стали из-за деформации во время обработки может быть заметным, когда ширина зубцов равна или меньше 10 мм. Таким образом, предпочтительно, чтобы способ изготовления сердечника двигателя настоящего изобретения был приспособлен для двигателей, имеющих ширину зубцов, равную или меньше 10 мм.
Электротехническая листовая сталь по настоящему изобретению имеет незначительное ухудшение магнитных свойств из-за деформации в результате подвода тепла от поверхности. Таким образом, сердечник двигателя, имеющий превосходные магнитные свойства, может изготавливаться посредством обработки электротехнической листовой стали, используя подвод тепла от лазера, электронных лучей, и с помощью сходных способов по сравнению с обработкой резанием. Не существует никаких ограничений в отношении условий лазерной обработки (например, выходной мощности и состояния газа) или условий обработки, используя электронные лучи (например, ускоряющего напряжения, тока и атмосферы во время излучения), что можно регулировать в зависимости от толщины листа материала сердечника, требуемой скорости обработки и других факторов. В настоящем изобретении предполагается, что в качестве целевого объекта подвергается обработке электротехническая листовая сталь толщиной меньше 0,20 мм. Использование без необходимости мощного лазера способствует еще большей деформации в результате воздействия тепла и, таким образом, является нежелательным в отношении аспекта магнитных свойств. Таким образом, выходная мощность лазера предпочтительно составляет менее 500 Вт, более предпочтительно, менее 250 Вт. С той же самой точки зрения диаметр лазера предпочтительно небольшой. В частности, предпочтительно используется одномодный волоконный лазер или сходный инструмент, имеющий диаметр меньше 50 мкм.
Необходимость изоляционной пленки для электротехнической листовой стали, подлежащей использованию, такая же, как и необходимость обычной электротехнической листовой стали. Предпочтительно, чтобы изоляционная пленка, первоначально обеспечивающая достаточную изоляцию, была образована на одной из поверхностей или обеих поверхностях электротехнической листовой стали. Кроме того, настоящее изобретение предусматривает использование, в котором не выполняется процесс отжига для удаления деформации после формирования сердечника, что увеличивает не только расходы на изготовление, но также и капитальные затраты на оборудование. Для формирования сердечника листы из электротехнической листовой стали могут быть ламинированы и прикреплены друг к другу посредством взаимного соединения, склеивания и с помощью других способов.
Магнитные свойства электротехнической листовой стали, подлежащей использованию, эффективно улучшаются за счет добавления следующих элементов в пределах заданных диапазонов. Элементы Sn, P и Sb добавляются при необходимости в пределах, равных или меньше 0,1%, предпочтительно, равных или больше 0,001%. Это связано с тем, что плотность магнитного потока сердечника повышается за счет улучшения текстуры. Когда добавленное количество превышает 0,1%, преимущественный эффект достигает плато с чрезмерно увеличенной стоимостью. Таким образом, верхний предел добавленного количества задается равным 0,1%.
Не существует никаких ограничений в отношении способа изготовления электротехнической листовой стали, подлежащей использованию, и могут применяться различные способы до тех пор, пока изготавливаемая электротехническая листовая сталь удовлетворяет вышеуказанным условиям. В качестве примеров могут быть использованы следующие способы изготовления с (1) по (3).
(1) Каждый из материалов, имеющих различные составы, продувается в конвертере. Полученная расплавленная сталь дегазируется, состав стали регулируется для получения заданного состава, и затем сталь отливается в сляб. После очистки поверхности полученные слябы ламинируют и сваривают с помощью электронных лучей или сходного способа. На последующем этапе ламинированные слябы подвергаются горячей прокатке и затем холодной или теплой прокатке один раз или холодной или теплой прокатке два раза или более с промежуточным отжигом между ними, используя обычный способ, и формируются в лист, имеющий заданный толщины. Этот лист в дальнейшем подвергается окончательному отжигу.
(2) Материал, имеющий определенные составы, продувается в конвертере. Полученная расплавленная сталь дегазируется, и состав стали регулируется для получения заданного состава. Сляб подвергается горячей прокатке и затем холодной или теплой прокатке один раз или холодной или теплой прокатке два раза или более с промежуточным отжигом между ними, используя обычный способ, и формируется в лист, имеющий заданную толщину. Такой элемент, как Si, поступает на поверхность электротехнической листовой стали с помощью CVD или т.п., в результате чего формируется распределение теплопроводностей в направлении толщины листа.
(3) Материал, имеющий определенные составы, продувается в конвертере. Полученная расплавленная сталь дегазируется, и состав стали регулируется для получения заданного состава. Сляб подвергается горячей прокатке и затем холодной или теплой прокатке один раз или холодной или теплой прокатке два раза или более с промежуточным отжигом между ними, используя обычный способ, и формируется в лист, имеющий заданную толщину. На сформированный лист из электротехнической листовой стали ламинируется алюминиевая фольга. Далее лист из электротехнической листовой стали подвергается окончательному отжигу в безокислительной атмосфере.
Пример 1
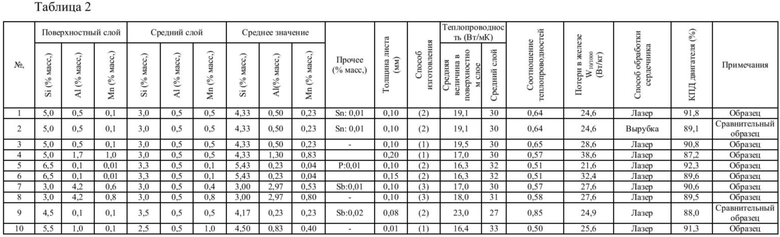
Листы из электротехнической листовой стали, используемые в качестве материала сердечника двигателя и имеющие состав в направлении толщины листа, указанный в таблице 2, были изготовлены с помощью способов, указанных в таблице 2. На каждом из листов из электротехнической листовой стали были выполнены оценка теплопроводности в направлении толщины листа и оценка потерь в железе (W10/1000), используя способ с применением рамки Эпштейна, определенный в JIS C2550-1. В качестве примера на фиг. 3 показаны данные по теплопроводности в направлении толщины листа № 1 из электротехнической листовой стали. Кроме того, небольшие двигатели, показанные на фиг. 1, были изготовлены из соответствующей электротехнической листовой стали, и была выполнена оценка КПД каждого двигателя. Были заданы условия приведения в движение двигателя 50 мНм - 90000 об/мин, и для измерения выходной мощности использовался измеритель крутящего момента двигателя EMM-100M производства компании SUGAWARA Laboratories Inc. Числа в колонке «Способ изготовления листов из электротехнической листовой стали» в таблице 2 соответствуют вышеописанным способам изготовления (1) по (3). Ниже описаны условия промежуточных процессов изготовления. Эти условия были отрегулированы таким образом, чтобы поверхностные слои (передний и задний) и средний слой состояли из разных компонентов, и чтобы каждый из слоев составлял одну третью листа.
(1) Материал был продут и дегазирован в конвертере, и его состав был отрегулирован для получения заданных компонентов. Далее материал был отлит и подвергнут очистке. Полученные слябы, содержащие различные компоненты, были ламинированы и повторно нагреты до 1200°C. После горячей прокатки был получен лист толщиной 1,8 мм. Лист был передан на операцию холодной прокатки для получения окончательной толщины и в дальнейшем подвергнут отжигу при 1000°C в атмосфере сухого N2.
(2) Материал был продут в конвертере и дегазирован, и его состав был отрегулирован для получения заданных компонентов, после чего материал был отлит. Полученные слябы были повторно нагреты до 1200°C. После горячей прокатки был получен лист толщиной 1,8 мм. Лист был передан на операцию холодной прокатки для получения окончательной толщины и в дальнейшем подвергнут термообработке при 1200°C с помощью SiCl4 для регулирования количества Si в поверхностных слоях.
(3) Материал был продут в конвертере и дегазирован, и его состав был отрегулирован для получения заданных компонентов. Далее материал был отлит и подвергнут очистке. Полученные слябы были повторно нагреты до 1200°C. После горячей прокатки был получен лист толщиной 1,8 мм. Лист был передан на операцию холодной прокатки для получения окончательной толщины, и в дальнейшем было выполнено ламинирование алюминиевой пленкой толщиной 10 мкм на обеих поверхностях листа из электротехнической листовой стали. Ламинированный лист из электротехнической листовой стали был зажат и подвергнут отжигу при 900°C × 5 ч в атмосфере N2.
Способ обработки сердечников двигателей представлял собой лазерную обработку или обработку вырубкой. В случае лазерной обработки использовался CO2-импульный лазер с частотой 1500 Гц и выходной мощностью 500 Вт, в качестве вспомогательного газа использовался кислород, который распылялся при давлении 5 МПа, и скорость лазерного сканирования была задана равной приблизительно 5000 мм/мин.
Результаты оценки представлены в таблице 2, описанной ниже. Как видно из таблицы 2, результаты показывают, что характеристики двигателя с высоким КПД могут быть получены с помощью материалов, в которых поверхностный слой электротехнической листовой стали имеет теплопроводность меньше, чем в среднем слое, на 30% или более. С другой стороны, материал, в котором теплопроводность поверхностного слоя была не меньше, чем в среднем слое, на 30% или более, показал наилучшие значения в отношении потерь в железе, используя способ с применением рамки Эпштейна, но низкий КПД двигателя. При сравнении № 1 и № 2, несмотря на то, что листы из электротехнической стали были изготовлены из одного из того же материала, № 2, в котором способ обработки сердечника представлял собой обработку вырубкой, имел более низкий КПД двигателя. Считается, что такой результат был получен по той причине, что электротехническая листовая сталь настоящего изобретения имеет магнитные свойства, которые ухудшаются в меньшей степени в случае лазерной обработки по сравнению с обработкой вырубкой. Кроме того, в условиях, при которых компоненты поверхностного слоя удовлетворяли вышеприведенной формуле (1), двигатель, изготовленный с помощью лазерной обработки, имел тенденцию к повышению КПД. Считается, что такой результат был получен по той причине, что повышение коэффициента теплового расширения сдерживается из-за наличия Mn в поверхностном слое, что уменьшает деформацию электротехнической листовой стали во время подвода тепла.
Пример 2
Материал образца № 5 из таблицы 2 был оценен применительно к тому, как условия лазерной обработки влияют на результаты. Способ оценки был одним и тем же за исключением условий лазерной обработки. Результаты оценки двигателей применительно к лазерной обработке представлены в таблице 3. Как показано в таблице 3, в условиях излучения с помощью CO2-лазера с непрерывными колебаниями КПД двигателя был ниже КПД двигателя в условиях излучения с помощью CO2-лазера с импульсными колебаниями, имеющего такой же уровень выходной мощности. В добавление к этому в условиях обработки с помощью CO2-лазера с импульсными колебаниями при низкой выходной мощности 250 Вт КПД двигателя выше КПД двигателя при других условиях. Кроме того, было установлено, что использование волоконного лазера в качестве источника колебаний вместо CO2-лазера дополнительно повышало КПД двигателя.
Промышленная применимость
По настоящему изобретению может быть предложен способ изготовления сердечника, пригодного для небольшого высокооборотного двигателя.
Изобретение относится к способу изготовления сердечника двигателя. Способ включает этап изготовления сердечника двигателя посредством выполнения резки плавлением электротехнической листовой стали, используя тепло, подводимое от поверхности, причем электротехническая листовая сталь имеет такую среднюю теплопроводность, которая в положениях по глубине от поверхности до одной третьей глубины по толщине листа меньше теплопроводности в среднем положении в направлении толщины листа на 30% или более. Технический результат заключается в создании способа, обеспечивающего изготовление сердечника, пригодного для небольшого высокооборотного двигателя. 4 з.п. ф-лы, 3 ил., 3 табл.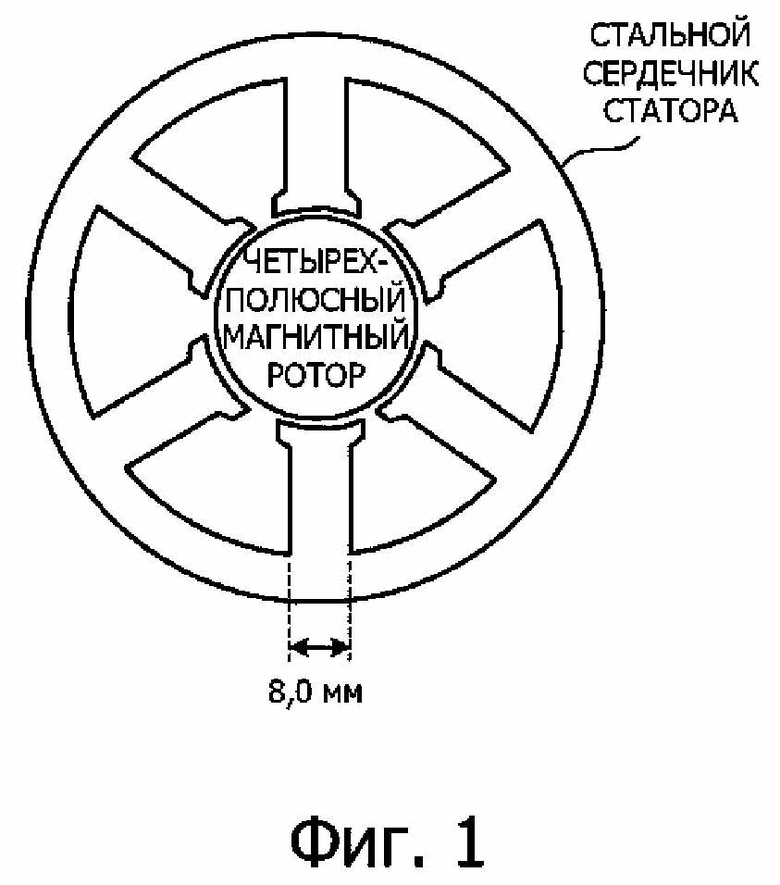
1. Способ изготовления сердечника двигателя, включающий в себя:
этап изготовления сердечника двигателя посредством выполнения резки плавлением электротехнической листовой стали, используя тепло, подводимое от поверхности, причем электротехническая листовая сталь имеет такую среднюю теплопроводность, которая в положениях по глубине от поверхности до одной третьей глубины по толщине листа меньше теплопроводности в среднем положении в направлении толщины листа на 30% или более.
2. Способ по п.1, в котором толщина листа из электротехнической листовой стали равна или меньше 0,20 мм.
3. Способ по п.1 или 2, в котором концентрации Si, Al и Mn в положениях по глубине от поверхности до одной третьей глубины по толщине листа из электротехнической листовой стали удовлетворяют условию, заданному в следующей формуле (1):

4. Способ по п.1 или 2, в котором концентрация каждого элемента по всей толщине листа из электротехнической листовой стали составляет для C: 0,01 или менее, для Si: 7 или менее, для Al: 4 или менее и для Mn: 5 или менее в % масс.
5. Способ по п.3, в котором концентрация каждого элемента по всей толщине листа из электротехнической листовой стали составляет для C: 0,01 или менее, для Si: 7 или менее, для Al: 4 или менее и для Mn: 5 или менее в % масс.
| JP 2009263782 А, 12.11.2009 | |||
| ИСМАГИЛОВ Ф.Р | |||
| и др | |||
| О выборе технологии изготовления статора мелкосерийных и опытных электромеханических преобразователей энергии с учетом магнитных потерь | |||
| Электричество, Москва, НИУ "МЭИ", 2019, N 4, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| JP 201063252 А, 18.03.2010 | |||
| JP 5570492 А, 17.05.1980 | |||
| ЛИСТЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2092605C1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |

